Вальцы для толстого металла
Обновлено: 02.07.2024
Валковые гибочные машины (вальцы), являются одним из самых востребованных типов оборудования для обработки листового металла.
Валковые гибочные машины (вальцы) являются одним из самых востребованных типов оборудования для обработки листового металла. Пожалуй, ни одно современное предприятие, производящее резервуары для хранения и транспортировки, трубы, металлоконструкции, строительную технику и прочие изделия цилиндрической или конусной формы, не обходится без валковых листогибов.
Существует множество различных валковых гибочных станков, предназначенных под различные технологические задачи производства. Например, ручные и электромеханические вальцы предназначены для обработки тонколистовой стали и применяются в основном, при производстве воздуховодов, водостоков, желобов, элементов декоративных конструкций и прочих изделий из тонкой стали, где не требуется большого усилия при гибке. Такие вальцы, как правило, имеют 2-3 рабочих вала небольшого диаметра и рабочей длиной от 500 до 2050 мм.
В нашей статье, мы хотим подробно остановиться на более тяжелом промышленном оборудовании – гидравлических валковых машинах. Ведь именно данный тип вальцев, является самым сложным в техническом плане и вызывает массу вопросов у наших заказчиков при выборе.
Виды вальцов
Современные гидравлические валковые машины для гибки листа в обечайку бывают двух видов – трехвалковые и четырехвалковые. Именно они позволяют производить качественную гибку достаточно толстого металлического листа (от 1 до 85 мм) в обечайку с подгибом. Трехвалковые машины позволяют производить гибку листа в цилиндрическую обечайку и конус, в то время как четырехвалковые машины, кроме цилиндрической обечайки и конуса позволяют производить изделия условно «квадратной» и эллиптической формы без переустановки листа.
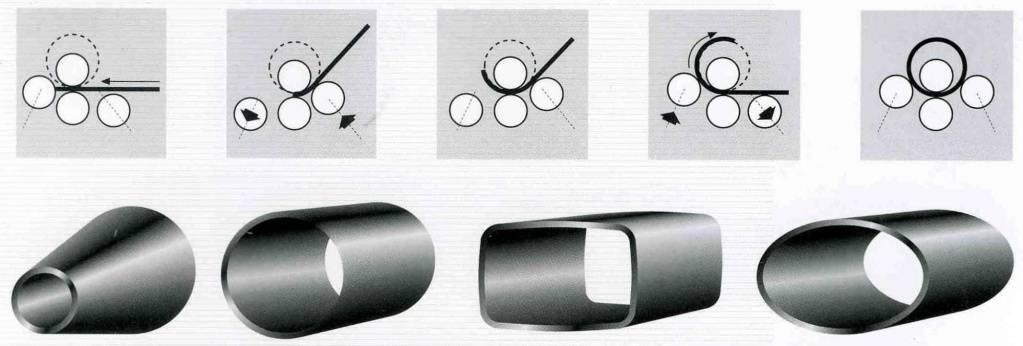
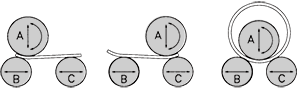
Одним из основных рабочих приемов, который оказывает влияние на качество конечного изделия, изготавливаемого на вальцах, является подгибка. Подгибка представляет собой операцию предварительной гибки обоих концов листа, что в итоге позволяет получать ровную замкнутую обечайку. Благодаря своей конструкции, на четырехвалковых машинах можно производить подгибку за одну установку листа, поочередно прокатывая сначала один край листа, затем второй. Чтобы выполнить подгибку на трехвалковой машине, оператору необходимо извлекать лист из станка и прокатывать каждую сторону листа отдельно. Поэтому, для экономии времени рабочего процесса, мы рекомендуем нашим клиентам обращать на это внимание особое внимание. Ведь потеря времени для современного производства, это непозволительная роскошь.
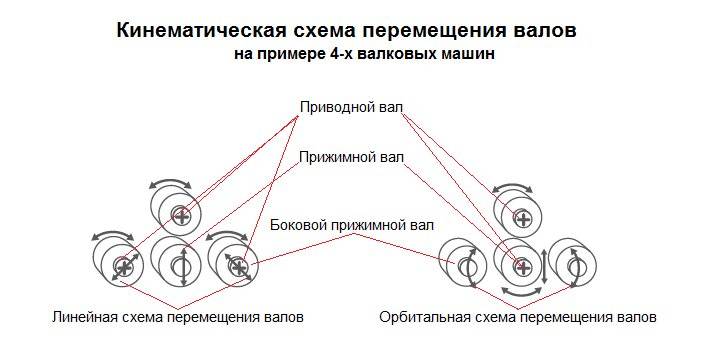
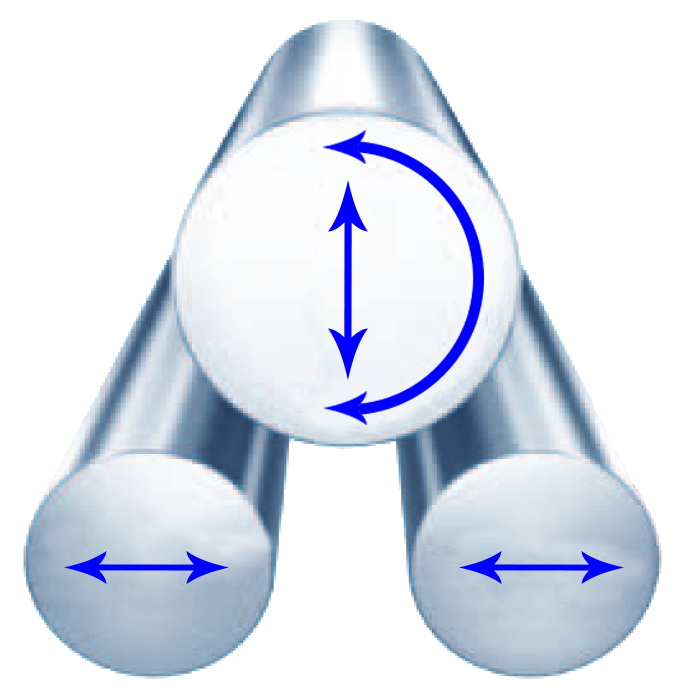
Также при выборе вальцев, следует обратить внимание на кинематическую схему перемещения валов. Валковые машины могут иметь один или несколько приводных валов, один или несколько прижимных валов, а также параллельную или орбитальную схему перемещения боковых валов. Данная информация особенно ценна оператору станка, именно она определяет процесс и последовательность работы на станке.
На какие характеристики стоит обратить внимание при выборе вальца?
Итак, мы вкратце рассмотрели конструктивные особенности валковых гибочных машин. Но как понять, какой станок подходит под Ваши задачи? Для этого необходимо знать параметры заготовки – в данном случае металлического листа и параметры конечного изделия, такие как:
- параметры материала (марка стали),
- толщина листа,
- ширина листа, по которой будет производиться гибка,
- минимальный диаметр готового изделия (обечайки),
- необходимость подгиба.
Это основные параметры, без которых невозможно определиться с конкретным типом и моделью валковой гибочной машины.
Давайте произведем расчеты параметров гибки листа в обечайку на примере четырехвалковой гибочной машины турецкого производителя SAHINLER модели 4R HSS 25-350.

Технические характеристики валковой машины 4R HSS 25-350
| Длина валов | Без подгиба | С подгибом | Диаметр центральных валов | Диаметр боковых валов | Мощность главного привода | Рабочая скорость | Габариты (ДxШxВ) | Вес | ||
| Мин. диаметр = диаметр верхнего вала x 5 | Мин. диаметр = диаметр верхнего вала x 1.5 | Мин. диаметр = диаметр верхнего вала x 5 | Мин. диаметр = диаметр верхнего вала x 1.5 | |||||||
| мм | мм | мм | мм | мм | мм | мм | кВт | м/мин | мм | кг |
| 2550 | 25 | 20 | 20 | 16 | 350 | 260 | 23,5 | 1,5-5 | 5400x1900x1950 | 13000 |
Принцип гибки и примеры изделий, которые можно получить на станке.
Расчет гибочных способностей станка рассчитывается по таким формулам:
Минимальный диаметр обечайки = диаметр верхнего вала х 1.5 (где 1.5< – постоянный коэффициент).
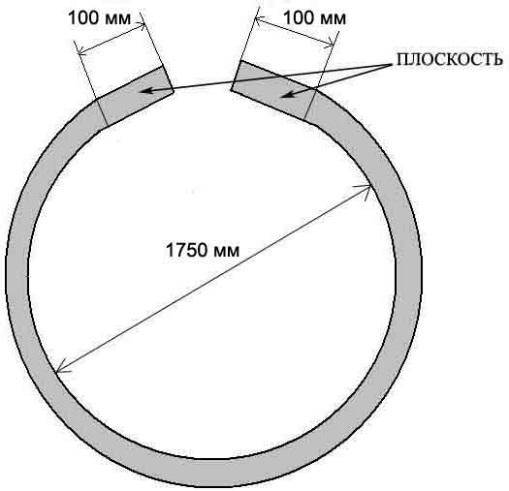
Плоскость обечайки (мертвая зона) = толщина листа х 1.5
*для расчета минимального диаметра обечайки с толщиной листа, превышающей максимально допустимую (по паспорту станка), применяется следующая формула:
Минимальный диаметр обечайки = диаметр верхнего вала х 5 (где 5 – постоянный коэффициент).
Итак, из характеристик станка мы имеем:
- максимальная толщина листа с подгибом - 16 мм.
- диаметр верхнего валка - 350 мм.
- длина гибки - 2500 мм.
Подставляем значения в формулу и получаем:
Минимальный диаметр обечайки = 350 х 1.5 = 525 мм
Плоскость обечайки = 16 х 1.5 = 24 мм – с каждой стороны.
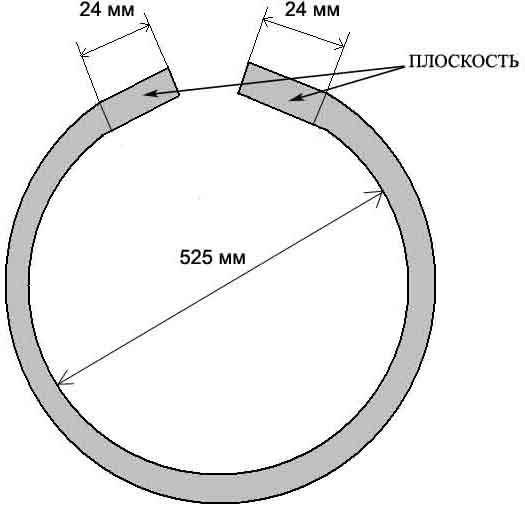
График расчета зависимости толщины материала от ширины, при минимальном диаметре готового изделия 525 мм (сталь 24 кг/мм²)
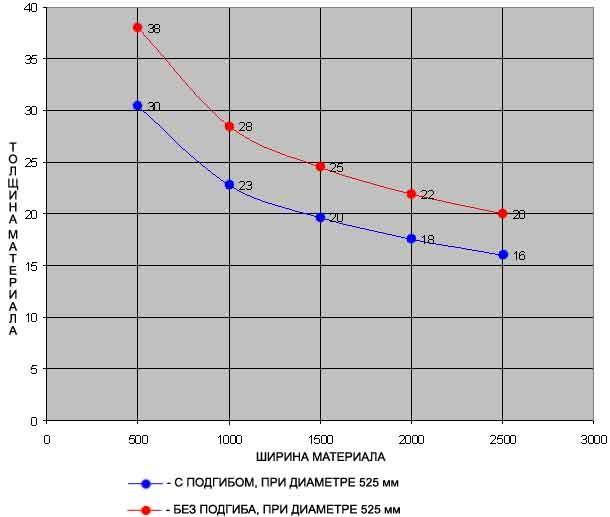
Из графика следует, что максимальная толщина материала на длине гиба 2500 мм, при изготовлении детали с минимальным диаметром525 мм, равна:
- с подгибом – 16 мм;
- без подгиба – 20 мм.
Расчет минимального диаметра обечайки с толщиной листа, превышающей максимально допустимую (16 мм – с подгибом, 20 мм – без подгиба).
Минимальный диаметр обечайки = 350 х 5 = 1750 мм
Плоскость обечайки = 20 х 5 = 100 мм – с каждой стороны.
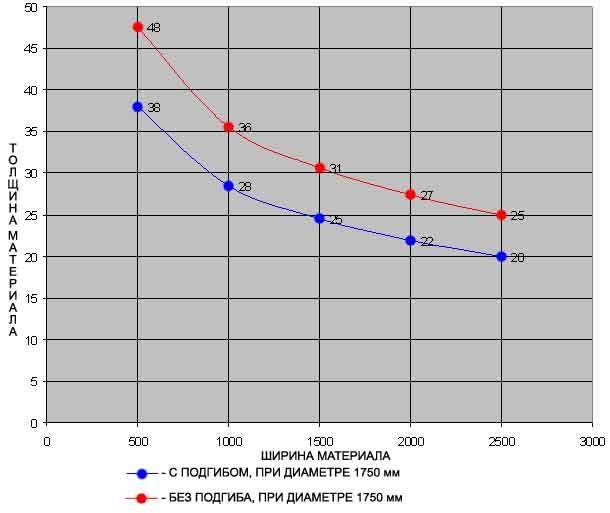
Из графика следует, что максимальная толщина материала на длине гиба 2500 мм, при изготовлении детали с минимальным диаметром 1750 мм, равна:
- с подгибом – 20 мм
- без подгиба – 25 мм
Также, ниже представлен пример таблицы зависимости ширины материала (длины гибки), диаметра получаемой обечайки и толщины материала для стали с пределом текучести 36 кгс/мм².
В данной статье, мы помогли Вам разобраться с основными техническими параметрами и расчетами гибочных способностей вальцев. Это базовые знания, на которые следует опираться при выборе станка данного типа. Но, помимо этих данных, следует уделить особое внимание опциям, которыми могут оснащаться валковые машины. Опциональное оборудование позволяет существенно упростить процесс работы на станке, повысить качество изделия и увеличить производительность оборудования.
Станки данного типа, могу дополнительно оснащаться:
- NC или CNC контроллерами.
- Поддерживающим краном от 3000 мм и более, для прокатки деталей большого диаметра.
- Гидравлическими боковыми опорами для прокатки деталей большого диаметра.
- Авторазгрузкой листов с гидравлическим приводом.
- Шлифованными и полированными валками.
- Системой бесступенчатого изменения скорости (вариатор).
- Электронной системой балансировки (для диаметров верхнего вала 280-320-350-380-400-460 мм).
- И другими опциями.
Для подбора гидравлических валковых листогибов, Вы можете обращаться к высококлассным специалистам нашей компании, которые проведут консультации, расскажут о возможностях оборудования и предложат необходимое решение для задач Вашего производства.
Вальцы, вальцовочные станки

Вальцовочный станок или вальцы - это станок для гибки круглых или овальных труб, конусов и желобов из листового металла. Обычно вальцы имеют от 2-х до 4-х гибочных валов, ручной или электромеханический привод вращения, а также ручной, электрический или гидравлический прижим валов. Наличие привода всех валов позволяет защитить заготовку от царапин за счет предотвращения её проскальзывания. Кроме того, промышленное оборудование нередко имеет контроллер ЧПУ. Вальцовочные листогибочные станки получили довольно широкое распространение во многих производственных отраслях, в том числе в производстве воздуховодов, дымоходов, водостоков, баков и др.

Требуется индивидуальное решение для технически сложной задачи? Вальцы MG созданы для вальцовки любых металлов.
Какие вальцы выбрать?
1. Двухвалковые вальцы
Двухвалковые вальцы имеют два вала, расположенных один над другим. Как правило, верхний вал изготовлен из прочной стали и имеет небольшой диаметр сечения. Нижний вал имеет значительно больший диаметр и выполнен из стали, покрытой гибким упругим материалом (полиуретан, каучук). При этом диаметр получаемой трубы зависит от силы прижима двух валов при вальцовке.
Преимуществом таких вальцов является отсутствие прямых необработанных участков по краям заготовки (без предварительного подгиба и подрезки краёв).
2. Трёхвалковые вальцы
Вальцы с тремя валами - самые распространенные станки благодаря разнообразию размеров, отработанной технологии и более низкой стоимости. Они позволяют производить трубы различных форм, конусы, водосточные желобы.
По взаимному расположению валов такие вальцы делятся на несколько видов:
Симметричное расположение валов
Такие вальцы отличаются простой конструкцией и низкой ценой. Недостаток - отсутствие возможности подгиба краев заготовки.
Симметричное регулируемое расположение валов
При такой конструкции сводятся к минимуму прямые участки по краям заготовки, благодаря чему получаемые трубы отличаются идеальной формой.
Асимметричное расположение валов
При асимметричном расположении валом практически отсутствуют прямые участки по краям заготовки, поэтому качество труб сравнимо с продукцией четырехвалкового станка.


3. Четырёхвалковые вальцы
Четырёхвалковые вальцовочные станки являются наиболее удобными, производительными и точными. Зачастую оснащаются контроллером ЧПУ, имеют электропривод прижима подгибающих валов. Такие станки позволяют получить трубы с очень высоким качеством гибки по всей длине без оставшихся прямых участков по краям, что особенно критично при последующей шовной сварке труб встык. Кроме того четвертый вал позволяет быстро выполнять центрирование листа, действуя как упор.
Как купить Вальцы, вальцовочные станки
Компания "МОССклад" поставляет Вальцы, вальцовочные станки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Вальцы, вальцовочные станки следующих производителей: BENDMAK, Sahinler Metal, JESAN KOVO, PRINZING, PROD-MASZ, RAS, SAY-MAK, SPIRO, FABTEC, MG, Россия, и другие.
Промышленные трехвалковые вальцы для толстого металла

Трехвалковые вальцы — востребованный на сегодня вид промышленных станков для гибки листового металла, в том числе и для гибки толстого металла. В данном разделе представлены промышленные 3-валковые вальцы для гибки металлических листов толщиной более 3 мм. Особенностью этих вальцов является более массивная конструкция станины, увеличенный диаметр валов, по сравнению с вальцами для гибки металла до 3 мм, а также наличие электрического или гидравлического привода. Например, промышленные трехвалковые вальцы для толстого металла из модельного ряда CYL с асимметричным расположением валов имеют электрический привод, а модели вальцев CY3R-HHS с симметричным расположением закаленных валов — гидропривод.
ВариантыТрехвалковые вальцы для листового металла больше 3 мм
Трехвалковые вальцы предназначены для производства различных элементов вентиляционных систем, дымоходов, воздуховодов и водостоков из листового металла различной толщины, в том числе и из толстого металла.
В компании МОССклад вы можете купить различные типы промышленных трехвалковых вальцов для толстого листового металла: с симметричным или асимметричным положением валов, с электрическим или гидроприводом, в стандартной комплектации или с дополнительными опциями.
Модельный ряд CYL

На этих 3 валковых вальцах для листового металла можно осуществлять гибку заготовок толщиной от 3 мм и более. Конструкция CYL похожа на станки из модельного ряда CY. Они, так же как и CY, имеют электрический привод и асимметрично расположенные валки. Отличием является более мощная станина и увеличенный диаметр валков для работы с толстым металлом. Асимметричное расположение валов у трехвальцовых вальцов CYL приближает их по рабочим параметрам к более продвинутым 4-х валковым машинам. При гибке на 3-х валковых листогибочных машинах прямые участки торцов металлического листа составляют 1,5 – 2 толщины, что сравнимо с показателями 4-х валковых вальцов. Это достигается за счет асимметричности валковых листогибочных машин, благодаря этому на CYL допускается гибка различных листовых металлов, в том числе и стальных. Цена трехвалковых электромеханических вальцов ниже, чем у четырехвалковых вальцов такого же класса.
Модельный ряд CY3R-HHS

Как купить Промышленные трехвалковые вальцы для толстого металла
Компания "МОССклад" поставляет Промышленные трехвалковые вальцы для толстого металла во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить Промышленные трехвалковые вальцы для толстого металла следующих производителей: BENDMAK, Sahinler Metal, MG, и другие.
Приобрести Промышленные трехвалковые вальцы для толстого металла у нас очень легко:
Вальцы


Управлять станком может 1 оператор. На станке предусмотрена быстрая выгрузка детали, за счет сдвигаемого верхнего вала. Станина ручного листогибочного станка выполнена из качественной стали.
В комплектацию к станку входят ножки! Диметра валов 60 мм. Вес станка 260 кг, что позволяет использовать его на объекте.

Особенности

Ручные вальцы без стойки Bendmak CZ 46-10/0.8 производятся Турецкой компанией Bendmak. Отличаются высоким качеством производства, высокой производительностью и удобством в работе. Ручные вальцы Bendamak могут поставляться как на стойке так и без нее. Различие между ручными листогибочными станками так же в толщине обрабатываемого листа металла, от 0.8 до 3.3 мм и рабочей длине, 1050 до 2050 мм. Ручные вальцы Bendmak имеют модельный ряд.
Модель C – используется для тонкого листового металла до 1 мм толщиной.
Модель CY – используется для толстого металла от 1 мм до 3.3 мм.
Модель CZ - обозначение ручных вальц Bendmak БЕЗ СТОЙКИ!
Обозначения названия на примере CY 75-12/2.0, где:
CY – обозначает что вальцы используются для толстого металла от 1 мм;
75 – диаметры нижнего и верхнего вала;
12 – рабочая длинна вальц (в данном случае 1250мм);
2.0 – максимальная толщина металла для гибки на станке;
Буква M в конце названия листогибочных станков - показывает что вальцовочный станок электромеханический!


Трехвалковые ручные листогибочные станки Bendmak серии C, CY, CZ, используются на производстве для изготовления (вальцовки) труб разного диаметра из листового металла. Предусмотрено удобное извлечение детали из валов посредством ручного отвода верхнего вала. За счет центрального утолщения на валах имеется компенсация прогиба, это позволяет получать более качественную деталь без последующей правки. При помощи маховиков осуществляется движение заднего и нижнего вала.
Корпус станка изготовлен из качественного чугуна. За счет этого он без проблем может выдерживать максимально допустимые для конкретного станка нагрузки. Как опцию на ручные листогибочные станки Bendmak можно дооснастить закаленными валами нужной толщины.
3-х Валковые электромеханические вальцы

Электромеханические вальцы Bendmak изготавливаются с использованием высококачественного металла. Оснащены 3-мя валами для гибки металла максимальной толщины от 0.8 до 3.3 мм. (при использовании нержавейки толщину металла для конкретного станка уточняйте у специалиста).


Электромеханические вальцы Bendmak имеют модельный ряд.
CY – обозначает что электромеханические вальцы используются для толстого металла от 1 мм;
Корпус
Корпус и основание электромеханического вальцовочного станка Bendmak выполнены из чугуна. Обработанные специализированными составами корпуса вальц имеют долгий срок службы, а так же высокое сопротивление коррозии!

Электромеханические вальцы Bendmak позволяют гнуть листы металла, как в ручном, так и в автоматическом режиме, что позволяет более точно работать, получая качественное изделие.
После прокатки вы с лёгкостью сможете извлечь получившееся изделие за счет ручного смещения верхнего вала. С обратной стороны вала его будет поддерживать специальный зажим, не позволяющий проседать валу.
Для компенсации прогиба валов предусмотрено утолщение в центре. Это повышает качество изготавливаемого изделия.
В комплектацию входит устройство для изготовления конусов!
Перемещение валов электромеханических вальц Bendmak вверх и вниз осуществляется вручную, за счет маховика. А передвижная панель управления электромеханических вальц, позволяет управлять ими из нужного места.
Электромеханические вальцы Bendmak оборудованы электронной защитой оператора для предотвращения несчастных случаев на производстве, по периметру натянута металлическая проволока в резиновой окантовке. При контакте с ней во время работы Электромеханические вальцы остановятся автоматически!
Читайте также: