Виды литья металлов кратко
Обновлено: 23.04.2024
МЕТАЛЛОВ ЛИТЬЕ, получение металлических изделий (отливок) путем заливки расплавленного металла в литейную форму. Рабочая часть литейной формы представляет собой полость, в которой материал, затвердевая при охлаждении, приобретает конфигурацию и размеры нужного изделия.
МЕТАЛЛЫ ДЛЯ ЛИТЬЯ
Литью поддаются все металлы. Но не все металлы обладают одинаковыми литейными свойствами, в частности жидкотекучестью – способностью заполнять литейную форму любой конфигурации. Литейные свойства зависят главным образом от химического состава и структуры металла. Важное значение имеет температура плавления. Металлы с низкой температурой плавления легко поддаются промышленному литью. Из обычных металлов наивысшая температура плавления у стали. Металлы делятся на черные и цветные. Черные металлы – это сталь, ковкий чугун и литейный чугун. К цветным относятся все другие металлы, не содержащие в значительных количествах железа. Для литья применяются, в частности, сплавы на основе меди, никеля, алюминия, магния, свинца и цинка.
См. также МЕТАЛЛЫ ЧЕРНЫЕ; СПЛАВЫ.
Черные металлы.
Стали.
Различают пять классов сталей для промышленного литья: 1) малоуглеродистые (с содержанием углерода менее 0,2%); 2) среднеуглеродистые (0,2–0,5% углерода); 3) высокоуглеродистые (более 0,5% углерода); 4) низколегированные (менее 8% легирующих элементов) и 5) высоколегированные (более 8% легирующих элементов). На среднеуглеродистые стали приходится основная масса отливок из черных металлов; такие отливки представляют собой, как правило, промышленную продукцию стандартизованной сортности. Различные виды легированных сталей разработаны для достижения высокой прочности, пластичности, ударной вязкости, коррозионной стойкости, теплостойкости и усталостной прочности. Литые стали по своим свойствам близки к кованой стали. Предел прочности такой стали при растяжении составляет от 400 до 1500 МПа. Масса отливок может изменяться в широком диапазоне – от 100 г до 200 т и более, толщина в сечении – от 5 мм до 1,5 м. Длина отливки может превышать 30 м. Сталь – универсальный материал для литья. Благодаря своей высокой прочности и пластичности она представляет собой превосходный материал для машиностроения.
Ковкий чугун.
Существуют два основных класса ковкого чугуна: обычного качества и перлитный. Делают отливки также из некоторых легированных ковких чугунов. Предел прочности при растяжении ковкого чугуна составляет 250–550 МПа. Благодаря своей усталостной прочности, высокой жесткости и хорошей обрабатываемости он идеален для станкостроения и многих других массовых производств. Масса отливок составляет от 100 г до нескольких сот килограммов, толщина в сечении обычно не более 5 см.
Литейный чугун.
К литейным чугунам относят широкий диапазон сплавов железа с углеродом и кремнием, содержащих 2–4% углерода. Для литья применяются четыре основных вида литейного чугуна: серый, белый, отбеленный и половинчатый. Предел прочности при растяжении литейного чугуна составляет 140–420 МПа, а некоторых легированных литейных чугунов – до 550 МПа. Для литейного чугуна характерны низкая пластичность и низкая ударная прочность; у конструкторов он считается хрупким материалом. Масса отливок – от 100 г до нескольких тонн. Отливки из литейного чугуна применяются практически во всех отраслях промышленности. Их себестоимость невелика, и они легко обрабатываются резанием.
Чугун с шаровидным графитом.
Шаровидные включения графита придают чугуну пластичность и другие свойства, выгодно отличающие его от серого чугуна. Шаровидность включений графита достигается путем обработки чугуна магнием или церием непосредственно перед литьем. Предел прочности при растяжении чугуна с шаровидным графитом составляет 400–850 МПа, пластичность – от 20 до 1%. Правда, для чугуна с шаровидным графитом характерна низкая ударная прочность образца с надрезом. Отливки могут иметь как большую, так и малую толщину в сечении, масса – от 0,5 кг до нескольких тонн.
Цветные металлы.
Медь, латунь и бронза.
Существует много различных сплавов на основе меди, пригодных для литья. Медь применяется в тех случаях, когда необходима высокая тепло- и электропроводность. Латунь (сплав меди с цинком) используется, когда желателен недорогостоящий, умеренно коррозионностойкий материал для изготовления разнообразных изделий общего назначения. Предел прочности при растяжении литой латуни составляет 180–300 МПа. Бронза (сплав меди с оловом, к которому могут добавляться цинк и никель) применяется в тех случаях, когда требуется повышенная прочность. Предел прочности при растяжении литых бронз составляет 250–850 МПа.
Никель.
Медно-никелевые сплавы (типа монель-металла) обладают высокой коррозионной стойкостью. Для сплавов никеля с хромом (типа инконеля и нихрома) характерно высокое тепловое сопротивление. Молибдено-никелевые сплавы отличаются высокой стойкостью к соляной кислоте и окисляющим кислотам при повышенных температурах.
Алюминий.
Литые изделия из алюминиевых сплавов в последнее время применяются все шире благодаря их легкости и прочности. Такие сплавы обладают довольно высокой коррозионной стойкостью, хорошей тепло- и электропроводностью. Прочность на растяжение литых алюминиевых сплавов находится в пределах от 150 до 350 МПа.
Магний.
Магниевые сплавы применяются там, где на первом месте стоит требование легкости. Предел прочности при растяжении литых магниевых сплавов составляет 170–260 МПа.
Титан.
Титан – прочный и легкий материал – плавится в вакууме и отливается в графитовые формы. Дело том, что в процессе охлаждения поверхность титана может загрязняться вследствие реакции с материалом формы. Поэтому титан, отлитый в какие-либо другие формы, кроме форм из механически обработанного и прессованного порошкового графита, оказывается сильно загрязненным с поверхности, что проявляется в повышенной твердости и низкой пластичности при изгибе. Титановое литье применяется главным образом в авиакосмической промышленности. Прочность на растяжение литого титана – свыше 1000 МПа при относительном удлинении 5%.
Редкие и драгоценные металлы.
Отливки из золота, серебра, платины и редких металлов применяются в ювелирном деле, зубоврачебной технике (коронки, пломбы), литьем изготавливаются также некоторые детали электронных компонентов.
СПОСОБЫ ЛИТЬЯ
Основные способы литья таковы: статическая заливка, литье под давлением, центробежное литье и вакуумная заливка.
Статическая заливка.
Чаще всего применяется статическая заливка, т.е. заливка в неподвижную форму. При таком способе расплавленный металл (или неметалл – пластмасса, стекло, керамическая суспензия) просто заливается в полость неподвижной формы до ее заполнения и выдерживается до затвердевания.
Литье под давлением.
Литейная машина заполняет металлическую (стальную) литейную форму (которая обычно называется пресс-формой и может быть многогнездной) расплавленным металлом под давлением от 7 до 700 МПа. Преимущества такого метода – высокая производительность, высокое качество поверхности, точные размеры литого изделия и минимальная потребность в его механической обработке. Типичные металлы для литья под давлением – сплавы на основе цинка, алюминия, меди и олова-свинца. Благодаря низкой температуре плавления такие сплавы весьма технологичны и позволяют обеспечить малые допуски на размеры и превосходные характеристики отливок.
Сложность конфигурации отливок в случае литья под давлением ограничивается тем, что при отделении от пресс-формы отливка может быть повреждена. Кроме того, несколько ограничена толщина изделий; более предпочтительны изделия тонкого сечения, в котором расплав быстро и равномерно затвердевает.
Литейные машины для литья под давлением бывают двух типов – с холодной и горячей камерой прессования. Машины с горячей камерой прессования применяются в основном для сплавов на основе цинка. Горячая камера прессования погружена в расплавленный металл; под небольшим давлением сжатого воздуха или под действием поршня жидкий металл вытесняется из горячей камеры прессования в пресс-форму. В литейных машинах с холодной камерой прессования расплавленный алюминиевый, магниевый или медный сплав заполняет пресс-форму под давлением от 35 до 700 МПа.
Отливки, полученные литьем под давлением, применяются во многих бытовых приборах (пылесосах, стиральных машинах, телефонных аппаратах, светильниках, пишущих машинках) и очень широко – в автомобильной промышленности и в производстве компьютеров. Отливки могут быть массой от нескольких десятков граммов до 50 кг и более.
Центробежное литье.
При центробежном литье расплавленный металл заливается в песочную или металлическую литейную форму, вращающуюся вокруг горизонтальной или вертикальной оси. Под действием центробежных сил металл отбрасывается от центрального литника к периферии формы, заполняя ее полости, и затвердевает, образуя отливку. Центробежное литье экономично и для некоторых видов изделий (осесимметричных типа труб, колец, обечаек и т.д.) более подходит, нежели статическая заливка.
Вакуумная заливка.
Такие металлы, как титан, легированные стали и жаропрочные сплавы, плавятся в вакууме и заливаются в многократные формы, например графитовые, помещенные в вакуум. При этом методе значительно снижается содержание газов в металле. Слитки и отливки, получаемые вакуумной заливкой, весят не более нескольких сот килограммов. В редких случаях большие количества стали (100 т и более), выплавленной по обычной технологии, разливают в вакуумной камере в установленные в ней изложницы или литейные ковши для дальнейшего литья на воздухе. Металлургические вакуумные камеры больших размеров откачиваются многонасосными системами. Получаемая таким методом сталь используется для изготовления специальных изделий ковкой или литьем; этот процесс называется вакуумной дегазацией.
ЛИТЕЙНЫЕ ФОРМЫ
Литейные формы делятся на многократные и разовые (песочные). Многократные формы бывают металлические (изложницы и кокили), либо графитовые или керамические огнеупорные.
Многократные формы.
Металлические формы (изложницы и кокили) для стали делают обычно из чугуна, иногда – из жаростойкой стали. Для литья цветных металлов, таких, как латунь, цинк и алюминий, пользуются чугунными, медными и латунными формами.
Изложницы.
Это наиболее распространенный вид многократных литейных форм. Чаще всего изложницы делают из чугуна и применяют для получения стальных слитков на начальном этапе производства кованой или катаной стали. Изложницы относятся к открытым литейным формам, поскольку металл заполняет их сверху самотеком. Применяются также «сквозные» изложницы, открытые и сверху, и снизу. Высота изложниц может составлять 1–4,5 м, диаметр – от 0,3 до 3 м. Толщина стенки отливки зависит от размеров изложницы. Конфигурация может быть разной – от круглой до прямоугольной. Полость изложницы несколько расширяется кверху, что необходимо для извлечения слитка.
Готовая к заливке изложница располагается на толстой чугунной плите. Как правило, изложницы заполняются сверху. Стенки полости изложницы должны быть гладкими и чистыми; при заливке нужно следить за тем, чтобы металл не расплескивался и не разбрызгивался на стенки. Залитый металл затвердевает в изложнице, после чего слиток вынимают («раздевают слиток»). После остывания изложницы ее чистят изнутри, опрыскивают формовочной краской и используют снова. Одна изложница позволяет получить 70–100 слитков. Для дальнейшей обработки ковкой или прокаткой слиток нагревают до высокой температуры.
Кокили.
Это закрытые металлические литейные формы с внутренней полостью, соответствующей конфигурации изделия, и литниковой (заливочной) системой, которые выполняются путем механической обработки в чугунном, бронзовом, алюминиевом или стальном блоке. Кокиль состоит из двух или большего числа деталей, после соединения которых остается лишь небольшое отверстие сверху для заливки расплавленного металла. Для формования внутренних полостей в кокиль закладываются гипсовые, песочные, стеклянные, металлические или керамические «стержни». Литьем в кокиль получают отливки из сплавов на основе алюминия, меди, цинка, магния, олова и свинца.
Литье в кокиль применяется лишь в тех случаях, когда требуется получить не менее 1000 отливок. Ресурс кокиля достигает нескольких сотен тысяч отливок. Кокиль идет в скрап, когда (из-за постепенного выгорания от расплавленного металла) начинает недопустимо снижаться качество поверхности отливок и перестают выдерживаться расчетные допуски на их размеры.
Графитовые и огнеупорные формы.
Такие формы состоят из двух или большего числа деталей, при соединении которых образуется требуемая полость. Форма может иметь вертикальную, горизонтальную или наклонную поверхность разъема либо разбираться на отдельные блоки; это облегчает извлечение отливки. После извлечения форму можно собрать и использовать снова. Графитовые формы допускают сотни отливок, керамические – лишь несколько.
Графитовые многократные формы можно изготовить путем механической обработки графита, а керамические легко формуются, так что они значительно дешевле металлических форм. Графитовые и огнеупорные формы могут использоваться для повторного литья в случае неудовлетворительных отливок, полученных литьем в кокиль.
Огнеупорные формы делают из фарфоровой глины (каолина) и других высокоогнеупорных материалов. При этом используются модели из легкообрабатываемых металлов или из пластмассы. Порошкообразный или гранулированный огнеупор замешивают с глиной на воде, полученную смесь формуют и заготовку литейной формы обжигают так же, как кирпичи или посуду.
Разовые формы.
На песочные литейные формы налагается гораздо меньше всяческих ограничений, нежели на любые другие. Они пригодны для получения отливок любых размеров, любой конфигурации, из любого сплава; они наименее требовательны к конструкции изделия. Песочные формы изготавливают из пластичного огнеупорного материала (обычно кремнистого песка), придавая ему нужную конфигурацию, чтобы залитый металл по затвердевании сохранил эту конфигурацию и мог быть отделен от формы.
Формовочную смесь получают, замешивая на воде в специальной машине песок с глиной и органическими связующими.
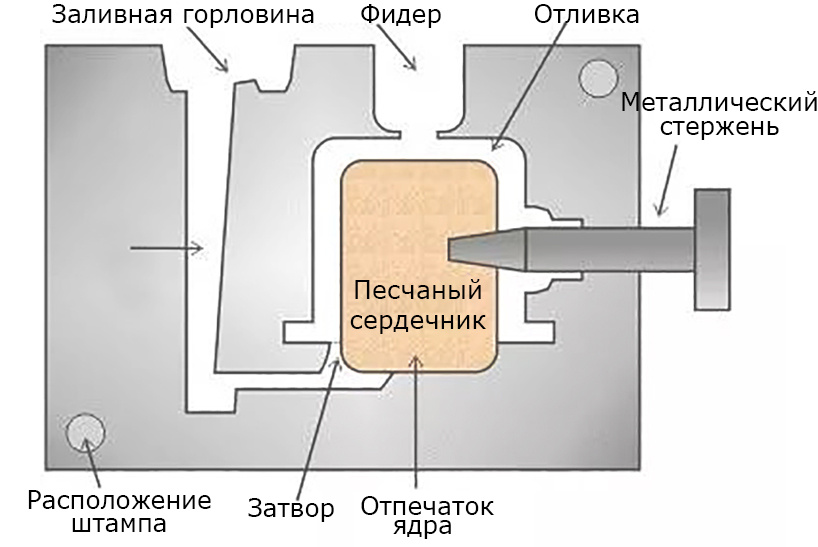
При изготовлении песчаной формы в ней предусматривают верхнее литниковое отверстие с «чашей» для заливки металла и внутреннюю литниковую систему каналов для питания отливки расплавленным металлом в процессе затвердевания, так как иначе из-за усадки при затвердевании (свойственной большинству металлов) в отливке могут образовываться пустоты (усадочные раковины).
Оболочковые формы.
Такие формы бывают двух типов: из материала с низкой температурой плавления (гипс) и из материала с высокой температурой плавления (на основе тонкого порошка диоксида кремния). Гипсовую оболочковую форму изготавливают, замешивая на воде гипсовый материал с крепителем (быстроотверждающимся полимером) до тонкой консистенции и облицовывая такой смесью модель отливки. После того как материал формы затвердеет, ее разрезают, обрабатывают и сушат, а затем «спаривают» две полуформы и заливают. Такой способ литья пригоден только для цветных металлов.
Литье по восковым выплавляемым моделям.
Такой метод литья применяется для драгоценных металлов, стали и других сплавов с высокой температурой плавления. Сначала изготавливают пресс-форму, соответствующую отливаемой детали. Ее обычно выполняют из легкоплавкого металла или (механической обработкой) из латуни. Затем, заполняя пресс-форму парафином, пластмассой или ртутью (после этого замораживаемой), получают модель для одной отливки. Модель облицовывают огнеупорным материалом. Материал оболочковой формы получают из тонкого порошка огнеупора (например, пудры диоксида кремния) и жидкого связующего. Слой огнеупорной облицовки уплотняют вибрацией. После того как он затвердеет, форму нагревают, парафиновая или пластмассовая модель расплавляется и жидкость вытекает из формы. Затем форму обжигают для удаления газов и в нагретом состоянии заливают жидким металлом, который поступает самотеком, под давлением сжатого воздуха или под действием центробежных сил (в машине для центробежного литья).
Керамические формы.
Керамические формы изготавливаются из фарфоровой глины, силлиманита, муллита (алюмосиликаты) или других высокоогнеупорных материалов. При изготовлении таких форм обычно пользуются моделями из легкообрабатываемых металлов или из пластмассы. Порошкообразные или гранулированные огнеупорные материалы смешивают с жидким связующим (этилсиликатом) до студнеподобной консистенции. Только что изготовленная форма пластична, так что модель можно извлечь из нее, не повредив полость формы. Затем форму обжигают при высокой температуре и заливают расплавом нужного металла – стали, твердого хрупкого сплава, сплава на основе редких металлов и пр. Такой метод позволяет изготавливать формы любых типов и пригоден как для мелкосерийного, так и для крупносерийного производства.
См. также КЕРАМИКА ПРОМЫШЛЕННАЯ.
Юдкин В.С. Производство и литье сплавов цветных металлов. М., 1967–1971
Бауман Б.В. и др. Литейное производство. М., 1971
Степанов Ю.А. и др. Технология литейного производства. М., 1983
Литье в форму
Технология литья в форму, или матрицу, основана на физическом свойстве жидкости затекать в твердые емкости, заполняя все их уголки. После этого жидкость застывает и образует твердую отливку, повторяющую все детали поверхности матрицы.

Разновидности литья в форму
Методом литья получают самые разнообразные изделия из металлов, для этого их предварительно нагревают, доводя до температуры плавления и перехода в жидкое состояние. Этот способ обработки металлов был освоен человечеством в IV-III тысячелетии до н.э. Температура плавления самых применяемых человеком металлов — от 213 °C у олова до 1538 °C у железа.
Кроме металлов, путем литья получают изделия из различных пластмасс. Их температура плавления намного ниже — в диапазоне 200-300 °C.
Также литьем получают изделия из смесей неметаллических веществ, химически отвердевающих при комнатной температуре — это смолы и пластмассы, гипс и цемент.
Основные виды литья в формы
Виды литья делятся по различным признакам.
По возможности повторного использования различают однократные (песчаные, оболочковые, выплавляемые модели, газифицируемые модели) и многократные формы — кокили, цементные, графитовые и асбестовые. Однократная разбивается, чтобы извлечь изделие. Многократные бывают разборные и неразборные, и обеспечивают повторное литье в форму от десятков до тысяч раз.
Однократные формы Многократные формы
Традиционные методы литья, освоенные человечеством еще в древности — в песчаные формы и в кокиль.
Прогрессивные виды технологии, разработанные в прошлом веке и завоевавшие популярность сегодня:
- в оболочковые формы;
- по выплавляемым моделям;
- центробежное;
- под давлением;
- по газифицируемым моделям;
Литьё в оболочковые формы
Для литья металлов данным способом готовят состав из песка и порошкообразного связующего, чаще всего фенолформальдегидных смол.
Модель, или макет нагревают до 300 °C и обсыпают подготовленной смесью. За короткое время (около минуты) на поверхности макета запекается упрочненный слой. Излишки смеси убирают.
Иногда плакированную смесь задувают в промежуток между разогретой моделью и фигурной опокой. Следующий этап — обжиг при температуре 650 °C для окончательного набора прочности. После извлечения макета половинки матрицы соединяют вместе – и она готова к отливке. Для того чтобы матрица не деформировалась весом поступающего в нее расплава, ее окружают металлическим ящиком, который заполняют дробью. Дробь улучшает также и график остывания изделия.

Литьё в оболочковые формы
Основные преимущества метода:
- существенное снижение трудоемкости и времени подготовки формы по сравнению с литьем в землю
- контроль режима остывания изделия
- процесс поддается механизации
Данный вид заливки пригоден для изделий весом до 30 кг.
Литьё по выплавляемым моделям
Выплавляемые модели – пожалуй, самый дорогостоящий и трудоемкий вид литья металлов.
Его используют для особо ответственных видов изделий высокой точности — таких, например, как турбинные лопатки. Точный макет будущей детали выполняется из вещества с низкой температурой плавления, такого, как воск. В производстве используется смесь парафин-стеарин в равных частях. Для более крупных видов изделий в состав добавляют соли, препятствующие короблению макета. Потом путем погружения макет покрывают 5-12 слоями специальной жаростойкой суспензии. В качестве основы берут гидролизованные силикаты, жаростойкой обсыпкой являются зерна электрокорунда или кварца.

Отливки по выплавляемым моделям
Для сушки применяют шкафы, наполненные аммиачным газом. Далее форму нагревают, чтобы из нее вытек парафин. Остатки состава удаляют паром, подаваемым под высоким напором. Следующая фаза подготовки — прокаливание при температуре около 100 °C. Эту операцию проводят для избавления от остатков, способных к газификации. Заливка осуществляется в подогретые до 1000 °C матрицы. После охлаждения изделия по заданному графику в термостате, матрицу разбирают и достают деталь.
Основное преимущество этого вида заливки — высокая точность соблюдения размеров и качество поверхности.
- возможно изготовление продукции из сплавов, плохо поддающихся механической обработке
- Можно отливать детали, которые другими видами литья пришлось бы лить по частям и впоследствии соединять в единый узел
Недостатки – низкий коэффициент использования металла и чрезвычайно высокая трудоемкость.
Литье по газифицируемым моделям
Представляет собой развитие вида заливки в песчаные формы с применением ручной или машинной формовки. Суть данного вида в том, что макет делают не из дерева, а из легкоплавкого пластика, чаще всего вспененного полистирола.

Литье по газифицируемым моделям
Модель размещают в опоке, после чего проводят послойную формовку песчано-глиняной смесью с уплотнением. В верхней части формы создают литниковую систему. Расплав заливают прямо поверх модели, полистирол плавится и газифицируется, выходя через формовочные массы вместе с другими литьевыми газами.
Преимущества этого вида заливки:
- трудоемкость подготовки форм снижается многократно
- можно моделировать и отливать за один раз детали любой, даже самой сложной формы
- не нужны составные макеты и сложные составные формы.
- Доступны большие серии изделий — в этом случае макеты также отливаются.
ЛГМ-это современный вид литья, приобретающий все большую популярность среди металлургов.
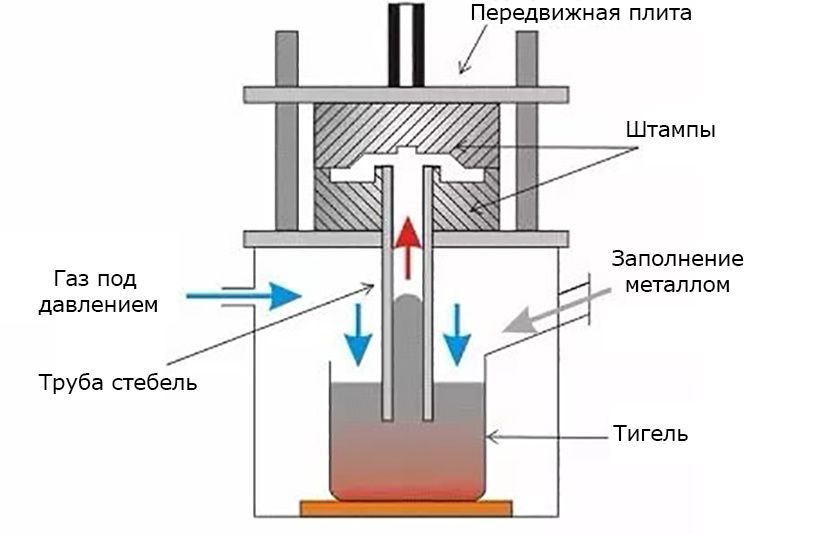
Литье под давлением
Отличается от традиционного вида заливки тем, что расплав поступает в форму не под действием гравитации, а под влиянием избыточного давления, создаваемого в отливочной камере напором газа или поршнем. Тигель с расплавом, система его нагрева, формы и металлопровод помещены в герметичную камеру и представляют собой единый механизированный и автоматизированный комплекс.

Литье под давлением
По достижении требуемой температуры расплава в тигель опускается металлопровод, выполненный из тугоплавкого титанового сплава, и в камеру подается напор воздуха. Под его воздействием расплав поднимается в матрицу и заполняет ее. Автоматика поддерживает постоянное давление в камере, поскольку объем ее увеличивается по мере расходования металла. Далее вентиляционные насосы откачивают литьевые газы в систему очистки воздуха. При этом виде заливка проводится как в одноразовые песчаные формы, включая газифицируемые модели, так и в многократные: кокили, цементные, графитовые и асбестовые. По окончании заполнения формы остаток металла стекает из металлопровода обратно в тигель.
- Высокая степень автоматизации литейных операций
- Исключение ручного труда во вредных условиях
- Экологичность
- Высокий коэффициент использования металла.
- Сложность оборудования
- Размер отливки ограничен размером герметичной камеры.
Данный вид популярен в цветной металлургии для крупных партий небольших и средних деталей.
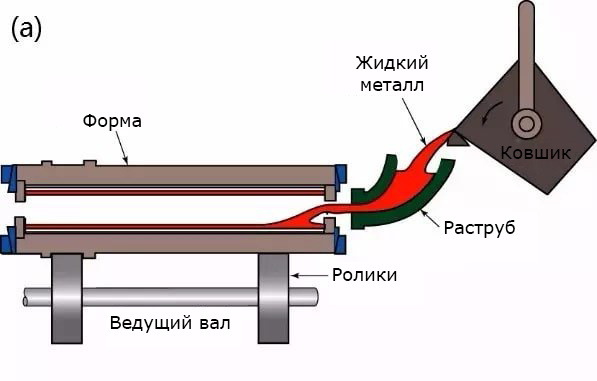
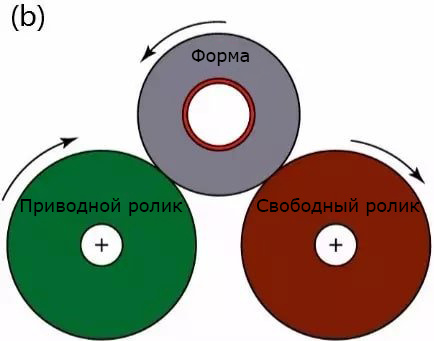
Центробежное литье
Используется при производстве изделий, имеющих форму вращения — втулок, шестерен и т.п. Литье проводится в металлическую матрицу, вращающуюся с большой скоростью.

Центробежная сила прижимает жидкий металл к внешней стенке, где он и кристаллизуется. Метод позволяет получить исключительно однородные отливки. Возможно создание и многослойных деталей. Слои заливаются один за другим.
Достоинства и недостатки литья в форму
Отливка в форму, как и любая технология, имеет свои плюсы и минусы.
- Точное повторение геометрии макета
- Производство изделий самой замысловатой геометрии
- Возможность изготовления большого количества идентичных деталей
- Низкая себестоимость продукции
- Высокая трудоемкость
- Тяжелые условия труда и вред для экологии
- Сложность автоматизации процессов, особенно подготовки сложных форм
- Неоднородность состава и плотности материала отливок.
Современные виды литья во многом снимают эти недостатки. Так, использование ЛГМ многократно снижает трудоемкость подготовки, литье под давлением повышает однородность изделий и автоматизирует процессы во вредных условиях труда, центробежное и интрузионное литье позволяет получить абсолютно однородные отливки. Металлурги постоянно разрабатывают новые разновидности известных методов литья и изобретают принципиально новые его виды.
Виды литья металлов и сплавов
Литье – это получение деталей заливкой металлического расплава в заранее подготовленные формы. Металл, залитый в формы постепенно, переходит в твердое состояние и приобретает вид готовой детали.

Детали, полученные таким видом обработки, используют практически во всех отраслях промышленности – при производстве авиационных двигателей, станкостроении, бытовой техники, ювелирном деле, стоматологии и пр.

Для такой формы обработки пригодны практически все виды металлов, особенно те, которые обладают таким свойством, как текучесть. То есть металл в жидком состоянии полностью заполняет литейную форму и принимает вид искомой детали. В литейном производстве применяют следующие металлы:
- черные (стали, чугуны);
- цветные (медь, алюминий, титан и их сплавы);
- редкоземельные и драгоценные (золото, серебро и пр.).
Для получения деталей различных форм применяют различные технологии литья, среди них есть такие как – литье в землю, выплавляемым моделям и пр.
В промышленности применяют множество видов литья. Самым распространенным можно назвать литье в землю (песчаные формы). Кроме этого, широко применяют отливку расплавленного металла в многооборотные формы.
Каждый вид литья в состоянии обеспечить определенный уровень качества получаемых деталей. Каждый из них имеет свои технологические и экономические характеристики. Например, для производства канализационных люков из чугуна применяют литье в землю, а для производства корпусов двигателей применяют литье под давлением.
При производстве множества деталей применяют виды получения точных отливок среди них такие, как – статическое, вакуумное, центробежное и пр.

Статическая заливка металла
Статическая заливка подразумевает то, что расплав подается в литьевую форму и находиться в ней до полного затвердевания.
Вид вакуумной заливки применяют при обработке титана и его сплавов, жаростойких и литейных сталей. Эти материалы подвергают разогреву в вакууме. Такой подход позволяет заметно снизить количество газов в расплаве, этот процесс называют вакуумной дегазацией.

Для литья под давлением применяют специальное оборудование, которое заливает расплав в форму под давлением от 7 до 700 МПа. На практике применяют два типа оборудования, в одном применяют холодную форму, во втором разогретую. Литье под давлением применяют для получения деталей из цветных металлов. Невысока температура плавления, в сравнении со сплавами на основе железа, позволяет получать качественные отливки с относительно невысокими затратами.
Такой вид литья, как под давлением предоставляет возможность получения качественной поверхности отливок, соблюдения геометрических параметров, а также шероховатости и пр. Использование этого вида обработки металлов практически устраняет из технологического процесса производства деталей необходимость дальнейшей механической обработки. Но, такая технология не всегда позволяет выплавлять детали сложной формы.
Литье по замораживаемым ртутным моделям
Еще один вид литья выполняют по замораживаемым ртутным моделям. По сути, этот вид повторяет технологию литья по восковым моделям. Но есть и некоторые отличия. Так, ртуть обладает меньшим объемным расширением, чем воск 3,4% против 9%.
Ртутные модели применяют для работы с титаном, особо прочными сталями и некоторыми цветными металлами. Такой вид литья позволяет получать отливки диаметром порядка одного метра и весом до 140 кг. Порядок производства формы по ртутной модели включает в себя:

- Заливку ртути, в форму, изготовленную из стали. Такая форма собирается из двух частей и плиты их разделяющей. Такой подход позволяет получить модель по частям.
- После того как ртуть заполнила форму, ее погружают в смесь, состоящую из сухого льда и ацетона. Температура смеси составляет -73 °C. Погружение должно происходить с небольшой скоростью. Это позволяет не допустить образование пустот, заполнить все углубления и точно повторить все очертания модели.
- По окончании процесса заморозки, разделяющую плиту удаляют и модель становиться одним целым.
- Формирование литниковой системы и ее присоединение к полученной модели.
- Полученную модель погружают в раствор керамики. Так, происходит получение начального слоя оболочки формы.
- По мере просыхания первого слоя комплект погружают в керамический раствор более высокой плотности. Так получают второй слой. Для получения следующих слоев эту операцию необходимо выполнить несколько раз.
- После того как форма готова из нее удаляют ртуть. Для этого в форму заливают этот же материал, но имеющим комнатную температуру.
- Готовая форма должна быть помещена в печь, разогретую до 1010 °C и находится там, в течение двух часов. За это время из нее будут удалены летучие составляющие. После термической обработки форму охлаждают на воздухе.

Процесс литья в формы
Перед тем как заливать металлический расплав в такие формы, ее необходимо подогреть. Заливку такой формы выполняют в вакууме. Это обусловлено тем, в ней остаются пары ртути небезопасные для человека.
Использование такого вида литья позволяет получать отливки с небольшой толщиной стен.
Вакуумное литьё
Технологический процесс литья в вакууме применяют для производства особо точных отливок из стальных специальных сплавов. При выполнении вакуумного литья из формы удаляют газы. Это позволяет получать отливки с тонкими стенками и высоким качеством структуры металла.
Существует несколько видов литья в вакууме:
После удаления воздуха происходит всасывание металла в литьевую форму, которую размещают над расплавленным металлом. Кристаллизация проходит под воздействием атмосферного или повышенного давления.
Расплавленный металл попадает в форму под воздействием давления, при этом форма располагается под расплавленным металлом.
Литье может быть осуществлено в специальном оборудовании, которое оснащено вакуумированными пресс-формами.
Вакуумное литье металлов часто используют одновременно с вакуумной плавкой.
Электрошлаковое литьё
Существуют виды литья металлов, которые в силу своей сложности и дороговизны целесообразно использовать для получения отливок для особо ответственных деталей.

Электрошлаковое литье выполняют в несколько этапов:
- Создание шихты, для этого применяют предварительно подготовленные электроды.
- Затем, электроды подогревают снизу. Для этого через токопроводящий шлак пропускают электричество. Оно разогревает шлак, и полученное тепло прогревает электроды.
- Стальной расплав рафинируют шлаком, который исключает его насыщение кислородом и освобождает его от примесей.
- В этом процессе применяют формы, выполненные из металла и оснащенные системой водяного охлаждения. Именно в ней происходит остужение металла и формирование детали. Если существует необходимость в получении заготовок с внутренними пустотами, то для этого применяют металлическими стержнями.
Основное достоинство этого вида отливки металла заключается в том, получается расплав без посторонних примесей и равномерной структурой стали. Такой вид плавки применяют для получения специальных сплавов, которые, получить другими видами не получается.
Жаропрочное литье
Жаропрочное литье — это сложный технологический процесс, направленный на изготовление отливок. В процессе жаропрочного литья формы заполняют определенным сплавом и затем обрабатывают специальными средствами.

Литье это, пожалуй, самый экономичный вид получения заготовок и они отличаются высокими качественными свойствами. Область применения жаропрочного литья весьма обширна. Его выполняют при температуре 1000 °C. Литье этого типа позволяет продлить срок эксплуатации и повысить надежность узлов и агрегатов, которые работают в агрессивных средах. При выполнении жаропрочного литья применяют множество приспособлений:
- решетки;
- ленты;
- поддоны;
- горелки и пр.

Литейное оборудование для жаропрочного литья
Жаропрочное литье позволяет обеспечить получение таких качеств, как:
- Прочность деталей под воздействием высоких температур.
- Стойкость к перепадам температур.
Нержавеющее литье
Коррозионно-стойкие стали – это такой вид материала, в состав, которого входит некоторое количество легирующих элементов, придающие ей стойкость к воздействию коррозии, возникающей и от влаги, и от различных химических веществ.
Основную роль в придании коррозионной стойкости стали играет хром. Именно от его реакции с окружающей средой зависит образование защитной пленки, которая защищает металл от коррозии. Контроль над правильностью пропорций компонентов нержавеющей стали осуществляется еще на стадии подготовки к плавке. Нержавеющее литье отличается качеством поверхности, это тоже является важным фактором повышения стойкости стали к воздействию коррозии.
Непрерывное литье
Получение слитков и других изделий, во время перемещения расплава вдоль зон заливки и остывания называют непрерывным литьем. При этом сама литьевая форма может оставаться неподвижной или совершать определенные перемещения.
Такой вид разлива металла позволяет получать отливки неограниченной длины. Но на самом деле длина отливок напрямую зависит от размеров производственного помещения. Качество получаемого металла напрямую зависит от равномерности скорости перемещения и разлива расплавленного металла, времени кристаллизации и вида удаления отливки. Для ускорения процесса кристаллизации применяют водяное охлаждение. Еще одно преимущество непрерывной разливки металла – это небольшое количество отходов, получаемых во время работы. Кроме того, эта технология разливки металла позволяет снизить трудоемкость процесса и уменьшить количество необходимо оснастки и инструмента.
Двухкомпонентное литье
Двухкомпонентное литье пластмассы позволяет получать самую разнообразную продукцию. Процесс двухкомпонентного литья выглядит следующим образом:
- В пресс-форму впрыскивают поверхностный материал, который затвердевает на рабочих поверхностях.
- После впрыска и отвердевания материала, который будет располагаться на поверхности в форму, подают базовый материал.

Порядок подачи материала при использовании этой технологии может быть изменен в зависимости от параметров изготавливаемой продукции. Основная особенность такого вида получения деталей – это контроль над количеством материала. Если пропорции не соблюдены, то деталь может быть испорчена.
Различные виды литья металлов преимущества и недостатки [Часть 2]

Литье металла - это процесс, имеющий древние корни, на протяжении всей истории металлическое литье использовалось для изготовления инструментов, оружия, скульптур и религиозных предметов. Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. В современном литейном производстве кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья, давайте рассмотрим некоторые из них.
Примечание: первую часть данной статьи вы можете найти в нашем блоге.
6) Гравитационное литье

Это метод литья, при котором жидкий металл под действием силы тяжести заливается в металлическую форму, охлаждается и застывает в форме для получения отливки.
Технологический процесс:
Преимущества:
- Металлическая форма обладает большой теплопроводностью и теплоемкостью, быстрой скоростью охлаждения, плотной структурой отливки, а механические свойства примерно на 15% выше, чем у песчаного литья.
- Она позволяет получать отливки с более высокой точностью размеров и более низкой шероховатостью поверхности, и имеет хорошую стабильность качества.
- Сама металлическая форма не является воздухопроницаемой, необходимо принять определенные меры для удаления воздуха и пор, образующегося в полости песчаного ядра.
- Металлическая форма не имеет уступов, и трещины легко возникают, когда отливка затвердевает.
- Металлические формы имеют более длительный производственный цикл и более высокую стоимость. Поэтому хороший экономический эффект может быть достигнут только при массовом производстве.
Область применения: подходит для крупномасштабного производства отливок из цветных сплавов, таких как алюминиевые и магниевые сплавы сложной формы, а также чугунные и стальные металлических отливок и слитков.
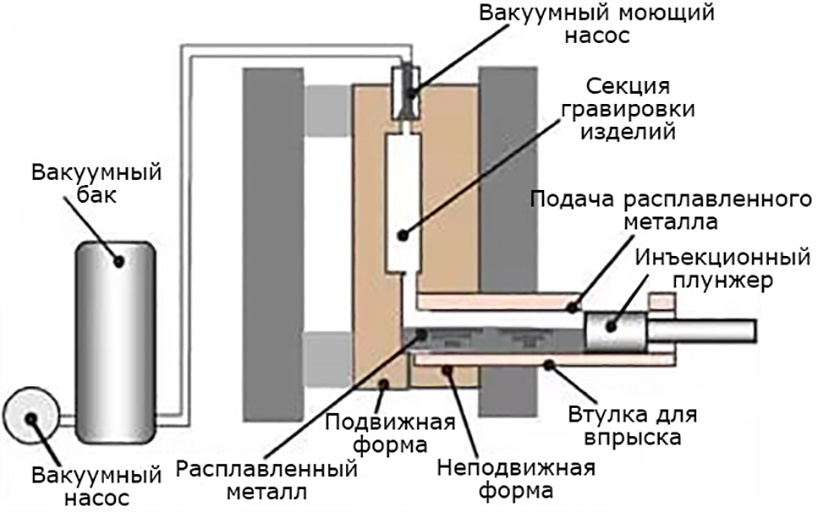
7) Вакуумное литье под давлением

Вакуумное литье под давлением это усовершенствованный процесс литья под давлением, который улучшает механические свойства и качество поверхности литых деталей путем удаления или значительного уменьшения пор и растворенных газов в литой детали за счет извлечения газа в полости литейной формы во время процесса литья.
- Данный метод позволяет устранить или уменьшить воздушные отверстия внутри литейной формы, улучшить механические свойства и качество поверхности литейной формы, а также характеристики покрытия.
- Для снижения обратного давления полости можно использовать более низкое удельное давление и сплав с плохими характеристиками литья. Можно отливать под давлением более крупные отливки с помощью небольших станков.
- Это улучшает условия заполнения, позволяет отливать более тонкие отливки.
- Структура уплотнения формы сложная, изготовление и установка затруднены, в связи с чем стоимость высокая.
- Если метод вакуумного литья под давлением не контролируется должным образом, эффект будет не очень значительным.
8) Литье выдавливанием

Это метод затвердевания жидкого или полутвердого металла под высоким давлением и текучей формовки для непосредственного получения изделия или заготовки. Его преимуществами являются высокий коэффициент использования жидкого металла, простота процесса и стабильное качество. Это энергосберегающая технология формовки металла с потенциальными перспективами применения.
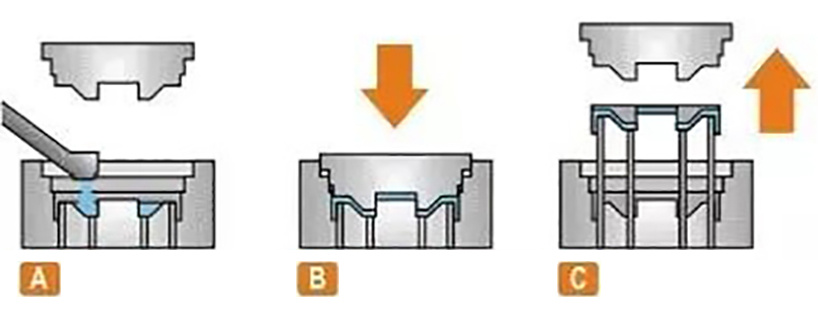
Литье под прямым давлением: Распыление краски, литье сплава, зажим формы, повышение давления, поддержание давления, сброс давления, разделение формы, извлечение заготовки из формы и возврат в исходное положение.
Литье под давлением с косвенным выдавливанием: нанесение покрытия распылением, зажим формы, подача, заполнение, повышение давления, поддержание давления, сброс давления, разделение, извлечение заготовки из формы, возврат в исходное положение.
Технические характеристики:
- Данный метод может устранить внутренние поры, усадку и другие дефекты.
- Низкая шероховатость поверхности и высокая точность размеров.
- Это может предотвратить возникновение трещин отливки.
- Легко реализовать механизацию и автоматизацию.
Область применения: Его можно использовать для производства различных типов сплавов, таких как алюминиевый сплав, цинковый сплав, медный сплав, чугун с шаровидным графитом и т. Д.
9) Литьё по газифицируемым моделям
Что такое литьё по газифицируемым моделям?
Это новый метод литья, при котором используется модель, изготовленная из материала, который газифицируется при заливке расплавленного металла в литейную форму. Самым распространённым материалом для моделей является пенополистирол. После очистки и сушки огнеупорного покрытия, его закапывают в сухой кварцевый песок для вибрирования. Заливка производится под отрицательным давлением для испарения модели, жидкий металл занимает место модели и формируется после затвердевания и охлаждения.

- Высокоточное литье, без песчаной сердцевины, сокращающее время обработки.
- Отсутствие разделительной поверхности, гибкая конструкция и высокая степень свободы.
- Чистое производство без загрязнения.
- Сокращение инвестиционных и производственных затрат.
Область применения:Данный метод подходит для производства прецизионных отливок различных размеров со сложной структурой. Ограничений по типам сплавов и производственным партиям нет.
10) Непрерывное литье
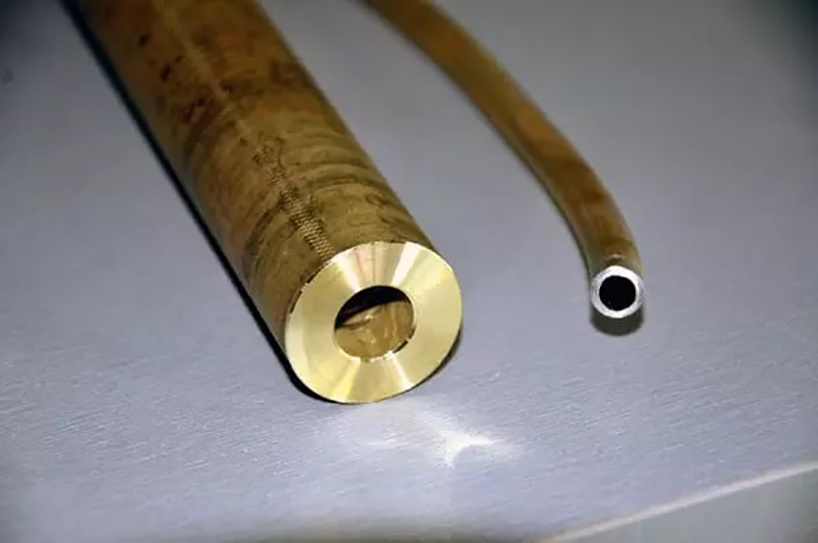
Что такое непрерывное литье
Это передовой метод литья. Его принцип заключается в непрерывной заливке расплавленного металла в специальную металлическую форму, называемую кристаллизатором. Затвердевшая отливка непрерывно вытягивается из другого конца кристаллизатора, при этом можно получить отливку любой длины.
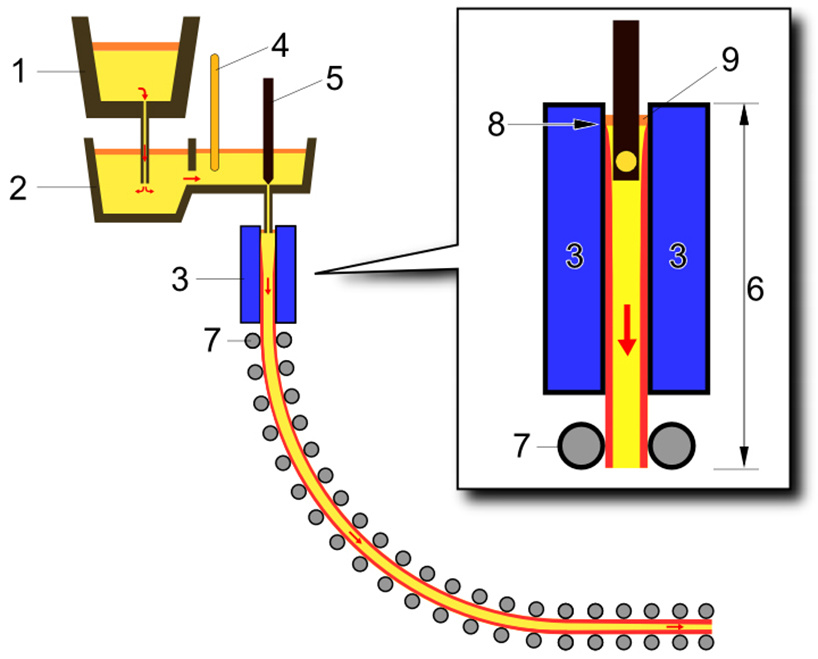
Схема установки непрерывного литья. 1 — Ковш подачи жидкого металла. 2 — Промежуточный ковш. 3 — Кристаллизатор. 4 — Заслонка. 5 — Стопор. 6 — Зона кристаллизации. 7 — Тянущие ролики. 8 — Зона начала кристаллизации. 9 — Подача охлаждающей воды.
- Благодаря быстрой скорости охлаждения металла, кристаллическая структура получается плотной и однородной, а механические свойства хорошими.
- Экономия металла и повышение производительности.
- Упрощенные процедуры, исключающие моделирование и другие процедуры, что позволяет снизить трудоемкость и значительно уменьшить требуемую производственную площадь.
- Производство непрерывного литья легко реализует механизацию и автоматизацию и повышает эффективность производства.
Область применения: Непрерывное литье может использоваться для литья стали, чугуна, медных сплавов, алюминиевых сплавов, магниевых сплавов и других длинномерных отливок с постоянной формой поперечного сечения, таких как слитки, прутковые заготовки, трубы и т.д.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Различные виды литья металлов преимущества и недостатки [Часть 1]

Литье это производственный процесс во время которого жидкий металл заливается в полость формы, которая соответствует форме и размеру детали. Затвердевшая часть также известная как отливка, выбрасывается или выламывается из формы для завершения процесса. На результат процесса влияет множество факторов, например такие как: скорость заливки, скорость охлаждения во время затвердевания, температура формы во время заливки, материал и толщина покрытия штампа и д.р.

Характеристики процесса:
- Можно производить детали любой формы, особенно детали со сложной формой внутренней полости.
- Сильная адаптивность, неограниченные типы сплавов и почти неограниченный размер отливки.
- Широкий источник материалов, отходы могут быть переплавлены, инвестиции в оборудование низкие.
- Высокий процент брака, низкое качество поверхности и плохие условия труда.
10 видов металлического литья металлов:

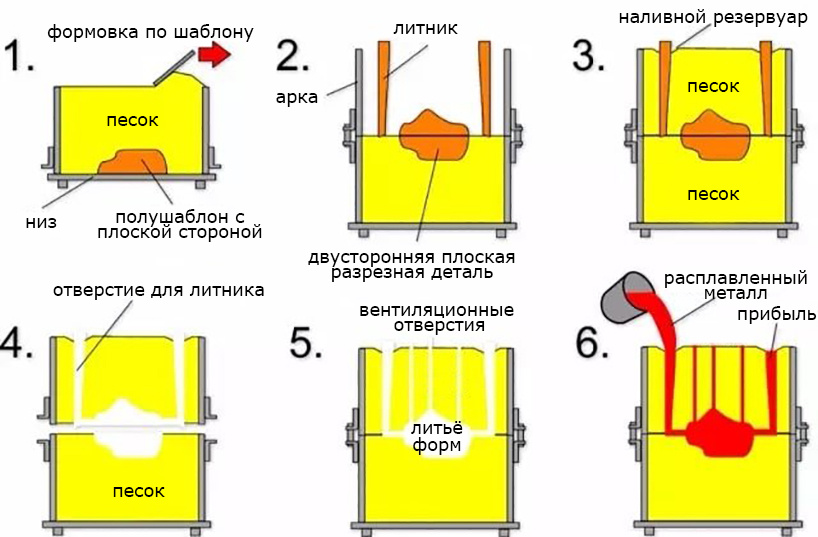
Что такое литье в песок
Детали из стали, железа и большинства цветных металлов и сплавов могут быть получены методом литья в песчаную форму.
Литьё в песчаные формы
Технические характеристики:
- Подходит для изготовления заготовок сложной формы, особенно со сложной внутренней полостью;
- Широкая приспособляемость и низкая стоимость;
- Для некоторых материалов с плохой пластичностью, таких как чугун, литье в песчаные формы является единственным процессом формования для изготовления деталей или заготовок.
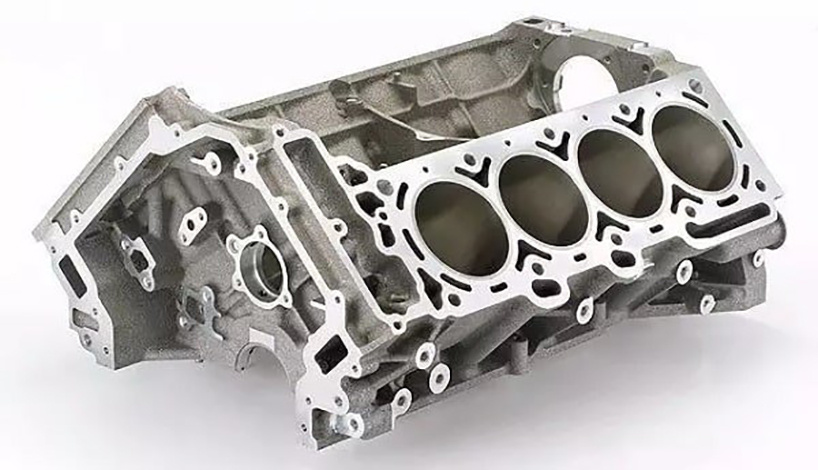
Область применения: Блок автомобильного двигателя, головка блока цилиндров, коленчатый вал и другие отливки.
2) Литье по выплавляемым моделям

Что такое литье по выплавляемым моделям (инвестиционное литье)?
Способ литья, который обычно означает изготовление шаблона из легкоплавких материалов (парафин, воск и др.) последующей запрессовки в пресс форму, поверхность шаблона покрыта несколькими слоями огнеупорных материалов, изготавливается точная модель изделия и литниковая система.

- Высокая точность размеров и геометрическая точность;
- Высокая шероховатость поверхности;
- Можно отливать сложные отливки, а список литейных сплавов не ограничены.
Недостатки: сложные процедуры и высокая стоимость
Область применения: данный метод подходит для производства мелких деталей сложной формы, с высокими требованиями к точности, или для другой обработки, которую трудно выполнить, например, лопаток турбинных двигателей.
3) Литьё металлов под давлением

Металлическая жидкость под высоким давлением с большой скоростью подается в полость прецизионной металлической формы, затем металлическая жидкость охлаждается и затвердевает под давлением, образуя отливку.
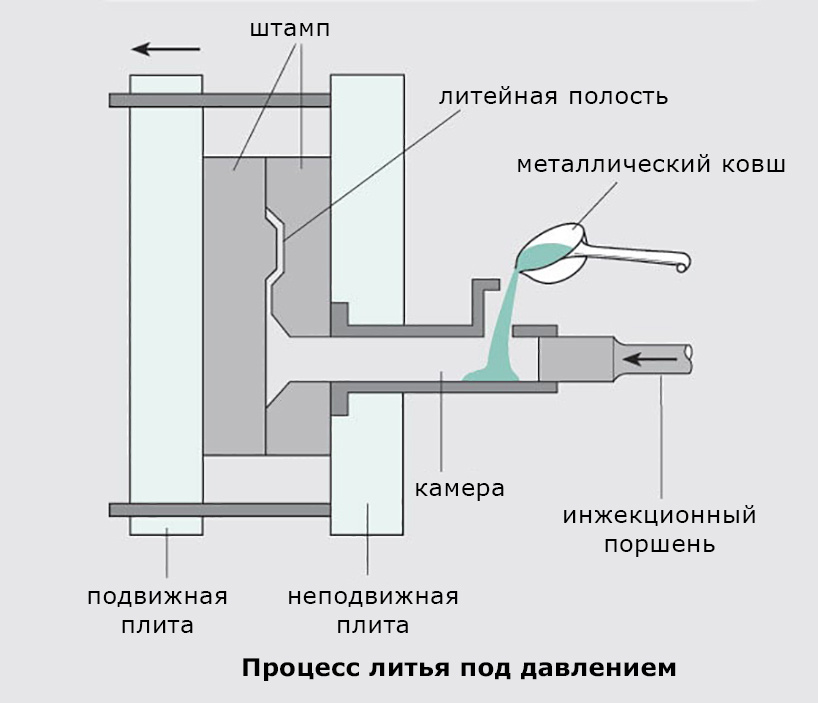
- Металлическая жидкость подвергается высокому давлению, высокая скорость потока во время литья под давлением.
- Хорошее качество продукции, стабильный размер и хорошая взаимозаменяемость.
- Высокая эффективность производства, формы для литья под давлением можно использовать много раз.
- Данный метод подходит для массового производства с хорошими экономическими преимуществами.
- При данном методе литья есть склонность к образованию мелких пор и усадке.
- Детали, отлитые под давлением, имеют низкую пластичность и не должны применяться для работы под ударной нагрузкой и вибрацией.
- Невысокая стойкость пресс-форм, особенно при литье сплавов с высокой температурой плавления (сталь, чугун, медные сплавы).
Область применения: литье под давлением сначала применялись в автомобильной промышленности и приборостроении, а затем постепенно распространились на различные отрасли, такие как сельскохозяйственное машиностроение, станкостроение, электронная промышленность, национальная оборонная промышленность, компьютеры, медицинское оборудование, часы, фотоаппараты и бытовая техника.
4) Литье под низким давлением

Литье под низким давлением (Кокильное литье)
На жидкий металл, находящимся в форме подается давление (0,02 - 0,06 МПа) под воздействием которого металл по металлопроводу поднимается вверх и заполняет полость литейной формы.
- Давление и скорость во время заливки можно регулировать, поэтому его можно применять для различных литейных форм (таких как металлические формы и песчаные формы), литья различных сплавов и отливок различных размеров.
- Применяется донно-инжекционное заполнение, заполнение металлической жидкостью стабильно, и нет явления разбрызгивания, что позволяет избежать вовлечения газа и эрозии стенки формы и сердцевины, что улучшает квалификацию отливок.
- Отливка кристаллизуется под давлением. Отливка имеет плотную структуру, четкие контуры, гладкую поверхность и высокие механические свойства. Это особенно полезно при литье крупных тонкостенных деталей.
- Устраняет необходимость заполнения стояка и повышает коэффициент использования металла до 90 - 98%.
- Низкая трудоемкость, хорошие условия труда, простое оборудование, легко осуществить механизацию и автоматизацию.
Область применения: В основном используется в традиционных изделиях (головка цилиндра, ступица, рама цилиндра и т.д.).
5) Центробежное литье

Это метод литья, при котором расплавленный металл заливается во вращающуюся форму, а форма заполняется и затвердевает под действием центробежной силы.
- Почти отсутствует расход металла в системе заливки и в системе стояка, что повышает производительность процесса.
- При производстве полых отливок можно отказаться от стержня, что позволяет значительно улучшить способность заполнения металлом при производстве длинных трубчатых отливок.
- Отливка имеет высокую плотность, малое количество дефектов, таких как поры и шлаковые включения, и высокие механические свойства.
- Легко производить составные металлические отливки стволов и рукавов.
- Существуют определенные ограничения при использовании в производстве отливок специальной формы.
- Диаметр внутреннего отверстия отливки не точен, поверхность внутреннего отверстия шероховатая, качество низкое, припуск на обработку большой.
- Отливка подвержена сегрегации по удельному весу.
Область применения: Центробежное литье впервые было использовано для производства литых труб. Процесс центробежного литья применяется в металлургии, горнодобывающей промышленности, транспорте, ирригационном и дренажном оборудовании, авиации, автомобилестроение и других отраслях промышленности где используют процессы центробежного литья для производства отливок из стали, чугуна и цветных углеродистых сплавов. Среди них наиболее распространено производство центробежно-литых чугунных труб, гильз цилиндров двигателей внутреннего сгорания и втулок валов.
Читайте также: