Устройство сверла по металлу
Обновлено: 20.09.2024
Твердосплавные сверла по металлу: назначение, устройство, конструктивные особенности, классификация. Расшифровка условного обозначения. Сфера применения твердосплавных пластин. Охлаждение и смазка. Критерии подбора.

Твердосплавные сверла по металлическим изделиям применяют для эффективного и производительного засверливания, рассверливания и сверления отверстий в сталях легированных и жаропрочных, чугуне ковком, отбеленном и сером, цветных металлах и сплавах, а также в материалах неметаллического происхождения повышенной прочности (мрамор, камень, кирпич, полимеры т. д.). Так сверла назвали из-за применяемого материала для режущей части: изготавливается из специальных твердых сплавов, характеризующихся высокими показателями твердости, жаростойкости и износостойкости. Выпускается расходный материал производителями разных стран диаметром от 0,1 до 150 мм для решения разноплановых задач. Используется и для выполнения следующих технологических операций: снятия фасок и растачивания ранее выполненных отверстий.
Конструктивные особенности
Конструктивно изделие, как и любой другой вид сверла, состоит из рабочей части и хвостовика.

Отличаются изделия материалом изготовления и конструктивными особенностями рабочей части. Материалами для их изготовления служат сплавы вольфрамо-карбидной группы марок ВК3, ВК4, ВВ6, ВК8, ВК10, ВК3-М, ВК6-ОМ, ВК10-ОМ, ВК15-ОМ и др. Расшифровывается условное обозначение следующим образом. ВК обозначает карбид вольфрама, цифра, идущая за ним – содержание кобальта в %. Буквы М и ОМ обозначают зернистость сплава: М – мелкозернистый, ОМ – особомелкозернистый. Отсутствие буквы означает, что сплав средней зернистости. Таким образом, условное обозначение ВК15-ОМ говорит, что сплав является особомелкозернистым с содержанием карбида вольфрама в количестве 85 % и кобальта 15 %.
При нагреве свыше 900 °C и даже выше такие сплавы, спеченные и литые, сохраняют свои качественные характеристики. Выбор конкретной марки зависит от вида обработки материала, в котором будет выполняться сверлильная операция. Это может быть черновое, получистовое, чистовое и окончательное сверление.
Твердосплавные режущие инструменты обязательно жестко закрепляются в патроне оборудования и работают в жестких условиях – при больших скоростях. Поэтому внутреннюю часть сверл среднего и большого диаметра выполняют с канавками для подачи охлаждающего вещества. Это уменьшает износ режущих кромок и температуру нагрева, облегчает отвод стружки.

Классификация сверл твердосплавных
- способу изготовления (с пластинами, коронками, цельные, сварные);
- конструкции хвостовика (цилиндрический, конический, многогранный, специальной формы);
- направлению вращения (левые, правые);
- серии исполнения (укороченная, короткая, средняя);
- точности изготовления (нормальной, повышенной);
- форме пластины для сверл пластинчатых (ромб, прямоугольник, квадрат, параллелограмм, фигурные, неправильной формы);
- диаметру (0,1÷150 мм);
- длине (зависит от серии);
- наличию каналов для подвода охлаждающей жидкости (без каналов и с ними);
- твердости (1600÷2800 единиц по шкале Роквелла).
Популярностью пользуются сверла с твердосплавными пластинами. Они фиксируются на корпусе сверла с помощью винтового соединения или сварки. Сами пластины изготавливаются порошковым способом. В первом случае они легко заменяются, во втором – подлежат заточке.
Изделия со сменными пластинами и цельные выпускаются по ГОСТам или международным стандартам (DIN, ИСО/МЭК).

Сфера применения
Сверла со сменными пластинами и из цельного сплава нашли применение в промышленности, сельском хозяйстве, небольших мастерских, домашнем хозяйстве. Их широко используют там, где необходимо выполнять отверстия и канавки в материалах с повышенной твердостью. Это могут быть заготовки для деталей приборов и корпусов для энергетической промышленности, автомобиле- и самолетостроительной промышленности, строительной индустрии и т. д.
Охлаждение и смазка сверл с твердосплавными пластинами
Разогрев инструмента – это проблема, которая ухудшает качество поверхности обрабатываемого материала, влияет на износ применяемого оборудования и быстро выводит из работоспособного состояния сам режущий инструмент. Сверла с твердосплавными пластинами, которые называют изделиями с механическим креплением сменных пластин, применяют для обработки поверхностей ровных, вогнутых и наклонных без предварительного засверливания. При выполнении операции, когда диаметр будущего отверстия превышает диаметр сверла, необходимо обеспечить охлаждение инструмента. Осуществляется это с помощью наружного охлаждения или с применением сверл, имеющих отверстия и канавки для прохождения охлаждающей жидкости (СОЖ). При этом она должна подаваться под давлением не менее 15 Атм со скоростью около 15 л/мин. Это также улучшит отвод стружки. В качестве СОЖ применяют многие жидкости и их смеси. В зону сверления может подаваться масло смешанного типа, керосин, эмульсии и их сочетания. Для каждого материала разработаны свои составы, которые применяются на производственных предприятиях. В быту обычно используют мыльную воду, смесь скипидара и керосина, вазелин технический, масло касторовое, скипидар, разведенный спиртом. Готовые спреи, которые можно приобрести в торговой сети, решат вопрос охлаждения режущего инструмента во время работы.

Режущий инструмент и применяемое для выполнения отверстий оборудование прослужит дольше, если использовать качественную СОЖ.
На качество выполнения операции оказывает влияние еще один фактор – скорость подачи инструмента. Вначале она должна быть в 2 раза меньше, чем рекомендовано в таблицах на инструмент. Режимы резания зависят от материала, с которым необходимо работать, выбранного диаметра сверла, а также условий резки. Скорость резания лежит в довольно широких пределах – от 70 до 260м/мин. Опытные сверлильщики уже интуитивно знают, как правильно выполнять операции твердосплавными сверлами.
Критерии выбора твердосплавных сверл
- тип хвостовика (подбирается под патрон оборудования);
- направление вращения;
- материал сплава;
- диаметр;
- длину;
- конструкцию (угол заточки, длина рабочей части);
- производителя.
Лучшим считается твердосплавный инструмент компаний Ruko, Bosch (Германия), Haisser (Китай), «Зубр» (Россия).
На видео подробно и наглядно о твердосплавных сверлах:
Просим тех, кто работал с таким режущим инструментом, поделиться опытом работы с учетом типа хвостовой части в комментариях к тексту, а также рассказать о нюансах применения оборудования, применяемого для этих целей.
Устройство и применение перовых сверл по металлу
Сверло перовой конструкции по металлу: назначение, устройство, разновидности. Преимущества и недостатки. Правила пользования. Особенности заточки перьевых серл.

Сверло перовое по металлу, цельное или со сменными режущими пластинами, используется для сверления глубоких отверстий, в том числе ступенчатой и фасонной формы, в заготовках из стали, чугуна, цветных металлов и сплавов. Применяется перовой инструмент режущего типа в промышленности при производстве продукции разного назначения из металла, домашними умельцами при изготовлении поделок, выполнении строительных и ремонтных работ. Перьевой инструмент имеет простую конструкцию, его можно использовать с любым оборудованием, имеющим соответствующий патрон для его зажатия (ручная и электрическая дрель, станки настольные, промышленные, многооперационные, универсальные, с ЧПУ).
Конструкция и классификация перовых сверл
Конструктивно изделие состоит из рабочей части, имеющей форму пера и хвостовика, служащего для зажима в патроне оборудования или инструмента. Перо с центрирующим наконечником имеет режущие кромки в количестве 2 или 4 штук, расположенных под определенным углом. Конструкция пера может быть цельной, т. е. хвостовик и само перо выполнены их одной марки металла, а может быть выполнена в виде сборной конструкции. В последнем случае пластины определенной формы прикрепляются на специальную державку или с помощью борштанги. Для этого предусмотрено отверстие в конструкции пера.

Классифицируется перовой инструмент по таким признакам:
- способу изготовления (цельные, составные);
- материалу изготовления (различаются марками быстрорежущих сталей);
- конструкции (одно- и двухсторонние);
- классу точности (повышенной, нормальной);
- типу хвостовика (цилиндрический, конический);
- способу крепления пера у изделий сборной конструкции (державка, борштанга);
- диаметру в мм (от 10 до 130);
- длине (короткие, средние, удлиненные).
Чаще всего используются плоские сверла по металлу перовой конструкции со сменными режущими пластинами. Это дает возможность крепить на одну оправку пластины разных размеров. Хвостовик и пластины должны выпускаться стандартизированных размеров в соответствии с требованиями ТУ 2-035-741-81. Некоторые производители выпускают сверла перовые с возможностью подвода СОЖ, т. е. со специальными канавками, позволяющими охлаждать инструмент в процессе эксплуатации.
Материалом для изготовления державок служат стали повышенной прочности марок У10, У12, 18ХГГ, 20Х, 25ХГТ, 30ХГ. Пластины изготавливаются из стали быстрорежущей, в состав которых входит молибден, вольфрам и другие износостойкие элементы марок Р9, Р18, Р9К5, Р6М5К и Р6М5.
Угол резания у сверл перовой конструкции зависит от формы сверла и материала, в котором выполняется сверление. У одностороннего инструмента он может быть в пределах 45÷900, у двухстороннего – 120÷1350.
Преимущества и недостатки
- низкую стоимость;
- возможность использования одной державки для крепления пластин разных размеров;
- легкость и простоту смены режущих пластин;
- возможность несколько раз подвергать заточке режущую часть в цельных конструкциях инструмента;
- отсутствие перекоса;
- возможность сверления отверстия большого диаметра на глубину, которая в 2 раза больше диаметра самого сверла.
Основные недостатки у режущего инструмента перовой формы: невозможность отвода стружки в процессе выполнения операции и возможность смещения, но, имея опыт работы с таким сверлом, специалисты сверлят отверстия с необходимой степенью точности. Для этого они несколько раз в процессе выполнения операции очищают отверстие от стружки, останавливая процесс работы.
Правила пользования перовым сверлом
Выполнение определенных правил поможет правильно осуществить сверление в металле режущим инструментом перовой конструкции. Они следующие:
- размечать положение будущего отверстия кернением;
- закреплять надежно заготовку из металла перед выполнением операции сверления;
- начинать сверление на минимальных оборотах и только при вхождении в металл увеличивать скорость вращения (чем больше диаметр отверстия, тем меньше должна быть скорость вращения инструмента);
- не давить с силой на инструмент;
- следить за тем, чтобы сверло не перегревалось в процессе сверления (при необходимости использовать специальные спреи или СОЖ);
- при заклинивании, чтобы избежать поломки сверла перовой конструкции, использовать вращение в обратную сторону (реверс) инструмента.
Заточка перовых сверл
В зависимости от конструкции перовое сверло точится или в 2 или в 4 плоскостях, при этом выдерживаются углы заточки, указанные в паспортных данных инструмента, а также заточке подлежит кончик центрующего наконечника (носик). Необходимо помнить, что при этом инструмент теряет размер диаметра, а иногда и его толщину. Заточку выполняют на точиле, алмазном круге и с использованием мелкозернистого абразивного вещества. При этом сверло перовой формы не должно перегреваться в процессе заточки, т. к. это приводит к ухудшению его прочностных свойств. Для этого необходимо его периодически смачивать в охлаждающей жидкости.
На видео наглядно о выполнении отверстия большого диаметра перовым сверлом:
Просим тех, кто работал с таким режущим инструментом, поделиться опытом работы в комментариях к тексту, а также рассказать, каким оборудованием и инструментом пользовались при выполнении операции сверления.
Как устроено сверло?
Сверла применяют для выполнения глухих и сквозных отверстий, а также для рассверливания существующих отверстий.
Основные элементы сверла
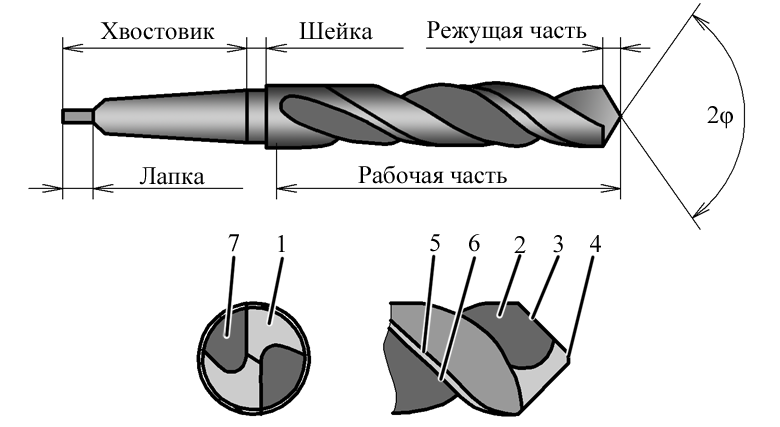
Большинство сверле состоит из следующих частей:
- Хвостовик, предназначен для крепления сверла в патроне;
- Шейка, цилиндрическая часть сверла соединяющая хвостовик и рабочую часть;
- Рабочая часть - участок сверла непосредственно участвующий в изготовлении отверстия, снабженный канавками. Элементами рабочей части являются:
- Режущая часть, элемент рабочей части, имеющий режущие кромки.
- Направляющая часть, элемент рабочей части сверла, предназначенный для отвода стружки из выполняемого отверстия, имеющий обратную косность, для снижения трения о стеки сверла.
На режущей части спирального сверла можно выделить:
- Заднюю поверхность;
- Переднюю поверхность;
- Режущую кромку;
- Поперечную кромку;
- Кромку ленточки;
- Ленточку;
- Канавку.
На режущей части сверла, в зависимости от заточки, находятся одна, две или четыре режущих кромки.
Виды сверл
Сверление отверстий очень распространенная операция, которая может выполняться в деталях из разных материалов при разных условиях, поэтому существуют различные виды сверл, которые можно группировать по признакам.
- перовые - предназначены для обработки тверды материалов;
- с прямыми канавками - для сверления отверстий в тонкий листах или вязких материалах;
- спиральные - универсальные, доходят для различных видов обработки;
- для глубокого сверления - ружейные (для отверстий малого диаметра), пушечные, шпиндельные, составные (для отверстий большего диаметра);
- центровочные для выполнения центровочных отверстий.
По виду хвостовика:
- с цилиндрическим;
- с коническим;
- с четырехгранным хвостовиком.
По способу изготовления:
Заточка сверла
Форма заточки сверла выбирается в зависимости от его диаметра и обрабатываемого материала. Для сверл диаметром до 12 мм применяют:
Для сверл диаметром более 12 мм применяют:
Угол заточки сверла
Двойные углы наклона сверла зависит от вида обрабатываемого материала.
Обрабатываемый материал Двойной угол в плане 2Ф Чугун, сталь, твердая бронза 116 - 118 Красная медь 125 Мягкая бронза 130 Алюминий, силумин 130 - 140 Хрупкие материалы (Мрамор и т.п.) 80 Заточку сверла производят на заточных станках или вручную на наждаке, во втором случае без использования специальных приспособлений точно выдержать угол не удастся.
Диаметр сверла, как правило, выбирается немного меньше, чем диаметр изготавливаемого отверстия, это связано с тем, что отверстие при сверлении разбивается.
Как отличить сверло по металлу от сверла по дереву?
![]()
При изготовлении самых разных изделий часто возникает необходимость создать в них отверстия. В качестве исходного материала используют металлы, растительное сырье, камень. Поэтому возникает необходимость отличать сверла по металлу от сверл по дереву.Легко различать инструмент по виду режущей кромки. Предназначенные для стали и сплавов сверлильные принадлежности имеют углы заострения, которые позволяют внедряться в тело детали. Для дерева нужно использовать резцы, снимающие небольшую стружку древесины при каждом перемещении по кругу режущего лезвия.
Лучшие производители
При покупке свёрл важно обращать внимание на производителя. В этом случае цена оправдывает качество, и чем известнее бренд, тем лучше заточка сверла, сплав металла, износостойкость и устойчивость к чрезмерному нагреву. Если покупаете сверло не одноразового использования – не экономьте на инструменте. Для разовых работ подойдут дешёвые варианты.
Для удобства мы объединили характеристики основных производителей в таблицу:
Торговая марка Характеристики Примерная стоимость (зависит от вида, длины сверла и кол-ва штук в упаковке) СССР Надёжный бренд с высоким качеством металла. от 15 и до 10 000 р. Ruko Хорошее качество и разумная цена. Наиболее популярна линейка TL 3000 – свёрла, обладающие крестовой заточкой и титановым напылением. от 30 до 1 000 р. Bosch Свёрла этой компании считаются лучшими. от 70 до 7 000 р. Haisser Мощные свёрла, используемые в промышленности и быту, характеризуются титановым сплавом, углом заточки 135 градусов, сетчатой шлифовкой. от 150 до 5 000 р. Зубр Свёрла российского производства. Достоинства – приемлемая цена и качество. Профессионалы рекомендуют серию «Кобальт», обладающую хорошей точностью и соответствием ГОСТу 10902-77. от 35 до 700 р. В магазинах вы найдёте свёрла разных размеров и формата, различные по твёрдости и цветам, разделённые по углу заточки, с различными хвостовиками и с многообразием производителей. Для того чтобы не ошибиться с выбором сверла, определитесь с тем, для чего оно нужно вам сейчас и понадобится ли оно в будущем. Если вы будете руководствоваться этими принципами, покупка сверла не превратится в проблему.
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится.
Размеры
Размеры сверл по металлу указаны в государственных документах, которым должны следовать производители сертифицированной продукции. Требования регламентированы ГОСТ 886–77, ГОСТ 4010-77, ГОСТ 10902–77. Зависимо от размеров оснастка для электроинструмента делится на 3 группы:
- Короткие — саморезы длиной от 20 до 131 мм. Наружный диаметр — до 20 мм.
- Удлиненные — оснастка длиной до 205 мм. Диаметр аналогичен коротким сверлам.
- Длинные — длина до 254 мм. Наружный диаметр — до 20 мм.
Иногда перед вкручиванием для самореза нужно делать отверстие. Подбирать оснастку такого же диаметра, как крепежный элемент нет смысла, поскольку крепление не будет держаться. Чтобы подобрать диаметр, рекомендуется использовать готовые таблицы для расчета.
Сверла разной длины (Фото: Instagram / promoborydivanie)
Типы сверл в зависимости от материала
Для определения лучших буравчиков для металла, необходимо выяснить, из какого материала был изготовлен выбираемый буравчик и познакомиться с тем, какие бывают разновидности сверл в зависимости от этого.
Для сверловки высокопрочных сплавов подойдут твердосплавные изделия, имеющие на своей режущей кромке поверхность повышенной твердости. Обычно тело подобных буравчиков изготовлено из простой инструментальной стали, за счет чего обеспечивается невысокая цена готового сверлильного изделия. Пластины, изготовленные из карбидного сплава, подвергаются самозаточке в процессе их использования, вследствие чего такие буравчики справляются с особо прочными материалами, в т.ч. имеющих большую толщину.
Кобальтовые сверла отлично реагируют на высокие механические нагрузки и не подвержены изменением своих свойств под действием высокой температуры. В своей основе такие буравы имеют быстрорежущую сталь, легированную кобальтом, в результате чего они отлично справляются со сверловкой отверстий в высокопрочных материалах и металлических изделиях с высокой вязкостью. Ценовая характеристика также выступает в пользу этой категории буравчиков по металлу.
Титановые сверла имеют наилучшие показатели своих сверлильных характеристик. При соблюдении правил эксплуатации таких буравов, титановые изделия будут радовать своего хозяина отличными результатами работ в течении очень долгого времени.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.
![расшифровка маркировки]()
Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.
![таблица твердости сплавов]()
По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Определение типа сверла по цвету его поверхности
Цвет инструмента для сверловки – это важный признак, который позволяет сделать соответствующие выводы о его добротности и долговечности. Различные типы окрасов буравчиков имею разные прочностные характеристики, выбор которых должен быть основан на частоте использования инструмента, его точности и требований к качеству готового отверстия.
Сверла серого цвета недолговечны и наименее надежные ввиду полного отсутствия какого-либо защитного покрытия, что делает их подверженными к изменению механических свойств в худшую сторону под влиянием высокой температуры или силовых нагрузок. Такие буравы имеют невысокую стоимость, но и их применение будет одноразовым.
Черные сверла по металлу, по сравнению с серыми, имеют более хорошее качество. Технология изготовления черных буравчиков подразумевает обработку высокотемпературным паром, за счет чего повышается их прочность и стойкость к износу. Сверлильные изделия с черной поверхностью также имеют невысокую стоимость, что обращает на себя внимание многих мастеров.
Сверла со светлым желтым покрытием имеют очень хороший запас прочности. Внутренние напряжения в таких изделиях устранены термическим отпуском еще на этапе их изготовления, за счет чего создается высокая прочность инструмента. Для их изготовления прибегают к использованию быстрорежущей инструментальной стали высокого качества. Несмотря на все свои достоинства, бледно-золотые буравы уступают по своим характеристикам более ярким экземплярам.
Ярко-желтые сверла изготовлены из высокопрочной стали, имеющей нитридо-титановое покрытие. Изделия с подобным окрасом при оформлении отверстий испытывают минимальную силу трения, что оказывает положительное влияние на их срок службы. Стоимость таких буравчиков достаточно велика, но при этом полностью окупается за счет своего продолжительного срока службы.
Виды свёрл по металлу
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.
![описание и обозначение]()
Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.
![иллюстрация]()
Какие лучше ступенчатые сверла выбрать? Зависит от типа обрабатываемого металла. Если плотность заготовки слишком высока, то лучше приобрести более дорогие, золотистой окраски изделия.
В быту этот вид свёрл применяется редко. Если необходимо часто производить сверление тонких металлических листов или обрабатывать мягкие материалы, то несмотря на относительно высокую стоимость, его следует приобрести для домашней мастерской.
Корончатые (кольцевые фрезы)
Режущий инструмент представляет собой цилиндр с режущим краем, которым и осуществляется разрезание металла.
![фото кольцевых фрез]()
Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.
![картинка перовых с насадками]()
Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Читайте также:






