Устройство плоскошлифовального станка по металлу
Обновлено: 01.05.2024
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Шлифование плоских поверхностей заготовок производится периферией круга или его торцом. Существуют плоскошлифовальные станки с прямоугольным и круглым столами. Расположение шпинделя шлифовального круга может быть горизонтальным или вертикальным. В единичном, мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей.
Рассмотрим плоскошлифовальный станок с прямоугольным столом общего назначения. На направляющих станины 1 станка (рис. 7.1, а) установлен стол 5, совершающий возвратно-поступательное перемещение от гидроцилиндра, расположенного в станине. Закрепление заготовок обычно производится с помощью магнитной плиты 12, закрепленной на столе. На станине смонтирована стойка 9, несущая шлифовальную бабку 10 с горизонтальным шпинделем шлифовального круга 17, закрытого кожухом 6. От механизмов подач, находящихся в станине, шлифовальной бабке сообщаются поперечное движение подачи (после каждого двойного хода стола) и вертикальное движение подачи (после каждого рабочего хода по снятию припуска со всей обработанной поверхности заготовки). Шпиндель вращается от электродвигателя, встроенного в шлифовальную бабку. Работа механизмов подач осуществляется от гидроцилиндров, в которые поступает масло от гидростанции 13, управляемой от панели 2. Установочные ручные перемещения стола (в продольном направлении) осуществляются маховиком 3, а шлифовальной бабки (в вертикальном направлении) — маховиком 81 Включение и выключение станка производят с пульта управления 4. Во время работы магнитную плиту с обрабатываемой заготовкой закрывают кожухом 6. СОЖ поступает из бака с помощью насоса 14.
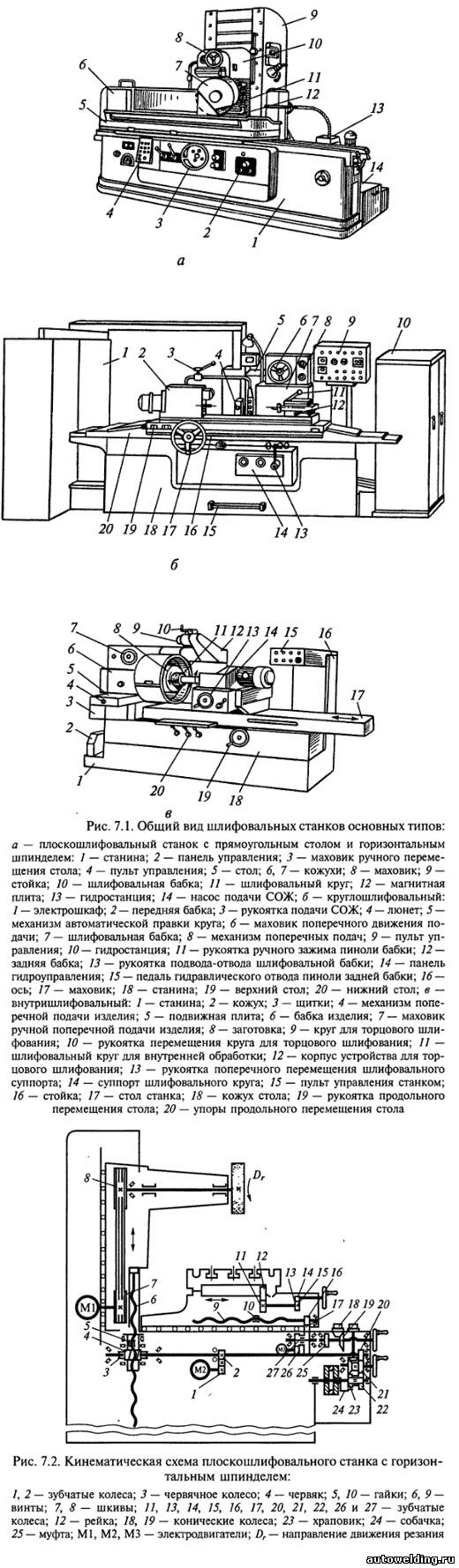
На рис. 7.2 приведена кинематическая схема универсального плоскошлифовального станка. Главное движение — вращение шлифовального круга от электродвигателя M1 через шкивы 7 и 8 и ременную передачу. Частота вращения шпинделя — постоянная. Опускание или подъем шлифовальной головки происходит с помощью винтового механизма с винтом 6 и гайкой 5, с которой жестко соединено червячное колесо 3. Вращение червяка 4 осуществляется: при ускоренном перемещении — от электродвигателя М2 через цилиндрическую зубчатую передачу на зубчатые колеса 1 и 2; при автоматической вертикальной подаче — от лопастного насоса, работающего в момент поперечного или продольного реверса стола, через собачку 24, храповик 23, скрепленный с колесом 22, и далее через колеса 20 и 21 на червяк 4. Предел вертикальной подачи Sдв.х=0,002. 0,05 мм на двойной ход стола. Нижний предел 0,002 мм соответствует повороту храпового колеса 23 на один зуб. Ручное продольное перемещение стола осуществляется от маховика через зубчатые колеса 14, 15, 13 к 11 и рейку 12. За один оборот маховика стол перемещается на 18,1 мм.
В нормальном состоянии механизм ручного продольного перемещения стола разомкнут путем вывода колеса 17 из зацепления и включения микропереключателя, допускающего включение механического перемещения стола. Винт 9 с гайкой 10, закрепленные в крестовом суппорте, осуществляют поперечную подачу стола: в автоматическом режиме — от электродвигателя М3 через зубчатые колеса 26, 27, 16 и 17; в ручном режиме — от маховика через колеса 17, 16. Тонкую поперечную подачу осуществляют нажатием кнопки, через конические колеса 18 и 19, муфту 25 и зубчатые колеса 17 и 16.
Для плоскошлифовальных станков с прямоугольным столом, работающих периферией круга, движение подачи — возвратно-поступательное движение заготовки (продольное движение подачи); периодическое поперечное перемещение шлифовального круга (поперечное движение подачи) за один ход стола с заготовкой; периодическое вертикальное перемещение шлифовального круга (вертикальное движение подачи) на глубину шлифования. В том случае когда высота шлифовального круга больше ширины заготовки, поперечное движение подачи отсутствует.
Более подробно кинематика шлифовальных станков будет представлена на примере центровых круглошлифовальных станков.
Шлифовальные станки – разновидности, назначение, особенности
Шлифовальный станок – это устройство, используемое для обработки заготовок из различных материалов абразивным инструментом и способное обеспечить шероховатость поверхности от 0,02 до 1,25 микрон. Шлифовальные станки, которые могут иметь различное конструктивное исполнение, позволяют эффективно решать задачи, связанные с обработкой поверхностей деталей, изготовленных из разных материалов.

Одна из многочисленных разновидностей шлифовальных станков
Применение шлифовальных станков
С помощью станка для шлифования можно осуществлять ряд технологических операций:
- шлифовку внутренних, а также наружных поверхностей деталей, имеющих различную форму и назначение;
- заточку инструментов различного назначения;
- обдирку, шлифование, а также отрезку отливок из металла, изделий со сложным профилем;
- обработку зубчатых деталей, а также деталей с резьбой;
- формирование на стальных прутках канавки шпоночного и спиралевидного типа.
Шлифовальный станок практически незаменим при работе с деталями, изготовленными из керамических и магнитных материалов и отличающимися сложностью обработки и высокой хрупкостью. Кроме того, шлифовальные станки способны выполнять технологические операции шлифовки и обдирки на высокоскоростных режимах, что делает такое оборудование эффективным и производительным. На этих станках можно в процессе обработки удалять с поверхности заготовки большое количество металла за короткий промежуток времени.
На видео ниже работа круглошлифовального станка с ЧПУ:
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. Рабочей поверхностью является периферия или торец абразивного круга, а заготовка движется по отношению к ней по прямолинейной или дуговой траектории. Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают:
- передвижение рабочего стола в продольном и поперечном направлении, что возможно благодаря гидравлическому приводу;
- вращение рабочего инструмента – шлифовального круга, осуществляемое за счет индивидуального привода рабочего инструмента;
- подачу заготовки или инструмента в поперечном направлении за счет гидравлического или электромеханического привода;
- правку круга, которую можно выполнять вручную за счет использования электромеханической либо гидравлической системы;
- вращение заготовки или рабочего стола;
- подачу рабочего инструмента на глубину, что может выполняться за счет гидравлического или механического привода.
Классификация шлифовального оборудования
В зависимости от области применения станки для шлифования подразделяются на целый ряд типов.
Это оборудование предназначено для шлифовки цилиндрических (Ø 25–600 мм) и конических заготовок. Такие станки имеют в своей конструкции шпиндель, вращающийся в горизонтальной плоскости, который может передвигаться на специальных салазках. Деталь, требующая обработки, может зажиматься в патроне или между центрами задней и передней бабки.

Такие станки применяются для шлифования наружных и торцевых поверхностей цилиндрических заготовок (Ø 25–300 мм), а также деталей конической формы. Для выполнения обработки заготовки могут фиксироваться в центрах или в патроне.

Универсальный круглошлифовальный станок
Шлифовальные станки этого типа используются для обработки цилиндрических (Ø 150–400 мм), конических и профильных заготовок, которые фиксируются в центрах оборудования. Обработка осуществляется за счет поперечного движения (врезания) абразивного круга.

Круглошлифовальный врезной станок
Обработка на таком оборудовании может выполняться по двум схемам: на проход (цилиндрические поверхности (Ø 25–300 мм)) и методом врезания (цилиндрические, конические и профильные поверхности). Отличительной особенностью шлифовальных станков данного типа является то, что в их конструкции не предусмотрены центры для фиксации заготовок.

Бесцентровый круглошлифовальный станок
Сюда относятся станки для шлифования прокатных вальцов цилиндрической, конической и профильной конфигурации. Фиксация заготовок на станках этого типа осуществляется при помощи центров оборудования.

Для шлифования шеек коленчатых валов
На таких станках, работающих по методу врезания, выполняют одновременную или последовательную шлифовку шатунных шеек коленчатых валов.
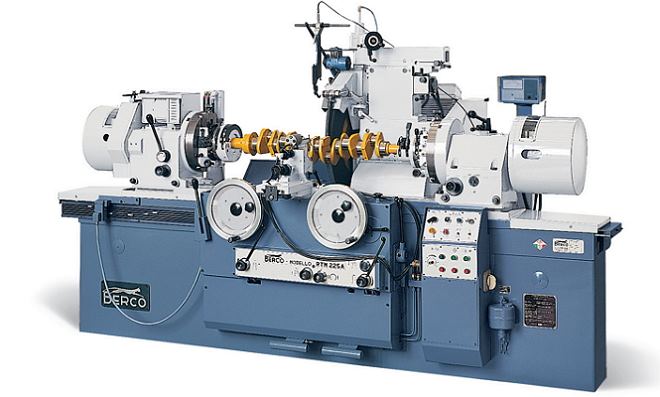
Станок для шлифования шеек коленчатых валов
Эти устройства позволяют обрабатывать цилиндрические и конические отверстия в широком интервале размеров (диаметром 1–10 см на настольном шлифовальном станке и до 100 см – на производственном).

Обработка на таком оборудовании выполняется торцом или периферией абразивного круга. Шлифовальные станки этого типа могут оснащаться дополнительными устройствами, что дает возможность выполнять на них обработку заготовок из металла сложной конфигурации. В зависимости от расположения шпинделя плоскошлифовальные станки могут быть горизонтальными и вертикальными. В конструкции таких устройств также может быть предусмотрена одна или две колонны.

На этом оборудовании можно одновременно выполнять обработку двух плоских поверхностей, что значительно увеличивает его производительность. Такие шлифовальные станки, на которых обрабатываемые детали фиксируются на специальном подающем устройстве, могут быть вертикального или горизонтального типа.

Двухсторонний плоскошлифовальный станок
Максимальная длина направляющих, которые можно обрабатывать при помощи этих шлифовальных станков, составляет 1000–5000 мм. Направляющими таких типов оснащены станины, рабочие столы, салазки и другие узлы оборудования различного назначения.
Такие шлифовальные станки служат для заточки различного инструмента с максимальным диаметром 100–300 мм (метчики, развертки, зенкеры, фрезы и др.). Технические возможности оборудования этого типа позволяют оснащать его дополнительными приспособлениями для обработки цилиндрических заготовок, а также для внутреннего и торцевого шлифования.

Универсальный заточной станок
Это шлифовальное оборудование применяют для обдирки и зачистки поверхности заготовок методом шлифования. На таких станках используются абразивные круги диаметром 100–800 мм.

Это шлифовальное оборудование применяется для выполнения притирки заготовок с плоскими и цилиндрическими поверхностями. Диаметр абразивных дисков, которые устанавливаются на таких станках, составляет 200–800 мм.

На этом оборудовании выполняют притирку калибровочного и измерительного инструмента, изготовленного из металла. Максимальный диаметр калибров и инструментов, которые можно обрабатывать на станках этого типа, – 50–200 мм.
С помощью такого оборудования выполняют притирку отверстий, максимальный диаметр которых составляет 100–300 мм.

Это станки, предназначенные для выполнения отделочных (притирочных) операций. На таких устройствах обрабатывают различные изделия из металла: коленчатые валы с максимальным диаметром 100–200 мм, шпиндели оборудования, поршни и др.
Такие станки служат для выполнения полировки деталей из металла. На этом универсальном оборудовании можно выполнять полировку плоских, цилиндрических, конических, внутренних поверхностей, а также заготовок сложной конфигурации. В качестве рабочего инструмента на этих станках может быть использован бесконечный ремень шириной 100–200 мм или мягкий полировальный круг диаметром 100–200 мм.

Существуют также хонинговальные станки, которые используются для выполнения тонкого шлифования (0,04–0,08 мм на диаметр).

Делаем простейший шлифовальный станок своими руками
Учитывая тот факт, что серийное шлифовальное оборудование стоит недешево, есть смысл задуматься над тем, чтобы изготовить такой станок своими руками. Даже простейший самодельный станок, сделать который совсем несложно, позволит вам с высокой эффективностью и качеством выполнять шлифовку заготовок различной конфигурации.
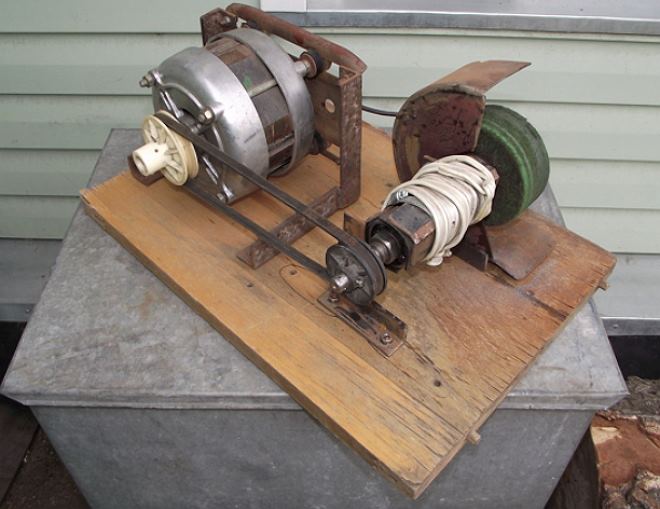
Несущим элементом самодельного станка для выполнения шлифовальных работ является станина, на которой закрепляются два барабана и электрический двигатель. Для изготовления станины можно использовать толстый стальной лист, из которого вырезается площадка требуемого размера.
С двигателем все намного проще: его можно снять со старой стиральной машины, которая уже отслужила свой срок. Барабаны можно сделать наборными, для этого удобно использовать плиту ДСП, из которой вырезаются диски требуемого диаметра.

Простой самодельный станок из подручных средств
Крепление ведомого вала Ведомый барабан Крепление двигателя
В качестве примера разберем последовательность действий по изготовлению самодельного шлифовального станка, станина которого имеет размеры 50х18 см. В первую очередь, из стального листа вырезают саму станину, а также рабочий стол, на котором будет закреплен электродвигатель. Размеры такого стола будут составлять примерно 18х16 см.
Важно, чтобы торцы станины и рабочего стола, которые будут соединяться, были обрезаны максимально ровно. Толстый лист металла, из которого вы будете изготавливать станину и рабочий стол, сложно разрезать вручную, поэтому лучше выполнить такую процедуру на фрезерном станке. В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки.
Еще один самодельный станок, собранный «на коленке»
Выбирая электродвигатель для своего самодельного шлифовального оборудования, важно обращать внимание на мощность: она должна быть не ниже 2,5 кВт, а частота вращения – около 1500 об/мин. Если использовать привод с более скромными характеристиками, то станок будет обладать невысокой эффективностью. Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана.
Выбирать диаметры барабанов следует в зависимости от того, с какой скоростью будет перемещаться абразивная лента. Так, если скорость движения ленты должна быть приблизительно 20 м/сек, то необходимо изготовить барабаны диаметром 20 см. Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.

Вариант самоделки немного сложнее
Не составит особой сложности изготовить и барабаны для самодельного шлифовального станка. Для этого необходимо нарезать из ДСП квадратные заготовки размером 20 на 20 см, в центре каждой из которых просверливается отверстие. Затем эти заготовки собираются в пакет толщиной 24 см, который протачивается для формирования цилиндрического барабана диаметром 20 см.
Чтобы абразивная лента не проскальзывала на барабанах, на их поверхность можно натянуть широкие резиновые кольца, которые обычно нарезают из камеры велосипеда или мопеда. Ширина абразивной ленты, которую можно изготовить самостоятельно, должна составлять порядка 20 см.
Ленты для ленточно-шлифовальных станков
Как на производстве, так и в домашних условиях часто используются шлифовальные станки, рабочим инструментом в которых является матерчатая лента со слоем абразивного порошка. Основой таких лент является плотная материя (бязь, саржа) или специальная бумага, а абразивный слой на них фиксируется при помощи клеевого состава.
Эффективность использования такой ленты зависит от ряда параметров: плотности нанесения абразивного порошка и состава его зерен. Большей эффективностью отличаются ленты, порошок на которых занимает не более 70% их площади. Объясняется это тем, что обрабатываемый материал не забивается между абразивными зернами такой ленты. В качестве абразивного порошка, наносимого на рабочую поверхность ленты, могут использоваться как природные, так и искусственные материалы, но все они должны обладать высокой твердостью.
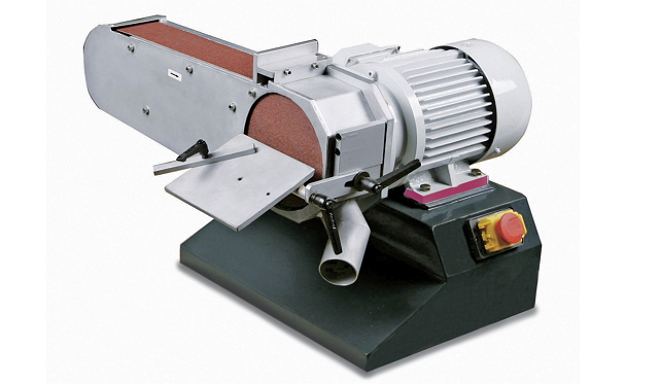
Одна из разновидностей ленточно-шлифовального станка
Классифицируются ленты, устанавливаемые на шлифовальный станок, по номеру, обозначающему величину абразивных зерен, выраженную в сотых долях миллиметра. Надежность и эффективность такой ленты зависит также и от типа клея, который используется для фиксации абразивных зерен. На сегодняшний день используется два типа такого клея: мездровый и из синтетической смолы.
Как правило, ленточные шлифовальные станки применяются на деревообрабатывающих предприятиях. Лента на таких станках может также крепиться и на бобины, что позволяет отнести их к категории круглошлифовального оборудования. Но в большинстве случаев эти станки делают универсальными, выполнять на них обработку деревянных деталей можно как при помощи ленты, так и с использованием шлифовальных кругов.
Плоскошлифовальные станки — конструкция и способы шлифовки металла
Плоскошлифовальный станок – это устройство, посредством которого происходит обработка поверхности металлических изделий.

Общее описание
Данное устройство позволяет проводить шлифовку плоской металлической поверхности с высокой точностью. В ходе работы чистота обрабатываемой поверхности соответствует 9–10 классу. Такой результат сопоставляется со степенью шероховатости в 0,63–0,16 микрометров по ГОСТу 2789-73.
Если на плоскошлифовальном станке установлено дополнительное оснащение, на нем можно производить обработку не только плоских, но и фасонных поверхностей. Недавно также стали доступными плоскошлифовальные машины, которые позволяют обрабатывать конусообразные элементы.
Аппараты для плоской шлифовки металла представлены в разнообразных вариантах, благодаря чему можно работать с деталями разной формы. Так, станок с прямоугольным столом, суппортом и горизонтальным шпинделем подходит для обработки периферией круга. Он хорошо шлифует торцовые поверхности в границах, обозначенных кожухом устройства. Данный тип плоскошлифовальных станков можно встретить в инструментальных цехах.
Универсальные инструменты с прямоугольным столом могут иметь вертикальный и горизонтальный шпиндель. Точность шлифовки у них не самая высокая, зато для них характерна хорошая производительность благодаря мощным электродвигателям, большим шлифовальным кругам и повышенной жесткости конструкции. В этом заключается отличие универсального оборудования от аппаратов с крестовым суппортом.

Плоскошлифовальный станок с чпу
По степени автоматизма устройства общего назначения подразделяются на две категории:
- полуавтоматы, поддерживающие активную регулировку работы настольного аппарата;
- неавтоматизированные.
Способы шлифовки
Обработка металла на плоскошлифовальных станках проводится двумя путями:
В первом случае отмечается высокая производительность работы плоскошлифовального станка. При таком типе шлифовки дуга контакта детали и аппарата описывается незначительной величиной. В результате этого в зоне шлифования создается достаточно высокая температура, которая так или иначе снижает точность проведения операции (круговая подача способствует значительному уменьшению точности). Помимо этого возникают некоторые сложности с отводом стружки от плоскошлифовального станка.

Обработка заготовки торцом круга
Существуют следующие техники шлифовки с помощью плоскошлифовального станка.
Элемент фиксируется на поверхности и перемещается со скоростью около 45 метров в минуту. Изделие неоднократно передвигается под кругом, который постепенно поступает вглубь, пока полностью не снимется припуск. Последние ходы протекают без подачи или с небольшой вертикальной подачей.
Такой способ применим для устройств с круглыми столами, когда плоскошлифовальный станок идет вертикально во всю глубину за один проход. За счет этого одним оборотом поверхности снимается весь припуск. Если нужно удалить больший припуск с максимальной точностью шлифовки, лучше брать устройства с тремя головками. Они подходят для работы на больших объектах, где осуществляется массовое производство.
Техника предполагает синхронную шлифовку двух торцов детали. Чтобы полностью снять припуск, требуется не один проход. При таком методе основная подача идет благодаря круговой или прямолинейной подаче детали, а резка осуществляется за счет вращения инструмента.
Вне зависимости от того, какой тип обработки металла периферией выбран, он будет отличаться от описанных ранее техник незначительным образованием тепла и низким усилием резки. По этой причине периферией круга обрабатывают не слишком жесткие изделия. Следует отметить то, что производительность шлифовки торцом всегда больше, чем периферией.
Различают следующие методы шлифовки периферией круга.
С каждым ходом снимается значительный припуск, причем скорость продольной подачи в таком случае минимальна. Из-за того, что на располагающиеся у торца абразивы приходится вся тяжесть удаления, круг довольно быстро стирается.
С врезной непрерывной подачей
Шлифовка проводится в случае, если обрабатываемая поверхность ограничена буртами, а также используется для обработки элементов, у которых высота превосходит ширину. Поперечная подача при таком способе отсутствует, точность работы невысокая. Изнашивание происходит неравномерно, поэтому требуется постоянная правка.
С поперечной прерывистой подачей
При такой методике даже большие поверхности обрабатываются качественно. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. Поперечный реверс и подача круга вглубь происходят, как правило, одномоментно. Такой технике присуща высокая точность, она применяется на плоскошлифовальных станках с круглым столом и горизонтальным шпинделем.

Настольный плоскошлифовальный станок
Конструкция плоскошлифовального станка
Рассмотрим конструктивные особенности плоскошлифовального станка. Литая рама устройства закреплена на тумбе, отлитой со станиной как цельный элемент. Посередине рамы есть проем, по бокам от которого располагаются вертикальные направляющие. По ним продвигается каретка, оборудованная направляющими, необходимыми для ручного или гидравлического передвижения шлифовальной бабки. Такое расположение необходимо для увеличения жесткости агрегата.
Стабильные подачи плоскошлифовального станка обеспечиваются за счет кинематических коротких цепей, которые представлены в виде винта и гайки качения, а также направляющих. Специальное автоматическое приспособление, которое монтируется на передней стенке станины, обеспечивает вертикальное перемещение каретки и шлифовальной бабки. Сзади устанавливается еще один аналогичный механизм, благодаря которому происходит ускоренное движение по вертикали.
Виды и устройство плоскошлифовальных станков
Плоскошлифовальные станки: назначение и особенности конструкции. Виды и конструктивные отличия станков. Преимущества использования малогабаритных настольных моделей. Критерии выбора и самые популярные модели.

Плоскошлифовальный станок – металлообрабатывающее оборудование, предназначенное для шлифования плоских поверхностей. Основное предназначение – финишная обработка изделий после термического воздействия, связанная с удалением побочных продуктов: окалины, наплывов, заусенцев. Профессиональные станки выполняют обработку с высокой точностью благодаря использованию числового программного управления.
Виды оборудования
Плоскошлифовальные станки различают по размерам:
- Настольные. Малогабаритные установки применяют для обработки маленьких деталей с относительно низкой точностью. Отличаются экономным энергопотреблением.
- Напольные. В станочных парках крупных предприятий еще можно встретить станки советского производства. Их производили на Липецком станкостроительном заводе в соответствии с требованиями ГОСТ 2789-73. Эксплуатация подобного оборудования затруднена ввиду отсутствия на рынке запасных частей, выпуск которых был прекращен в начале 90-х. Современные прецизионные плоскошлифовальные станки отличаются высокой производительностью при меньших габаритах.
Важным фактором, оказывающим влияние на метод воздействия, является расположение шпинделя, который может быть размещен как в вертикальном, так и в горизонтальном положении.
Передовые производители предлагают пользователям следующие модификации станков:

- С крестовыми столами. Широко используется в инструментальном производстве. Отдельные модели с неподвижной колонной оснащают направляющими с целью перемещения стола в продольной и поперечной плоскостях.
- С круглыми столами. Предназначены для обработки изделий круглой формы. Приводом вращения плоскости служит электрический двигатель.
- Портальные. Эффективная конструкция, в которой реализована возможность продольного перемещения стола для обработки деталей с высокой точностью. Станки обладают внушительными размерами и высокой мощностью привода, что позволяет выполнять тяжелое шлифование изделий. Рабочий инструмент способен перемещаться в поперечной и вертикальной плоскостях.
- Консольные. Высокотехнологичное оборудование, отличающееся методами перемещения отдельных узлов. Стол перемещается с помощью гидравлического привода, а за поперечное направление отвечает траверса, приводимая в движение сервоприводами.
На рынке имеется множество типов плоскошлифовальных станков как с ручным управлением, так и полуавтоматы, с программируемыми контроллерами, которые обеспечивают высокую точность и качество шлифования.
Конструкция и особенности плоскошлифовальных станков
Устройство плоскошлифовальных станков не отличается высокой технологической сложностью. Рассмотрим конструкцию простейшего аппарата отечественного производства.
Станину и раму – несущие элементы агрегата – изготавливают методом литья. По бокам располагаются вертикальные направляющие. Вдоль них перемещается каретка со шлифовальной бабкой, которая движется по отдельным направляющим. Приводом может служить как гидравлический мотор, так и ручное усилие. Цель подобной компоновки – увеличение жесткости станка, что обеспечивает повышенную точность разных видов шлифования.
Винт-гайка качения способствует стабильной подаче станка. Для перемещения каретки в вертикальном направлении используют специальный автоматический прерывистый механизм, который монтируют на передней части станины. Возможны варианты ручного управления подачей. Для увеличения скорости движения используют механизм вертикального перемещения.
На станки высокого класса, которые способны производить шлифование с наивысшей точностью, устанавливают гидростатические направляющие.
Отдельные агрегаты оснащают двухскоростными электрическими двигателями, что расширяет круг технологических возможностей обработки.
Назначение и главные преимущества оборудования

Первые модели аппаратов были предназначены для чистовой обработки заготовок с плоской поверхностью. Позже стали выпускать вспомогательное оборудование, позволяющее шлифовать изделия фасонной формы. Современные станки оснащают улучшенными приспособлениями, что дает возможность работать с коническими деталями.
Основными преимуществами плоскошлифовальных станков являются:
- Высокая точность обработки. Перед выполнением работ оператор задает необходимые параметры шлифовки. При соблюдении всех технологических требований заготовка будет обработана с 10-м классом точности.
- Производительность. Современные станки способны выполнять работу в автоматическом режиме, что увеличивает производительность процесса.
- Простота обслуживания. Большинство агрегатов оснащено автоматической системой смазки, которая самостоятельно контролирует состояние узлов и механизмов вращения.
- Уровень безопасности. Защитные механизмы делают рабочий процесс максимально безопасным. Наладочные процедуры, предшествующие шлифовке, выявляют все возможные неисправности аппарата.
Перечень возможностей плоскошлифовального станка
Торцевая шлифовка характеризуется малым пятном контакта между инструментом и рабочей поверхностью. Это приводит к повышению температуры в зоне обработки, что негативно влияет на качество результата ввиду снижения точности.

Для каждого способа существует несколько технологий обработки. С помощью торцевого метода можно выполнить следующие операции:
- Однопроходная шлифовка. Применяется на агрегатах с круглой формой стола. Вектор движения направлен вертикально вниз. Шлифовку выполняют за один проход круга. Таким образом, за один оборот плоскости снимают весь припуск. Для повышения точности работ необходимо использовать три головки – эту схему применяют на предприятиях массового производства.
- Многопроходная шлифовка. Характеризуется низкой скоростью перемещения обрабатываемой заготовки. Круг снимает припуск постепенно согласно заданным параметрам. Такой метод снижает температурное воздействие на зону контакта, что повышает точность работ.
- Двухсторонний способ. Разновидность многопроходного метода, главной особенностью которого является синхронная обработка двух торцов заготовки.
Работа периферийной частью считается щадящим воздействием на поверхность по сравнению с вышеописанными методами. Расположение инструмента ограничивает круг обрабатываемых материалов: невозможно выполнить качественную шлифовку деталей с высокой жесткостью. Кроме того, метод является менее производительными. Основные способы обработки периферией:
- Глубинный. Припуск снимается за несколько проходов с низкой скоростью продольной подачи. Основная нагрузка ложится на торцевую часть инструмента, что является причиной ускоренного износа. Величина припуска должна быть максимально допустимой.
- С врезной непрерывной подачей. Применяется для работы с заготовками сложной формы, плоскость которых ограничена буртами или длина заготовки сильно превосходит ее ширину. Данный способ характеризуется отсутствием поперечной подачи, что сказывается на качестве результата. В процессе шлифования круг изнашивается неравномерно и требует периодической правки. В противном случае поверхность будет обработана неравномерно.
- С поперечной прерывистой подачей. Метод позволяет шлифовать заготовки с наивысшим показателем точности вне зависимости от площади шлифования. Работы выполняются на аппарате с круглым столом и горизонтальным расположением шпинделя. Высокая точность достигается за счет специфики рабочего цикла: подача круга и поперечный реверс происходят одновременно.
Особенности выбора и главные критерии
- Габариты. Массивные агрегаты требуют много места, поэтому следует заранее определиться с предельными показателями длины и ширины. Если вы планируете обрабатывать детали незначительной величины, лучше приобрести компактную настольную модель.
- Мощность привода. От характеристик электрического двигателя напрямую зависит производительность работ.
- Расстояние между столом и осью шпинделя. От этого параметра зависит максимальная высота заготовки.
- Размер стола и величина его хода по осям. Это определяет длину и ширину обрабатываемой зоны.
- Тип управления. Аппараты с ручной подачей не отличаются высоким качеством обработки. Наличие числового программного управления с цифровой индикацией облегчает работу оператора.
Обзор и характеристики популярных моделей

- PBP-250 Proma. Станок предназначен для работы с заготовками, вес которых не превышает 200 кг. Низкий уровень потребления электроэнергии и достаточно высокая площадь стола делают аппарат оптимальным выбором для частных мастерских и средних металлообрабатывающих предприятий. Страна-производитель – Китай. Гарантийный срок эксплуатации составляет 3 года. Технические характеристики:
Плоскошлифовальные станки позволяют получить идеально ровную поверхность без каких-либо дефектов. Среди токарей бытует мнение, что для домашнего использования лучше изготовить агрегат своими руками: точностью обработки можно пожертвовать за счет существенной экономии. А как считаете вы? Что лучше для дома: самоделка или компактный заводской станок? Поделитесь вашим мнением в блоке комментариев.
Читайте также: