Устройство плазменной резки металла
Обновлено: 04.10.2024
Плазменная резка осуществляется аппаратом под названием плазморез. Он создаёт поток высокотемпературного ионизированного воздуха (плазмы), который разрезает заготовку.
Принцип плазменной резки основан на свойстве воздуха в состоянии ионизации становиться проводником электрического тока.
Плазморез создаёт в плазмотроне плазму (ионизированный воздух, разогретый до высокой температуры) и сварочную дугу, которые осуществляют раскрой материала.
Устройство плазмореза
Плазморез состоит из нескольких блоков:
- источник электропитания; ;
- компрессор;
- комплект кабель-шлангов.
Источник электропитания
Источником электропитания может быть:
- трансформатор. Достоинством его является то, что он практически не чувствителен к перепадам напряжения электросети и позволяет резать заготовки большой толщины, а недостатком – значительный вес и низкий КПД;
- инвертор. Единственным его недостатком является то, что он не позволяет резать заготовки большой толщины. Достоинств много:
- при питании от него стабильно горит дуга;
- КПД на 30 % выше, чем у трансформатора;
- дешевле, экономичнее и легче трансформатора;
- его удобно использовать в труднодоступных местах.
Плазмотрон
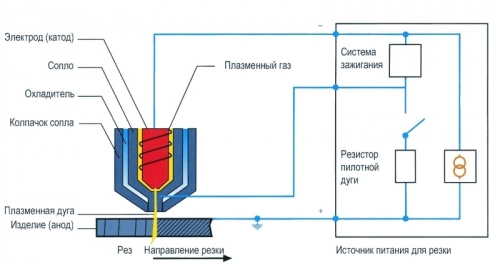
Плазмотрон – это плазменный резак, с помощью которого разрезается заготовка. Он является основным узлом плазмореза.
![Конструкция и схема подключения плазмотрона]()
Конструкция и схема подключения плазмотрона
Конструкция плазмотрона состоит из следующих составляющих:
Компрессор
Компрессор в плазморезе требуется для подачи воздуха. Он должен обеспечивать тангенциальную (или вихревую) подачу сжатого воздуха, которая обеспечит расположение катодного пятна плазменной дуги строго по центру электрода. Если этого не будет обеспечено, то возможны неприятные последствия:
- плазменная дуга будет гореть нестабильно;
- могут образоваться одновременно две дуги;
- плазмотрон может выйти из строя.
Принцип работы
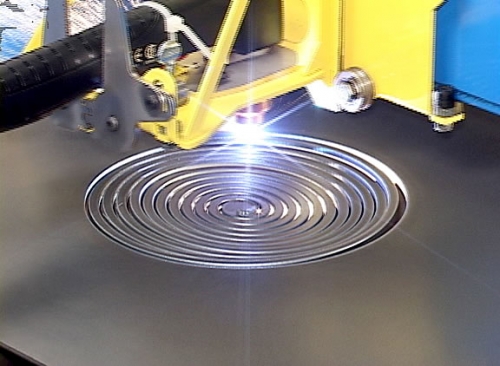
![Результат работы плазмотрона]()
Результат работы плазмотрона
Принцип действия плазмотрона заключается в следующем. Создаётся поток высокотемпературного ионизированного воздуха, электропроводность которого равна электропроводности разрезаемой заготовки (т.е. воздух перестаёт быть изолятором и становится проводником электрического тока).
Образуется электрическая дуга, которая локально разогревает обрабатываемую заготовку: металл плавится и появляется рез. Температура плазмы в этот момент достигает 25000 – 30000 °С. Появляющиеся на поверхности разрезаемой заготовки частички расплавленного металла будут сдуваться с нее потоком воздуха из сопла.
Технология
Технология плазменной резки металла вкратце может быть описана следующим образом. Плазменной обработке поддаются все виды металлов толщиой до 220 мм.
Эффект появляется после воспламенения плазмообразующего газа при образовании искры в контуре электрической дуги (между наконечником форсунки и неплавящимся электродом. От искры загорается поток газа, здесь же он ионизируется, превращаясь в управляемую плазму (с крайне высокой, 800 и даже 1500 м/с скоростью выхода).
В выходном отверстии, от сужения, происходит ускорение потока плазмообразующего носителя. Высокоскоростная плазменная струя позволяет получить температуру на выходе около 20 0000с. Узконаправленная струя в тысячи градусов буквально проплавляет материал в точечной области воздействия, нагрев вокруг места обработки незначительный.
Плазменно-дуговой способ используется с замыканием обрабатываемой поверхности в проводящий контур. Другой вид резки (плазменной струей) — работает при наличии стороннего (косвенного) образования высокотемпературного компонента в рабочей схеме плазмотрона. Нарезаемый металл не включен в проводящий контур
Резка плазменной струей
Раскрой заготовок плазменной струей применяется для обработки материалов, не проводящих электрический ток. При резке этим методом дуга горит между формирующим наконечником плазмотрона и электродом, а сам разрезаемый объект в электрической цепи не участвует. Для разрезания заготовки используется струя плазмы.
Плазменно-дуговая резка
Плазменно-дуговой резке подвергаются токопроводящие материалы. При выполнении резки этим методом дуга горит между разрезаемой заготовкой и электродом, её столб совмещен со струей плазмы. Последняя образуется за счет поступления газа, его нагрева и ионизации. Газ, продуваемый через сопло, обжимает дугу, придает ей проникающие свойства и обеспечивает интенсивное плазмообразование. Высокая температура газа создает высочайшую скорость истечения и увеличивает активное воздействие плазмы на плавящийся металл. Газ выдувает из зоны реза капли металла. Для активизации процесса используется дуга постоянного тока прямой полярности.
Плазменно-дуговая резка применяется при:
- производстве деталей с прямолинейными и фигурными контурами;
- вырезании отверстий или проемов в металле;
- изготовлении заготовок для сварки, штамповки и механической обработки;
- обработке кромок поковок;
- резке труб, полос, прутков и профилей;
- обработке литья.
Виды плазменной резки
В зависимости от среды, существуют три вида плазменной резки:
- простой. Этот метод подразумевает использование только воздуха (или азота) и электрического тока;
- с защитным газом. Применяются два вида газа: плазмообразующий и защитный, который сохраняет зону реза от влияний окружающей среды. В результате повышается качество реза;
- с водой. В этом случае вода выполняет функцию, аналогичную защитному газу. Кроме того, она охлаждает компоненты плазмотрона и поглощает вредные выделения.
Основанная на указанных принципах плазменная резка обеспечивает не только высокопроизводительное производство, но и совершенно пожаробезопасное: применяемые в технологии материалы не огнеопасны.
Видео
Посмотрите ролики, где наглядно объясняется, как происходит плазменная резка:
Принцип работы воздушно-плазменной резки металла
Воздушно-плазменная резка: на чем основан принцип осуществления. Плазма, производящая резку, является разогретым газом с высоким значением электропроводности . Его еще называют ионизованным. Генерируется плазма специальным дуговым элементом. Принято называть этот способ резки плазменным.
Обычная дуга сжимается плазмотроном. Ионизованный газ вдувается в нее, с помощью чего она может генерировать горячий воздух. Она способна производить обработку, при помощи повышенной температуры. Металл разрезается, плавясь при этом.
Осуществление обработки металла происходит благодаря, как плазменной дуге, так и струе. В первом варианте на металлическое изделие оказывается прямое воздействие, во втором — косвенное. Наиболее распространенным и действенным является метод резки с помощью действия напрямую. Для материала, который не обладает электропроводностью (как правило это неметаллические изделия) применяют способ непрямого влияния. При любом из вариантов разрезаемый материал не теряет агрегатного состояния и его конструкция слабо подвергается деформации.
Принцип работы плазменного резака
Плазмотрон – это техническое устройство, которое образует электрический разряд между электродом (катодом) и поверхностью обрабатываемого изделия (анодом), это происходит в потоке газа который образует плазму.
Принцип работы устройства: для охлаждения применяется вода или газ, для получения плазмы используется плазмообразующий газ. Поток входящего в камеру газа подвергается нагреванию до высоких температур после чего ионизируется, тем самым приобретает свойства плазмы. Плазмообразующий газ и охлаждающий подаются в различные каналы плазматрона. При подаче питания между катодом и соплом образуется так называемый вспомогательный разряд, визуально её можно видеть как небольшой факел.
Основная (рабочая дуга) образуется при касании второстепенного разряда обрабатываемой поверхности, которая в данном случае выполняет роль анода (плюс). Стабилизация разряда может осуществляться магнитным полем, водой либо газом, зачастую стабилизирующий газ является и плазмообразующим. После этого можно проводить резку материала, нанесение покрытий, сварку, наплавку или даже добычу полезных ископаемых, путём разрушения горных пород.
Условно конструкцию плазмотрона можно представить как несколько основных элементов:
- изолятор;
- электрод;
- сопло;
- механизм для подвода плазмообразующего газа;
- дуговая камера.
Конструкция и принцип работы плазмотрона с совмещенным соплом и каналом
Особенностью плазмотрона, использующего воздушно-плазменную резку является совмещение канала и сопла. Воздух проходит через канал сопла наружу. Принцип работы схож, при подаче электропитания промеж катодом и соплом образуется вспомогательный разряд. Воздух закрученный по спирали, стабилизирует и сжимает столб рабочего разряда. Он же предотвращает соприкосновение электрической дуги стенок соплового канала.
Типы плазмотронов
Плазмотроны можно условно разделить на три глобальных типа
- электродуговые;
- высокочастотные;
- комбинированные.
Устройства работающие на основе электрической дуги оснащены одним катодом, который подключен к источнику питания постоянного тока. Для охлаждения применяют воду, которая находится в охладительных каналах.
Можно выделить следующие виды электродуговых аппаратов
- с прямой дугой;
- косвенной дугой (плазмотроны косвенного действия);
- с использованием электролитического электрода;
- вращающимися электродами;
- вращающейся дугой.
Автомат: принцип работы
Станок плазменной автоматической резки имеет:
- пульт управления,
- плазмотрон
- рабочий стол для заготовок.
На пульте управления происходит корректировка предварительно установленных программ, если резка отклоняется от установленных параметров. Для оперативного исправления в процессе работы и выбора оптимальных режимов резания.
Через установленный на рабочем столе лист, пропускается электрический ток. Между поверхностью листа и плазмотроном пробегает первичная электродуга. В которой сжатый воздух, разогревается до состояния плазмы. Первичная дуга скрывается в раскаленной ионизированной струе, которая и режет металла.
Резка начинается с середины или с края. Чем чаще происходит прерывание дуги и зажигание новой искры, тем меньше становится ресурс сопла и катода. Грамотный оператор автоматической резки выбирает режимы резания по таблице и отталкиваясь от конкретных условий (толщина металла, диаметр сопла). Благодаря чему можно добиться значительного сокращения расходов. По окончанию операции, автомат самостоятельно оповестит оператора, выключит и отведет плазмотрон от материала.
Какие газы используются, их особенности
Плазменная резка металла представляет собой процесс проплавления и удаления расплава за счет теплоты, получаемой от плазменной дуги. Скорость и качество резки определяются плазмообразующей средой. Также, плазмообразующая среда влияет на глубину газонасыщенного слоя и характер физико-химических процессов на кромках среза. При обработке алюминия, меди и сплавов, изготовленных на их основе, используются следующие плазмообразующие газы:
- Сжатый воздух;
- Кислород;
- Азотно-кислородная смесь;
- Азот;
- Аргоно-водородная смесь.
Важно! Для некоторых марок металла недопустимо применение определенных плазмообразующих смесей (к примеру, для резки титана нельзя использовать смеси, содержащие в составе азот или водород).
Все газы, используемые при выполнении плазменной обработки, условно делятся на защитные и плазмообразующие.
В целях бытового назначения (толщина до 50 мм, сила тока дуги – менее 200 А) применяется сжатый воздух, который может использоваться как защитный, так и плазмообразующий газ, а в более сложных условиях промышленного назначения применяются другие газовые смеси, которые содержат кислород, азот, аргон, гелий или водород.
Достоинства и недостатки плазменной резки
Обработка металлов аппаратами или станками плазменной резки дает в работе целый ряд преимуществ.
- По сравнению с кислородной горелкой, плазморез обладает более высокой мощностью, и соответственно, производительностью, и по данному параметру уступает только лазерным установкам промышленного масштаба.
- Плазменная резка выгодна с экономической точки зрения при толщине металла до 60 мм. Для резки материалов с толщиной более 60 мм рекомендуется использовать кислородную резку.
- Современные плазморезы отличаются высокоточной и качественной обработкой металлов. Срез получается «чистый», с минимальной шириной, благодаря чему, практически не требует дополнительной шлифовки.
- Также, плазменно-дуговая обработка характеризуется универсальностью применения, безопасностью и низким уровнем загрязнения окружающей среды.
Из недостатков можно отметить скромную толщину среза (до 100 мм), а также невозможность одновременной работы двух плазморезов и соблюдение жестких требований к отклонениям от перпендикулярности среза.
Возможности плазменной резки
Сфера применения плазменной резки очень разнообразна, благодаря своей универсальности и диапазону обрабатываемых металлов и металлических сплавов. Автоматизированная и ручная плазменная резка материалов широко применяется на предприятиях и во многих отраслях промышленности для выполнения обработки:
- Труб;
- Листового металла;
- Чугуна;
- Стали (в т.ч. нержавеющей);
- Бетона;
- Отверстий;
- Фигурной и художественной резки.
Характеристики плазморезов позволяют выполнять обработку нержавеющей стали, что недоступно кислородным горелкам. Плазморезы практически незаменимы для обработки тонкой листовой стали. Особого внимания заслуживают ручные устройства, которые отличаются компактными размерами и экономичным потреблением электроэнергии. Технология плазменно-дуговой резки особенно ценится за выполнение чистого среза без «наплывов», что положительно влияет на скорость и точность выполнения работ, а также на производственные возможности предприятий.
Плазменный станок ЧПУ
Плазменный ЧПУ – высокоточное и производительное оборудование для автоматического вырезания деталей из металлопроката разных видов и толщин. Представляет собой целый комплекс с множеством конструктивных элементов, которые обеспечивают минимальное участие человека в процессе раскроя листовой стали.
![]()
Плазменная резка и ее особенности
Процесс плазменной резки представляет собой уникальную технологию раскроя листового металлопроката, которая применима для конструкционных, легированных сталей, чугуна и цветных металлов (медь, алюминий, их сплавы). Заключается она в обжимании плазменной дуги при ее прохождении через сопло.
Существует несколько схем резания:
- Плазменно-дуговая резка – более эффективная технология, которая применяется для обработки электропроводных материалов. Здесь дуга прямого действия образуется при протекании электротока от электрода на обрабатываемый металл.
![]()
Рисунок 1. Дуга прямого действия
- Резка плазменной струей – используется для резания материалов, не обладающих электрической проводимостью. Дуга косвенного действия возникает между катодом и соплом – т.е. разрезаемая заготовка не включена в электрическую цепь.
![]()
Рисунок 2. Дуга косвенного действия
Плазменно-дуговая резка считается одним из самых эффективных с экономической точки зрения методов раскроя листового проката малых и средних толщин (до 50 мм). При работе с таким материалом плазменный станок с ЧПУ обеспечивает наиболее высокое качество и точность реза. Однако погрешность небольшая и при резании более толстого металла (до 100 мм и более в зависимости от вида оборудования).
Плазменные газы в дуге частично диссоциируются и ионизируются, поэтому становятся электропроводными. Повышенная плотность энергии и температура обеспечивают расширение плазмы и ее движение к обрабатываемому изделию со скоростью, превышающей почти в 3 раза скорость звука. Большая температура плазменной дуги (до 30 тыс. К) в сочетании с высокой кинетической энергией обеспечивают повышенную скорость резания металлов.
Начинается процесс раскроя с поджига дежурной дуги между соплом и катодом, которая вызывает частичную ионизацию, необходимую для подготовки пространства между плазмотроном и заготовкой. Поджигается она за счет подачи повышенного напряжения. При ее контакте с материалом автоматически повышается мощность и зажигается режущая дуга. Тепловая энергия дуги плавит и частично испаряет металл. Под воздействием кинетической энергии расплавленный материал удаляется из зоны реза.
![]()
Фото 3. Процесс плазменно-дуговой раскроя
Устройство и принцип работы оборудования
Для плазменной резки используется станок, состоящий из таких конструктивных элементов:
- Источник питания – служит для подачи тока и напряжения для поджига пилотной и режущей дуги.
![]()
Фото 4. Внешний вид источника питания
- Плазмотрон – устройство, генерирующее плазму. В нем электрический ток преобразуется в плазменную дугу. Его основными конструктивными элементами являются электрод (он же катод) со вставкой из тугоплавкого металла, сопло и завихритель. Обычно в плазмотронах предусмотрено водяное охлаждение. Катод и сопло – расходные материалы, периодичность замены которых зависит от интенсивности работы, вида и толщины разрезаемого металлопроката.
![]()
Фото 5. Внешний вид плазмотрона
- Портальная система – состоит из портала с продольными направляющими, механизма для поперечного перемещения плазмореза. Движение обеспечивается благодаря реечному приводу, также портал оборудован системой динамической виброзащиты для повышения эксплуатационного ресурса комплекса и увеличения качества реза.
![]()
Фото 6. Портальная конструкция без рабочего стола
- Координатный стол – представляет собой стабильную основу для укладки обрабатываемого металлопроката. В зависимости от типа оборудования могут иметь разные размеры – стандартная ширина составляет от 1,5 до 8 м.
![]()
Фото 7. Автоматический комплекс для раскроя с раскроечным столом
- Система числового программного управления – компьютеризированная система для автоматического управления приводами оборудования. Включает рабочую консоль (для ввода программ воспроизведения и управления режимами работы), консоль оператора (для визуального наблюдения за рабочим процессом) и контроллер (для управления движущейся оснасткой).
![]()
Фото 8. Внешний вид системы ЧПУ
Основные рабочие параметры процесса – сила тока, скорость резки, зазор между соплом резака и заготовкой, вид используемого газа. Самым доступным и простым плазмообразующим газом считается воздух, но он оптимально подходит только для раскроя углеродистых и нержавеющих сталей. Также при его применении наблюдается незначительное обесцвечивание и нитрирование кромки, что несколько усложняет последующую мехобработку из-за увеличения твердости.
Не менее важен такой параметр, как давление газа. Выбор оптимально подходящего значения обеспечивает длительный срок службы расходных элементов плазмотрона и высокое качество реза. Однако при работе на повышенном давлении снижается эксплуатационный ресурс катода, наблюдаются проблемы в начале процесса резания. Пониженные значения ведут к недостаточному охлаждению плазменного резака, что может стать причиной образования двойной дуги и даже разрушения сопла.
За перемещение технологической оснастки портальной системы отвечает контроллер. Но предварительно в систему ЧПУ нужно загрузить разработанную технологом управляющую программу. Использование числового программного управления обеспечивает возможность воспроизведения контуров любой сложности.
Разработка управляющих программ выполняется для вырезания как единичных заготовок, так и целых комплектов деталей разных размеров и форм. Карты раскроя разрабатываются на ПК при помощи специального программного обеспечения. Изначально прочерчивается каждая деталь с учетом всех припусков, затем заготовки раскладываются на виртуальном листе металла определенных габаритов в специальном ПО. Благодаря этому максимально рационально используется металлопрокат, минимизируется количество отходов.
Преимущества аппарата
Плазморезы или плазменные станки с ЧПУ отличаются такими преимуществами:
- Высокое качество реза – за счет использования качественных плазмотронов, правильного выбора плазмообразующего газа обеспечивается малая ширина реза, минимальное угловое отклонение и чистые кромки без наплывов и окалины.
- Технологическая гибкость – подходят для прямолинейного и фигурного раскроя разных металлов и сплавов.
- Повышенная скорость резки – в зависимости от марки металла и толщины может достигать до 6 м/мин.
- Минимальная зона термического влияния, направленное воздействие плазменной дуги – обеспечивает возможность вырезания заготовок из тонколистового металлопроката без их тепловой деформации.
- Невысокая себестоимость процесса – актуальна при работе с листовым прокатом толщиной до 50 мм.
- Малое время прожига в отличие от воздушно-кислородной резки, где требуется длительный предварительный подогрев.
![]()
Фото 9. Автоматизированный раскрой листового проката
Приемы плазменного раскроя
Машины для плазменного раскроя с ЧПУ могут комплектоваться разным дополнительным функционалом и системами. Одной из самых полезных считается автоматический контроль высоты, так как зазор между соплом и обрабатываемым материалом оказывает влияние на скос кромок. При увеличении расстояния повышается и угол скоса, а при уменьшении – снижается срок службы электрода и сопла. Резка с поддержанием постоянной высоты положительно влияет на качество кромок и эксплуатационный ресурс расходных элементов.
Скорость перемещения плазмотрона в процессе работы должна обеспечивать угол отставания прорезания нижней кромки от верхней не более 3-5°.
При разработке управляющих программ технологу рекомендуется придерживаться следующих требований для обеспечения минимальных деформаций:
- Первоочередно вырезаются отверстия.
- Вырезание заготовок начинается от одной кромки, последовательно перемещаясь от одной детали к другой в направлении противоположной кромки.
- При разработке карт на резку комплекта заготовок используются совмещенные резы, при которых линия реза разрезает сразу 2 детали.
- Длинные заготовки располагаются ближе к кромке листа, от которой будет начинаться резка, а короткие – ближе к середине и противоположной кромке.
- Вырезание заготовок длиной более 3 м и шириной больше 0,5 м выполняется с угла, а начинается с длинной кромки.
- Детали, занимающие большую часть листа, вырезаются в первую очередь.
![]()
Фото 10. Процесс вырезания детали
Применение установок
За счет высокой технологической гибкости и производительности, станки с ЧПУ для плазменной резки применяются преимущественно крупными и средними заводами по производству промышленного оборудования, металлоконструкций и т.д.
Плазменное оборудование с числовым программным управлением используется для резки таких металлов:
- Углеродистые стали – обычно при раскрое листов до 40-50 мм применяется сжатый воздух, а также азот, смеси на основе азота и кислорода.
- Низкоуглеродистые – для толщин до 40 мм наиболее эффективен сжатый воздух, но при резании металлопроката толщиной более 20 мм может использоваться азот и азотно-водородные смеси.
- Нержавейка – используется азот (до 20 мм), смеси на азоте и водороде (до 50 мм). Допускается применение сжатого воздуха.
- Стали с большим содержанием легирующих элементов – для толщин 50-60 мм используется воздушно-плазменная резка, для более толстых листов рекомендованы азотно-кислородные смеси.
- Медь и ее сплавы – для обработки металлопроката малых и средних толщин подходит сжатый воздух. При его использовании на кромках образуется грат, но при этом излишки металла легко удаляются с поверхности. Азот подходит для вырезания заготовок толщиной от 5 до 15 мм. Латунь режется с такими же газами, однако на более высоких скоростях (до 20-25 %). Также следует учитывать, что медь отличается высокой теплопроводностью и теплоемкости, поэтому для работы нужна более мощная дуга, чем для обработки сталей.
- Алюминий и сплавы на его основе – сжатый воздух обычно используется исключительно для разделительного резания с обязательной последующей мехобработкой деталей. При этом качественный рез возможен только при резке изделий толщиной до 30 мм на рабочем токе до 200 А. Также для резания листов до 20 мм может использоваться азот, от 20 до 100 мм смеси из азота и водорода, более 100 мм – аргоно-водородные смеси.
![]()
Фото 11. Вырезание заготовок из алюминиевого листа
Виды станков
Плазменное оборудование с числовым программным управлением производится нескольких типов:
- Переносное – установки относительно небольших размеров, на котором можно выполнять раскрой металлопроката ограниченных габаритов. Обычно ширина рабочей зоны у них составляет 1,5-3 м. При желании такие устройства можно перемещать в пределах цеха либо на другой производственный участок или объект.
![]()
Фото 12. Портативное устройство для плазменной резки
- Стационарное – мощные автоматизированные линии с шириной координатного стола до 8 м. Устанавливаются стационарно, перемещение возможно только при условии предварительного демонтажа с использованием специальной грузоподъемной техники.
![]()
Фото 13. Стационарная машина
Стоимость станков с ЧПУ
Цены на плазменные установки с ЧПУ колеблются в широких пределах. Все зависит от разновидности и технических характеристик оборудования, функциональных возможностей, габаритных размеров рабочей зоны.
Стоимость полноценной автоматической линии начинается от 1,5 млн руб. Однако на большинство машин цена формируется по запросу с учетом индивидуальных потребностей заказчика, предполагаемых видов работ, комплектации установки и других параметров.
Дополнительно в общую цену могут быть включены расходы на вспомогательное оснащение (компрессоры, система вентиляции), а также на такие услуги, как монтаж, пуско-наладочные работы, обучение персонала, техническое обслуживание и др.
Производители оборудования
Сегодня плазменные ЧПУ выпускаются как зарубежными, так и отечественными производителями. В продаже есть машины разной ценовой категории, но то, что стоит дороже, не всегда является более качественным.
Отечественный производитель ПУРМ разрабатывает и производит плазменные станки ЧПУ с учетом суровых российских условий эксплуатации. Оборудование этой марки успешно используется предприятиями в средней полосе России и даже в условиях Крайнего Севера.
![]()
Фото 14. Оборудование отечественного производителя ПУРМ
Компания занимается не только изготовлением установок, но и поставками запасных частей, расходных материалов, комплектующих. При желании можно заказать шеф монтаж, пуско-наладку, послегарантийное обслуживание.
Как выбрать станок с ЧПУ?
Для правильного выбора плазменного станка ЧПУ необходимо определиться с такими моментами:
- Виды работ – только прямолинейный раскрой или с возможностью вырезания деталей сложной конфигурации.
- Максимальные размеры листового металлопроката – от этого зависят габариты рабочей зоны координатного стола.
- Максимальная толщина материала – определяет номинальную мощность источника питания и тип используемого газа для резания.
![]()
Фото 15. Вырезание одиночной детали
Одной из основных характеристик оборудования является продолжительность включения (или ПВ). Этот параметр определяет интенсивность эксплуатации, а именно временной отрезок, на протяжении которого станок может работать без перерывов на охлаждение.
Обозначается ПВ в процентах – если продолжительность включения составляет 80 %, то это значит, что в течение 10-минутного рабочего цикла установка сможет работать 8 минут на максимальных нагрузках. В случае превышения этой нормы возможен ее перегрев и выход из строя. Однако большинство промышленных плазморезов с ЧПУ имеют продолжительность включения 100 %, поэтому рассчитаны на непрерывную работу на протяжении всей рабочей смены.
Не менее важной характеристикой установок является сила тока, которую выдает источник питания – именно она определяет предельную толщину обрабатываемого металлопроката.
Основные поломки машин
При эксплуатации плазменных станков с ЧПУ не наблюдается особых проблем с их работоспособностью. Однако есть несколько факторов, которые могут способствовать нарушению правильного функционирования оборудования:
- Короткое замыкание в электросети – может стать причиной перегорания основных управляющих плат.
- Перепады напряжения, если они превышают диапазон, установленный производителем – тоже могут привести к выходу из строя электрических компонентов.
- Физический износ механизмов либо чрезмерное превышение установленного ресурса деталей.
![]()
Фото 16. Резание тонколистового металла
Любые нарушения в работе плазмореза можно устранить в сжатые сроки, но лучше своевременно выполнять техобслуживание, менять детали с большим износом и расходные элементы. Это обеспечит стабильную его работу, высокую производительность и качество реза.
Сущность процесса ручной плазменной резки, виды и выбор оборудования
Самая эффективная и доступная ручная технология раскроя металлопроката – плазменная резка. С ее помощью можно резать металл разных марок и толщин, включая нержавейку, алюминиевые и медные сплавы. Однако для получения качественных заготовок с точными геометрическими параметрами важно знать сущность процесса, устройство и принцип действия оборудования.
![]()
Что такое плазменная резка?
Под термином ручной плазменной резки металла следует понимать процесс разделительного резания материала, происходящий за счет его плавления в результате локального воздействия струи высокотемпературной плазмы.
Плазменная технология позволяет выполнять раскрой как черных, так и цветных металлов, включая нержавеющую сталь, тугоплавкие сплавы, медь, алюминий. Вырезать можно заготовки с разными геометрическими параметрами. Максимальная толщина обрабатываемого материала зависит от мощности оборудования и обычно составляет до 100 мм и больше.
![]()
Сущность процесса плазменного резания
Особенности ручной плазменной резки:
- Большая скорость резания – в особенности при работе с металлом малых и средних толщин.
- Отсутствие тепловой деформации заготовок – благодаря локальному воздействию плазменной струи.
- Отличное качество и чистота реза – на поверхности кромок образуется минимум окалины.
Конструкция и принцип работы
Плазма представляет собой токопроводящий ионизированный газ, который формируется в специальном устройстве – плазмотроне. Конструктивно он состоит из множества элементов, но основными считаются электрод (он же катод), сопло и завихритель. Они выполняют основные функции в процессе формирования плазменной дуги.
![]()
Деталировка плазмотрона для ручной резки
Сам техпроцесс плазменной резки заключается в поджиге дежурной дуги в результате прохождения электрического тока от катода на анод (металлическую заготовку). Пилотная дуга подготавливает пространство между плазмотроном и металлом, способствуя частичной ионизации. При ее контакте с металлопрокатом автоматически увеличивается мощность и поджигается режущая плазменная дуга.
За счет направленного воздействия тепловой энергии дуги металл частично расплавляется и выдувается из зоны реза под воздействием кинетической энергии плазменного газа.
![]()
Схема процесса плазменного раскроя
Плазмотроны для ручной резки должны постоянно охлаждаться, поэтому оборудование оснащено системой принудительного охлаждения.
Технические характеристики
Производительность и возможности оборудования для ручной плазменной резки зависят непосредственно от технических характеристик. Основными из них являются:
- Рабочая сила тока – определяет предельную толщину разрезаемого металлопроката. Может достигать от 40 до 400 А.
- ПВ (продолжительность включения) – определяет период непрерывной эксплуатации аппарата без перегрева. Обычно составляет от 40 (полупрофессиональные) до 100 % (профессиональные модели).
- Система охлаждения – мощные промышленные аппараты оборудуются водяным охлаждением, а бытовые и полупрофессиональные модели обычно воздушным.
- Дополнительный функционал – защита от перегрева (автоматическое отключение), оснащение разъемами обратной связи для подключения кабелей с целью совместной работы с машинами ЧПУ и т.д.
Важным параметром является конструкция плазмотрона для ручной резки и возможность его оснащения дополнительными приспособлениями – например, для поддержания постоянного расстояния между соплом и обрабатываемым металлом, высокоточного вырезания круглых заготовок или отверстий разных диаметров.
![]()
Приспособление для вырезания круглых заготовок
Основная классификация плазменного оборудования для ручного раскроя:
- Инверторного типа – отличаются высоким КПД, энергоэффективностью, компактными размерами и небольшим весом. Такие аппараты выпускаются обычно небольшой мощности и позволяют разрезать металл толщиной до 20 мм. Предназначены для бытового и полупрофессионального применения.
![]()
- Трансформаторного типа – мощные устройства для профессионального применения. Характеризуются высоким ПВ (80-100 %) и возможностью раскроя металлопроката толщиной до 100 мм и более.
![]()
Источник питания трансформаторного типа
Плазмотроны для ручной резки различают по типу поджига дуги:
- Прямого действия – дуга возбуждается при прохождении электротока между катодом и анодом. Такие резаки применяются для резки электропроводимых материалов (сталей и сплавов).
- Косвенного действия – дуга поджигается между катодом и соплом. Плазмотроны этого типа используются для резания материалов, которые не проводят электрический ток (пластмассы и т.д.).
![]()
Отличия плазменной дуги прямого и косвенного действия
Выбор оборудования для резки металла
Выбирать плазморез нужно исходя их конкретных нужд – марок и толщин материалов, которые предполагается резать. Если плазменный аппарат нужен для ручной резки струей плазмы металлов небольшой толщины, вполне подойдут экономичные инверторные модели. Единственный их минус – невысокая ПВ (продолжительность включения), т.е. при 10-минутном рабочем цикле они работают от 4 до 6 минут (в зависимости от вида) на максимальной мощности, а остальные 6-4 минуты они остывают. Несоблюдение этого параметра может привести к перегреву и выходу из строя.
Для резания толстого металлопроката в течение длительного времени лучше покупать станки трансформаторного типа. Они имеют ПВ до 100 %, поэтому могут непрерывно работать на протяжении нескольких смен. Следует учитывать, что большинство моделей имеют большой вес и габаритные размеры, однако могут быть оборудованы специальными колесиками для перемещения по цеху.
![]()
Процесс плазменной резки толстого металла
Особое внимание надо уделить мощности оборудования для ручной плазменной резки, поскольку этот параметр определяет предельную толщину обрабатываемых заготовок. Здесь важно знать принцип расчета рабочего тока на 1 мм толщины – для нержавеющих и конструкционных сталей он равен 4 А. Это значит, что для резания материала толщиной 20 мм аппарат должен иметь мощность не менее 80 А. Однако лучше, чтобы был небольшой запас.
Производители плазменных аппаратов
Сегодня источники питания для ручной плазменной резки выпускаются разными производителями. Модели зарубежного производства стоят гораздо дороже по сравнению с отечественными аналогами. Но при этом купить надежный и высокопроизводительный аппарат российского производства вполне реально.
Группа компаний ПУРМ производит недорогое оборудование, предназначенное для интенсивной эксплуатации в жестких климатических и производственных условиях. Оно отличается хорошей производительностью, длительным эксплуатационным ресурсом, отличной ремонтопригодностью. Ассортимент производителя позволяет выбрать модель для любых бытовых или производственных нужд.
![]()
Оборудование марки ПУРМ для ручного раскроя
Стоимость
Цены на станки зависят в основном от технических параметров и назначения:
- Для бытовых нужд можно купить относительно недорогой инвертор от 22-23 тыс. рублей.
- Стоимость инверторных моделей профессионального типа (с ПВ 80 %) начинается от 115 тыс. руб.
- Расценки на более мощные трансформаторные устройства для ручной плазменной резки заготовок большой толщины составляют от 240 тыс. руб.
Эксплуатация и ремонт
Основные правила эксплуатации оборудования:
- Устанавливать с обеспечением доступа достаточного количества воздуха и в удалении от рабочего места, чтобы на корпус и другие части не попадали брызги раскаленного металла.
- Обеспечить соответствие помещения и рабочего места правилам пожарной безопасности.
- Защитить устройство от непреднамеренного попадания влаги, оборудовать плазмотрон масловлагоотделителем для продления ресурса расходных материалов.
- Подготовить обрабатываемый металл – желательно удалить ржавчину и ЛКП (при наличии).
- Продуть плазмотрон перед началом работ путем нажатия кнопки поджига дуги с целью устранения конденсата и инородных частиц.
Ремонт лучше доверять квалифицированным специалистам, которые оперативно определят и эффективно устранят любую неисправность. Самостоятельное вмешательство в конструкцию аппарата для ручной плазменной резки может привести к более дорогостоящей поломке.
Как собрать плазменный резак самостоятельно?
Правильное подключение ручного плазменного аппарата обычно подробно описывается производителем в инструкции по эксплуатации. Общая последовательность сборки следующая:
- Подсоединить шланг, подающий сжатый воздух, к специальному разъему на задней панели устройства от соответствующей промышленной системы или компрессора.
- Подключить шланг-пакет плазмотрона к специальному разъему на передней панели аппарата.
- Подсоединить кабель к положительному полюсу источника питания, а перед включением прибора и выполнением резки – к обрабатываемому материалу.
Далее нужно отрегулировать давление подачи сжатого воздуха, настроить ток в соответствии с толщиной и маркой разрезаемого металла. Затем можно поджигать дугу и выполнять раскрой. Подробно весь процесс настройки и рекомендованные рабочие параметры указаны в инструкции.
Полезные советы и рекомендации
Высокое качество резания и стабильность плазменной дуги зависит от правильно подобранных рабочих параметров – тока, расстояния между поверхностью металлопроката и соплом, скорости перемещения резака вдоль линии реза. Ток выставляется на лицевой панели корпуса оборудования с учетом марки и толщины стали.
Поддерживать постоянное расстояние между соплом и обрабатываемым материалом при ручной плазменной резке довольно сложно, поэтому мастера обычно используют специальные направляющие, которые крепятся к плазмотрону. Скорость ведения плазмореза подбирается уже по факту резания – 0,2-2 м/мин. с учетом толщины, вида материала, установленной силы тока. Это несложно, достаточно следить за появлением искр и брызг расплавленного металла с обратной стороны заготовки. Однако важно не передерживать резак в одном месте, так как это значительно снижает качество реза.
![]()
Применение направляющих для прямолинейного раскроя
Работать нужно в специальной экипировке – желательно в защитном брезентовом костюме, закрытой обуви и затемненных очках (часто используют сварочные маски «хамелеоны»).
Режем металл плазменной технологией
![]()
Виды сварки
Плазменная резка – новая великолепная технология, позволяющая разрезать металлы солидной толщины и любой природы, даже самой капризной. В качестве режущего предмета выступает не нож, а плотная струя плазмы, которая позволяет формировать идеально точный рисунок реза в единицу заданного времени.
Этот способ работы с металлом содержит множество достоинств, которые мы разберем ниже. А сейчас начнем с физики – нужно разобраться с сутью процесса.
Физика плазмы
Технология плазменной резки металла отдает главную женскую роль нашей любимой электрической дуге. Он формируется между электродом и соплом. Иногда вместо электрода выступает металл, который нужно разрезать. Разберемся, что такое плазменная резка.
Начало процесса – включение источника электрического питания и подача тока высокой частоты в плазменный резак. Источник питания включается автоматически после нажатия тумблера розжига в аппарате.
Сначала формируется так называемая промежуточная дуга – она имеет временный характер и соединяет электрод с наконечником сопла резака. Нагревается эта дежурная дуга до уровня температуры около 8000°С.
Это важный момент общего процесса плазменной резки – нужно помнить, что настоящая дуга между электродом и металлом образуется не сразу, а через ее промежуточный вариант.
Следующий этап процесса – поступление воздуха из компрессора, который обычно прилагается к аппарату резки металла. Компрессор подает воздух в сжатом виде. Этот воздух поступает в камеру плазмотрона, в котором находится и уже раскалена временная электрическая дуга.
Дуга нагревает сжатый воздух, объем которого при нагреве увеличивается во много раз. Дополнительно к нагреву и увеличению объема воздух начинает ионизироваться и трансформироваться в настоящий проводник электрического тока. Он превращается в ту самую плазму
Малый диаметр сопла дает возможность разгонять поток этой раскаленной плазмы до огромных скоростей, с которыми струя вылетает из аппарата. Скорость потока может достигать трех метров в секунду.
![плазменная резка]()
Схема работы плазменной резки.
Температура воздуха – запредельная, вплоть до 30 000°С. При этих условиях электрическая проводимость воздуха – плазмы практически равна проводимости разрезаемого металла.
Настоящая конечная дуга появляется мгновенно, как только поток плазмы достигает и касается поверхности металла. Временная дуга, в свою очередь, автоматически выключается. Металл начинает плавится точно в месте среза.
Жидкие металлические капли сразу же сдуваются струей сжатого воздуха. Это и есть принцип плазменной резки. Как видите, все просто, логично и понятно.
Классификация видов плазменной резки
Виды плазменной резки будут зависеть от среды, в которой проводятся работы по металлу:
Простой
Главное отличие способа – ограниченность электрической дуги. Для резки используется электрический ток и воздух. Иногда вместо воздуха применяются газ в виде азота. Если металлически лист тонкий – всего несколько миллиметров, процесс можно сравнить с лазерным разрезанием.
При этом способе толщина металлов не должна превышать 10-ти мм. Способ отлично работает для низколегированных сплавов стали и других мягких металлов. Режущим элементом выступает кислород, из которого формируется сжатая струя, превращающаяся в итоге в плазму.
В разрезах получаются очень ровные кромки, не требующие дальнейшей доработки.
С применением защитного газа
При этом способе вместо воздуха используются защитные газы, которые превращаются в плазменный поток после преобразования в плазмотроне. Качество срезов в данном случае значительно повышается благодаря отличной защите процесса от воздействия окружающей среды.
Газ для плазменной резки не представляет из себя ничего необычного: это может быть водород или аргон – «газовая классика».
С водой вместо воздуха
Отличны способ со многими преимуществами, одно из которых – отсутствие необходимости в дорогостоящей и громоздкой системе охлаждения.
Существуют и другие критерии классификации плазменной резки. К примеру, виды резки бывают разделительными и поверхностными. Первый из них используется чаще.
Еще один параметр – способ резки. Один вид — резка дугой, в котором разрезаемый металл выступает в качестве элемента электрической цепи. Другой вид – резка струей, когда электрическая дуга соединяет электроды, а не металлическую заготовку.
Плазменные резаки представлены на рынке в самых разнообразных вариантах, так что их можно классифицировать по маркам, производителям и многим другим техническим и торговым параметрам.
Есть, например, ручная плазменная резка – самый демократичный способ и по цене, и по простоте исполнения. Есть машинные автоматические технологии, устройства для которых намного дороже и сложнее.
Преимущества резки плазмой
![резка плазмой]()
Принцип работы плазменной резки.
Самой близкой технологией является лазерная резка металлов, поэтому логично будет перечислить преимущества в сравнении с «соседкой»:
- Плазменной резке по плечу металлы любой природы, в том числе цветные, тугоплавкие и другие, сложные для обработки.
- Скорость процесса значительно выше, чем резка газовым резаком.
- Одна из значительных особенностей – возможность производить резы любой формы, включающие и геометрические узоры, и фигурную резку самой высокой сложности. Иными словами, резка с помощью плазмы – это реализация самых смелых творческих идей по металлу и другим трудно поддающимся материалам. нипочем любая толщина металла: скорость и качество никоим образом не теряются.
- Этому способу поддаются не только металлы, но и другие материалы: он вполне универсальный.
- Резка плазмой и быстрее, и эффективнее по качеству кромки, чем любые другие механические способы резки.
- В данном методе возможна работа не только перпендикулярно к поверхности металла, но под углом, что помогает освоить широкие листы металла.
- С экологической точки зрения это вполне благополучный вид работы с металлом с минимальным выбросом вредных веществ или загрязнений в воздух.
- Отличная экономия времени из-за отсутствия необходимости предварительно нагревать металл.
- Поскольку в методе не используются взрывоопасные газовые баллоны, он значительно безопаснее, чем другие способы.
Недостатки плазморезки
Ни один способ обработки металлов не обходится без недостатков, и плазменная резка здесь не исключение.
Недостатки плазменной резки следующие:
- Дороговизна всего модельного ряда аппаратов для плазменной резки, включая даже самые простые ручные варианты.
- Пределы толщины металла для резки плазмой: предельная толщина всего 100 миллиметров.
- Это шумный способ работы, потому что сжатый воздух или газ подаются с огромной скоростью.
- Оборудование непростое, дорогое и требующее грамотного и постоянного технического обслуживания.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.
![схема работы плазмореза]()
Плазменная дуга и струя. Дуга начинает работать стабильно в результате рабочего соотношения катода и сопла с паром из сжатого раскаленного воздуха. На катоде локализуется отрицательный заряд, на наконечнике сопла – соответственно положительный. В результате этого образуется промежуточная дуга.
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т.д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Еще один совет по безопасности – ни в коем случае не стучать резаком по металлу для удаления металлических брызг, как это делают некоторые мастера. Вы рискуете повредить аппарат, но главное – поймать кусочки расплавленного металла, например, лицом или другой незащищенной частью тела. Лучше поберечь себя.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
Как работать плазморезкой?
![плазменный генератор]()
Электрическая схема плазменного генератора.
Резка металлов с помощью плазменного потока — слишком серьезное дело, чтобы заниматься им без предварительного изучения и тщательной подготовки. Это поможет вам сделать резку эффективнее со всех точек зрения, и, что весьма немаловажно, минимизировать риски, связанные с производственными опасностями.
Прежде всего нужно знать принцип работы плазменной резки – видеть картинку физических явлений целиком.
Плазменную горелку следует держать очень близко к поверхности и краю металла, в отличие от лазерной резки. Когда тумблер с «пуском» включится, первой загорится временная электрическая дуга, и только затем – настоящая, которая будет главным режущим элементом. Горелку с режущей дугой нужно вести по материалу ровно и медленно.
Скорость резки следует строго контролировать. Это можно делать, наблюдая за искрами с обратной стороны листа разрезаемого металла. Если этих искр нет, то это значит, что разрезка металла произошла неполная.
Такое может произойти по нескольким причинам: из-за слишком большой скорости ведения горелки или прохождения аппарата, либо слишком недостаточной мощности подаваемого тока, либо несоблюдения прямого угла в 90° между горелкой и поверхностью металла.
Дело в том, что полная проплавка металла происходит лишь при наклоне плазморезки к поверхности металла под прямым углом и ни градусом больше или меньше.
После завершения работы резак нужно наклонить. Воздух будет выходить и после выключения аппарата – непродолжительное время.
Перед работой невредно изучить схему вашего аппарата: именно в ней можно прочитать самую достоверную информацию по допускаемой толщине металла, который можно прорезать или сделать в нем отверстие. Устройство плазменного резака может различаться, все зависит от функций его назначения.
Выбор аппарата для плазменной резки
Покупка любого технического оборудования – дело, для которого не нужно жалеть времени и усилий: слишком высок риск неудачного решения и потери денег. А деньги здесь немалые, вы не найдете плазменного резака дешевле 500 USD в принципе.
Сначала разбираемся с параметрами и техническими характеристиками прибора.
Выбор нужно делать только под свои планы и нужды. Задача – найти не самый лучший резак, а самый подходящий для вас по принципу «здесь и сейчас».
Две большие группы плазморезов – это инверторные и трансформаторные. Названия говорят сами за себя.
![плазменная струя]()
Открытая и закрытая плазменная струя.
Если вам нужен компактный резак для работы с металлами небольшой толщины, вы можете остановить свой выбор на резаке инверторного типа. Они забирают немного энергии, легкие и с небольшими габаритами.
Вместе с тем работают они с перерывами и легко выходят из строя при перепадах сетевого напряжения. Цена на такие приборы вполне умеренная, из всех плазморезов это самые недорогие.
Другое дело – трансформаторные резаки. Здесь и с габаритами, и с весом «все в порядке»: серьезные аппараты по всем параметрам.
Энергии потребляют много, зато работать они могут практически без перерыва в течение целого дня. И толщина металла может быть побольше, чем при резке инверторной моделью. Стоимость таких устройств высокая – от 3000 до 20000 USD.
Выбор плазменного резака по мощности
Рассуждения начинаем со свойств и технических характеристик деталей, которые вы планируете обрабатывать и резать. Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Применение плазменной резки – область чрезвычайно широкая, поэтому говорить нужно только о ваших конкретных нуждах.
К примеру, если толщина металлических заготовок около 30-ти мм, вам будет вполне достаточно резака с мощностью 90А. Он легко справится с вашим материалом.
А вот если ваш металл потолще, ищите подходящую модель в диапазоне мощности от 90 до 170А.
Выбор резака по времени и скорости разрезания материала
Скорость плазменной резки металла измеряют в сантиметрах за одну минуту. Эта скорость у разных аппаратов тоже разная и зависит от их общей мощности и природы разрезаемого металла.
Например, при всех прочих равных медленнее всего режется сталь, чуть быстрее – медь и ее сплавы. И еще быстрее – алюминий со своими алюминиевыми сплавами.
![резка металла плазмой]()
Устройство плазменного резака.
Если для вас важна скорость, не забывайте о таком показателе, как длительность работы без перегрева, то есть без перерыва. Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Среди трансформаторных резаков встречаются чемпионы с продолжительностью работы в 100%. Иными словами, они могут работать целый день без отключения. Стоят они, конечно, немало. Но если у вас впереди длинные разрезы, думайте о покупке «чемпионских» трансформаторных плазменных резаков.
Пара слов о горелке
Снова оцениваем природу металла или другого материала, который планируем разрезать. От этого будет зависеть мощность горелка плазмореза. Она должна быть достаточной для качественного реза.
При расчетах нужно учитывать факт, что вы можете встретиться со сложными условиями работы, которая, как назло, должны быть произведена в самые короткие сроки, то есть резка должна носить выраженных интенсивный характер.
Во многих источниках рекомендуется выбирать сопло из меди: оно прочное и отлично охлаждается воздухом, намного быстрее, чем сопла из других металлов.
Рукоятку горелку не упускаем из зоны внимания, это важная часть для комфортной, а значит качественной работы. На рукоятке можно зафиксировать дополнительные элементы, которые помогут держать сопло на одинаковом расстоянии от поверхности металла. Данный совет распространяется только на ручные модели аппаратов.
Если вы собираетесь резать тонкий металл, выбирайте модель с горелкой, которая предназначена для поступления воздуха.
Если же ваши планы связаны с массивными толстыми заготовками, покупайте резак с горелкой для приема защитного газа – азота, например.
Читайте также: