Виды лазерной обработки металлов
Обновлено: 04.07.2024
Лазерная резка – передовая технология обработки различных материалов, как натурального, так и искусственного происхождения — дерева, фанеры, пластика, стекла, кожи, оргстекла и других. Она позволяет быстро, экономично и сверхточно выполнить любую поставленную задачу. Такой способ обработки широко применяется в различных сферах деятельности – торговле, медицине, автомобилестроении, космонавтике, оборонпроме и прочих. Возможности лазерной резки также активно используют для бытовых и коммерческих целей: изготовления сувениров, рекламной продукции, предметов интерьера, декоративных элементов и других.
Что такое лазерная резка и как она работает?
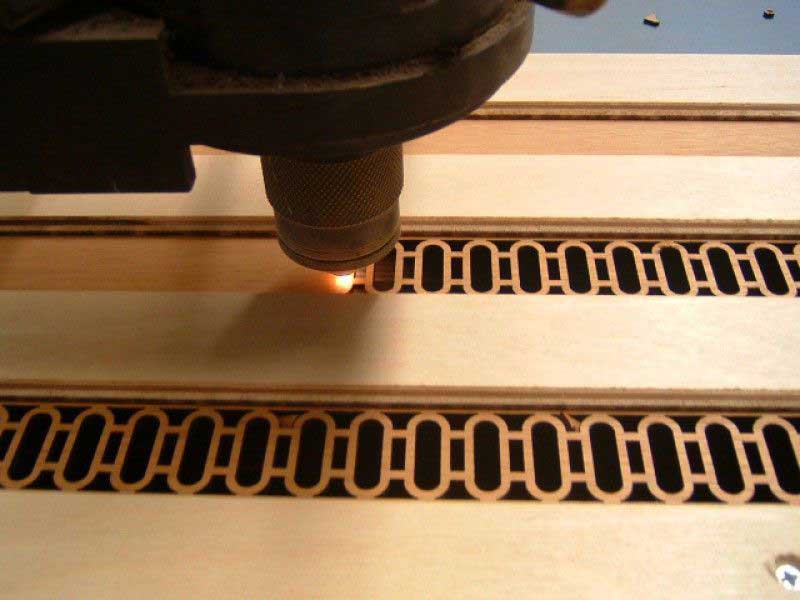
Лазерная обработка – это термическое воздействие на поверхность материала точно сфокусированным лучом, выполняющим роль режущего инструмента. В зависимости от мощности, обрабатываемого материала и его толщины, лазерный луч может делать на заготовке сквозные прорези или оставлять на ее поверхности художественную гравировку (рисунки, надписи, орнамент). Принцип действия довольно простой. Под воздействием высокой температуры лазер меняет структуру материала в месте обработки – одновременно расплавляя и испаряя его. В отличие от ручной обработки, остающиеся после раскроя материала отходы не имеют вида стружки – они фактически «исчезают», испаряясь под действие лазерного луча.
Лазерный луч – тепловой источник с огромной концентрацией мощности: 100 000-10 000 000 Вт/кв.см.

Особенности лазерной резки различных материалов
Популярность лазерной обработки стремительно растет и находит все новые применения. Неудивительно, ведь в отличие от других способов раскроя, лазерная резка имеет ряд преимуществ:
- высокая мощность лазерного луча и точный раскрой материала (до 0,01 мм) сокращает отходы до минимума;
- за счет высокой скорости резки процесс кроя материала проходит в кратчайшие сроки;
- ширина реза лазером меньше миллиметра, что позволяет вырезать даже очень мелкие детали любой формы и конфигурации;
- после обработки лазером остается аккуратный гладкий срез, не требующий дополнительной обработки;
- благодаря минимальному термическому воздействию и бесконтактному способу обработки отсутствует риск повреждения заготовки, что позволяет
- раскраивать любые материалы, в том числе хрупкие и деликатные;
- с помощью ЧПУ станка можно выполнять лазерную обработку материала любой сложности;
- процесс резки полностью автоматизирован.
Еще одна особенность лазерной технологии — возможность делать различные виды обработки материала: 2D, 3D, шлифовку, гравировку, фигурный раскрой и другие. Лазерный станок позволяет создавать эксклюзивные дизайнерские изделия из оргстекла, пластика, дерева, кожи, керамики, фанеры, бумаги, ткани и других органических и неорганических материалов.
Заполните заявку прямо сейчас и мы свяжемся с вами в ближайшее время
Закажите лазерную резку и гравировку прямо сейчас и наш консультант свяжется с вами в ближайшее время
Вы также можете узнать расчет стоимости указав параметры заказа: размеры изделия, материал, количество и т.д.
Расчет стоимости
Профессиональная лазерная резка и гравировка по доступной цене
Заказав услугу лазерной резки или гравировки в нашей мастерской «Laser365», Вы получите полный комплекс услуг – от разработки шаблона до изготовления продукции любой сложности и количества. Чтобы узнать расчет стоимости, заполните форму, указав параметры заказа: размеры изделия, материал, количество и т.д. Если возникли вопросы, свяжитесь с нами по телефону (посмотреть) или закажите «обратный звонок».
Технология лазерной резки металла
Лазерная резка металла — это процесс нагревания и разрушения металла при помощи лазерного луча. Международное название технологии — Laser Beam Cutting (LBC).
На сегодняшний день существует 3 основных способа работы лазера по металлу:

- Плавление — наиболее распространенный способ, который подходит для большого количества материалов. Луч лазера разогревает поверхность металла до температуры плавления, которая различается у видов сырья. При правильно подобранном режиме металл расплавляется только по срезу, целостность кромок сохраняется. В зону обработки бьет поток сжатого газа, который выдувает расплавленный металл, охлаждает края, предотвращает плавление и деформации на срезах. Например, присутствие кислорода при резке нержавеющей стали или алюминия грозит окислением места среза, поэтому поверхность обдувается азотом. Алгоритм движения составлен на базе информации о материале (толщине, температуре плавления) и заложен в программное обеспечение, которое управляет действиями оборудования. Эта технология отличается высокой точность, скоростью и экономичностью.
- Горение — способ лазерной резки металла, который оптимизирует обработку черных металлов, но не подходит для цветных металлов и стали с высоким содержанием легирующих элементов. Воздействие кислорода дает в несколько раз больше тепловой энергии, чем работа лазера. Себестоимость процесса и время обработки уменьшаются. Методика имеет недостаток — горят кромки некоторых материалов. Затраты на постобработку срезов могут превысить экономию непосредственно резки. Выбор технологии лазерной резки “горение” определяет материал. Например, черная сталь в процессе обработки не образует оксидов или позволяет легко удалить их. Сплавы алюминия и нержавеющая сталь при контакте с O₂ окисляются, поэтому при раскрое этих материалов поступление кислорода отсекают струей азота.
- Испарение — используется редко, востребован только при резке тонкостенных изделий или листов малой толщины. Луч работает не сплошной струей, а короткими импульсами, рассчитанными на то, чтобы расплавить и испарить металл, не задев ничего вокруг, например, подложку (в изделиях). Воздушный напор удаляет технический мусор из рабочей области. Эта методика требует значительно большего нагрева материала. Например, алюминий плавится при 660 ํС, а закипает при 2 519 ํС. Соответственно, нужно почти в четыре раза больше энергии. Процесс более затратный, поэтому оправдан только в случаях, где не справляются другие технологии.
Таким образом, лазерная резка методом плавления — оптимальное соотношение цены и качества для большинства материалов.
Оборудование для лазерной резки
Устройства классифицируют по разным параметрам. По типу рабочей среды — источника лазерного излучения — выделяют три вида приборов:
- Твердотельные системы. В осветительном модуле располагается твердое рабочее тело и газоразрядная лампа высокой мощности. Рабочим телом может служить стержень из рубина, неодимового стекла и других материалов. Края стержня оснащены зеркалами: полупрозрачным и отражающим. Луч лазера, созданный рабочим телом, набирает мощность, благодаря множественным отражениям и выходит наружу через полупрозрачное зеркало.
- Газовые устройства. В них работает CO₂ (отдельно или в комплексе с гелием и азотом). Углекислый газ активизируют электроразряды. Для увеличения мощности также используют систему зеркал.
- Газодинамические приборы обладают самой высокой мощностью. Активным веществом тоже является оксид углерода (CO₂), разогретый до температуры в диапазоне от 726 до 2726 °С. Он активизируется при помощи дополнительного лазерного луча небольшой мощности. Проходя через специальное сопло, газ меняет состояние и становится источником излучения. Этот вид оборудования самый дорогостоящий.
Выбор вида лазерной резки зависит от материала, который необходимо обработать.

ЧПУ, использующие углекислый газ, отлично справляются со сваркой, раскроем, гравировкой металла, стекла, пластика и другого сырья. Оборудование твердотельного типа эффективно для резки алюминия, меди, серебра, латуни. Не работают с неметаллическими материалами.
Качество лазерной резки. От чего оно зависит?

Под качеством лазерной резки обычно понимают точность, качество реза (минимальную шероховатость, прямые стенки), скорость предоставления услуг.
Результат работ зависит от многих составляющих:
- Типа и размеров детали;
- Правильной настройки оборудования для лазерной резки;
- Технического состояния ЧПУ-станка;
- Качества разработки макета.
Чтобы получить нужный результат, необходимо учесть все эти параметры. При соблюдении правил использования, лазерные резаки обеспечивают точность до 0,1 мм.
Скорость резки обусловлена мощностью оборудования, толщиной и теплопроводностью обрабатываемого материала. Чем выше показатель, тем быстрее отводится тепло с рабочего участка, соответственно требуется больше энергии. Например мощности лазера в 600 Ватт достаточно для резки титана или черных металлов, но мало для меди или алюминия.
Особенности резки отдельных металлов

Индивидуальные свойства материалов требуют применения различных технологий лазерной резки. Сплавы и цветные металлы обрабатывают на станках мощностью не ниже 1 кВт, для работы с черными металлами будет достаточно мощности от 0,5 кВт.
Раскрой высокоуглеродистых сталей осуществляется в основном по газолазерной технологии с применением кислорода. Благодаря сильной тепловой реакции в зоне воздействия лазера, увеличивается скорость обработки металлического листа.
Этот метод дает высокое качество реза. Для фигурной резки, например, заготовок с острыми углами или отверстиями, в комплексе с лазерным лучом используют инертный газ.
При обработке изделий или листов из нержавеющей стали, используют азот, который транспортируют в рабочую область под давлением до двадцати атмосфер. Учитывая высокую прочность сырья, лазерная резка — практически единственный метод качественной обработки нержавеющей и оцинкованной стали.
Работа с цветными металлами требует аппаратов больше мощности, например твердотельного типа.
Для взаимодействия с латунью, алюминием и сплавами с его содержанием используют инертный газ под давлением до десяти атмосфер. Кромки получаются хорошего качество, возможно небольшое образование грата, который легко удалить.
Медь обладает высокими теплопроводными свойствами. Оптимальная толщина листов для раскроя лазером не больше 0,5 мм. Большая толщина требует значительных расходов, что не является экономически целесообразным.
Альтернатива лазерной резке металла
В современной металлообработке эффективно используют четыре технологии резки металла:
- Лазерная;
- Плазменная;
- Газовая;
- Гидроабразивная.
Каждый способ имеет свои преимущества и недостатки по отношению к различным видам материалов.
Плазменная резка металла
Плазменная резка — технология раскроя металла, при которой в качестве режущего инструмента выступает струя плазмы. К преимуществам относится возможность работы с любыми сырьем: цветными, тугоплавкими и другими сложными металлами. Еще один плюс технологии — создание резы любой формы, в том числе сложной геометрической.
Плазменная резка немного проигрывает лазерной в качестве кромок, соответственно и в точности. При лазерной обработке кромки имеют большую степень соответствия по перпендикулярности.
Для материалов толще 6 мм плазменный метод занимает меньше времени и затрат энергии по сравнению с лазерным. Однако при работе с тонкими материалами и изготовлении деталей сложной геометрии использование лазера эффективнее ввиду большей точности и максимального соответствия техническому заданию.

Газовая резка металла
Суть процесса газовой резки заключается в следующем: газ ацителен или пропан разогревает материал обработки до 1000-1200⁰С, затем подключается кислород, который загорается при контакте с раскаленным металлом и режет его. Технология подходит для материалов, температура горения которых ниже, чем плавления: для сталей с низким и средним содержанием легирующих элементов. Преимущества метода в невысокой стоимости, простоте, мобильности оборудования. Однако он подходит не для всех материалов, точность резки значительно уступает лазерной и плазменной.

Гидроабразизная резка металла
Рабочим инструментом при гидроабразивной резке выступает смесь воды с абразивными частицами (зерна карбида кремния, электрокорунда, других твердых веществ, гранатовый песок). Вода поступает в режущую головку под давлением до 6000 атмосфер, оттуда она со скоростью около 1000 м/сек (и выше) вырывается в камеру, где смешивается с абразивом. Смешанная струя разрушает целостность металла и смывает отрезанные частицы. Важная особенность гидроабразивной резки состоит в том, что обрабатываемые поверхности практически не нагреваются, что дает методу массу неоспоримых преимуществ.
Технология имеет ряд плюсов:
- Работа с любыми материалами;
- Высокое качество реза благодаря отсутствию пригорания и плавления поверхности;
- Возможность обработки термочувствительного сырья;
- Отсутствие вредных выделений в рабочем процессе;
- Пожаробезопасность работ.
К недостаткам можно отнести более низкую скорость в сравнении с плазменной и лазерной обработкой, высокую стоимость оборудования и себестоимость процесса.

Из рассмотренных вариантов лазерная резка — наиболее универсальный инструмент. Кроме непосредственного раскроя устройства используют для лазерной гравировки металла, маркировки, разметки и прочих операций.
Практическое применение технологии лазерной резки
Производство изделий при помощи лазерного оборудование состоит из нескольких этапов:
- Формирование идеи продукта.
- Разработка художественного эскиза.
- Создание технического макета модели.
- Изготовление тестовой детали на ЧПУ-станке.
- Контроль параметров и доработки в случае необходимости.
- Запуск серийного производства.
Созданию технического макета нужно уделить особое внимание, так как от его точности будет зависеть качество готового изделия.

Станки используют форматы программ AutoCAD, CorelDraw, поэтому чертежи для лазерной гравировки или резки должны быть выполнены в этих программах.
Требования к макетам для лазерной резки
- Масштаб чертежа 1:1.
- Замкнутые внешние и внутренние контуры.
- CIRCLE, LINE, ARC — команды для создания контуров.
- Команды ELLIPSE, SPLINE не поддерживаются.
- При наложении линий друг на друга лазерный резак будет проходить по одной и той же траектории несколько раз.
- В чертеже для лазерной резки должно быть указано количество деталей и рабочий материал.
- Вся информация о чертеже должна быть размещена в одном файле.
Ценообразование в услугах лазерной резки металлов
Цена услуг зависит от ряда составляющих и меняется в зависимости от технического задания.
Что влияет на стоимость услуг лазерной резки металла
- Вид металла. Например, резка черных металлов, стали и нержавейки стоит в 2-3 раза дешевле резки меди, латуни, титана, алюминия и его сплавов.
- Толщина листа. Чем больше толщина, тем выше цена. Нестандартные технические задания рассчитываются индивидуально.
- Сложные формы деталей. Чем больше требуется резов для достижения результата, тем выше цена.
Эти и ряд других параметров, которые оговариваются с заказчиком, формируют стоимость лазерной резки и гравировки.
О компании
Адрес: Санкт-Петербург, Петровский пр., д.20 литер Я (около д. 20 литер В)
Режим работы:
Понедельник - пятница
10:00 - 18:00
Полезные статьи
Работаем по всей России
Высокоточное производство
Пользовательское соглашение
Типы лазерной резки
Впервые лазер, работающий в инфракрасном диапазоне за счет рубинового стержня, был создан в 1960 году. Прикладная квантовая физическая наука развивалась, изначальные системы накачки усиливались, установки и оптические резонаторы совершенствовались, лазерные лучи становились все более мощными и управляемыми. В этой статье поговорим о том, какие типы лазерной резки существуют на сегодняшний день и какое оборудование используется в процессе обработки металлов.
Плюсы и минусы лазерной резки
По сравнению с прочими технологиями обработки металлов резка лазером обладает рядом неоспоримых преимуществ:
- При помощи лазерной резки можно обрабатывать металлы различной толщины – медные – от 0,2 до 15 мм, алюминиевые – от 0,2 до 20 мм, стальные – от 0,2 до 20 мм, толщина изделий из нержавеющей стали может достигать 50 мм.
- Поскольку режущий инструмент не оказывает механического воздействия на разрезаемый металл, лазерная резка подходит для обработки хрупких и легко деформирующихся заготовок.
- Разные типы обработки лазером подходят для работы с заготовками различной конфигурации, особенно при использовании установок с компьютерным обеспечением. В программу загружается чертеж будущей детали, дальнейшая работа выполняется станком самостоятельно. При этом точность обработки будет очень высокой.
- Выполнение обработки металлов с высокой скоростью.
- При необходимости изготовления небольшой партии деталей можно воспользоваться лазерной резкой , не прибегая к литью и штамповке.
- Благодаря минимальному количеству отходов и чистоте среза, снижается себестоимость деталей, что отражается на их конечной цене
- Лазерная резка является наиболее универсальной технологией обработки, позволяющей справляться со множеством задач.

Конечно, у лазерной резки есть и определенные недостатки. В первую очередь, речь идет о большом потреблении энергии, которое делает эту технологию наиболее дорогостоящей. Впрочем, штамповка, в процессе которой также образуется минимум отходов, а результат отличается высокой точностью и качеством готовых изделий, требует изготовления оснастки, значит, лазерная обработка в итоге является более дешевым способом. Вторым недостатком является толщина обрабатываемых заготовок (максимум – 20 мм).
Типы лазерной резки металла
Независимо от типа лазерной резки, установка включает в себя:
- Источник энергии (систему накачки).
- Рабочее тело, которое создает излучение.
- Оптический резонатор (набор специальных зеркал).
Типы лазерной резки различаются в зависимости от вида и мощности применяемого лазера. Лазерные установки могут быть:
- Твердотельными (мощностью не свыше 6 кВт).
- Газовыми (мощность которых не превышает 20 кВт).
- Газодинамическими (их мощность составляет более 100 кВт).
На производстве чаще всего используют твердотельные лазерные установки с импульсным либо непрерывным излучением. Рабочим телом выступает рубин, стекло с добавлением неодима или CaF2 (флюорита кальция). Основное преимущество таких установок заключается в создании мощного импульса за доли секунды.

Технические и научные цели требуют применения газовых лазеров, в качестве рабочего тела в которых выступает газ – азот, углекислый газ, кислород, гелий. Под воздействием электрического разряда атомы газов возбуждаются, создавая монохроматичный и направленный лазерный луч.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Наиболее мощными являются газодинамические лазеры, в качестве рабочего тела в которых выступает углекислый газ. Максимально нагретый, он проходит через трубку, сильно зауженную посередине. Выходя из трубки СО2 расширяется и охлаждается, создавая энергию, необходимую для резки металла.
Рекомендуем статьи по металлообработке
При помощи газодинамических лазеров можно обрабатывать любые металлические поверхности. Поскольку расход энергии при этом не слишком велик, возможно размещение заготовок на некотором расстоянии от луча, что никак не сказывается на качестве получаемых деталей.
Типы лазерной резки могут быть:
- лазерно-кислородными;
- кислородными с поддержкой лазерным лучом (LASOX).
- с использованием инертного газа;
- лазерной испарительной (сублимационной).
Расскажем подробнее о каждом типе лазерной резки.
1. Лазерно-кислородная обработка.
Этот тип лазерной резки предполагает использование в качестве рабочей среды кислорода. Взаимодействие О2 и раскаленного металла приводит к экзотермической реакции окисления. В результате образуются окислы, выдуваемые из зоны обработки кислородной струей.
К особенностям этого типа лазерной резки относится следующее:
- сфокусированный луч лазера имеет меньший диаметр по сравнению с кислородной струей (диаметр последней около 1-2 мм);
- на ширину реза, которая может составлять меньше 100 мкм, влияет диаметр луча, толщина заготовки и скорость обработки (чем тоньше лист и выше скорость, тем более узкой получается линия реза);
- толщина металла влияет на давление в струе (чем она больше, тем меньше будет давление);
- поскольку луч при лазерно-кислородной резке расширяется, он фокусируется выше, чем обрабатываемая поверхность;
- толщина заготовки влияет на скорость обработки лазером – чем толще заготовка, тем медленнее она будет разрезаться; резать лазером можно стальные листы толщиной не более 30 мм при минимальной скорости в 0,5-0,6 м/мин.;
- меньшая скорость реза отрицательно сказывается на качестве готовых деталей (снижение качества выражается в появлении визуальных дефектов, большей ширине разреза);
- тонколистовые металлы располагают на расстоянии около 0,5 мм от сопла, формирующего луч, и около 3 мм от заготовок, толщина которых достигает 30 мм.
2. Кислородная резка с поддержкой лазерным лучом (LASOX).
Этот тип лазерной резки подходит для заготовок, выполненных из толстолистовой стали. Суть технологии заключается в предварительном нагревании поверхности металла до +1000 °С с последующим направлением на нее сверхзвуковой кислородной струи. Для этого типа обработки характерны ровные и гладкие края заготовок. Глубина реза при этом получается большей, чем при использовании традиционного кислорода.

Для этого типа обработки характерны следующие особенности:
- сверхзвуковая струя формируется под высоким давлением, достигающим 6–10 атм;
- луч имеет меньший диаметр по сравнению с пятном на обрабатываемой поверхности;
- ширина реза совпадает с диаметром луча и чаще всего превышает 3 мм;
- металл располагается на расстоянии 6–8 мм от сопла установки;
- этот тип лазерной резки выполняется с меньшей скоростью, обычно составляющей порядка 0,2 м/мин.;
- использование лазерного оборудования мощностью 6 кВт позволяет разрезать металлы толщиной до 100 мм.
3. Лазерная резка в инертном газе.
Этим типом лазерной резки пользуются при необходимости избежать окисления обработанных металлических кромок. Таким образом режут нержавеющую сталь, алюминий или титан. Поскольку металлические поверхности дополнительно не нагреваются, этот тип обработки менее эффективен, чем названные ранее.
Лазерная резка в инертном газе обладает следующими особенностями:
- чаще всего рабочей средой является инертный газ азот, для резки титана используют аргон;
- из-за высокого давления режущего газа (свыше 10 атм) при обработке используются более толстые фокусирующие линзы;
- капли расплавленного металла из зоны обработки выдуваются сверхзвуковой кислородной струей;
- фокусировка луча происходит исключительно на нижней поверхности листа;
- заготовка располагается на расстоянии 0,5–1 мм от сопла установки;
- этот тип лазерной резки предполагает использование сопла с диаметром до 3 мм;
- сама обработка выполняется с достаточно низкой скоростью.
4. Лазерная испарительная (сублимационная) резка.
Высокоинтенсивное короткоимпульсное (нано- или пикосекундное) излучение возможно в случае применения этого типа обработки лазером.

Она обладает следующими особенностями:
- основная сфера применения – микротехнологии (при необходимости оказания минимального термического воздействия на поверхность материала);
- этот тип лазерной резки обладает очень низким КПД;
- короткой волной, длина которой не достигает даже 1 мкм (это относится к твердотельным и эксимерным лазерам, а также установкам, работающим на парах металлов).
Режимы лазерной резки
Эффективность различных типов лазерной резки зависит от множества факторов, включающих скорость обработки, мощность и плотность лазера, фокусное расстояние для объекта обработки, диаметр лазерного луча. Необходимо также учитывать состав излучения, марку и вид материала заготовки. Например, резка низкоуглеродистых сталей выполняется на 30 % быстрее по сравнению с обработкой заготовок из нержавеющей стали.
Использование обычного воздуха практически в два раза снижает скорость резки в сравнении с установками, использующими кислород. Лазерное оборудование, имеющее мощность 1 кВт, способно разрезать алюминий со скоростью около 12 м/с, титан – 9 м/с (актуально для использования кислорода в качестве рабочего газа).
Выбранный режим резки влияет на качество итогового реза – его точность, ширину разреза, ровность и шероховатость образовавшихся кромок, присутствие на них оплавленного металла (грата), глубину разреза. Однако основное значение имеют такие параметры, как скорость обработки и толщина обрабатываемого металла.
Рассмотрим показатели лазерной резки металлов различной толщины, выполненной на установке, использующей кислород, который поступает в зону резки под давлением 0,5 МПа. Мощность оборудования составляет 1 кВт, диаметр луча 0,2 мм.
Толщина заготовки, мм
Оптимальная скорость резки, м/с
Шероховатость кромок, мкм
Независимо от типа лазерной резки, конечный результат отличается высокой точностью, определяемой в процентном отношении. На точность влияет такой параметр, как толщина заготовки, кроме того, имеет значение цель дальнейшего использования конечных деталей. При работе с металлическим профилем, толщина которого достигает 10 мм, погрешность варьируется от 0,1 до 0,5 мм.
Типы оборудования для лазерной резки
Современные производители выпускают широкую линейку оборудования, предназначенного для различных типов лазерной резки. Современные многокоординатные аппараты приходят на смену шумным и не слишком производительным механическим станкам. На мощность лазерных установок влияют специфика производства и экономическое обоснование конкретных аппаратов. При помощи новейшего лазерного оборудования с ЧПУ можно выполнять резку различных типов металлов с погрешностью, не превышающей 0,005 мм.
Ряд моделей позволяет выполнять резку заготовок площадью до нескольких квадратных метров. При этом персонал принимает минимальное участие в максимально автоматизированном процессе обработки. Чертежи будущих деталей загружаются в ПО установок, программа управляет и лазерным лучом, и рабочим столом, на котором размещаются будущие детали.
Благодаря системам настройки автофокуса аппаратура выбирает наилучшее расстояние, необходимое для достижения эффективной обработки. Температура оборудования регулируется за счет специальных теплообменников, оператор станка получает контрольные данные, относящиеся к текущему состоянию инструмента. Установки имеют клапанные механизмы, позволяющие подключать газобаллонное оборудование, благодаря которому в рабочую зону подаются вспомогательные газы.
Для оптимизации расходов на вытяжную вентиляцию используется система дымоулавливания, включаемая при обработке. Чтобы обеспечить безопасность персонала, зону реза закрывают специальным защитным кожухом. Современное оборудование позволяет облегчить процесс независимо от типа лазерной резки листовых материалов – достаточно задать установке числовые параметры, чтобы получить на выходе готовые детали.
На производительность установок для различных типов лазерной резки влияют параметры станочного комплекса и квалификация специалиста, который создает программный код. Благодаря использованию современных технологий этот тип обработки позволяет максимально роботизировать производство, освобождая человека от выполнения тяжелой работы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Лазерная резка металла: преимущества и недостатки
Полезность и применяемость лазеров была понята далеко не сразу. А первые установки, генерирующие лазерное излучение, вообще считали приборами, для которых сначала нужно найти задачи, которые они способны решать. Сейчас ценность таких установок не подлежит сомнению. Сначала их активно начали использовать автомобильные, авиационные и судостроительные предприятия. Позднее они нашли применение и в других отраслях промышленности.
Как работают установки лазерного излучения
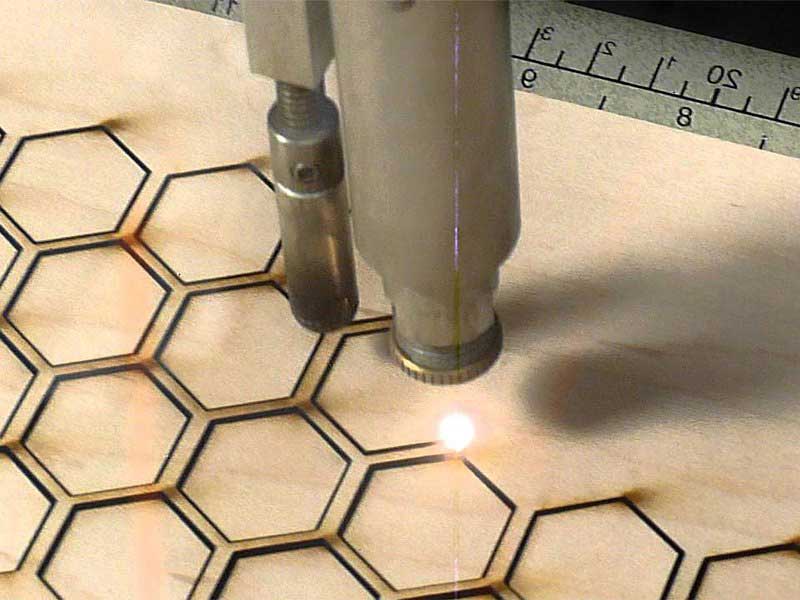
Чтобы понять, как работают установки лазерного излучения, можно вспомнить всем нам знакомый способ выжигания по дереву с помощью увеличительного стекла. В этом случае сфокусированный солнечный свет нагревает ограниченный участок поверхности, на которую направлен.
Лазерное излучение тоже является световым. Для его появления поток света пропускают через несколько оптических призм и зеркал, добиваясь появления сфокусированного узконаправленного луча. Он способен нагревать поверхность, на которую направлен, значительно быстрее и сильнее луча, сфокусированного с помощью линзы, потому что имеет намного меньшую площадь поперечного сечения и значительно бо́льшую силу потока.
Строго говоря, воздействие на поверхность оказывает поток квантов электромагнитного излучения – фотонов.
Хорошей установкой считается та, которая может точно фокусировать и сохранять стабильность лазерного луча. Обработка металла происходит в три этапа: сначала луч нагревает его до температуры плавления, затем материал закипает и начинает испаряться, а после этого рабочий орган установки начинает двигаться по заданной траектории, вырезая деталь нужной конфигурации.
При большой глубине реза для выведения расплавленного металла из рабочей зоны используют струю вспомогательного газа. Это может быть инертный газ, кислород или воздушная смесь. Установки, в которых используется вспомогательный газ, называют «газолазерными резаками».
Кислород очень удобен в качестве вспомогательного газа. Он не только выводит расплавленный металл и его оксиды из рабочей зоны, но и увеличивает скорость работы.

Это установка лазерной резки, которую использует наша компания
Какие установки используют для лазерной резки металла
Для лазерной резки металла можно использовать три вида установок:
- В твердотельных в качестве рабочего тела используют соединения редкоземельных элементов или кристаллы (сапфир, гранат, рубин).
- В газовых – смеси инертных газов.
- В волоконных – оптическое волокно.
Рабочее тело – это основная часть лазерной установки, которая и создает поток фотонов, воздействующих на металл. Для этого его заряжают (накачивают) с помощью источника энергии. Им может быть импульсная или дуговая лампа, лазерный диод, электрический разрядник или взрывчатое вещество.
Современные высокоточные установки лазерной резки металла с ЧПУ способны обрабатывать заготовки площадью несколько квадратных метров и обеспечивать точность работы до 0,005 мм. За счет автоматизации процесса в них минимизирован человеческий фактор.
Так, управление рабочим столом и лазером выполняет программный блок, эффективность резки обеспечивает автоматическая система настройки фокуса, за поддержание температуры установки в приемлемых пределах отвечают теплообменники, а клапанные механизмы своевременно подают в зону реза вспомогательный газ.
Какие металлы можно резать лазером
Самое важное свойство металла для лазерной резки – теплопроводность. Чем она ниже, тем проще сконцентрировать тепло на ограниченном участке. Например, сталь имеет низкую теплопроводность, поэтому плавится и режется быстро. А медь, наоборот, отличается высокой теплопроводностью. В результате тепло быстро распространяется по всему объему разрезаемой заготовки, поэтому для успешной работы понадобится больше энергии.
В целом услуги лазерной резки металла востребованы для таких материалов:
- сталь толщиной до 30 мм;
- алюминиевые сплавы толщиной до 20 мм;
- медь толщиной до 15 мм;
- латунь и нержавеющая сталь толщиной до 12 мм.
Минимальная толщина листового металла для лазерной резки – 0,2 мм.
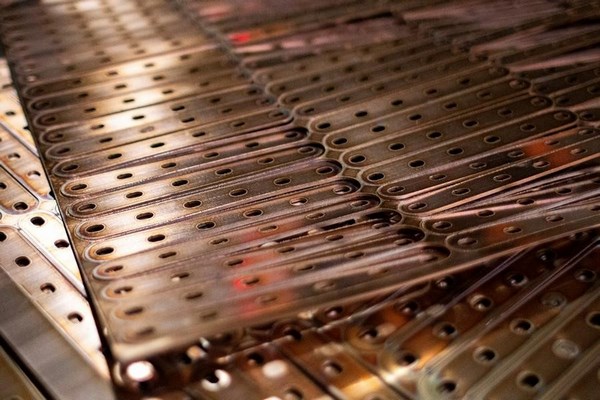
Такие детали можно изготавливать с помощью установки лазерной резки
Плюсы и минусы лазерной резки металлов
К преимуществам лазерной резки мы можем отнести:
- высокую точность работы, позволяющую изготавливать детали сложной конфигурации, а также изделия, имеющие дизайнерскую ценность, и декоративные элементы;
- возможность экономно расходовать металл за счет очень малой площади сечения лазерного луча и низкого процента отходов;
- способность работать с очень тонкими металлами без нанесения повреждений и деформации;
- высокую скорость резки, достигающую 60 м/ч;
- отсутствие необходимости дополнительно обрабатывать кромки полученных деталей после резки лазером;
- возможность обрабатывать разные металлы и сплавы.
Из недостатков следует выделить ограничение по толщине разрезаемого листового металла и высокую стоимость установок.
Заключение
С помощью лазера металл лучше резать в тех случаях, когда нужна высокая точность и качество работы, а заготовка имеет небольшую толщину (чаще всего до 20 мм). При значительной толщине листового проката отличной альтернативной этому способу обработки считается плазменная резка.
Какие бывают виды и способы лазерной обработки материалов
Лазерная резка — технология раскроя разных листовых материалов, с помощью сфокусированного лазерного луча. Это быстрый и экономичный способ обработки, поэтому он успешно используется как на крупных производствах, так и для бытовых и коммерческих целей: изготовления сувениров, рекламной продукции, предметов интерьера и т.п.
В чем отличие видов лазерной резки
Существует несколько видов лазерной обработки материалов. Различают их в зависимости от использования сопровождающего газа и способа воздействия на поверхность. Выделяют три основных вида лазерной обработки:
- Сублимационная лазерная резка. При такой обработке лазерный луч разогревает материал до момента его испарения. Отходы после резки удаляются с помощью азота (или другого инертного газа). Этот вид лазерной резки применим к неметаллическим материалам.
- Газокислородная лазерная резка. В основе — процесс горения, который расплавляет материал с помощью кислорода. При таком виде резки материал нагревается до температуры возгорания. На месте его обработки образуются оксиды, которые в виде шлака удаляются с поверхности. Этот вид лазерной резки используют для раскроя низкоуглеродистых сталей.
- Резка плавлением. При данном методе применяют инертный (неактивный) газ. Лазерный луч плавит материал, просто нагревая его. Такая резка больше подходит для нержавеющих сталей.



Способы лазерной обработки материалов
Лазерной резке поддаются почти все материалы, независимо от степени твердости. Лазер не контактирует с заготовкой непосредственно, поэтому отлично справляется с хрупкими поверхностями, такими как стекло. В зависимости от поставленной задачи, подбирается соответствующий способ обработки лазером: резание листового материала по сложному контуру, прошивание отверстий, сварка, разметка, маркировка, поверхностная термообработка (закалка, отпуск) и другие.
Самый популярный способ лазерной обработки — резка по сложному контуру. Благодаря ряду преимуществ резки лазером эта задача легко выполнима:
- Отсутствие механического контакта инструментов резки с обрабатываемым материалом сводит возможные деформации до минимума.
- Большая плотность и мощность лазера обеспечивает высокую продуктивность без потери качества изделия.
- Несмотря на работу со сложными контурами на плоскости и в объеме, процесс обработки максимально автоматизирован, и управлять лазером довольно просто.
Закажите лазерную резку и гравировку в нашей мастерской!
Оцените выгодные условия сотрудничества с нами — закажите лазерную резку или гравировку на нашем сайте. Заполните заявку и мы свяжемся с Вами в ближайшее время. Чтобы узнать расчет стоимости, укажите параметры заказа: размеры изделия, материал, количество и другие.
Получить консультацию специалиста или уточнить детали заказа можно у нас в офисе, связавшись с нами по телефону (посмотреть) или заказав «обратный звонок». Работаем круглосуточно и без выходных!

Читайте также: