Виды брака при гибке металла
Обновлено: 29.05.2024
Необходимую форму деталям можно придавать различными способами, одним из которых является гибка деталей из металла . Технология высоко ценится в промышленности, поскольку позволяет создавать высококачественные изделия со сложной конфигурацией при минимальных временных и финансовых затратах. В процессе сгибания верхний слой металла, из которого изготовлена деталь, растягивается, а внутренний – сжимается. В нашей статье поговорим об особенностях этого процесса.
Способы гибки деталей из металла
Можно выделить два основных способа гибки деталей из листового металла :
- «Воздушная», или «свободная» гибка, при которой между заготовкой и стенками матрицы V-образной формы остается воздушный зазор (этот метод используется чаще всего).
- «Калибровка», при которой деталь плотно прижимается к стенкам матрицы. Этот метод применяется в течение длительного времени, и в определенных случаях именно этот способ является предпочтительным.
К ее достоинствам относится пластичность, к недостаткам – ограниченная точность.
Лист вдавливается на нужную глубину канавки матрицы по оси Y при помощи траверсы с пуансоном. При этом лист не прижимается к стенкам матрицы, между ними остается зазор. Таким образом, на угол гибки деталей из металла влияет положение оси Y, а не геометрия используемого инструмента.

Современные прессы имеют точность настройки оси Y в пределах 0,01 мм. Однако точно сказать, какой угол гибки соответствует определенному положению оси Y, невозможно, так как показатель зависит от различных факторов. На разницу в положении оси Y может влиять настройка хода опускания траверсы, свойства заготовки (толщина, предел прочности, деформационное упрочнение), состояние инструмента для гибки деталей из металла .
Среди достоинств свободной гибки можно отметить:
- Высокую гибкость, которая выражается в том, что один гибочный инструмент позволяет добиться любого угла, входящего в диапазон угла раскрытия V-образной матрицы (85°, 35°) и 180°.
- Меньшую стоимость инструмента.
- Необходимость приложения меньших усилий, чем при калибровке.
- Возможность выбора усилия: чем больше раскрыта матрица, тем меньшее усилие необходимо приложить. Увеличение ширины канавки в два раза требует приложения половинного усилия. Т. е. можно выполнять гибку более толстого металла при большем угле раскрытия с аналогичным усилием.
- Минимальные вложения, поскольку требуется пресс с меньшим усилием.
Впрочем, это теория. В действительности, сэкономленные на покупке пресса деньги могут быть потрачены на приобретение дополнительного оснащения, например, оси заднего упора или манипуляторов.
К недостаткам этого вида гибки деталей из металла относятся:
- меньшая точность углов обработки при работе с тонкими заготовками;
- вероятность неточного повторения при использовании материалов различного качества;
- невозможность выполнения специфических гибочных операций.
Воздушная гибка подходит для работы с листовыми металлами, толщина которых превышает 1,25 мм; для более тонких рекомендована калибровка.
Рекомендуем статьи по металлообработке
Наименьший внутренний радиус гибки должен превышать толщину заготовки. Если технические требования предполагают равенство внутреннего радиуса толщине листа, то лучше воспользоваться калибровкой. Внутренний радиус менее толщины листа возможен только при работе с мягкими, легко деформируемыми материалами, к примеру, медью.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Получить большой радиус можно, используя пошаговое перемещение заднего упора. Если же необходимым требованием, помимо большого радиуса, является его точность и высокое качество, то воздушную гибку нужно заменить калибровкой с использованием специального инструмента.

Калибровка.
К достоинствам этого способа обработки деталей из металла относится высокая точность, к недостаткам – малая гибкость. На угол гиба влияет прилагаемое усилие и используемый инструмент: обрабатываемая заготовка плотно прижата к стенкам V-образной матрицы. Упругая деформация при этом равна нулю, угол гиба не зависит от свойств металла.
Сложность заключается в расчете необходимого усилия гиба. Надежнее всего выполнить пробную гибку короткого образца, воспользовавшись испытательным гидравлическим прессом.
При калибровке прилагаемое усилие в 3–10 раз превышает напряжение, необходимое для свободной гибки.
Достоинства калибровки заключаются:
- в точности углов гиба, независимо от свойств и толщины заготовки;
- в небольшом внутреннем радиусе;
- в большом внешнем радиусе;
- в использовании Z-образных профилей;
- в глубоких U-образных каналах;
- в возможности создания различных форм при работе с металлами, толщина которых не превышает 2 мм, благодаря использованию стальных пуансонов и полиуретановых матриц;
- в хороших показателях работы на гибочных прессах, точность которых не позволяет пользоваться свободной гибкой.
К недостаткам калибровки относятся:
- необходимость приложения усилия, в 3–10 раз превышающего напряжения при свободной гибке;
- отсутствие гибкости, т. е. создание определенной формы требует использования специального инструмента;
- частая замена применяемых инструментов (исключение составляют большие серии).
Дефекты и трудности при гибке деталей из металла
Гибка деталей из металлов с низкой пластичностью (например, тех, в которых содержится свыше 0,5 % углерода) осложняется таким явлением, как пружинение, когда готовая деталь по конфигурации отличается от чертежей. Именно это явление является главной проблемой в процессе обработки металлов посредством гибки.
Суть пружинения заключается в том, что деталь подвержена упругому последствию после окончании рабочей нагрузки. В результате возможно существенное искажение формы заготовки, в ряде случаев возможен угол пружинения, достигающий 12–150°, что приводит к сложностям при соединении смежных деталей друг с другом.

Для ликвидации или снижения этого явления используют такие приемы, как:
- Компенсация угла пружинения определенными изменениями параметров рабочей части пуансона и матрицы. Такой прием подходит при наличии точной информации относительно марки металла/сплава либо его прочностных характеристик, в частности, известен предел его временного сопротивления.
При выполнении ответственной работы может возникнуть необходимость в проведении технологической пробы на загиб. К примеру, при угле пружинения в 95°, рабочая кромка пуансона должна быть увеличена на аналогичный угол.
Этапы техпроцесса гибки деталей из металла
Далее поговорим о том, как производится гибка деталей из листового металла в холодном состоянии.
Последовательность действий будет следующей:
- Анализ конструкции заготовки.
- Расчет усилия и рабочего процесса.
- Подбор типоразмера производственного оборудования.
- Разработка чертежа исходной заготовки.
- Расчет переходов деформирования.
- Проектировка технологической оснастки.
Возможности первоначального материала анализируются в целях уточнения его пригодности для штамповки в соответствии с размерами, указанными на чертежах готовых деталей.
Анализ проводится по следующим параметрам:
- Проверяются пластические способности металла, затем результат проверки сопоставляется с возникающей в процессе гибки степенью напряжения. Работа с металлами, обладающими низкой пластичностью, требует дробления процесса на ряд переходов, между которыми требуется выполнение повышающего пластичность материала отжига.
- Уточняется, возможно ли получить необходимый радиус гиба без образования трещин в материале.
- Определяются возможные искажения профиля или толщины заготовки по окончании обработки давлением (этот нюанс особенно актуален для работы с деталями, имеющими сложные контуры).
Результаты анализа показывают, есть ли необходимость менять исходный материал на обладающий большей пластичностью, требуется ли проведение предварительной разупрочняющей термической обработки, нужно ли нагревать деталь, прежде чем приступить к ее деформации.

Разработка технологического процесса в обязательном порядке включает в себя пункты о расчете таких параметров, как минимально допустимый угол гиба, радиус гибки и угол пружинения.
Для расчета rmin используют данные о пластичности металла, из которого выполнена заготовка, о соотношении размеров детали и скорости деформирования (более низкую скорость перемещения ползуна демонстрируют гидропрессы, лучше пользоваться ими, чем механическими прессами с большей скоростью деформирования).
Чем меньше значение rmin, тем меньше металлы утончаются, т. е. толщина первоначальной заготовки сокращается не так сильно.
Для измерения интенсивности утончения используется коэффициент λ, процент которого показывает, насколько станет меньше толщина готовой детали. При значении, превышающем критичное, необходимо увеличить толщину исходного металла.
Определенные условия могут привести к некоторому выпучиванию металла, из которого сделаны детали.
Также важно правильно определить радиус гибки, на который влияют исходная толщина металла, расположение его волокон, пластичность материала. При слишком маленьком радиусе повышается вероятность разрыва наружных волокон, что приведет к нарушению целостности готовой детали.
Для расчета минимальных радиусов используются наибольшие деформации крайних частей изделия, при этом учитывается относительное сужение ψ обрабатываемого металла (данные можно узнать из специальных таблиц). Необходимо также учесть, насколько деформируется заготовка.
Технология горячей гибки деталей из металла
Гибка деталей из листовых черных и цветных металлов может выполняться в холодном состоянии. Исключением являются дюралюминий и качественная сталь. Они с трудом подвергаются деформации «на холодную», в связи с этим детали из таких металлов рекомендуется предварительно нагревать.
Чтобы повысить пластичность стали до требуемого уровня, ее нагревают до красного каления (при отсутствии ударных нагрузок). Если же предполагается ковка металла, то его необходимо нагреть до белого каления, после чего приступить к обработке. Красное и желтое каление увеличивают хрупкость деталей из металла, поэтому ударные воздействия молотком могут стать причиной их разрушения. Цветные металлы и их сплавы подвергаются гибке в несколько приемов. После окончания одного этапа и до начала следующего, металл подвергается отпуску.
Отпуск представляет собой способ термической обработки, при котором закаленная деталь из металла нагревается до небольшой температуры, а затем охлаждается воздухом или водой. Температура детали оценивается по ее цвету.
Во время нагревания на поверхности металла образуется оксидная пленка, которая в зависимости от температуры может быть:
- светло-желтого (соломенного) цвета – значит, температура металла составляет +220 °С;
- темно-желтого – температура +240 °С;
- коричнево-желтого – температура равна +255 °С;
- коричнево-красного – температура +265 °С;
- пурпурно-красного – температура +275 °С;
- фиолетового – температура составляет +285 °С;
- василькового – температура +295 °С;
- светло-синего – температура достигает +315 °С;
- серого – температура +330 °С.
Для упрощения механической гибки деталей из металла их предварительно подвергают отжигу. Отжигание является термической операцией, которая предназначена для уменьшения твердости материала. Чтобы выполнить его, металлическая заготовка нагревается до нужной температуры, причем деталь подвергается температурному воздействию до прогревания ее по всему объему. Затем изделие медленно охлаждается до комнатной температуры. Такая операция необходима при работе с цветными и черными металлами, поскольку в процессе их жесткость существенно снижается, позволяя в дальнейшем сгибание «на холодную».
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Гибку деталей из тонких заготовок производят не ударами, а сглаживанием. Гибку заготовок из листового и полосового металла толщиной более 0,5 мм и из круглого материала диаметром более 4 мм выполняют на оправках ударами молотка. Форма оправки должна соответствовать форме изгибаемого профиля с учетом деформации металла.
Для выполнения гибки деталей необходимо определить длину заготовки. Расчет длины заготовки производят по чертежу детали. Чертеж детали разбивают на отдельные участки, подсчитывают их длину с учетом радиусов всех изгибов, затем суммируют полученные результаты и находят общую длину заготовки.
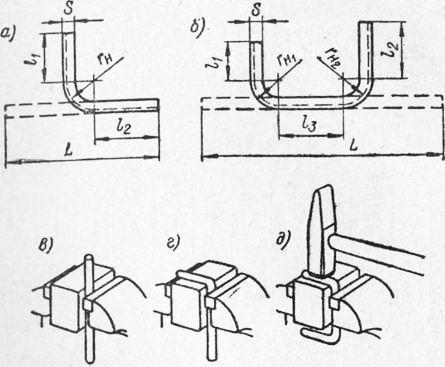
Для деталей, изгибаемых под прямым углом без закруглений с внутренней стороны, величина излишка металла (припуска) на изгиб составляет от 0,6 до 0,8 толщины металла.
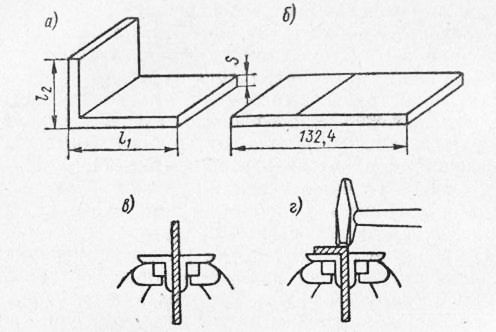
Гибка деталей из полосового и пруткового металла. Допустим, что требуется, например, произвести гибку угольника из полосовой стали под прямым углом без закругления с внутренней стороны (рис. 1,а).
Гибка в приспособлениях заметно сокращает затраты ручного труда слесаря и улучшает качество обработки. Для изготовления, например, шарнирной петли пользуются простейшим приспособлением, показанным на рис. 3, а. В прорезь корпуса вставляется заготовка, после чего равномерными ударами молотка или нажимом губок тисков на верхнюю кромку заготовки противоноложная кромка в отверстии приспособления изгибается так, что образует при этом петлю установленного размера.
Гибку рамок ножовочных станков можно выполнить в специальном приспособлении непосредственно в тисках. Для этого заготовку, установленную под упор, и ролик поднятого рычага зажимают винтом, а затем рамку сгибают под углом 90°. Для облегчения процесса гибки ролик смазывают, а рычаг удлиняют насадкой на него куска трубы.
Ушко для рамки ножовочного станка при наличии приспособления можно изготовить в два приема. Сначала оправкой изгибают заготовку так, как показано на рис. 3,в, а затем обжимают ушко в тисках.
Как уже указывалось, наиболее производительная и точная гибка заготовок осуществляется на гибочных прессах и станках.
Гибка и вальцевание труб. При изготовлении узлов трубопроводов (например, паропроводов для подвода и отвода пара, водопроводов, газопроводов, воздухопроводе и маслопроводов) часто необходимо получить большое число криволинейных участков труб, изогнутых под пазлИчными углами в одной или нескольких плоскостях. Все существующие способы изготовления таких участков могут быть в основном разбиты на три группы: без нагоева заготовки — холодная гибка труб; с нагревом заготовки — горячая гибка труб; при помощи сварки сегментов. Гибку труб выполняют вручную с помощью различных приспособлений или на специальных трубо-гибочных станках.
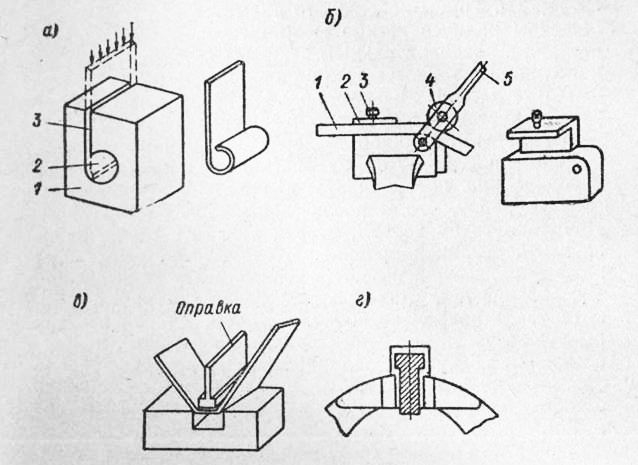
Рис. 3. Приемы гибки в приспособлениях: а —петли; б—рамки ножовочного станка; в и г—гибка ушка для рамки ножовочного станка
Гибке подвергают цельнотянутые и сварные стальные трубы, а также трубы из цветных металлов и сплавов.
В зависимости от материала, радиуса изгиба и диаметра труб гибку осуществляют с наполнителем или без наполнителя. Наполнитель при гибке предохраняет стенки трубы от образования в местах изгиба складок, морщин (гофров). В качестве наполнителя применяется’ мелкий, хорошо просушенный речной песок или канифоль, которую заливают в трубу в расплавленном состоянии.
Холодную гибку труб с наполнителем рекомендуется выполнять следующим образом. Один конец трубы плотно забить деревянной пробкой, а через второй наполнить трубу песком. При наполнении трубу нужно поворачивать и простукивать молотком снизу доверху, чтобы песок уплотнился внутри трубы. Наполнив трубу песком, второй конец ее также нужно забить деревянной пробкой. После этого мелом намечают место изгиба и затем устанавливают трубу в приспособление так, чтобы сварной шов (если труба не цельнотянутая) находился сбоку. При такой установке трубы нужно взять ее обеими руками за длинный конец и осторожно согнуть на заданный угол. Проверив правильность гибки по образцу и шаблону, выбить пробки, освободить трубу от песка и продуть ее сжатым воздухом.
Гибка труб в нагретом состоянии, как правило, выполняется с наполнителем. Подготовка (изготовление пробок, их забивка в отверстия трубы, наполнение трубы и др.) производится так же, как и в предыдущем примере. Для выхода газов в пробках необходимо сделать небольшие сквозные отверстия, в противном случае может произойти разрыв труб или могут вылететь деревянные пробки.
В практике гибки труб длину нагреваемого участка принимают при изгибе под углом 90° равной 6d; при угле 60° равной 4d, а при угле 45° равной 3d.
Нагрев стальных труб производят пламенем паяльной лампы, газовой горелки, в горне и токами высокой частоты (т. в. ч.) до вишнево-красного цвета, после чего устанавливают трубу в приспособление и сгибают до заданного угла. Сняв трубу с приспособления, дают ей остыть, а затем выбивают из отверстий пробки и высыпают песок. Контроль правильности изгиба осуществляют по шаблону или эталонной трубе (образцу).
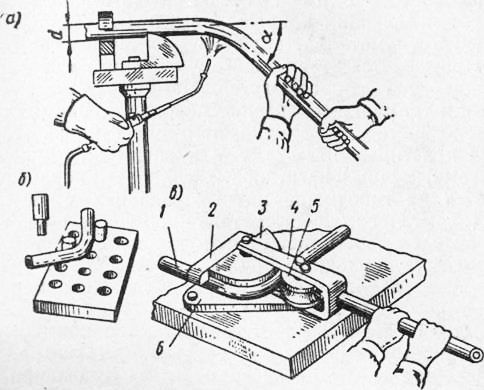
Гибку труб вручную часто выполняют с помощью приспособления, например на плите с отверстиями, в которых в необходимых местах устанавливаются штыри (рис. 4). Штыри служат в качестве упоров, необходимых при гибке трубы. Это приспособление может быть использовано при гибке труб различных диаметров.
Применяются также роликовые приспособления различных конструкций. На рис. 4, в изображено специальное приспособление для гибки труб одного диаметра. Оно состоит из двух роликов — неподвижного и подвижного, вмонтированных в вилку. Вилка и неподвижный ролик сидят на общей оси, укрепленной в основании. Конец трубы прижимается скобой к неподвижному ролику и при повороте рукоятки изгибает трубу роликом по заданному радиусу. Канавки (ручьи) на роликах соответствуют диаметру изгибаемой трубы. Приспособление крепится к верстаку основанием.
Новые способы гибки труб. В последние годы все большее применение находят новые, способы гибки труб: гибка с растяжением заготовки и гибка с индукционным нагревом (нагрев токами высокой частоты).
При гибке с растяжением заготовку подвергают растягивающим напряжениям, превышающим предел текучести металла, и уже в растянутом состоянии гнут. Применяется этот процесс гибки для изготовления различных деталей самолетов, автобусов, железнодорожных и трамвайных вагонов, морских и речных судов, сельскохозяйственных машин, изготовляемых из углеродистых и легированных сталей, а также алюминиевых, магниевых, медных и титановых сплавов. Гибка осуществляется на гибочно-растяжных машинах с поворотным столом. Преимущество этого процесса по сравнению с обычным способом гибки заготовок состоит в том, что заготовка после гибки не пружинит. Кроме того, при изготовлении деталей требуется оборудование меньшей мощности.
Опытная установка для гибки труб с применением индукционного нагрева была создана в Ленинграде по предложению И. В. Богачева и Б. М. Колявкина. На основе этой установки затем были разработаны три типа трубогибочных станков: малого, среднего и большого размеров, предназначенных для гибки труб разных диаметров.
Наибольшее распространение получила средняя модель станка для гибки труб с наружным диаметром от 95 до 300 мм. Установка состоит из двух частей: механической и электрической. Механическая часть представляет собой собственно станок для гибки труб; в электрическую часть входят электрооборудование станка и высокочастотная установка.
Станок состоит из сварной станины коробчатого типа, на которой расположены каретка зажима трубы, механизм продольной подачи, каретка направляющих роликов, каретка нажимного ролика, а также индуктор для индукционного нагрева трубы.
Каретка зажима служит для закрепления трубы на станке. Она перемещается вдоль станины ходовым винтом механизма продольной подачи. Для зажима трубы на каретке имеются две губки, одна из которых подвижная. Подвижная губка перемещается винтом с помощью рукоятки вручную и прижимает трубу к неподвижной губке. Ось изгибаемой трубы эксцентрична по отношению к станине. Величина эксцентриситета различна для труб разных диаметров.
Каретка направляющих роликов служит для направления движения трубы в процессе гибки и для восприятия реакции от изгибающего усилия. Она перемещается двумя ходовыми винтами, связанными между собой конической передачей. Один из направляющих роликов укреплен на ползуне и может перемещаться вручную винтом. Оба ролика свободно вращаются на своих осях. На каретке направляющих роликов закреплены держатель индуктора, высокочастотный трансформатор (на рисунке не показан) и элементы системы охлаждения.
Каретка нажимного ролика закреплена неподвижно. По основанию каретки перемещается ползун с запрессованной осью, на которой и вращается нажимной ролик.
Перемещение ползуна осуществляется с помощью ходового винта, вращаемого приводом поперечной подачи. На каретке нажимного ролика имеются два конических выключателя для ограничения хода зажимного ролика в зависимости от выбранного радиуса гибки. Механизм поперечной подачи передает вращение на ходовой винт посредством цепной передачи. Однако опыт показал, что цепную передачу целесообразно заменить на шестеренную.
Сменный индуктор для нагрева труб представляет собой кольцо из медной трубки, которое охлаждается водой, подводимой по гибкому шлангу.
Для дополнительной поддержки изгибаемой трубы на станке установлен специальный ролик, который может перемещаться с помощью рукоятки в зависимости от длины трубы. При щбке особенно длинных труб к каретке зажима присоединяются специальные удлинители, поддерживающие свисающую часть трубы. Нагрев трубы производится до температуры 900— 1000 °С. Конструкция станка предусматривает включение продольной подачи нажимного ролика только при достижении температуры 700—750°, что позволяет избежать перегрева материала трубы в начале процесса гибки.
Труба устанавливается на станке и зажимается губками и в направляющих роликах; вплотную к ней вращением вручную винта подводится нажимной ролик. При включении генератора тока в месте расположения индуктора нагревается поясок трубы шириной от 3- до 5-кратной толщины трубы. Затем при помощи механизма продольной подачи труба начинает перемещаться по ролику вдоль станка. Вместе с тем начинается перемещение и нажимного ролика. Таким образом, процесс гибки, т. е. растяжение на внешней стороне и сжатие на внутренней стороне, происходит по узкой кольцевой полоске трубы.
Процесс гибки осуществляется под действием усилий, создаваемых механизмами продольной подачи трубы, и усилий, возникающих при перемещении нажимного ролика путем обкатывания криволинейного участка трубы по нажимному ролику. Гибка труб на станке ведется по непрерывно-последовательному способу, при котором нагрев, гибка и охлаждение осуществляются непрерывно и последовательно.
Гибка труб с применением токов высокой частоты обладает следующими основными преимуществами. Овальность трубы в месте гиба получается меньшая, чем при других способах. Выделение тепла происходит непосредственно в нагреваемом металле, тогда как при всех других способах тепло передается нагреваемому металлу из окружающей среды. Такой способ передачи тепла сокращает время, потребное на нагрев, и потери тепла в окружающую среду; полное время, потребное для одного изгиба под углом 90°, в зависимости от диаметра и толщины стенки изгибаемой трубы, составляет всего 9,5—14 мин. вместо 54 мин. для гибки на плите. Следовательно, если в среднем за смену на плите можно выполнить всего 8—9 гибов радиусом не менее 3,5—4 диаметров изгибаемой трубы, то на станке с нагревом т. в. ч. можно получить до 38 гибов с радиусом гибки, равным 1,5—2 диаметра трубы.
Индукционный способ нагрева позволяет механизировать и в значительной степени автоматизировать процесс гибки. Наконец, исключается трудоемкая и продолжительная операция набивки труб песком.
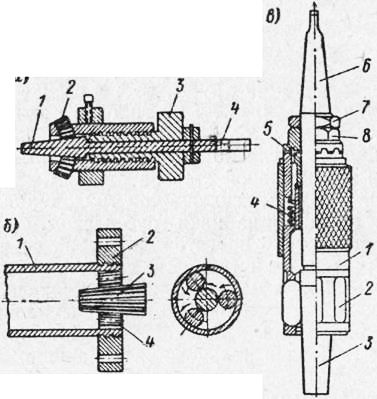
Вальцевание труб представляет собой операцию расширения (натяга) внутреннего диаметра концов труб с целью укрепления на них фланцев, ниппелей и других деталей, выполняемую при помощи специального инструмента— вальцовки. Вальцовку можно производить вручную с помощью вальцовочных машинок и на станках.
Вальцовка имеет конусные ролики, насаженные на стальной стержень, на одном конце которого образован конус, а на другом — квадратная головка для захвата воротком. Стержень периодически подается вперед пустотелым винтом, ввинчиваемым в резьбу корпуса. Подача осуществляется по мере ослабления давления роликов на стенку трубы. Винт удерживается от перемещения установочным кольцом.
В процессе развальцовки на конец трубы надевают фланец с выточенными в его отверстии канавками, затем в трубу вставляют вальцовку с роликами и сообщают ей вращение. При этом ролики, насаженные на конус, будут производить раскатывание трубы, вдавливая ее металл в канавки фланца. При работе ролики вальцовки смазывают минеральным маслом.
Одна из конструкций машинных вальцовок показана на рис. , в. До начала работы стержень вывернут вследствие чего ролики утопают в прорезях корпуса . Когда стержень вместе с конусом начинает вращаться, роликам и корпусу также сообщается медленное вращательное движение; при этом стержень все время ввертывается в корпус и раздвигает ролики. Процесс вальцевания продолжается до тех пор, пока гайка не соприкоснется своими зубьями на торце с зубьями муфты, поджатой пружиной. При этом будет наблюдаться характерное прощелкивание, свидетельствующее о том, что процесс вальцевания трубы закончен. Для извлечения вальцовки ее необходимо вращать в обратную сторону. Натяжение пружины можно регулировать вращением гайки 8. В требуемом положении она стопорится контргайкой.
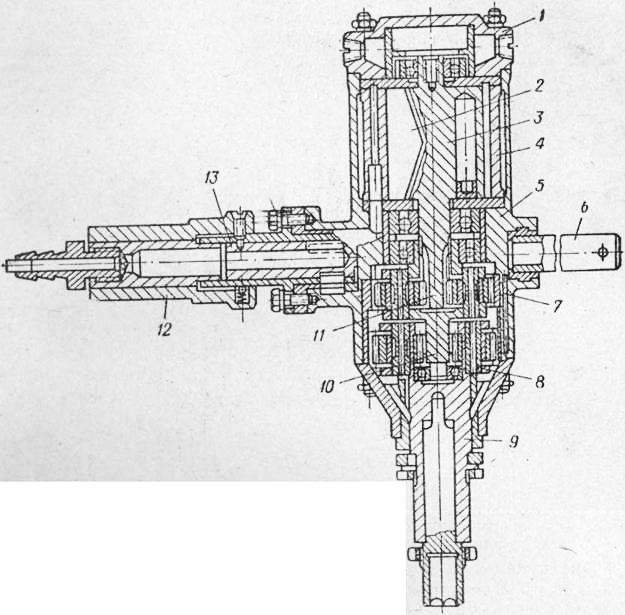
Для приведения в действие вальцовки применяют специальные развальцовочные машинки. Одна из них, машинка И-118, показана на рис. 7. Особенностью этой пневматической машинки является двойной планетарный редуктор, позволяющий уменьшить число оборотов ротора дб 100 в минуту на шпинделе и допускающий возможность вращения ротора в обе стороны. Перемена направления вращения производится поворотом муфты
пои помощи левой рукоятки, что изменяет положение чплотника и направление движения сжатого воздуха. Шпиндечь машинки имеет внутренний конус и переходную тоубку к нему. Благодаря этому можно пользоваться вальцовками и с конусными, и с квадратными наконечниками. Питание машинки осуществляется сжатым воздухом под давлением 5 ати. Кроме специальных развальцовочных машинок для вальцевания труб можно применить также другие механизмы, имеющие реверсивный ход: резьбонарезатели, пневматические отвертки, сверлильные машинки и др.
Навивка пружин. Витые пружины имеют большое применение в технике. По форме пружины разделяются на цилиндрические и фасонные, а по роду работы —на пружины, работающие на сжатие, растяжение и скручивание.
У пружин, работающих на сжатие, витки расположены на некотором расстоянии друг от друга, у пружин же, работающих на растяжение и скручивание, витки плотно прилегают один к другому. Концы пружин, работающих на сжатие, прижимают к смежным виткам, а в пружинах, работающих на растяжение, последние витки отгибают на 90° и загибают в виде полуколец и колец.
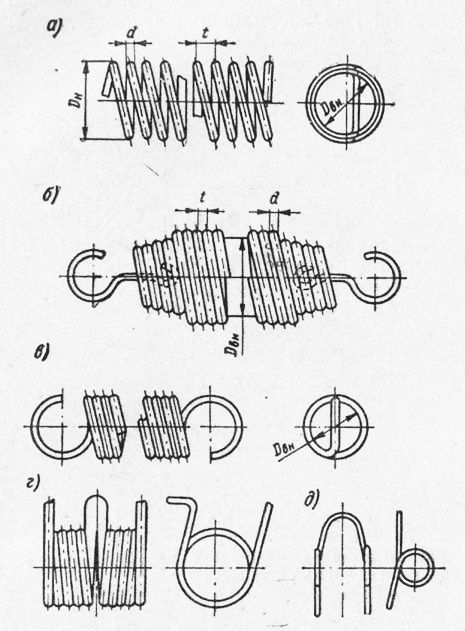
Рис. 8. Пружины: а — цилиндрическая, работающая на сжатие; б и в — коническая и цилиндрическая, работающие на растяжение; г и д — специальные пружины, работающие на скручивание
Пружины, изготовляемые из проволоки диаметром до 8 мм, навиваются холодным способом с последующей термообработкой (отпуском). Пружины общего назначения, работающие при относительно низких напряжениях (мебельные, матрацные и т. п.), навиваются холодным способом из проволочной углеродистой стали марок 50 и 50Х. Для изготовления пружин особенно точных и ответственных механизмов применяется проволока из качественной углеродистой и легированной сталей марок 60Г, 55С2, 50ХГ, 50ХФА и др.
Навивать пружины можно в тисках, на токарных, револьверных или сверлильных станках и специальных автоматах.
Технологический процесс изготовления пружин состоит из навивки, отделки торцов и прицепов, термической обработки и технологических испытаний.
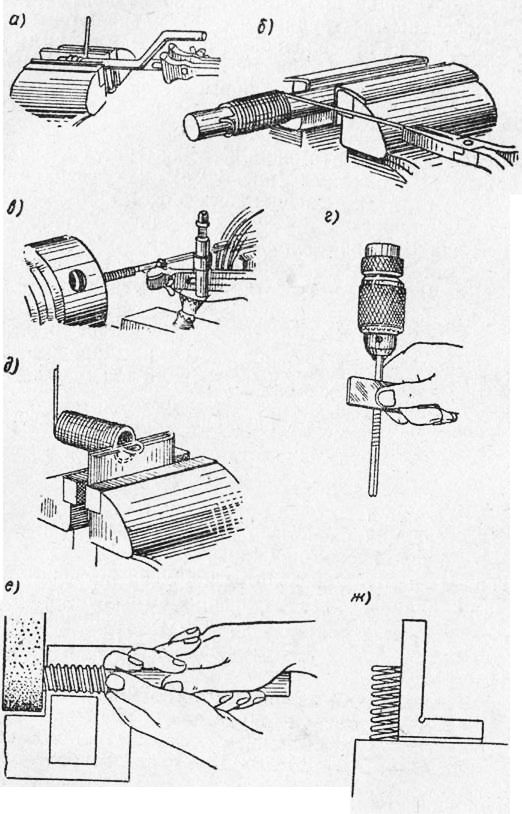
Навивка пружины с ушком выполняется в такой последовательности:
1) на конце прямой или изогнутой оправки, диаметр которой несколько меньше внутреннего диаметра пружины, просверливают отверстие, диаметр которого на 0,1—0,2 мм больше диаметра проволоки, из которой навивается пружина, либо прорезают шлиц на торце оправки;
2) конец отожженной проволоки вставляют в отверстие или шлиц оправки и изгибают;
3) оправку со вставленным концом проволоки зажимают в тисках между деревянными или металлическими (свинцовыми или медными) прокладками;
4) зажав в левой руке плоскогубцами проволоку, правой рукой вращают оправку, навивая пружину;
5) заделывают ушко в оправке и изгибают хвостовик.
Характеристика процесса гибки
В практике слесарного дела слесарю часто приходится изгибать полосовой, круглый и других профилей металл под углом с определенным радиусом, выгибать разной формы кривые (угольники, петли, скобы и т. п.).
Главное при гибке - это определение длины заготовки. При расчете длины заготовки деталь разбивают на определенные участки, подсчитывают длину закруглений и длину прямолинейных отрезков, а затем суммируют.
Например, нужно определить длину заготовки из полосового металла для угольника. Длина угольника состоит из двух участков. К общей длине заготовки дается припуск на загиб (обычно он принимается равным 0,6-0,8 толщины материала).
Определить длину развертки заготовки для кольца с наружным диаметром 100 мм можно по формуле l=πd=3,14X100=314 мм.
Гибка двойного угольника в тисках (рис. 3). Производится после разметки листа, вырубки заготовки, правки на плите и опиловки по ширине в размер по чертежу. Подготовленную таким образом заготовку 1 зажимают в тисках 2 между угольниками-нагубниками 3 и загибают первую полку угольника, а затем заменяют один нагубник бруском-подкладкой 4 и загибают вторую полку угольника. По окончании гибки концы угольника опиливают напильником в размер и снимают заусенцы с острых ребер.
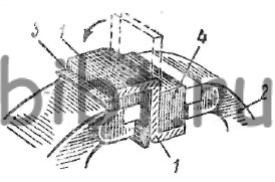
Рис. 3. Гибка металла двойного угольника в тисках
Гибка труб. Трубогиб.
При гибке труб наружная часть трубы вытягивается, а внутренняя дает усадку. Толстостенные трубы малых диаметров вокруг цилиндра выбранного размера огибаются без особых затруднений и заметных изменений формы сечения. Гибка труб диаметром 10 мм и больше требует применения специальных приспособлений. Тонкостенные трубы диаметром 30 мм и больше с малым радиусом изгиба гнут только в нагретом состоянии (рис. 4, а и б).
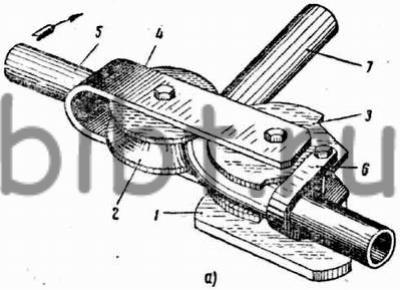
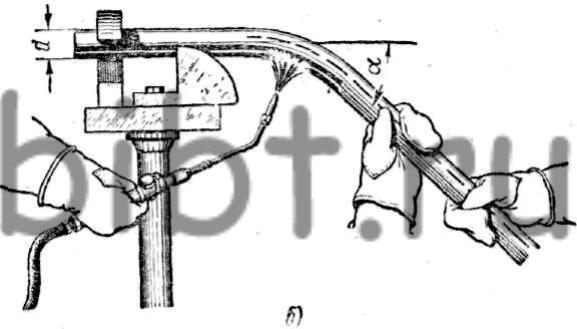
Рис. 4. Гибка труб:
а - в приспособлении: 1 - станина, 2 - подвижный ролик, 3 - неподвижный ролик, 4 - рычаг, 5 - рукоятка, 6 - хомутик, 7 - труба; б - вручную
Трубы малого диаметра изгибают в приспособлении, состоящем из станины 1, подвижного ролика 2, неподвижного ролика 3, рычага 4, рукоятки 5 и хомутика 6.
Наименьший радиус изгиба определяется радиусом направляющего ролика. Изгибаемую трубу 7 вставляют концом в хомут приспособления и надевают на нее обрезок трубы длиной около 500 мм с зазором 1-2 мм. Указанный способ дает возможность получить загиб только вокруг ролика приспособления.
Для предупреждения сминания, выпучивания, появления трещин трубы при гибке следует наполнять сухим чистым речным песком. Слабая набивка песком приводит к сплющиванию трубы в месте изгиба.
Песок должен быть мелким, просеянным через сито, так как наличие крупных камешков при гибке может привести к продавливанию стенки трубы. Перед набивкой песком один конец трубы закрывают деревянной или металлической пробкой. Затем трубу наполняют через воронку песком и уплотняют путем обстукивания трубы снизу доверху. После заполнения песком второй конец трубы нужно закрыть деревянной пробкой, у которой должно быть отверстие или канавка для выхода газов.
Радиус закругления при гибке труб берется не меньше четырех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Если труба изгибается под углом 90°, то она нагревается на участке, равном шести диаметрам трубы; при угле 60° нагрев производится на длине, равной четырем диаметрам трубы; при угле 45° - трем диаметрам и т. д.
Длина нагреваемого участка трубы определяется по формуле
где L - длина нагреваемого участка, мм; α - угол изгиба трубы, град; d - наружный диаметр трубы, мм.
Нагревание труб производится в горнах или горелками до вишнево-красного цвета. Топливом в горнах может быть кузнечный или древесный уголь, дрова. Лучшим топливом является древесный уголь, который не содержит вредных примесей и дает более равномерный нагрев. Нагревать трубы на одном кузнечном угле нельзя, так как можно их пережечь.
В случае перегрева трубу до гибки следует охладить до вишнево-красного цвета. Трубы рекомендуется гнуть с одного нагрева, так как повторный нагрев ухудшает качество металла.
При нагреве следует обращать особое внимание на прогрев песка. Нельзя допускать излишнего перегрева отдельных участков; в случае перегрева следует производить охлаждение водой. Когда труба нагрета достаточно, от нагретой части отскакивает окалина. Медные трубы небольших диаметров изгибают в холодном состоянии, пользуясь для этого специальным приспособлением.
Гибка труб производится по заранее заготовленным шаблонам. Проверяют трубу по месту или по изготовленному из проволоки шаблону.
По окончании гибки выколачивают или выжигают пробки и высыпают песок. Плохое, неплотное заполнение трубы, недостаточный или неравномерный прогрев трубы перед гибкой приводит к образованию складок или разрыва.
Правильно изогнутыми считаются трубы без вмятин, выпучин, складок.
Правила техники безопасности при гибке металла.
Молотки и кувалды должны иметь надежно заклиненные, крепкие, без сучков и трещин рукоятки.
Рабочие части молотков, бородков, подкладок, оправок не должны иметь расклепа.
Обрезки металла необходимо собирать и складывать в отведенный для них ящик во избежание порезов ног и рук.
Листы очищать только металлической щеткой, а затем ветошью или концами.
Правку металла проводить только на надежных подкладках, исключающих возможность соскальзывания металла при ударе.
Подсобный рабочий должен держать металл при правке только кузнечными клещами.
При засыпке трубы песком перед гнутьем в торце одной из пробок необходимо сделать отверстие для выхода газов, иначе может произойти разрыв трубы.
При гнутье труб в горячем состоянии поддерживать их только в рукавицах во избежание ожогов рук.
Виды и причины брака. При правке основными видами брака являются вмятины, следы от бойка молотка, который имеет негладкую и неправильную форму, забоины на обработанной поверхности от ребер молотка.
Указанные виды брака являются следствием неправильного нанесения ударов, применения молотка, на бойках которого имеются забоины и выщербины.
При гибке металла браком чаще всего являются косые загибы и повреждения обработанной поверхности. Такой брак появляется в результате неправильной разметки или закрепления детали в тисках выше или ниже разметочной линии, а также неправильного нанесения ударов.
Ручную правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойком. Тонкий листовой металл правят киянкой (деревянным молотком).
При правке металла очень важно правильно выбрать места, по которым следует наносить удары. Силу удара необходимо соизмерять с величиной кривизны металла и уменьшать по мере перехода от наибольшего прогиба к наименьшему.
При большом изгибе полосы на ребро удары наносят носком молотка для односторонней вытяжки (удлинения) мест изгиба.
Полосы, имеющие скрученный изгиб, правят методом раскручивания. Проверяют правку «на глаз», а при высоких требованиях к прямолинейности полосы — лекальной линейкой или на проверочной плите.
Наиболее сложной является правка листового металла. Лист кладут на плиту выпуклостью вверх. Удары наносят молотком от края листа по направлению к выпуклости. Под действием ударов ровная часть листа будет вытягиваться, а выпуклая выправляться.
При правке закаленного листового металла наносят несильные, но частые удары носком молотка по направлению от вогнутости к ее краям. Верхние слои металла растягиваются, и деталь выпрямляется.
Валы и круглые заготовки большого сечения правят с помощью ручного винтового или гидравлического пресса.
Ручную гибку производят в тисках с помощью слесарного молотка и различных приспособлений. Последовательность выполнения гибки зависит от размеров контура и материала заготовки.
Гибку тонкого листового металла производят киянкой. При использовании для гибки металлов различных оправок их форма должна соответствовать форме профиля детали с учетом деформации металла.
Выполняя гибку заготовки, важно правильно определить ее размеры. Расчет длины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Для деталей, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.
При пластической деформации металла в процессе гибки нужно учитывать упругость материала: после снятия нагрузки угол загиба несколько увеличивается.
Изготовление деталей с очень малыми радиусами изгиба связано с опасностью разрыва наружного слоя заготовки в месте изгиба. Размер минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от технологии гибки и качества поверхности заготовки. Детали с малыми радиусами закруглений необходимо изготовлять из пластичных материалов или предварительно подвергать отжигу.
При изготовлении изделий иногда возникает необходимость в получении криволинейных участков труб, изогнутых под различными углами. Гибке могут подвергаться цельнотянутые и сварные трубы, а также трубы из цветных металлов и сплавов.
Гибку труб производят с наполнителем (обычно сухой речной песок) или без него. Это зависит от материала трубы, ее диаметра и радиуса изгиба. Наполнитель предохраняет стенки трубы от образования в местах изгиба складок и морщин (гофров).
Список использованной литературы
Макиенко Н.И. “Слесарное дело” Изд.2-е, перераб. и доп. М.Профтехиздат, 1962.-384,г.Москва
2. Макиенко Н.И. “Слесарное дело с основами материаловедения”. Сельхозгиз, 1958г.
3. Митрофанов Л.Д. “Производственное обучение слесарному делу”. Профтехиздат, 1960г.
Правка и гибка металла
Правка (выпрямление) - представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют также полосовой и прутковый материал, трубы и проволоку. Чугунные детали правке не подвергают, так как чугун слишком хрупок и при правке может расколоться.
В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка бывает ручная и машинная.
При ручной правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни, стальные молотки весом 400 - 600 г, молотки медные, свинцовые, латунные, деревянные, бакелитовые.
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом. После этого по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость. По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист
Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Таким образом, сущность процесса правки листовых деталей заключается в постепенном растягивании прямых участков листа за счет некоторого утонения материала в этих местах.
Гибка - это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм - плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал.
Гибка деталей - одна из наиболее распространенных слесарных операций. Изготовление деталей гибкой возможно как вручную на опорном инструменте и оправках, так и на гибочных машинах (прессах).

Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом. На заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения. Если эти напряжения не превышают предела упругости материала, деформация, получаемая заготовкой, является упругой и по снятии нагрузки заготовка принимает первоначальный вид (выпрямляется).
Гибка труб в горячем состоянии.
При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной пробкой. Для предупреждения смятия и появления трещин при гибке трубу наполняют мелким сухим песком. После заполнения песком второй конец трубы забивают пробкой, у которой должны быть отверстия для выхода газов, образующихся при нагреве мест изгиба трубы. Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Тонкостенные трубы диаметром больше 30 мм гнут только в нагретом состоянии с наполнителями. После окончания гибки пробки выколачивают и высыпают песок. Плохое, неплотное заполнение трубы песком, недостаточный или неравномерный прогрев перед гибкой приводят к образованию складок или разрывов.
Гибка труб в холодном состоянии выполняется при помощи различных приспособлений.
Простейшим приспособлением для гибки труб диаметром до 10—15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри, служащие упорами при гибке.
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 87). Гибочная оправка крепится к верстаку с двух сторон скобами. Трубу для гибки вставляют между гибочной оправкой и хомутиком, зажимают и руками гнут по желобообразному углублению гибочной оправки.
Рис. 87. Приспособления для гибки труб в холодном состоянии: 1 — плита, 2 — подвижный ролик, 3 — рукоятка, 4 — скоба,
5 — труба, 6 — ролик-шаблон, 7 — хомутик
Гибка медных и латунных труб.Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью. Канифоль после гибки выплавляют начиная с концов трубы во избежание разрыва.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии — канифоль, а в нагретом — песок.
Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350—400 °С и охлаждают на воздухе.
Гибка труб в кольцо производится на трехроликовом гибочном станке без наполнителя.
Правильно изогнутыми считаются трубы, не имеющие вмятин, вы- пучин и складок.
При гибке труб необходимо соблюдать следующие условия:
- — тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы;
- — учитывать, что внешняя стенка трубы легче вытягивается, чем происходит посадка внутренней стенки;
- — трубу гнуть плавно, без рывков: появившиеся складки правят молотком.
Развальцовка (вальцевание) трубзаключается в расширении (раскатывании) концов труб изнутри специальным инструментом (вальцовкой). Для этого вальцовочное приспособление зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отверстие, а затем ударами молотка по оправке развальцовывают конец трубы до необходимых размеров.
Правила гибки металла
Соблюдение правил гибки металла позволяет минимизировать процент брака на производстве и исключить возможность возникновения несчастных случаев. Для каждого типа металлической заготовки применяются свои правила гибки. Выбор метода зависит от способа обработки, состава, формы изделия и т. д.
При ручной гибке правила допускают определенную погрешность при изготовлении деталей. Чем выше процент автоматизации на производстве, тем требования жестче, а результат, соответственно, точнее.
Ключевые характеристики гибки металла
Под гибкой понимают такую обработку металлов, в процессе которой из-за оказываемого на заготовку давления меняется ее продольная ось.

Гибка бывает нескольких видов:
- П-образная (двухугловая);
- М-образная (одноугловая).
- многоугловая.
Гибка металлов осуществляется несколькими способами:
- При свободной гибке не требуется фиксации центра симметрии детали, сгибание осуществляется за счет нажима рабочего инструмента (пуансона) на поверхность обрабатываемой заготовки. На форму готовой детали влияет конфигурация пуансона.
- В процессе гибки калибрующим ударом обрабатываемую деталь помещают в матрицу. От ее конфигурации зависит форма готового изделия.
- С помощью роликовых матриц, в которых рабочий инструмент поворачивается, формируя конфигурацию детали.
Отличительной чертой гибки является значительная разница в сетке макроструктуры, которая зависит от направления сгибания. Этот нюанс необходимо учитывать при работе с металлами и сплавами небольшой и средней пластичности, поскольку при совпадении направления волокон и оси деформации заготовки в процессе штамповки вероятность ее разрушения минимальна. Если направления не совпадают, частицы металла могут расслаиваться, приводя к возникновению неисправимых дефектов.
Согласно правилам гибки металла до начала обработки требуется:
- сравнить предельный радиус гиба с фактической толщиной детали;
- уточнить направление волокон металла;
- выяснить, каков предел текучести материала заготовки;
- уточнить, насколько допустимо отклонение конфигурации готовой детали.
Уточнение перечисленных данных необходимо при работе с тонколистовыми металлами. Правила гибки труб и ряда разновидностей профильных металлов (кругов, шестигранников, уголков и т. д.) требуют уточнения допустимой относительной деформации готовой детали.
Гибка металлов не является энергоемкой штамповочной операцией. В процессе обработки не требуется приложения большого усилия, при выборе оборудования следует ориентироваться на такие параметры, как длина рабочей зоны и скорость перемещения деформирующего инструмента. Выполнять гибку тонколистовых металлов зачастую можно при помощи ручных станков – профилегибов, трубогибов и др.
Правила гибки металла и специфика его деформации требует использования станков с пониженным числом ходов. В связи с этим более предпочтительными являются не гидравлические, а механические кривошипные прессы. Например, профилирование относится к одному из видов автоматизированной неглубокой гибки.
Основные правила гибки металла
Правила гибки листовых и полосовых металлов требуют точного расположения разметочной риски в тисках. Риска должна находиться на том же уровне, что и губки тисков в сторону изгиба, перекосы недопустимы. Заготовки из полосового металла толще 3 мм изгибают исключительно в сторону неподвижной губки.

В соответствии с правилами, прежде чем приступать к гибке заготовок из полос и прутков (уголков, различной формы скоб, крючков, колец и пр.), требуется предварительный расчет длины деталей и общей длины развертки элементов. В процессе разметки следует отмечать места гиба, пользуясь при необходимости мерными оправками.
Массовое производство деталей типа скоб требует использования оправок, соответствующих размерам деталей, поэтому необходимость в текущей разметке области изгиба отсутствует.
Правила гибки листового и полосового металла с использованием необходимых приспособлений требует работы в соответствии с прилагаемой инструкцией по эксплуатации.
Независимо от используемой технологии гибки газовых или водопроводных труб, шов должен быть на внутренней стороне изгиба.

Правила гибки металла вручную
Для работы с небольшими по размеру деталями используют тиски. Заготовку с вкладышем или оправкой, в точности повторяющими форму изгибаемого элемента, фиксируют в тисках, а затем ударами молотка огибают по вкладышу. Если необходимо выполнить гибку детали сложной конфигурации и после первоначальной операции невозможно зафиксировать деталь тисками, используются вставки.

Во избежание повреждения заготовок из-за рифленой поверхности тисков, пользуются нагубниками – уголками, изготовленными из мягких материалов (мягкой стали, латуни). При работе с заготовками, которые невозможно зафиксировать между губками, в тиски вставляют оправку или вкладыш и уже по ним изгибают деталь.
При необходимости обработки единичных заготовок больших размеров их размещают на плитах и огибают по краям плит. Таким образом работают, например, с деталями из листового металла.
Для оптимизации работы с партией таких деталей изготавливается специальное гибочное приспособление.
В соответствии с правилами гибки металла, работа со стальными трубами, диаметр которых составляет 10–30 мм, осуществляется в холодном состоянии. Во избежание образования в процессе обработки складок в сжатой области трубы, в нее засыпают наполнитель (для этой цели используется мелкий сухой песок). Делают это следующим образом: на один из концов трубы устанавливают деревянную заглушку, внутрь засыпают песок, после уплотнения наполнителя второй конец трубы также закрывают заглушкой.

Согласно правилам гибки металлов, для работы с трубами требуются специальные трубогибочные приспособления, в основании которых неподвижно крепится шаблон или ролик. Радиус гибки зависит от радиуса ролика. Второй ролик – изгибающий – крепится к рычагу, поворачивающемуся вокруг оси неподвижного элемента оборудования. На роликах располагаются желобки, размеры которых соответствуют размерам трубы.
Трубу размещают между роликами и фиксируют при помощи скобы. В процессе обработки рычаг поворачивается, в результате чего происходит гибка трубы подвижным роликом по неподвижному на требуемый угол.
Правила безопасности при гибке металла
Правила безопасности при работе с заготовками на листоправильном оборудовании требуют перед началом обработки проверки заземления и исправности ограждающих элементов. Для контроля функционирования пусковых и выключающих устройств необходимо несколько раз запустить станок вхолостую и выключить его.

При правке заготовок с вырезами (окнами) детали подаются за край, а не за вырезы во избежание травмирования мастера, поскольку существует риск затягивания рук в станок. В целях минимизации опасности получения травм при работе необходимо использовать брезентовые рукавицы.
Правила гибки металлов на гибочных станках с ручным приводом требуют предварительной проверки состояния следующих элементов оборудования:
- гибочных линеек;
- траверсов;
- винтового прижима.
Запрещена гибка металла с большей толщиной, чем указано в технической документации к оборудованию.
Обработка металлических изделий на гибочных прессах и профилегибочных установках требует следующих предварительных действий:
- обязательного ознакомления с инструкциями, регламентирующими технику безопасности;
- проверки состояния заземления;
- осмотра ограждений, пусковых и выключающих элементов;
- проверки правильности размещения штампов и роликов.
Правка и гибка выполняются с помощью молотка, тщательно закрепленного на ручке. Боек молотка следует проверить на предмет отсутствия трещин, забоин и заусенцев. Насадка молотка на ручку также нуждается в периодической проверке.
Обрезки металла собираются и складируются в специальную тару – это необходимо для минимизации риска травмирования (порезов) ног и рук мастера.
Для очистки листов металла используются сначала металлические щетки, затем ветошь.

Правка выполняется с использованием надежных подкладок, не допускающих скольжения заготовок при ударе.
Рабочие для удержания заготовки должны пользоваться при правке кузнечными клещами.
На одной из заглушек, устанавливаемых на трубу, перед засыпкой песка делается отверстие, через которое будут выходить газы. В противном случае существует вероятность разрыва трубы.
Гибка горячих труб требует использования рукавиц, чтобы не допустить ожогов рук.

Правила безопасности при гибке металла требуют также:
- надежной фиксации заготовок в слесарных тисках;
- использования исправного оборудования;
- размещения оправки и инструментов как можно дальше от края верстака;
- расположения левой руки не вблизи места сгиба при работе с проволокой;
- аккуратного выполнения гибки во избежание травмирования пальцев рук;
- использования рукавиц и застегнутых халатов.
Дефекты, возникающие при нарушении правил гибки металла
Основными изъянами, возникающими при несоблюдении правил гибки металла, являются:
- утяжина в зоне изгиба;
- трещины;
- складки;
- неточности размера и формы деталей.

Из-за данного дефекта искажается форма детали и снижается ее прочность. Для ликвидации недостатка предварительно набирается металл в месте изгиба либо высаживается заготовка в процессе обработки.
Они появляются на участке изгиба с внешней стороны заготовки, чаще всего при обработке низкопластичного металла (в холодном или подстывшем состоянии). При гибке, к примеру, холодной дюралюминиевой заготовки не только образуются трещины, но и возможно полное разрушение металла.
Соответствие требованиям важно для заготовок, выполненных из высокоуглеродистых, легированных сталей, сплавов. Правила гибки металла требуют выбора подходящего режима обработки, т. е. оптимальной температуры, схемы обработки, минимального радиуса изгиба, последовательности переходов и т. п.
В случае обработки изделий с большим радиусом изгиба, необходимо минимизировать риск появления складок, концентрирующих напряжение и отрицательно воздействующих на прочность деталей.
Причиной возникновения данного дефекта являются ошибки при определении длины (объема) исходной заготовки. Недочет приводит к тому, что деталь получается большей либо меньшей длины, чем необходимо.
Неточность формы может быть вызвана неправильно подобранными переходами гибки, плохой подготовкой заготовки, неверным выбором инструментов или способа обработки, недостаточным опытом мастера.
Правила гибки металла при дефектах и трудностях обработки
При работе с малопластичными сталями (с содержанием углерода более 0,5 %) сложности возникают из-за пружинения, которое приводит к тому, что конфигурация готовой детали не соответствует чертежу. Пружинение является основной проблемой, которую следует учитывать при определении технологического процесса гибки.

Суть явления заключается в упругом последействии материала, несмотря на снятие рабочей нагрузки. Результатом является искажение формы заготовки (фактический угол пружинения может достигать 12–150°), дефект отрицательно влияет на точность сопряжения готовой детали со смежной.
Ликвидация или уменьшение пружинения возможны следующими приемами:
- Компенсацией угла пружинения за счет соответствующего изменения настройки рабочей части пуансона и матрицы. Чтобы способ был эффективным, необходимо знать марку металла/сплава либо характеристики его прочности, в т. ч. предел временного сопротивления. В ряде случаев возникает необходимость в проведении технологических проб на загиб. Так, выяснив, что угол пружинения равен 100°, следует увеличить рабочую кромку пуансона на аналогичный угол.
- Изменением рабочего профиля матрицы, что приводит к постоянному контакту заготовки по всей деформируемой длине с активным рабочим инструментом. Это достигается за счет технологических поднутрений или выемок (при возможности) в матрице.
- Повышением пластичности металла путем его отжига до начала штамповки. Высокоуглеродистые стали отжигаются при температуре от +570 °С до +6 000 °С, низкоуглеродистые – при +180–2 000 °С.
- Гибкой в горячем состоянии, поскольку при повышении температуры металла улучшаются его пластические характеристики. Однако в этом случае необходимо дополнительно очистить и поверхность заготовки, и рабочую плоскость матрицы от окалины после каждого хода пуансона.
При соблюдении правил гибки металла получаются высококачественные изделия, а также минимизируется риск причинения вреда здоровью мастеру, работающему с заготовками.
Читайте также: