Вальцы для гибки листового металла
Обновлено: 05.07.2024
В каталоге представлены вальцы для гибки и прокатки листового металла, которые можно купить за наличный и безналичный расчет, в кредит и лизинг, а также заказать доставку по России и СНГ.
Вальцовка листового металла (станок для которой может иметь ручной или машинный привод) – распространённая операция холодной штамповки. Вальцы для листового металла в любом исполнении – будь то вертикальный листогибочный пресс или обычный вальцовочный станок – всегда включит в свой станочный парк любая компания, основное производство которой составляют машины для пластического деформирования листового металла, а технологический процесс включает разные виды гибочных оперций.
Последовательность вальцовки
Вальцовочный станок для листового металла деформирует заготовку путём загибания плоской кромки в незамкнутое кольцо, причём синхронно с обеих сторон листа. С этой целью вальцы для металла снабжаются 3…4 валками, один из которых должен быть приводным. Вальцовочная машина для тонколистового металла часто оснащается ручным приводом вращения валка, в остальных случаях (вальцы 3 мм, вальцы 4 мм и более) используется электродвигатель. Некоторые конструкции вальцов для листового металла оснащаются приспособлениями для автоматической заправки заготовки.
Россия имеет богатый опыт проектирования и изготовления подобного оборудования, поэтому отечественные вальцы по металлу для гибки гладких листов и полосы в своих эксплуатационных характеристиках не уступают лучшим мировым образцам и тем более китайским.
Все исполнения вальцов для листового металла неметаллоёмки. Любой валковый способ гибки относится к операциям, не требующим значительных затрат энергии, поскольку деформация происходит не усилием, а изгибающим моментом.
Устройство
Станок для вальцовки листового металла включает в себя:
Приводной двигатель с возможностью реверса (либо рукоятку, если вальцовочное оборудование оснащено ручным приводом).
Клиноременную передачу или многоступенчатый редуктор.
Приводной вал, в подшипниках которого размещён цилиндрический приводной валок.
Оси с неприводными валками, каждый из которых может иметь различный диаметр.
Купить вальцовочный станок с ручным приводом не только выгоднее, но и безопаснее, особенно, если работа предполагается в условиях мелкосерийного или единичного производства. Кроме того, монтаж таких вальцов для листового металла может быть предусмотрен в любом месте с достаточной площадью.
Как выбрать
Для того, чтобы купить вальцы для листового металла должны быть известны:
желаемый диапазон радиусов гибки;
форма и размеры листа в плане;
производительность, которую может обеспечить обработка.
Предназначать станок для работы в составе линии можно, оснастив его приспособлениями для автоматической подачи металла.
Цены на вальцовочный станок складываются также из брендовой составляющей, которая предусматривает текущие регламентные операции, оперативную поставку оригинальных запасных частей и пр. Купить вальцы для листового металла лучше всего у дилеров специализированных предприятий, имеющий опыт конструирования и производства подобного оборудования. Вальцовочный станок для листового металла купить целесообразно с комплектом сменного инструмента и приспособлений.
Промышленный вальцовочный станок для листового металла, цена на который весьма быстро окупит первоначальные вложения – хороший вариант для старта собственного бизнеса. Вальцы купить выгодно, например, при изготовлении водосточных, дымо- и воздухоотводных труб, отливов и т.д.
Следует предостеречь от технически неверного использования термина «вальцовочный станок» применительно к вальцам для листового металла. Например, если встречаются выражения типа «вальцовый станок», «вальцевые станки», «вальцовый станок для металла», «вальцевые станки для металла» и т.п., то речь идёт об оборудовании для валяния шерсти, которое совершенно не предназначено для профилирования металла.
Вальцы для металла купить можно также и после капитального ремонта по более низкой стоимости: сама конструкция оборудования долговечна, поэтому многими десятилетиями исправно служит своим владельцам.
Вальцы для гибки листового металла

В данном разделе «Вальцы листогибочные» мы представляем особый вид гибочного станка, название которого происходит от методики проката листового материала – вальцовка, обкатка, т.е. движение листа через систему валов для изменения его формы (деформации). В большинстве случаев вальцовка листового металлопроката позволяет получать заготовку или конечное изделие - цилиндрические формы, но возможны так же и варианты проката конусообразной или эллипсной форм, не законченных полусфер или облицовочных пространственных панелей. Основным принципом в работе вальцовочных станков для листового металла, их так называют вальцовочные листогибочные станки, служит вращение валов (движение вперед и обратно), а так же возможность подъёма – прижима, и продольного перемещения. Таким образом с помощью подъёма – прижима обеспечивается установка листового металлопроката на станок и задается необходимый радиус гиба, с помощью движений вперед и обратно происходит постепенная или разовая вальцовка, придание необходимой формы, а с помощью возможности продольного перемещения осуществляется снятие полученной цилиндрической обечайки со станка.
В зависимости модели вальцовочного станка, в конструкции вальцов для листового металла выделяют: станина, главные приводные и поджимные валы, мотор - редуктор привода (или приводов), система управления с электрической частью. Процесс гибки листового металлопроката может осуществляться как двумя, тремя, так и четырьмя расположенными ассиметрично или симметрично валами. Непосредственно прокат (движение) металла обеспечивается вращением валов главного привода (их обычно два, тип размещения горизонтальный или вертикальный), который осуществляется посредством ручного или электропривода, а прижимными валами (один или два, продольного или вертикального перемещения) выполняется предварительный поджим листового металла и регулировка радиуса гиба, что так же обеспечивается с помощью ручного механизма перемещения или электропривода.
Основными характеристиками гибочных станков данного типа, по параметрам используемого материала являются длина и толщина листового проката, а так же максимальные и минимальные значения диаметра получаемого изделия (цилиндра), который, как правило, определяется наружным диаметром верхнего (обкатного) вала, при этом необходимо в зависимости от марки и толщины металла учитывать эффект пружинения. По типу устройства привода листогибов можно выделить следующие основные подгруппы станков: ручные, электромеханические 3-х валковые, электромеханические 4-х валковые и электрогидравлические. Большинство, из которых в основном предназначены для стационарного использования на производственных и строительных площадках, но есть и небольшие модели вальцовочных станков, подразумевающие в своей конструкции достаточную мобильность и возможность эксплуатации в различных климатических условиях.
Далее попробуем отразить основные виды получаемых с помощью Вальцов листогибочных изделий: различные формы круглых обечаек, кожухов, рекламных конструкций, доборных и облицовочных элементов, вывесок и декоративных накладок; вентиляционные и водосточные системы; различные элементы под конструкции более сложного, составного изделия; конусные формы изделий из листового металла и т.д.
Непосредственно переходя к выбору вальцовочного гибочного станка, следует помимо основных технических характеристик еще и обратить внимание на наиболее важные нюансы возникающие в процессе работы на станках данного типа: образование бочкообразности заготовки, продольные заломы на листе, прямые участки на краях окружности, эффект пружинения и т.д. Помните что грамотно сформированные технические требования при выборе нужного вам гибочного станка, позволят подобрать незаменимого помощника в вашем делопроизводстве, расширив тем самым технологические возможности при работе с листовым металлопрокатом.
Как правильно выбрать вальцы?
Валковые гибочные машины (вальцы), являются одним из самых востребованных типов оборудования для обработки листового металла.
Валковые гибочные машины (вальцы) являются одним из самых востребованных типов оборудования для обработки листового металла. Пожалуй, ни одно современное предприятие, производящее резервуары для хранения и транспортировки, трубы, металлоконструкции, строительную технику и прочие изделия цилиндрической или конусной формы, не обходится без валковых листогибов.
Существует множество различных валковых гибочных станков, предназначенных под различные технологические задачи производства. Например, ручные и электромеханические вальцы предназначены для обработки тонколистовой стали и применяются в основном, при производстве воздуховодов, водостоков, желобов, элементов декоративных конструкций и прочих изделий из тонкой стали, где не требуется большого усилия при гибке. Такие вальцы, как правило, имеют 2-3 рабочих вала небольшого диаметра и рабочей длиной от 500 до 2050 мм.
В нашей статье, мы хотим подробно остановиться на более тяжелом промышленном оборудовании – гидравлических валковых машинах. Ведь именно данный тип вальцев, является самым сложным в техническом плане и вызывает массу вопросов у наших заказчиков при выборе.
Виды вальцов
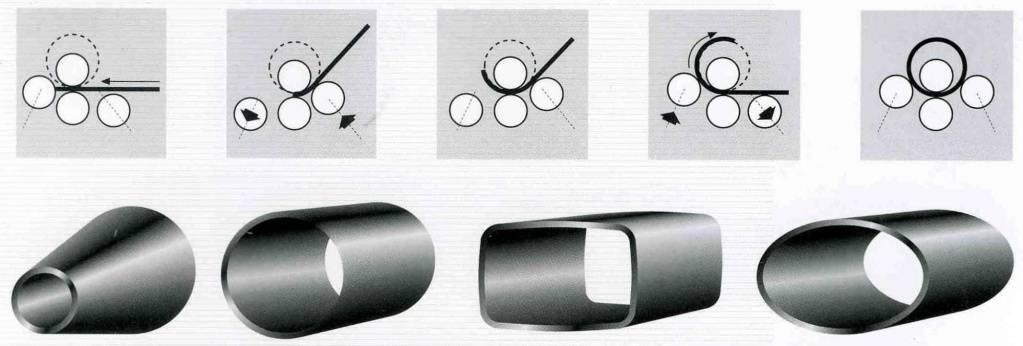
Современные гидравлические валковые машины для гибки листа в обечайку бывают двух видов – трехвалковые и четырехвалковые. Именно они позволяют производить качественную гибку достаточно толстого металлического листа (от 1 до 85 мм) в обечайку с подгибом. Трехвалковые машины позволяют производить гибку листа в цилиндрическую обечайку и конус, в то время как четырехвалковые машины, кроме цилиндрической обечайки и конуса позволяют производить изделия условно «квадратной» и эллиптической формы без переустановки листа.
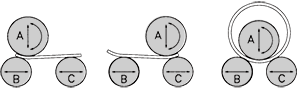
Одним из основных рабочих приемов, который оказывает влияние на качество конечного изделия, изготавливаемого на вальцах, является подгибка. Подгибка представляет собой операцию предварительной гибки обоих концов листа, что в итоге позволяет получать ровную замкнутую обечайку. Благодаря своей конструкции, на четырехвалковых машинах можно производить подгибку за одну установку листа, поочередно прокатывая сначала один край листа, затем второй. Чтобы выполнить подгибку на трехвалковой машине, оператору необходимо извлекать лист из станка и прокатывать каждую сторону листа отдельно. Поэтому, для экономии времени рабочего процесса, мы рекомендуем нашим клиентам обращать на это внимание особое внимание. Ведь потеря времени для современного производства, это непозволительная роскошь.
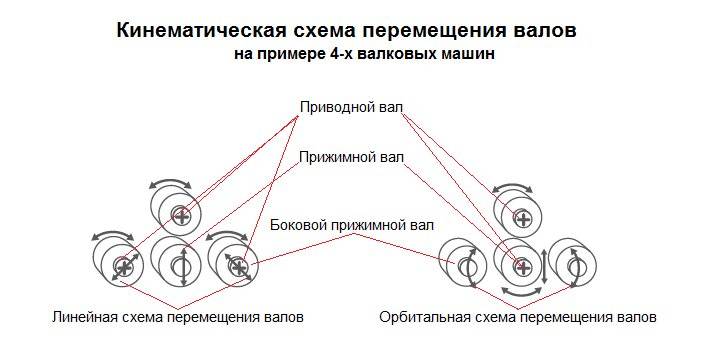
Также при выборе вальцев, следует обратить внимание на кинематическую схему перемещения валов. Валковые машины могут иметь один или несколько приводных валов, один или несколько прижимных валов, а также параллельную или орбитальную схему перемещения боковых валов. Данная информация особенно ценна оператору станка, именно она определяет процесс и последовательность работы на станке.
На какие характеристики стоит обратить внимание при выборе вальца?
Итак, мы вкратце рассмотрели конструктивные особенности валковых гибочных машин. Но как понять, какой станок подходит под Ваши задачи? Для этого необходимо знать параметры заготовки – в данном случае металлического листа и параметры конечного изделия, такие как:
- параметры материала (марка стали),
- толщина листа,
- ширина листа, по которой будет производиться гибка,
- минимальный диаметр готового изделия (обечайки),
- необходимость подгиба.
Это основные параметры, без которых невозможно определиться с конкретным типом и моделью валковой гибочной машины.
Давайте произведем расчеты параметров гибки листа в обечайку на примере четырехвалковой гибочной машины турецкого производителя SAHINLER модели 4R HSS 25-350.

Технические характеристики валковой машины 4R HSS 25-350
| Длина валов | Без подгиба | С подгибом | Диаметр центральных валов | Диаметр боковых валов | Мощность главного привода | Рабочая скорость | Габариты (ДxШxВ) | Вес | ||
| Мин. диаметр = диаметр верхнего вала x 5 | Мин. диаметр = диаметр верхнего вала x 1.5 | Мин. диаметр = диаметр верхнего вала x 5 | Мин. диаметр = диаметр верхнего вала x 1.5 | |||||||
| мм | мм | мм | мм | мм | мм | мм | кВт | м/мин | мм | кг |
| 2550 | 25 | 20 | 20 | 16 | 350 | 260 | 23,5 | 1,5-5 | 5400x1900x1950 | 13000 |
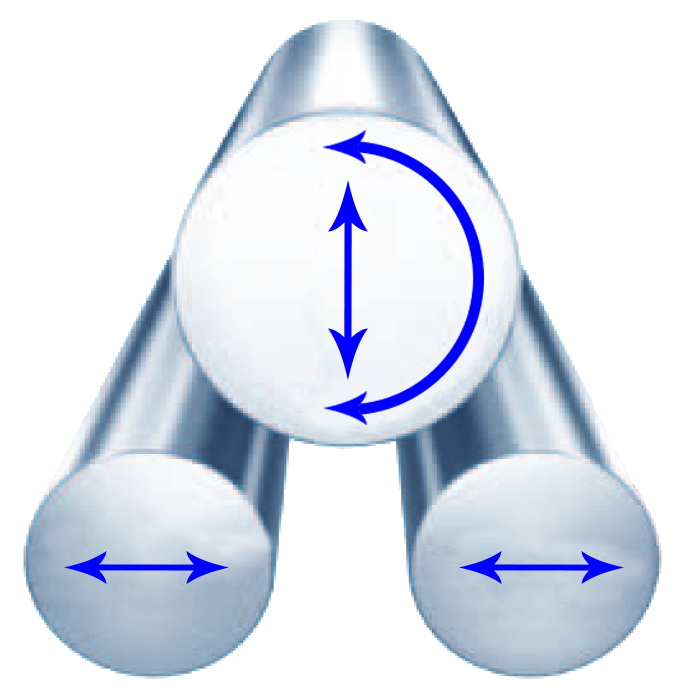
Принцип гибки и примеры изделий, которые можно получить на станке.
Расчет гибочных способностей станка рассчитывается по таким формулам:
Минимальный диаметр обечайки = диаметр верхнего вала х 1.5 (где 1.5< – постоянный коэффициент).
Плоскость обечайки (мертвая зона) = толщина листа х 1.5
*для расчета минимального диаметра обечайки с толщиной листа, превышающей максимально допустимую (по паспорту станка), применяется следующая формула:
Минимальный диаметр обечайки = диаметр верхнего вала х 5 (где 5 – постоянный коэффициент).
Итак, из характеристик станка мы имеем:
- максимальная толщина листа с подгибом - 16 мм.
- диаметр верхнего валка - 350 мм.
- длина гибки - 2500 мм.
Подставляем значения в формулу и получаем:
Минимальный диаметр обечайки = 350 х 1.5 = 525 мм
Плоскость обечайки = 16 х 1.5 = 24 мм – с каждой стороны.
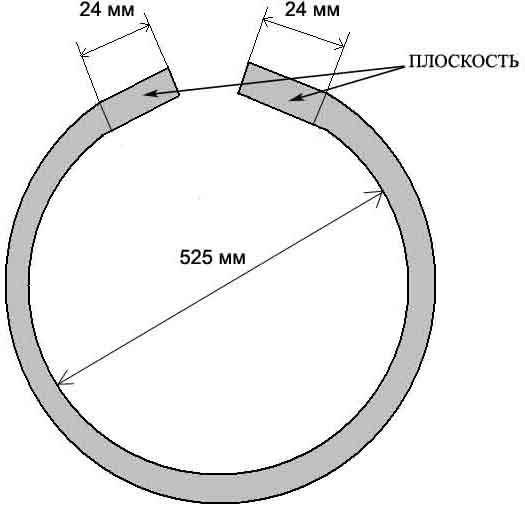
График расчета зависимости толщины материала от ширины, при минимальном диаметре готового изделия 525 мм (сталь 24 кг/мм²)
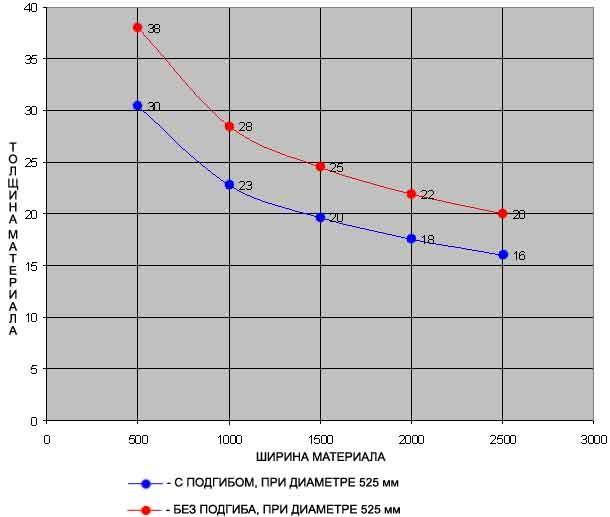
Из графика следует, что максимальная толщина материала на длине гиба 2500 мм, при изготовлении детали с минимальным диаметром525 мм, равна:
- с подгибом – 16 мм;
- без подгиба – 20 мм.
Расчет минимального диаметра обечайки с толщиной листа, превышающей максимально допустимую (16 мм – с подгибом, 20 мм – без подгиба).
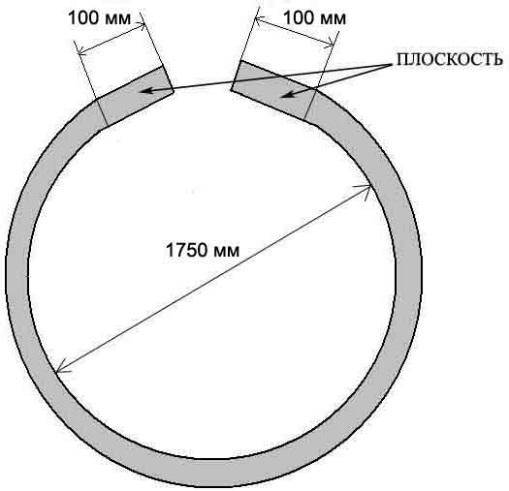
Минимальный диаметр обечайки = 350 х 5 = 1750 мм
Плоскость обечайки = 20 х 5 = 100 мм – с каждой стороны.
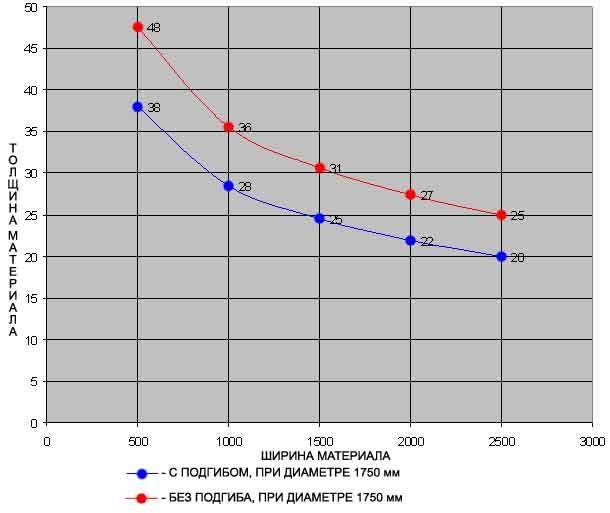
Из графика следует, что максимальная толщина материала на длине гиба 2500 мм, при изготовлении детали с минимальным диаметром 1750 мм, равна:
- с подгибом – 20 мм
- без подгиба – 25 мм
Также, ниже представлен пример таблицы зависимости ширины материала (длины гибки), диаметра получаемой обечайки и толщины материала для стали с пределом текучести 36 кгс/мм².
В данной статье, мы помогли Вам разобраться с основными техническими параметрами и расчетами гибочных способностей вальцев. Это базовые знания, на которые следует опираться при выборе станка данного типа. Но, помимо этих данных, следует уделить особое внимание опциям, которыми могут оснащаться валковые машины. Опциональное оборудование позволяет существенно упростить процесс работы на станке, повысить качество изделия и увеличить производительность оборудования.
Станки данного типа, могу дополнительно оснащаться:
- NC или CNC контроллерами.
- Поддерживающим краном от 3000 мм и более, для прокатки деталей большого диаметра.
- Гидравлическими боковыми опорами для прокатки деталей большого диаметра.
- Авторазгрузкой листов с гидравлическим приводом.
- Шлифованными и полированными валками.
- Системой бесступенчатого изменения скорости (вариатор).
- Электронной системой балансировки (для диаметров верхнего вала 280-320-350-380-400-460 мм).
- И другими опциями.
Для подбора гидравлических валковых листогибов, Вы можете обращаться к высококлассным специалистам нашей компании, которые проведут консультации, расскажут о возможностях оборудования и предложат необходимое решение для задач Вашего производства.
Гидравлические вальцы

Гибка листового проката может осуществляться на гидравлических вальцах. Так называют тип металлообрабатывающего оборудования, предназначенного для изготовления конических, овальных или цилиндрических конструкций и изделий из листового металла. Область применения вальцов – строительные, котельные и машиностроительные предприятия, где вышеуказанные изделия используются в повседневной деятельности: ремонте, строительстве или обустройстве зданий и сооружений.
Технические особенности
Основной рабочий механизм оборудования данного типа - гибочные валы. Проходя через зазор между ними, лист металла принимает необходимую изогнутую форму. Количество валов может составлять 2, 3 или 4. Соответственно функциональность и возможности оборудования тем выше, чем больше валов установлено на станке:
- Заготовке удается придать необходимую форму всего за один проход;
- Существует возможность горизонтальной подачи листовой заготовки, что проще и быстрее;
- Возможна одновременная подгибка краев, т.е. количество технологических операций по изготовлению изделия сокращается.
В настоящее время, выпускается широкий ассортимент гидравлических валковых машин разного размера и функционала, в том числе – с симметричным или асимметричным изгибом, гладкими или рельефными вальцами разных диаметров. Таким образом, диапазон выполняемых операций и возможных размеров заготовок существенно расширяется, что позволяет назвать станки универсальными, пригодными для изготовления широкого номенклатурного ряда изделий.
Выбор в пользу гидравлического привода валков обусловлен возможностью существенно увеличить мощность станка, тем самым сделав его пригодным для обработки заготовок из листов значительной толщины. В ряде моделей гидравлические приводы установлены для каждого вала, в других образцах их число может составлять два и более. Наличие независимых приводов с собственным двигателем и планетарных редукторов позволяет более эффективно управлять работой систем вальцов. Такое решение особенно актуально при изготовлении сложных конструкций и их элементов, где требуются высокая точность и качество обработки.
В перечень дополнительной комплектации, повышающей функциональность оборудования, входят приемный стол, механизм съема готовых изделий, подающий рольганг и прочие приспособления, востребованные на современном металлообрабатывающем производстве.
Купить гидравлические валковые машины по доступной цене
В каталоге Ассоциации КАМИ представлен широкий выбор гидравлических валковых станков ведущих производителей. На все оборудование предоставляется длительная гарантия качества. Наши специалисты готовы ответить на вопросы и помочь в выборе подходящего оборудования по указанному телефону или при личной беседе.
Вальцы, вальцовочные станки

Вальцовочный станок или вальцы - это станок для гибки круглых или овальных труб, конусов и желобов из листового металла. Обычно вальцы имеют от 2-х до 4-х гибочных валов, ручной или электромеханический привод вращения, а также ручной, электрический или гидравлический прижим валов. Наличие привода всех валов позволяет защитить заготовку от царапин за счет предотвращения её проскальзывания. Кроме того, промышленное оборудование нередко имеет контроллер ЧПУ. Вальцовочные листогибочные станки получили довольно широкое распространение во многих производственных отраслях, в том числе в производстве воздуховодов, дымоходов, водостоков, баков и др.

Требуется индивидуальное решение для технически сложной задачи? Вальцы MG созданы для вальцовки любых металлов.
Какие вальцы выбрать?
1. Двухвалковые вальцы
Двухвалковые вальцы имеют два вала, расположенных один над другим. Как правило, верхний вал изготовлен из прочной стали и имеет небольшой диаметр сечения. Нижний вал имеет значительно больший диаметр и выполнен из стали, покрытой гибким упругим материалом (полиуретан, каучук). При этом диаметр получаемой трубы зависит от силы прижима двух валов при вальцовке.
Преимуществом таких вальцов является отсутствие прямых необработанных участков по краям заготовки (без предварительного подгиба и подрезки краёв).
2. Трёхвалковые вальцы
Вальцы с тремя валами - самые распространенные станки благодаря разнообразию размеров, отработанной технологии и более низкой стоимости. Они позволяют производить трубы различных форм, конусы, водосточные желобы.
По взаимному расположению валов такие вальцы делятся на несколько видов:
Симметричное расположение валов
Такие вальцы отличаются простой конструкцией и низкой ценой. Недостаток - отсутствие возможности подгиба краев заготовки.
Симметричное регулируемое расположение валов
При такой конструкции сводятся к минимуму прямые участки по краям заготовки, благодаря чему получаемые трубы отличаются идеальной формой.
Асимметричное расположение валов
При асимметричном расположении валом практически отсутствуют прямые участки по краям заготовки, поэтому качество труб сравнимо с продукцией четырехвалкового станка.


3. Четырёхвалковые вальцы
Четырёхвалковые вальцовочные станки являются наиболее удобными, производительными и точными. Зачастую оснащаются контроллером ЧПУ, имеют электропривод прижима подгибающих валов. Такие станки позволяют получить трубы с очень высоким качеством гибки по всей длине без оставшихся прямых участков по краям, что особенно критично при последующей шовной сварке труб встык. Кроме того четвертый вал позволяет быстро выполнять центрирование листа, действуя как упор.
Как купить Вальцы, вальцовочные станки
Компания "МОССклад" поставляет Вальцы, вальцовочные станки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Вальцы, вальцовочные станки следующих производителей: BENDMAK, Sahinler Metal, JESAN KOVO, PRINZING, PROD-MASZ, RAS, SAY-MAK, SPIRO, FABTEC, MG, Россия, и другие.
Читайте также: