Виды брака при резке металла
Обновлено: 04.10.2024
Лазерная резка металла на станках с ЧПУ используется в основном для раскроя листа по сложному контуру. При этом все достоинства технологии сохраняются независимо от сложности процесса, изделия отличаются чистотой реза и точностью размеров при условии соблюдения технологии.
Резка лазером на станке с ЧПУ осуществляется по специальным чертежам, которые должны быть оформлены в особом формате. В нашей статье мы расскажем обо всех особенностях лазерной резки металла на станке ЧПУ.
Конструкция станка с ЧПУ для лазерной резки
Ранее резка по металлу происходила вручную. Однако замена ее на лазерную привела к появлению новых деталей и узоров, которые создаются теперь с высокой точностью и скоростью.
Управление механизмами и мощностью лазерного луча происходит с помощью ЧПУ.
Оборудование имеет оптику состоящую из:
- трубки лазера;
- головки излучателя;
- отражающих зеркал;
- линзы, с помощью которой происходит фокусировка.
Газовая смесь накачивается в трубку лазера. Затем формируется луч. Для этого в получившуюся газовую среду дается напряжение. Образовавшийся луч фокусируется зеркалами, линзами и направляется в установленную точку. После чего он обрабатывается в заданных направлениях головкой излучателя, которая перемещается над материалом.
Лазерный луч имеет большую мощность, что дает ему возможность проникнуть в любой материал. Такой способ резки не деформирует последний, благодаря чему резать можно любой мягкий материал, например, резину, пластик или бумагу. В случае, когда толщина не очень велика, мощности лазера хватает и для резки металла.

Плюсы и минусы лазерной резки металла на станках с ЧПУ
Основными преимуществами данного метода являются следующие:
- Раскрой с помощью механических инструментов приводит к потерям материала, который уходит на пыль и стружку. Помимо этого, отходы забивают отверстия и линию реза, затрудняя проведение работ. Данные недостатки отсутствуют у лазерной резки.
- Материалоемкость резки лазером минимальна, ведь толщина реза стремится к 0,1 мм. Таким образом, потери материала ничтожны.
- Не происходит образования пыли и стружки. Отходами можно назвать лишь испарения, для удаления которых используется система вентиляции воздуха.
- Конфигурация реза благодаря ЧПУ может быть любая, даже самая сложная.
- Материал может быть практически любым. Лазерное оборудование позволяет резать не только металлы, но некоторые виды других заготовок.
- Известна способность металла деформироваться при воздействии на него высокой температуры. Однако лазерный луч позволяет сделать настолько узкий рез, что тепло мало воздействует даже на его края. Торцы сохраняются ровными и чистыми. Заготовка не деформируется.
- Кромки остаются острыми. Иногда этого требует сам процесс производства. Для получения скругленных краев требуется использование особых технологий.
- Лазерная резка достаточно экономична. Ведь, несмотря на высокую стоимость обработки, точность кроя и его скорость окупают весь процесс.
- Использование ЧПУ делает создание макета значительно легче, позволяет изготавливать детали высокой сложности и выполнять работу точно. Созданный конструктором макет загружается в компьютер, обслуживающий оборудование, где его можно подкорректировать с учетом используемого материала.
Рекомендуем статьи по металлообработке
Лазерная резка металла на станках с ЧПУ имеет ряд недостатков:
- Высокая стоимость оборудования. Аппаратура для резки лазером не относится к дешевой. Еще совсем недавно ее использовали редко именно из-за высокой стоимости. Несмотря на то, что сейчас цена значительно упала, множество производств не могут себе позволить закупить такое оборудование. Впрочем, дороговизна станка зачастую компенсируется в процессе производства, что рассматривалось нами выше.
- Ограничение толщины металла. Лазерная аппаратура не в состоянии работать с толщиной материала более 2 см. Таковы особенности луча лазера. К сожалению, от используемой установки это не зависит.
- Металлы, имеющие свойство отражения, не могут быть обработаны данным способом. Таким материалом является, например, чистый алюминий. Лазерный же луч представляет собой частицы, движущиеся в направленном потоке, которые можно отразить. Металлы, обладающие отражающим свойством, должны обрабатываться механическим способом.
- КПД данного оборудование – достаточно низкий. Данный показатель у лазерного оборудование равен всего 15 %, что сильно сказывается на работе с материалом, чья толщина более 1,2 см, так как увеличивается расход времени и энергии на его обработку.
- Возможные сложности с программным обеспечением. Сбой в работе программ приводит к невозможности правильной работы даже при исправных основных элементах оборудования. Несмотря на надежность современного ПО, данный недостаток может проявиться в любой момент.

Технологии лазерной резки металла на станках с ЧПУ
Существует три вида лазеров для резки металла в зависимости от типа рабочей среды:
1. Твердотельные лазеры.
Основным элементом такого оборудования является осветительная камера. Внутри нее размещено рабочее тело и источник получения энергии. Последней является лампа-вспышка газоразрядная. Ее рабочее тело – это стержень, который может быть выполнен из рубина, неодимового стекла, алюмо-итриевого граната, который легирован иттербием или неодимом. По краям данного стержня располагают отражающее и полупрозрачное зеркала. Луч лазера, отражаясь в процессе прохождения по стержню, усиливается и выходит сквозь полупрозрачное зеркало.
Твердотельными являются также волоконные лазеры. Усиление излучения у них происходит в стекловолокне. Энергия исходит из лазера на полупроводниках.
Чтобы до конца разобраться в работе лазера, рассмотрим оборудование, где рабочее тело – гранатовый стержень, легированный неодимом, чьи ионы выступают в качестве активного центра. Газоразрядная лампа источает энергию, которую усиленно поглощают ионы, переходя в состояние возбуждения. Это значит, что у них появилась лишняя энергия.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Возвращаясь в первоначальное состояние, ионы отдают излишек энергии в виде фотона. Последний является электромагнитным излучением, или светом. Он подталкивает остальные ионы к возвращению в исходное состояние. Получается лавинообразный процесс. Зеркала направляют движение луча. Отражая фотон, они множественно возвращают его в рабочее тело. Тем самым зеркала помогают образовываться фотонам и усиливают излучение. Основными характеристиками такого лазера являются концентрация энергии на высоком уровне и низкая расходимость луча.
2. Газовые лазеры.
В таких установках рабочим телом становится углекислота, а также ее смесь с гелием и азотом. Происходит прокачка газа через газоразрядную трубку. Возбуждение проходит в результате электрических разрядов. Излучение усиливается с помощью зеркал – полупрозрачного и отражающего. Конструкции таких лазеров имеют свои особенности, которые влияют на их виды: поперечной/продольной прокачки или щелевые.

3. Газодинамические лазеры.
Виды брака при лазерной резке металла на станках с ЧПУ
Причин возникновения брака во время резки может быть две. Во-первых, он появляется при нарушении различных норм работы, например, при изменении скорости работ. Во-вторых, в результате применения материалов плохого качества.
Для получения высококачественной продукции необходимо регулярное обслуживание аппаратуры, а также точное исследование тестового экземпляра еще до запуска его в серию.
В процессе лазерной обработки возможен такой брак:
- Облой, называемый еще грат, представляющий капли металла, которые затвердели на краях заготовки. Очищение детали от них происходит вручную, что может изменить геометрию изделия. Это совершенно недопустимо при изготовлении сверхточных деталей.
- Неровная кромка, возникающая при нерегулярности обслуживания оборудования, а также в результате истирания линейных направляющих и прочих компонентов. Еще одной причиной такого брака может стать плохое закрепление на рабочем столе обрабатываемого листа металла, имеющего небольшой вес.
- Вихри или бороздки на выходе. Они могут появиться при резке определенных материалов, имеющих достаточно большую толщину, поскольку происходит отрыв потока газа и возникновение вихря. Решением данной проблемы может стать смена режимов обработки и давления газа на выходе из сопла.
При обработке толстых листов материала важное значение имеет вспомогательный газ, который убирает расплав из реза, очищая его.
Мощность излучения лазера для резки толстолистового металла должна быть повышена. Впрочем, следует учесть, что ее увеличение в процессе обработки может привести к сложностям в получении качественного одномодового лазера. Скорость резки при возрастании толщины заготовки значительно падает и края реза становятся шероховатыми, появляется грат.
Качество обработки падает при резке толстых листов металла, у которых высоко соотношение ширины разреза к толщине заготовки. Причина – в ослабевании силы воздействия газа на расплав и плохое удаление последнего из реза. Вспомогательный газ оказывает большое воздействие на качество резки металлов, чья толщина ≥ 2,5 см. Специалисты считают данную проблему одной из самых важных в современной технологии лазерной резки.

Требования к чертежам для лазерной резки металла на станках с ЧПУ
Процесс лазерной обработки происходит по специальным чертежам, содержащимся в векторных файлах. Станок лазерной резки металла с ЧПУ управляется программой, которая может принимать несколько форматов файлов, таких как: AI, DXF, CDR, PLT. Наиболее легкими в работе считаются два из них: AI (Adobe Illustrator, версия которого не ранее седьмой) и CDR (CorelDraw, версия до X3). Впрочем, чертежи можно сделать и в других программах, лишь бы их распознавал станок.
Существует несколько особенностей, знание которых важно для подготовки рисунков и векторных чертежей для лазерной обработки:
- Линии и их толщина. Луч лазера проходит по заготовке, оставляя рез, заложенный в программе. Тонкая узкая щель на чертеже должна быть обозначена прямоугольником, а не толстой линией. Линии на картинке должны быть обозначены Hairline или 0,001 px, что означает тонкий абрис. Толстые линии следует сделать отдельными объектами. Порядок действий: в Inkscape следует выбрать «Контур/Оконтурить объект(обводку)», а в CorelDraw – «Упорядочить/Преобразовать абрис в объект».
- Линия, которая дублирует аналогичную. Нередко возникают двойные линии, расположенные друг над другом. Лазерный аппарат при этом дважды режет одно и то же место, что может привести к порче детали.
- Ширина разреза. Необходимо принимать во внимание наличие у лазерного луча собственной толщины, несмотря на небольшой размер. Ширина реза при обработке различных материалов отличается, но его размер не выше 0,2 мм. При производстве сборных деталей на чертеже следует делать наложение соприкасающихся граней.
- Цвет для линий. Каждый слой на чертеже имеет свой цвет. При необходимости проведения резки в определенном порядке полосы следует окрашивать в различные цвета. А в аннотации надо обозначить очередность обработки для всех цветов линий. В прочих случаях чертеж делают в одном цвете, приоритетным является черный.
- Заливка определенным цветом. Не следует делать заливку частей чертежа ни текстурой, ни цветом, поскольку программа не в состоянии распознать ее. А для оператора это вызывает затруднения в работе.
- Размер чертежа и его масштаб. Абсолютно все схемы должны иметь масштаб 1:1. Размер же изделия или набора изделий не должен быть более 49х29 см, что является размером рабочей поверхности.
- Повтор детали. При необходимости произвести несколько одинаковых изделий делают чертеж одного из них. Программа самостоятельно их размножит и правильно расположит. Вручную эту работу делать не нужно.
- Растровые изображения. Лазерное оборудование распознает только векторный чертеж, растровую графику просто игнорирует.
- Зазоры изделий. Детали с одной линией реза следует размещать встык, только не делать дублирующих линий (смотрите п. 2). Остальные изделия надлежит располагать с определенным зазором, величина которого зависит от толщины металла. Если толщина менее 2 мм, то зазор делается равным ей или более; если толщина более 2 мм, то зазор должен быть равен 4 мм или быть больше.
Достаточно часто встречается ситуация, когда заказчик работ имеет только растровый чертеж. Это может быть отсканированный документ или нарисованная картинка, как в электронном, так и в бумажном виде. В таком случае чертеж необходимо перевести в векторный формат. Такая работа стоит не менее 600 рублей за 1 час времени специалиста. Конечная стоимость оговаривается при анализе первичной документации.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Резкой называют процесс разделения заготовки на части заданных размеров и формы. Резку применяют для получения заготовок заданных размеров и формы из сортового и листового проката, а также прорезей и отверстий в заготовках. Современные методы резки обеспечивают высокопроизводительную обработку заготовок практически любых размеров и из материалов с любыми физико-механическими свойствами.
Различают следующие технологические методы резки.
1. Распиливание ножовками, ленточными и дисковыми пилами. Используется для резки сортового проката.
2. Резка ножницами. Применяется для резки листового проката.
3. Резка на металлорежущих станках (токарных, фрезерных и др.).
4. Анодно-механическая, электроискровая и светолу-чевая (лазерная) резка. Эти методы применяют в тех случаях, когда другие методы не обеспечивают достаточной производительности и требуемого качества. Например, они используются для резки высокопрочных материалов по сложному и точному контуру и т. д.
5. Ацетиленокислородная резка. Ее используют для резки заготовок значительной толщины из углеродистой стали. Она не обеспечивает высокой точности, приводит к изменению структуры и химического состава материала в месте реза. Однако она широко распространена в условиях единичного производства благодаря своей простоте, высокой производительности и универсальности.
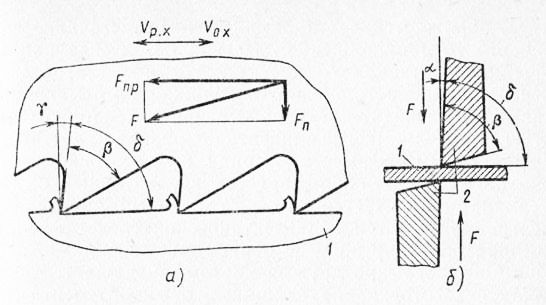
Рис. 1. Распиливание (а) и резка заготовок на ножницах (б): 1 — заготовка, 2 — ножи; у — передний угол, а — задний угол, Р — угол заострения, 8 — угол резания
Резка может производиться как вручную, так и механически.
Физическая сущность резки основана на различных способах разрушения материала заготовки в месте реза.
При распиливании и резке на металлорежущих станках сила F, приложенная к режущему клину, направлена под острым углом к обрабатываемой поверхности. Поэтому режущий клин срезает материал и превращает его в стружку. При резке на ножницах сила F, приложенная к режущему клину, перпендикулярна обрабатываемой поверхности. Поэтому инструмент разрезает материал без образования стружки.
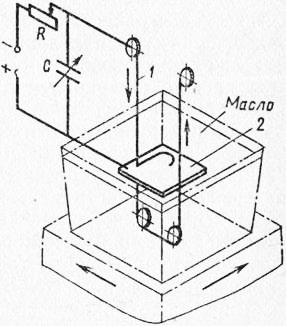
Электроискровая резка основана на электрической эрозии (разрушении) материала заготовки. Конденсатор С, включенный в зарядный контур, заряжается через резистор R от источника постоянного тока напряжением 100—200 В. Когда напряжение на электродах (инструменте) и (заготовке) достигнет пробойного, между их ближайшими микровыступами происходит искровой разряд продолжительностью 20—200 мкс. Температура разряда достигает 10 000—12 000 °С. В месте разряда на заготовке мгновенно расплавляется и испаряется элементарный объем материала и образуется лунка. Удаленный материал в виде гранул остается в диэлектрической среде (масле), в которой проходит процесс обработки. Разрядами, следующими непрерывно друг за другом, разрушается весь материал заготовки, находящийся от инструмента на расстоянии 0,01—0,05 мм. Для продолжения процесса обработки электроды необходимо сблизить, что делается автоматически.
При ацетиленокислородной резке металл заготовки в месте реза сначала подогревают ацетиленокислород-ным пламенем до температуры его воспламенения в кислороде (для стали 1000—1200 °С). Затем в это место направляют струю кислорода и металл начинает гореть. При этом выделяется столько теплоты, что ее достаточно для поддержания непрерывного процесса резки.
Анодно-механическая резка основана на комбинированном разрушении материала заготовки — электрическом, химическом и механическом. Постоянный ток, проходящий в месте реза между заготовкой и инструментом, вызывает электрическую эрозию поверхности заготовки. Образующиеся расплавленные частицы материала выносятся из зоны обработки вращающимся инструментом — диском. Одновременно электролит, подаваемый в зону обработки, под действием электрического тока образует на поверхности заготовки пленки оксидов, которые удаляются тем же вращающимся инструментом.
Инструменты для резки. При распиливании в качестве режущих инструментов применяют ножовочные полотна (для ручной и механической ножовок), ленточные и дисковые пилы. Ножовочные полотна и ленточные пилы представляют собой тонкую ленту из быстрорежущей или легированной (Х6ВФ, В2Ф) стали с мелкими зубьями в виде клиньев на одной или двух сторонах. Ленточные пилы получают путем сгибания ленты в кольцо и спаивания ее концов высокотемпературным припоем. У дисковой пилы зубья расположены на периферии диска. Режущие зубья закаливают до твердости 61 — 64 HRQ . Для того, чтобы инструмент не заклинивал в узком пропиле, его зубья разводят.
При выборе инструмента для распиливания в первую очередь следует учитывать длину пропила и твердость обрабатываемого материала.
При длинных пропилах необходимо выбирать полотна с крупным шагом зубьев, а при обработке тонкостенных заготовок — с мелким. В резании должны одновременно участвовать не менее трех зубьев.
Чем выше твердость обрабатываемого материала, тем больше должен быть угол заострения. Образующаяся в этом случае стружка имеет форму запятой и плотно укладывается в небольшом пространстве. При обработке мягких материалов следует применять инструменты с большим пространством для стружки. Положительный передний угол повышает производительность, так как в этом случае зуб режет, а не скоблит материал заготовки.
Для обработки высокопрочных материалов применяют ножовочные полотна с синтетическими алмазами на рабочей поверхности.
Для резки листового материала применяют режущие инструменты в виде ножей, которые чаще всего выполняются съемными. Ножи бывают с прямолинейными, криволинейными и круглыми (роликовыми и дисковыми) режущими кромками.
При анодно-механической резке в качестве инструмента используют тонкие диски из мягкой стали. На электроискровом станке в качестве инструмента для вырезания применяют непрерывно перемещающуюся проволоку.
Оборудование и приспособления для резки. В условиях инструментального цеха небольшие заготовки режут ручной ножовкой. Ножовочное полотно крепят в рамке так, чтобы зубья были направлены от рукоятки.
Ручные рычажные ножницы предназначены для резки листового материала. В инструментальных цехах используют небольшие переносные ножницы. На них можно разрезать листовую сталь толщиной до 4 мм, алюминий и латунь — до 6 мм.
Ручные ножницы предназначены для резки листового материала, изготовления заготовок с криволинейным контуром, вырезания в заготовках отверстий сложного контура. Для прямолинейного реза применяют ножницы с прямыми широкими ножами. Если верхняя режущая кромка расположена справа относительно нижней, то ножницы называются правыми, а если слева — левыми. Для получения наружных криволинейных резов используют ручные ножницы с изогнутыми широкими ножами. Вырезание внутренних криволинейных контуров производят ножницами с узкими изогнутыми ножами.
Механическую резку листового материала выполняют ручными электроножницами, виброножницами, а также на роликовых, многодисковых и листовых ножницах.
Последовательность и приемы работ при резке. Резке предшествует разметка. Затем выбирают метод резки, оборудование и инструмент.
Большое значение для качественной обработки имеет правильное выполнение приемов резки. Расположение заготовки и инструмента при ручной резке должно быть таким, чтобы разметочная риска постоянно была доступна для наблюдения. При большой длине реза нажим на ножовку увеличивают, при малой — уменьшают. Так как зубья ножовки особенно легко ломаются в начале и в конце реза, в эти моменты нажим на нее должен быть минимальным.
Ручные ножницы при резке следует раскрывать на 2/3 длины режущих кромок. В этом случае они легко захватывают заготовку и хорошо режут. Плоскость резания всегда должна быть перпендикулярна разрезаемой поверхности заготовки. Перекос ведет к заеданию, смятию кромок и появлению заусенцев.
Большое значение имеет правильная регулировка инструмента. Так, при слабом натяжении ножовочного полотна в ручной ножовке рез получается косым. Большой зазор между ножами ведет к образованию заусенцев. Появление заусенцев при правильно отрегулированных ножах является сигналом об их затуплении.
Выполняя резку ручной ножовкой, следует стоять свободно и прямо, вполоборота к тискам.
Дефекты при лазерной резке металлов: брак в фото и способы его устранения

Резка при помощи лазера – высокоточный способ раскроя. При правильных настройках оборудования и внимательности оператора вероятность брака на выходе практически нулевая. Как и необходимость дополнительной обработки. Однако существует человеческий фактор, и незначительной, на первый взгляд ошибки достаточно, чтобы деталь или заготовка не соответствовали чертежам или требованиям заказчика. Причины появления дефектов, способы их устранения рассматриваем в статье.
Как выглядит брак и как его избежать
Основных причин появления дефектов при лазерной резке немного: неправильно выставленные настройки станка, ошибочно используемый режим работы (скорости, положения фокуса и пр.), плохой уход за рабочим полем (сор и пыль также могут привести к появлению брака), ошибки оператора. Наиболее распространенные дефекты выглядят так:
Прочно налипший на конструкционную сталь бисерообразный грат со скошенными книзу желобками образуется, если положение фокуса высоко (+ от номинала), а также при резке на больших скоростях. Чтобы избежать подобного дефекта необходимо изменить положение фокуса в минус от предыдущего значения с шагом 1.0, понизить скорость на 10%.
Грат с крошками, выбоины на поверхности металлического листа/заготовки появляются при низком положении фокуса (в минусе от номинала), налипание крошек происходит на высокой скорости и избыточном давлении кислорода. Метод устранения: понизить скорость резки на 5-10 %, поднять фокус в + от предыдущего значения.

Образование раковин, выдувание металла – последствие работы с высоким давлением режущего газа, с неправильно подобранными скоростью и мощностью. Дефект возможен, если не откалибровано расстояние до металла. Вероятность подобного брака сводится к нулю, если понизить скорость на 10%, давление на 1 бар, мощность на 5%.

Разрыв металла со стороны врезания на сечении 14-20 мм, большой кратер при прокалывании. Такой брак – следствие низкого положения фокуса, возможно неправильное расстояние d, неправильные параметры врезания "Твр", "р", "RC","Тпр", большое сопло дюзы. Чтобы не допустить бракованной партии и купить лазерную резку металла нужного качества, требуется увеличить фокус, поднять или опустить d (с шагом 0.2 мм в зависимости от последующего результата), поменять дюзу с меньшим соплом, сбросить параметры врезания на номинал.

Еще один вариант брака из-за неправильно настроенного оборудования – крупные гребешки, скос, высокая ребристость, которые не убираются фокусом. Причины – высокое давление режущего газа, неправильно подобрана мощность, высокая скорость; если по 1 стороне, то проблема с линзой, соплом. Способы устранения: понизить: скорость резки на 5-10%, давление на 0.1-0.3 бар, мощность на 10 %; если по 1 стороне - почистить линзу, поставить новую дюзу по сечению.
Заваривание отверстий по среднему контуру, сильное оплавление, не прорезание на обратной стороне могут образоваться, если поверхность листа неоднородная, ржавая или происходит перегрев детали в процессе резки. В зависимости от причины следует зачистить лист, увеличить время продувки и время охлаждения углов

Лист не прорезается по одной стороне. Это следствие не отцентрированного сопла, возможен дефект линзы и поверхности и сопла дюзы. Чтобы не забраковать партию сырья необходимо центрировать сопло, почистить или заменить линзу, поставить новую дюзу.

Очевидный дефект – прожиг заготовки, вкрапления и выбоины на срезе, при резке происходит закипание шлака и выплескивание его наружу, как следствие не прорезание. Причина – вкрапления в металле, неоднородная структура заготовки. Именно поэтому к давальческому сырью, поступающему от заказчика и выдвигаются определенные требования. Невозможно получить деталь высокой точности с идеальными параметрами, если «исходник» недостаточно качественный. Наладкой возникшую проблему решить нельзя. Как вариант можно прорезать данный участок на очень низкой скорости порядка 30-40 %.

Оплавление по среднему контуру (заусенец), расплавление и выдувание металла на обратной стороне S=14-20 мм могут возникнуть при резке лазером на высокой скорости, с большим давлением реж. газа, с низким положением фокуса. Во избежание брака целесообразно понизить скорость резки на 5-10 %, поднять фокус в + от предыдущего значения, снизить давление на 0.1 бар.

Отклонения от плоскостности сверх допускаемых значений возникает при высвобождении внутренних напряжений металла при резке, неправильном хранении сырья. Единственный способ устранить дефект – правка деталей.
Как видите, главные преимущества лазерной резки металла могут исчезнуть, если работу выполняют с нарушением технологий работ, неграмотной настройкой. Поэтому важно доверять сырье и раскрой специалистам, который обнаружат возможный брак на ранних этапах, выполнят изменение программы, обеспечат точность. Только так реально получить качественные, соответствующие чертежам детали и не использовать сырье в убыток себе.
Брак штампованных поковок
Риски на поверхности поковок, представляющие собой мелкие открытые царапины глубиной 0.2—0,5 мм и просматриваемые до дна, возникают при прокатке металла вследствие задиров и заусенцев на прокатных валках ( рис. 7, а ).
Волосовины — тонкие (волосные), не просматриваемые до дна трещины на поверхности поковок глубиной 0.5-1.5 мм, возникают при прокатке в результате раскатки в длину подкорковых газовых пузырей стального слитка и обнажаются в результате окисления при нагревах и последующем травлении ( рис. 7. б ).
Закаты — заусенцы, возникающие от неправильной калибровки или износа ручьев в прокатных валках и закатанные в виде диаметрально противоположных складок глубиной более 0,5 мм ( рис. 7, в ).
Рис. 7. Виды брака исходного материала и заготовок
В отличие от дефектов штамповочного или закалочного происхождения перечисленные выше дефекты материала всегда обнаруживаются на поверхности поковки и строго следуют перегибам ее контура ( рис.7, м ).
Плены представляют собой брызги жидкой стали, застывшие на стенках изложницы и раскатанные при прокатке в виде отслаивающихся с поверхности пленок толщиной до 1,5 мм ( рис. 7. г ). После штамповки остаются на поверхности поковок.
Расслоения обнаруживаются в виде трещин по срезу заусенца или в виде расслаивания поковок на две части по плоскости разъема штампов ( рис. 7. д ); дефект обнажается при обрезке заусенца ( рис. 8 ). Расслоения являются следствием усадочной раковины или рыхлости.
Рис. 8. Образование расслоения в поковке шатуна: а — заготовка с дефектом перед штамповкой; б — выжимание дефекта в заусенец при штамповке
Шлаковые включения — все инородные включения, попадающие в жидкую сталь (шамотины. песочины и др.); выявляются при резке заготовок, если включение попадает на линию среза ( рис. 7, е ), а также при просмотре микро- и макрошлифов.
Флокены представляют собой скопления или гнезда мельчайших трещин ( рис. 7, ж ), видимых при осмотре на срезах заготовок в виде белых хлопьев или пятен. Поковки, отштампованные из металла, пораженного флокенами, растрескиваются при закалке, иногда с отделением кусков; обнаруживаются непосредственно при закалке, при снятии припуска в процессе механической обработки или же при поломке детали.
Несоответствующая марка стали (несоответствующий химический состав стали). Брак по несоответствию химического состава или марок стали обнаруживается при испытании твердости, пробой по искре или стилоскопом, а также при растрескивании деталей в процессе закалки, при поломке деталей во время правки после цементации и закалки или в эксплуатации. Для избежания брака по этой причине рекомендуется унифицировать размеры профилей в кузнечно-штамповочном цехе таким образом, чтобы на одном участке не встречалось одинаковых профилей, резко различных по свойствам марок стали, главным образом стали цементуемой и улучшаемой.
Несоответствующие размеры профиля материала приводят к браку на штамповке — по неполной фигуре (маломерный профиль), по недоштамповке (увеличенный профиль) и по зажимам.
Брак, возникающий при резке заготовок
Различают следующие виды брака при резке заготовок: косой срез - торец наклонен к оси заготовки ( рис. 7, и ); заусенцы и искривление конца заготовки ( рис. 7, к ); грубый срез или скол с вырывом металла ( рис. 7, л ); торцовые трещины ( рис. 7, з ); несоответствие заготовок по длине или весу (короткая заготовка или малая заготовка).
Косой срез зависит не только от зазора между ножами, но и от профиля вырезов в ножах и от того, под каким углом к передней плоскости ножей подается разрезаемая штанга.
Торцовые трещины появляются при резке главным образом металла крупных профилей. Под действием возникающих остаточных напряжений материал растрескивается иногда через 2-6 ч после резки.
Зимой брак по торцовым трещинам особенно возрастает, так как низкая температура способствует растрескиванию металла даже при резке малых профилей (менее 50 мм).
Торцовые трещины на поковках легко выявляются по расположению их на концах и торцах поковок. Применение подогрева проката до 300°С перед резкой на заготовки полностью исключает появление торцовых трещин.
Несоответствие заготовки по длине вызывается неправильной установкой упоров, недостаточно жестким их креплением и неполной подачей прутка до упора при резке. Заготовки, нарезаемые по заданному весу, следует взвешивать при наладке упоров на точных весах, лучше всего на циферблатных с ценой деления 5-10 г.
Брак, возникающий при нагреве заготовок
Перегрев — см. здесь. Состояние перегрева характерно для всех штампованных поковок, так как процесс штамповки ведется в интервале температур 1250-1100° С.
Для исправления перегрева и улучшения механических качеств, как правило, предусматривается нормализация всех штампованных поковок. Исключение иногда делается только для неответственных поковок, изготовляемых из стали 10 и 20.
При высокочастотном индукционном нагреве с методической подачей заготовок в индуктор пропуск хотя бы одного толкания (передержка заготовок в индукторе на один период толкамин) приводит к возникновению весьма опасных внутренних трещин, расположенных в зоне наибольшего напряжения, возникающего при горячем деформировании заготовки. Этому виду брака подвержены все заготовки, одновременно находящиеся в индукторе.
Брак, возникающий при штамповке
Брак, возникающий при штамповке . Вмятины представляют собой следы заштампованной и в дальнейшем вытравленной или обитой окалины. Вмятины имеют глубину до 3 мм, что приводит к браку при механической обработке или к ослаблению рабочего сечения детали в черных местах. Они являются результатом плохой обивки окалины с заготовки перед» укладкой ее в формовочные ручьи.
Характерные виды брака при штамповке на кривошипных горячештамповочных прессах
Брак при штамповке на кривошипных горячештамповочных прессах . Незаполнение фигуры : в нижних полостях чистового ручья, — из-за накопления в них продуктов сгорания смазки; на высоких выступах и ребрах — из-за отсутствия или неправильного расположения газоотводящих отверстий во вставках штампа; в «углах» на тонких сечениях поковки, примыкающих к мостику для заусенца — вследствие того, что металл вытекает в заусенец без достаточного торможения ( рис. 11 ).
Брак при штамповке выдавливанием
Брак при штамповке выдавливанием . Прессутяжина ( рис. 14 ) возникает вследствие изменения направления течения верхних слоев металла (непосредственно под пуансоном) с горизонтального на вертикальное. Устраняется снижением скорости деформирования.
Брак, вызываемый ошибками при конструировании штампов
Характерной особенностью конструктивного брака является систематическая повторяемость брака одного и того же вида с высоким процентом отбраковки. Наиболее характерны следующие виды.
Недостаточный припуск на обработку . Проявляется в виде «черноты» или при отсутствии черноты в виде мягких пятен и недостаточной твердости после закалки токами высокой частоты вследствие неполного удаления обезуглероженного слоя.
Негодная макроструктура — неправильное направление волокна на травленых разрезах поковки по основным рабочим сечениям. При конструировании штампов для поковок и выборе размеров и формы исходной заготовки категорически запрещается направлять волокно поперек направления рабочих напряжений, возникающих в детали при ее эксплуатации, а также пересекать напряженные сечения детали волокнами центральной загрязненной зоны исходного проката.
Систематический перекос штампов происходит, когда конструктор не предусмотрел в штампе направляющих или выбрал неправильно линию разъема.
Систематическое незаполнение фигуры штампа , особенно высоких выступов, ребер и «уголков» устраняется только правильным сочетанием размеров предварительного и окончательного ручьев в штампе.
Систематическое образование зажимов в определенных местах поковки. Зажим может происходить от несоответствия радиуса закругления в гибочном ручье с контуром фигуры в черновом и чистовом ручье.
Невыдерживание размеров от заданной базы (при формальном выдерживании других сопутствующих размеров), что приводит к окончательному браку при механической обработке.
Происходит при несоблюдении «Правила о единстве базы» кузнечной и механической обработки ( рис. 18 ). Для устранения такого брака необходимо в чертеже поковки «привязать» основные контрольные размеры к «черным» базовым поверхностям, по которым деталь базируется при механической обработке, обеспечить стабильное выполнение этих размеров при изготовлении поковок, предусмотреть их проверку соответствующими шаблонами и контрольными приспособлениями.
Рис. 18. Брак по зарезанию и утонению стенки в продольной рулевой тяге из-за несогласования баз. Вместо общей длины L + 2l, операцию высадки следует налаживать по размерам L/2, l и 1
Кривизна готовых поковок является следствием неэффективного способа правки. Для контроля и правильной наладки правочной операции следует предусматривать изготовление соответствующих контрольных приспособлений.
Брак при термической обработке
Недостаточная твердость . Основные причины возникновения брака:
- неполная закалка (низкая температура нагрева под закалку, недостаточная выдержка или непрогрев при закалочной температуре, недостаточная активность охлаждения):
- завышенная температура отпуска;
- обезуглероживание поверхности при многократных нагревах;
- несоответствие химического состава стали (пониженный процент углерода и легирующих составляющих).
Повышенная твердость . Основные причины возникновения брака:
- быстрое охлаждение после нормализации;
- заниженная температура отпуска;
- недостаточная выдержка при нагреве в нормализационной или отпускной печи;
- несоответствие химического состава стали (повышенный процент углерода и легирующих составляющих).
Пестрота твердости — чрезмерная разница в твердости на одной поковке, определяется измерением твердости на одной поковке в нескольких точках. Основные причины возникновения брака:
- недостаточный прогрев при термообработке (чрезмерная загрузка, недостаточная выдержка);
- быстрое охлаждение после нормализации (на сыром песке, под дождем и т. п.);
- местное обезуглероживание;
- близкое расположение ликваци онной зоны металла к поверхности детали, например, в зоне среза заусенца.
Вязкость (плохая обрабатываемость режущими инструментами при нормальной твердости) определяется выборочно по микроструктуре или опыт ной обработкой в механических цехах. Сплошной контроль осуществляется на магнитных приборах. Основные причины плохой обрабатываемости:
- мелкозернистая структура;
- наличие в перлитной стали зернистого или сорбнтообразного перлита вместо пластинчатого;
- наличие в высокоуглеродистой стали цементита и пластинчатого перлита вместо зернистого перлита.
Закалочные трещины — тонкие разветвляющиеся трещины, глубоко проникающие в тело поковки. В случаях резкой закалки закалочные трещины представляют собой криволинейные разрывы в местах перехода от тонких сечений к толстым или на тонких ребрах и кромках. Основные причины возникновения закалочных трещин:
- чрезмерная скорость охлаждения;
- резкое различие в содержании углерода в местах среза заусенца и в соседних слоях металла (поковки с тонкими сечениями и сложной формой) ( Для предупреждения закалочных трещин такие поковки, как шатуны, перед закалкой в воде должны проходить нормализацию или изготовляться из стали, закаливающейся в масле .);
- несоответствие химического состава стали (повышенный против установленного по ГОСТу процент углерода, хрома или марганца);
- загрязненный металл с резкой ликвацией.
Брак, возникающий при очистке поковок от окалины
Окалина на поверхности поковок, оставшаяся вследствие поспешной очистки или применения несоответствующих способов очистки. При удалении окалины в травильных ваннах этот вид брака возникает от недостаточной концентрации кислоты при избытке железного купороса.
Перетравленность - ноздреватость поковок вследствие передержки их в травильной ванне с чрезмерной концентрацией кислоты.
Забоины при очистке - механическое повреждение поковок с изменением размеров при совместной очистке в барабанах или дробеструйных установках крупных и мелких поковок.
Брак поковок, выявляемый механической обработкой
Кроме перечисленных видов брака, в процессе обработки резанием могут обнаружиться следующие виды брака поковок.
Чернота на обработанных местах детали в результате недостаточного припуска на обработку или кривизны поковки.
Вмятины — отдельные углубления и раковины в местах детали, на которых глубина вмятин от заштамповки окалины на поковке превысила фактический припуск на обработку. Остатки окалины на дне вмятин представляют особую опасность для зуборезного инструмента и протяжек.
Тонкая стенка , обнаруживаемая при сверлении отверстий или при обработке одной из плоскостей. Этот вид брака является следствием перекоса поковки по плоскости разъема штампа ( рис. 19, а ), кривизны или отклонений поковки по длине.
Перечисленные виды брака могут возникать также и от погрешностей механической обработки, главным образом от погрешностей или неточностей базирующих устройств или неправильного выбора базовых поверхностей для обработки резанием.
Рис. 19. Исправление заточкой незначительного перекоса в поковке на базовой поверхности: а — влияние перекоса на образование тонкой стенки: б — заточка н выравнивание базовой поверхности исправляет поковку и позволяет получить годную деталь
Брак литья
Бракованной, не пригодной к эксплуатации, называют такую отливку, которая имеет, хотя бы один, неисправимый и недопустимый по техническим условиям дефект.
Классификация дефектов литья предусмотрена ГОСТом, который определяет 22 вида дефектов: заливы, коробление, корольки, наросты, недолив, отбел, пригар, раковины газовые и шлаковые, рыхлоты или пористость, спаи, трещины горячие и холодные, ужимины, несоответствие металла стандартам и техническим условиям по химическому составу, микроструктуре и физико-механическим свойствам, несоответствие веса отливок стандартам, механические повреждения.
Брак может быть по следующим основным причинам: несоблюдение технологии, ошибки при конструировании детали и ошибки при проектировании технологического процесса изготовления отливки.
Основные виды брака отливок и меры его устранения
Короблением называется изменение размеров и контуров отливки под влиянием усадочных напряжений. Причинами этого вида брака могут быть нерациональность конструкции отливки (например, разностенность), что приводит к образованию внутренних напряжений; неправильный подвод металла, ухудшающий равномерность его остывания; неправильные состав или температура заливаемого металла, вызывающие чрезмерную усадку; неправильный режим охлаждения отливки и недостаточная податливость формы и стержней.
Газовыми раковинами называются пустоты, расположенные на поверхности или внутри отливки. Форма раковины сферическая или округленная, поверхность гладкая блестящая. Раковины могут быть одиночными или расположенными гнездами различного объема. Раковины обнаруживают в большинстве случаев при механической обработке.
Газовые раковин ы появляются в том случае, когда в металле большое содержание газов вследствие плохого качества исходных материалов или неправильного режима плавки; неправильно проведено модифицирование металла. Пониженная газопроницаемость или повышенная влажность формовочных и стержневых смесей; повышенное содержание газообразующих веществ в формовочных и стержневых смесях; чрезмерное местное смачивание формы при вытаскивании модели; недостаточная вентиляция форм и стержней; недостаточно просушенные формы или стержни; неправильная окраска форм и стержней (выделяется большое количество газа); применение окисленных жеребеек или металлических вкладышей (окислы, разлагаясь, образуют газ); чрезмерно высокая температура металлической формы; низкая температура заливаемого сплава, не обеспечивающая выхода из него газов; чрезмерно быстрое заполнение формы, в результате чего воздух из формы не успевает удалиться; неправильная конструкция отливки, не обеспечивающая отвод газа из стержня или имеющая много горизонтальных поверхностей, также могут служить причинами образования газовых раковин.
Песчаными раковинами называются закрытые или открытые раковины, полностью или частично заполненные формовочным материалом. Причины такого брака следующие: местное разрушение и засорение форм при сборке; недостаточная прочность формовочной и стержневой смесей или красок; применение неисправных моделей, что приводит к подрыву формы; неправильное крепление отъемных частей модели; недостаточное крепление выступающих частей формы; слабая или неравномерная набивка формы и стержней; несоответствие размеров знака стержней и формы, что приводит к обжиму формы и ее засорению при сборке; неправильный подвод литниковой системы, что приводит к размыву формы или стержня; обвал формы при установке груза; нетехнологичность конструкции отливки, т. е. наличие в отливке углублений, которые образуют непрочные тонкие выступы и острые углы в форме; недостаточная величина галтели, а также отсутствие или недостаточность литейного уклона в отливке.
Усадочными раковинами называются открытые или закрытые пустоты в теле отливки, имеющие шероховатую поверхность с грубокристаллическим строением.
Рыхлотами или пористость ю называется крупнозернистое и неплотное строение сплава с наличием межкристаллических пустот большей или меньшей величины.
Причинами брака по усадочным раковинам и рыхлотам могут быть неправильная конструкция отливки, не обеспечивающая равномерного ее охлаждения (имеются местные скопления металла); недостаточное питание отливки жидким металлом в процессе затвердевания из-за неправильного расположения прибылей, выпоров и литников, неправильные размеры и установка холодильников (металлических вкладышей); повышенное содержание элементов, способствующих увеличению усадки; чрезмерно высокая температура заливки.
Шлаковыми раковинами называются открытые или закрытые пустоты, полностью или частично заполненные шлаком. Причины такого брака: окисленная и загрязненная шихта и загрязненные флюсы; нестойкие огнеупоры, способствующие обильному выделению шлаков; низкая температура металла и низкая его жидкотекучесть, препятствующие отделению шлака от металла в ковше и литниковой системе; неправильная литниковая система, не отделяющая шлака; разрушение фильтровальной сетки вследствие непрочности стержневой смеси или недостаточной сушки; нерациональное устройство ковшей, дающее плохое отделение шлака; небрежная очистка металла от шлака в ковше перед заливкой и небрежная (с пропуском шлака) заливка металла в формы; нераскисленный металл.
Трещинами горячими и холодными называют разрывы сквозные и несквозные или надрывы в стенах отливок. Поверхность излома в горячих трещинах, поскольку они появляются при высоких температурах, всегда окислена; в холодных трещинах поверхность излома совершенно чистая или покрыта легким цветом побежалости. Трещины обнаруживаются постукиванием, гидропробой и способом магнитной дефектоскопии.
Причинами появления горячих и холодных трещин могут быть неправильная конструкция отливки с резким переходом от толстых к тонким сечениям; острые внутренние углы в отливках; сопротивление форм и стержней нормальной усадке металла из-за чрезмерной плотности набивки; неправильно подготовленный состав формовочной и стержневой смесей, малая податливость их, неправильное расположение ребер опок или каркасов в стержнях, что препятствует усадке отливки; неправильный химический состав, т. е. повышенное содержание элементов, увеличивающих усадку или уменьшающих предел прочности при высоких температурах; неправильный режим заварки и термической обработки; заливка слишком горячим металлом и неправильный подвод металла, что ухудшает равномерное остывание отдельных частей отливки; удары при отбивке литников или при транспортировке отливок, имеющих большие внутренние напряжения.
Недолив и спай . Недолив характеризуется тем, что при заливке конфигурация и размеры отливки остаются частично невыполненными из-за недостаточного заполнения формы металлом. Спай — сквозные или поверхностные с закругленными краями потоки преждевременно застывшего металла.
Причинами такого брака являются: недостаточное количество металла в ковше, низкая температура сплава при заливке и недостаточная жидкотекучесть его; уход металла из формы вследствие неплотной сборки; недостаточная вентиляция формы и стержня, вызывающая повышенное давление газов в форме; недостаточное сечение литниковой системы; нерациональная конструкция отливки из-за наличия слишком тонких незаливающихся стенок.
Дефекты поверхности . На поверхности отливок из медных сплавов часто наблюдаются червеобразные или осповидные углубления, пятна и оловянносвинцовистые выделения.
Причины образования червеобразных углублений следующие: сравнительно медленное заполнение сплавом полости формы; перегрев жидкого металла с образованием окислов, что способствует выделению окиси цинка и отложению других окислов на поверхности отливки.
Осповидные углубления образуются из-за употребления при плавке чрезмерно большого количества жидкоплавких флюсов, которые попадают из ковша в форму.
Оловянистые выделения образуются вытеснением легкоплавких составляющих из основного раствора в периферийную часть отливки. Черные пятна разных размеров появляются на отливках в том случае, когда в стержневую смесь добавлено излишнее количество муки и патоки.
Ликвация , или неоднократность химического состава по сечению отливки, чаще встречается в алюминиевых, сплавах АлЗ, Ал5, в стальном литье и других из-за высокой температуры заливки, недостаточного перемешивания жидкого металла перед разливкой, избытка присадок, усиливающих склонность к ней.
Читайте также: