Виды сварки металлов в домашних условиях
Обновлено: 17.05.2024
Сваркой называют соединение металлов путем их плавления. Этот процесс широко применяется во многих отраслях машиностроения и строительства. Его физическая сущность заключается в создании связей между атомами и молекулами двух поверхностей, соединяемых между собой. Чтобы они имели высокую прочность нужно соблюдать следующие условия:
- очистка заготовок от грязи;
- энергетическая активация атомов;
- размещение свариваемых деталей на таком расстоянии, равным с межатомным расстоянием.
Благодаря развитию технологий сварку можно осуществлять не только в условиях промышленных предприятий, но и в монтажных и полевых и даже в космосе. Для обработки используют различные источники энергии, поэтому данный процесс требует предельного внимания и соблюдения норм работы.
Разновидности сварки
На сегодняшний день существует не менее 10 видов, которые применяются в деле. Наибольшую популярность получили виды сварки, с помощью которых скрепляют не только металлы, но и стекло керамику и пластик. В настоящее время выделяют сварки, отличающихся между собой типом энергии, используемым для выполнения работ.
Термическая сварка
При термической сварке происходит соединение деталей на молекулярном уровне, с применением металла расплавленного от воздействия источника энергии. Прочный монолитный шов образовывается за счет жидкого металла, который заполняет промежуток между деталями.
Электродуговая контактная сварка
Этот универсальный вид сварки является самым распространенным способом и применяется как в производстве, так и в бытовых условиях. При выполнении электросварки не требуется использование дорогостоящего оборудования, к тому же проводить ее могут даже новички.

Схема электродуговой ручной сварки плавящимся электродом.
Принцип работы такого метода подразумевает расплавление прилегающих друг к другу областей свариваемых деталей при помощи тепла, поступающего от электрической дуги. Дуга расплавляет электрод и основной металл, образуя сварочную ванну. При остывании сварочного шва происходит затвердевание жидкого металла, благодаря чему происходит прочное соединение изделий.
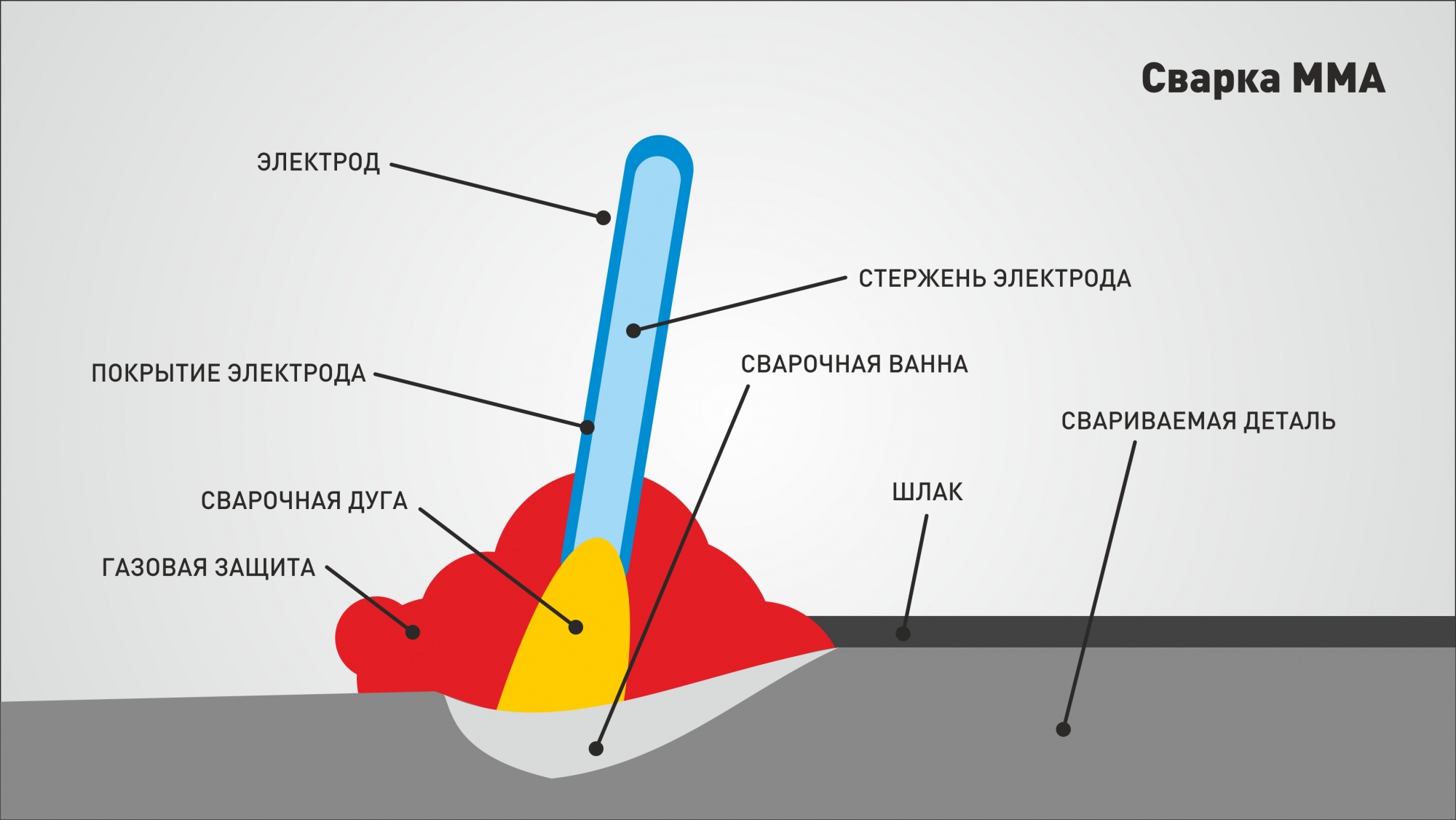
ММА – ручная дуговая сварка
Данный вид обработки осуществляется исключительно одним электродом с использованием дуги, горящей между сварочной ванной и металлическим стержнем, на который нанесено покрытие. В результате замыкания электрической цепи вырабатывается тепловая энергия и передается на элементы, вследствие чего металл начинает плавиться. Когда подача электричества прекращается, получается сварное соединение.

MMA сварка
Внимание: Для ручной сварки используются электроды, покрытые специальной обмазкой, их состав зависит от предназначения и обеспечивает правильное формирование при кристаллизации.
ММА — наиболее простой способ соединения, для выполнения которого достаточно иметь сварочный аппарат и подходящие электроды. Они выпускаются определенного типа и имеют ограниченную длину, поэтому необходимо постоянно прерывать процесс сварки для смены данного элемента. Как и любой вид соединения металлов, технология ММА имеет свои плюсы и минусы.
На фоне преимуществ, минусы незначительные и не являются основанием для отказа от использования ручной сварки. Это универсальное оборудование доступно по стоимости, а также неприхотлив в эксплуатации.
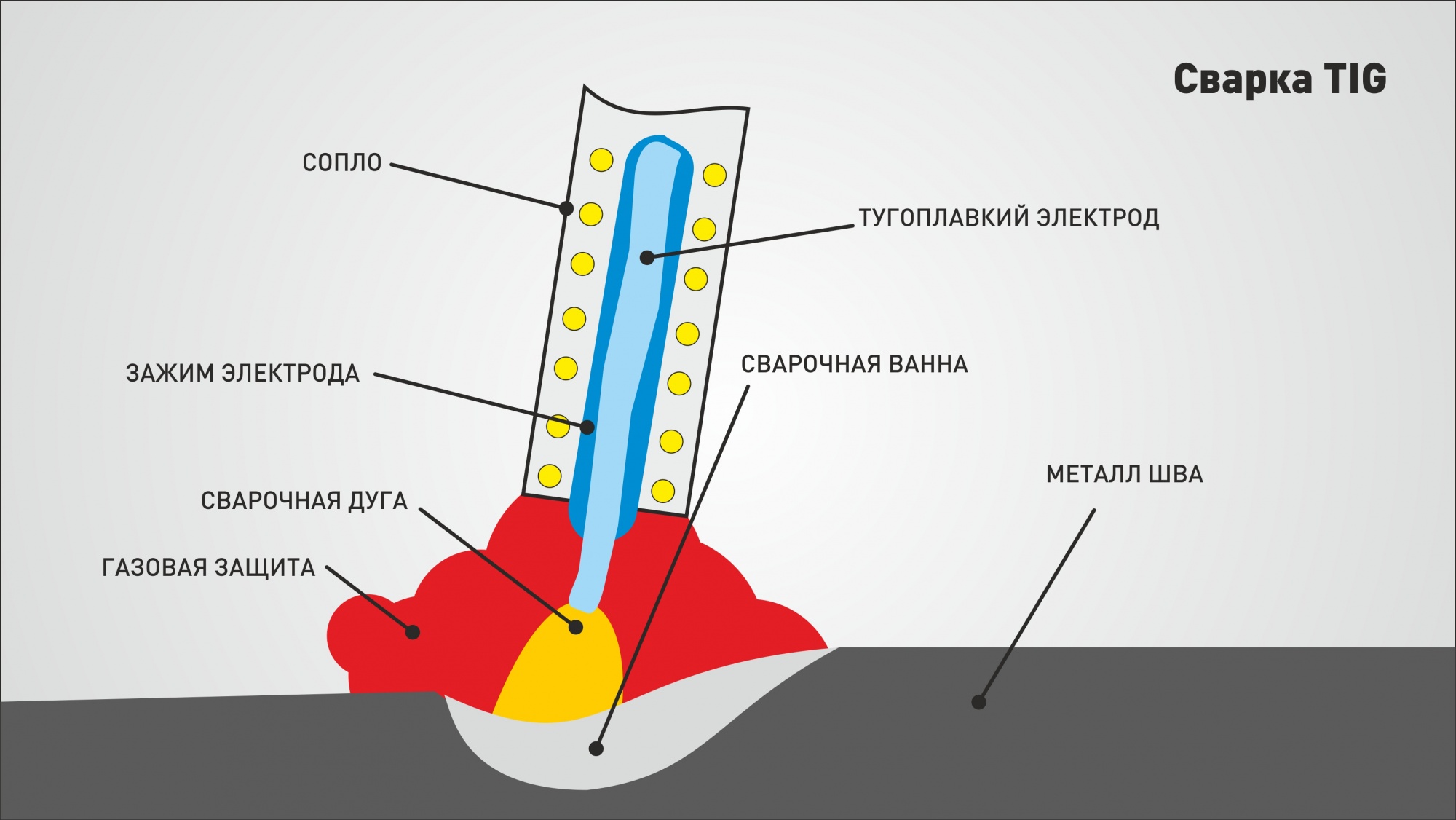
Аргоновая сварка TIG
Тиг сварка — способ соединения металлов с использованием вольфрамового электрода с защитным газом. Стержень в процессе не плавится, чтобы получить ровный шов сварщику необходимо затачивать его перед применением. Среди других методов сваривания технология Тиг позволяет получать высокое качество шва.

TIG сварка
Для осуществления аргоновой сварки вольфрамовый электрод нужно закрепить в горелке. По краям горелки расположены отверстия, через которые производится подача защитного газа — аргона. Проникая в сварочную ванну аргон защищает ее от воздействия других атмосферных газов. Благодаря этому происходит качественное соединение металлов без оксидной пленки.
Работа на таком оборудовании не требует особых умений, чтобы освоить навык создания красивых швов достаточно поработать 2-3 раза. На качество шва могут повлиять ветер и другие неблагоприятные атмосферные условия, поэтому при использовании оборудования на открытом воздухе, следует закрывать место соединения.
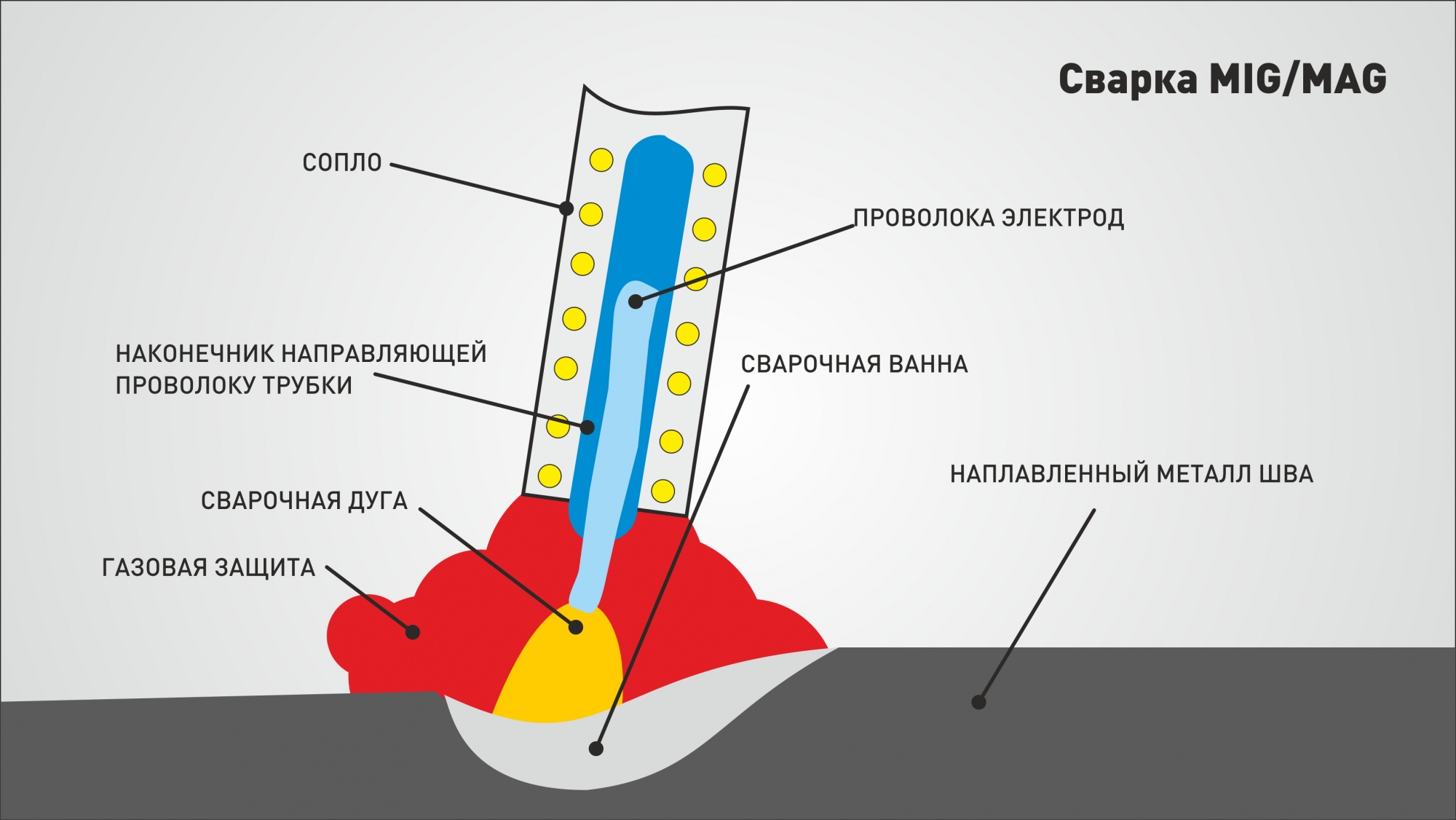
MAG –сварка полуавтоматом
Этот вид соединения подразумевает использование активного газа и металлической проволоки. Во время сваривания между электродом и металлом загорается дуга, в результате чего изделие полностью расплавляется и образовывается сварочная ванна. От воздействия кислорода ее защищает газообразное вещество. По истечение определенного времени, появляется сварной шов за счет кристаллизации элементов, находящихся в сварочной ванне.
В отличие от других технологий сваривания MAG имеет следующие особенности:
- Полностью автоматизированный процесс сваривания.
- Смена сварочных проволок занимает минимум времени.
- Сварка возможна в любом пространственном положении.
Данный метод применяется для соединения разных металлов, поэтому популярен во многих отраслях промышленности. Технология нашла широкое применение при производстве морских судов и автомобилей.
Важно: Сварка полуавтоматом требует от сварщика множество профессиональных навыков и умений, поэтому работать с аппаратом могут только профессионалы.
Сварка под флюсом
Под СПФ понимается соединение металлов при помощи электрической дуги, где конец электрода и литой сварной шов скрыты под слоем из гранулированного плавкого флюса. Такая функция защищает от окисления, повышает прочность и формирует соединение с высокой степенью однородности.

Во время сварки создается ультрафиолетовое излучение и образование брызг и искр. На рисунке 2 указано как СПФ исключает такие факторы, т.к. в процессе расплавленный металл покрыт толстым слоем флюса. Существует 3 основных способа:
- Ручной. Для ручного метода используют небольшое оборудование с неплавящимся электродом. Сила тока сварки и подача флюса регулируется сварщиком в ручном режиме.
- На полуавтоматическом сварочном аппарате практически все функции регулируются автоматически, вручную осуществляется лишь ведение дуги с помощью рукоятки или дистанционного управления.
- Автоматический способ предполагает участие рабочих только в качестве контроллеров, все остальные функции выполняются управляющим процессором.
Газопламенная
Данный вид подразумевает применение пламени открытой горелки для плавления и соединения двух металлов. Для нагрева используют смеси газов из кислорода и ацетилена, также возможны другие варианты. При соприкосновении с пламенем происходит структурное изменение металла и образование жидкой сварочной ванны. Для защиты металла от атмосферного воздействия используются флюсы. По мере снижения воздействия пламени происходит снижение температуры и возникает процесс кристаллизации, что способствует к образованию сварного шва.
Электрошлаковая
ЭШС — один из способов сварки, при котором тепло образуется в среде расплавленного шлака. Металл нагревается в массе, пропуская электрический ток, который генерирует тепло в шлаке. При ЭШС не требуется использование дуги, вертикальная сварка позволяет проварить толстый слой сплава за один проход.
Данный метод применяется для соединения толстостенных элементов из различных стальных сплавов от чугуна до высоколегированных.
Плазменная
В основе плазменной сварки лежит принцип использования узконаправленной струи плазмы для расплавления сплавов. Такой вид технологии подходит для соединения изделий из разных материалов: нержавеющей стали, цветных металлов. При плазменной сварке применяется аргонодуговая технология, в отличие от электрической, она имеет вид сжатой плазменной струи и обладает мощной энергией.
В основу плазмы входят нейтральные молекулы и атомы, а также электроны и ионы. Во время сваривания образовывается очень высокая температура до 300 тыс. °C и давление на поверхность свариваемых металлов, а дуга приобретает цилиндрическую форму, сохраняя показатели мощности по всей длине. Данный метод подходит для применения в труднодоступных местах, т.к. незначительное изменение расстояния между деталью и электродом не влияет на качество шва.
Термомеханический класс сварки
К термомеханическому классу относятся соединения, получаемые на использовании совместного действия тепла и давления, вводимых в зону сварки извне. При термомеханической сварке происходит расплавление конца электрода и того участка детали, который подлежит соединению. Прочный сварочный шов получается после остывания металла.
Классификация способов сварки
В современном мире существует множество способов сварки, каждый из которых находит свое применение. Виды и классификация видов сварки проводится по разным критериям и разделены на 2 основные группы:
Для расплавления соединяемых частей используется источник тепла с очень высокой температурой, после чего они сливаются в общую сварочную ванну. При удалении источника тепла сварочная ванна охлаждается и затвердевает, прочно соединяя 2 детали.
Во второй группе доминирующую роль играет давление, прилагаемое к месту сварки, нагрев металла играет второстепенную роль, в некоторых случаях соединение может быть осуществлено без использования нагрева.
Сварка давлением, в свою очередь делится на 2 подгруппы:
- Холодная, в зоне соединения металл не нагревается, данный процесс подразумевает сварку при комнатной температуре.
- Сварка давлением без оплавления. В этом случае металл подогревается до определенной температуры, при котором снижается его механическая прочность и упругие свойства. Подогрев элементов значительно облегчает процесс сварки, иногда является практически необходимым. Данный метод не требует использования высоких температур, поэтому для нагрева можно использовать разные источники тепла.
Методы и технологии сварки
Помимо вышеуказанных традиционных способов бывают другие методы, позволяющие соединить уникальные металлы. Они обладают выраженными свойствами, из-за которых привычные способы не подходят для их соединения.
Одним из таких методов является лазерная сварка, которая выполняется при помощи полуавтоматического или автоматического оборудования. Данный способ подразумевает подачу тепла строго в одну точку для соединения очень мелких деталей.
Краткая характеристика сварки
Независимо от вида сварки и классификации способов, сваркой называется технология создания прочных соединений, путем нагрева, оказания давления, деформирования или комбинирования всех методов.
Сущность данного процесса заключается в воздействии внешнего источника энергии для установления межатомных связей между деталями. В процессе остывания происходит кристаллизация и образуется сварочный шов. Варианты соединений подбираются, учитывая материал, площадь и химические свойства свариваемых изделий.
Принцип сварки
Принцип сварки металлов определяется по технологическим признакам установлен для каждого вида отдельно, так как специфика их работы отличаются. Для получения прочного сварного соединения необходимо сблизить поверхности двух металлов под большим давлением, чтобы впоследствии появилось электронное облако, взаимодействующее с ионизированными атомами обоих металлических поверхностей.
Нагрев в месте соединения приводит к амплитуде колебания атомов относительно постоянных точек, что в свою очередь создает более легкое получение связи между изделиями. Сила давления зависит от показателей температуры нагрева.
Основные виды сварки
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.

В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- (в отечественной классификации – ручная дуговая сварка, или РДС) (аргоно-дуговая) (полуавтоматическая, проволокой).
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:

Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.

Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.

Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
29 основных видов сварки металла используемых на практике
В статье Вы найдете 29 применяемых в настоящее время видов сварки. Мы подготовили для Вас подробное описание современных технологий, их подробное описание и область применения.
Основные группы
В настоящий момент используется три основных варианта выполнения работ:
- механический;
- термический;
- термомеханический.
Введение электроники позволило повысить производительность и точность, автоматизировало процесс.
Работы термического класса
В таком варианте соединение обеспечивает тепловое воздействие. Высокие температуры оплавляют стыки. При охлаждении они кристаллизуются. Источником подачи тепла становится:
- газовая горелка;
- поток плазмы;
- электрическая дуга.
Узнавая, какие бывают сварки и технологии проведения соединений следует оценивать и квалификацию работников.
Электросварка электродугового типа
Является наиболее распространенным вариантом выполнения. Разогрев металла выполняется за счет взаимодействия анода и катода, с высвобождением энергии большой мощности. Плавление заготовки в такой ситуации происходит к образованию сварочной ванны.
Кристаллизация сплава также происходит в процессе остывания. По прочности полученное соединение аналогично свариваемым металлам. В таком варианте классификация различных видов сварки включает следующие типы.
Ручная дуговая ММА

При проведении используются представляющие собой металлический стержень с обмазкой штучные электроды. Выполняется под постоянным воздействие переменного или прямого тока. Преимуществом становится образование при плавлении расходников облака состоящее из смеси газов (по большей части из СО2), формирующего защиту от окисления свариваемого металла.
При обмазке используются разнообразные химические соединения. В сварочной ванне они способствуют формированию дополнительной защиты сварочного шва и поддерживают стабильное горение электрической дуги.
Аппараты способны работать в любом положении, в том числе в труднодоступных местах, сваривая любые металлы. Технология в равной мере доступна новичкам и профессионалам. Направления использования создание металлоконструкций, в частном предпринимательстве, на станциях технического обслуживания транспортных средств.
TIG (аргоновая сварка)

Используются вольфрамовые, графитовые, неплавящиеся, угольные электроды. В роли инертного газа применяется азот, аргон, гелий или их смесь. Сварной шов включает только металл заготовок и присадки.
Присадка, которой выступает металлическая полоса или пруток, по составу идентичные свариваемым металлам. Использование инертных газов требуется с целью защиты от атмосферного воздуха. Это обеспечивает стабильное горение электрической дуги и исключает окисление металла.
Полуавтомат MAG (MIG)

Применяется в качестве присадочного материала проволока, поступающая в рабочую зону через горелку. Параллельно подается активный или инертный газ, состав которого определяется в зависимости от выбранного материала работы. Выполнение возможно только при непрерывном контакте с электрическим током, образующим много брызг.
За счет этого шов теряет аккуратность, что компенсируется высокой производительностью. Расходный материал подается в автоматическом режиме. Выполняется сваривание широкого спектра материалов от марганца или чугуна до меди и алюминия. Соединяются разнотипные материалы.
Что представляет сварка под флюсом

Проводится с использованием специальных флюсовых порошков, обеспечивающие рабочую область выделяющимся в процессе плавления защитным газом. Флюс поддерживает сохранение расплавочной дуги и обеспечивает защиту расплава. Процесс полностью автоматизирован от подачи флюса до перемещения вдоль стыка. Среди направления использования создание:
- модулей спутников;
- башенных кранов;
- корпусов морских судов;
- иного оборудования где применяются протяженные швы и швы большой толщины.
Формируется шов повышенной прочности, необходимый для создания оборудования, выдерживающие сложные условия эксплуатации. Такие, как огромное давление и экстремальные температуры.
Газоплазменная

Сегодня виды сварки и конечно их краткая характеристика включает и этот все реже используемый вариант. Она состоит из образования по ходу сварочного шва все новых ванночек под воздействием горелки. Поддержание её горения обеспечивает подача в смеси с кислородом одного или нескольких горючих газов. Технология сложнее дуговой. Используется чаще всего опытными специалистами за счет универсальности и мобильности.
Сваривание обеспечивает высокая температура открытого пламени, образующаяся при горении кислорода с такими горючими газами, как ацетилен, водород, бутан, пропан и другие. Наиболее эффективным признается использование метилацетиленовая фракция. В зависимости от типа горючего газа температура составляет:
- 2927 с кислородом;
- 4500 при соединении кислорода и МАФ;
- ацетилендинитрилом 5000.
Используется открытое пламя, не зависящее от энергоснабжения. За счет этого широко применяется в «полевых» условиях. Остывание происходит постепенно, что удобно в работе с листовыми материалами.
Использование метода непригодно в промышленных условиях за счет отсутствия возможности автоматизации и низкого уровня производительности. Высокая сложность работы требуется приглашения профессионала. При рассмотрении виды сварки какие бывают и какой уровень квалификации, этот считается одним из наиболее сложных.
Электрошлаковый тип

Кромки деталей соединяются при нагреве под воздействием электроэнергии флюса. Она предварительно насыпается между соединяемыми элементами. Дополнительно применяется расплавленный пруток или проволока. Рекомендована при соединении деталей из чугуна или, реже, цветных металлов. Используется для соединения крупногабаритных деталей в промышленности. Эффективна со всеми видами металлов.
Термитная
Название вызвано использованием при нагреве металла термита. Требуется в «полевых» условиях, при отсутствии постоянного источника электроснабжения и газовых баллонов. Является простым для выполнения вариантом деятельности. Чаще всего используется при наплавке конструкций, а также соединения хрупких и чугунных сплавов в соответствии с требованиями ГОСТ Р 57181-2016. При соединении используются порошковые смеси, в процессе горения которых образуется большое количество энергии под воздействием которого металлы переходят в полужидкое состояние.
Литейный способ
Еще один тип работ, в наши дни применяемый все реже. Он заключается в заливке предварительно подготовленного места работы жидким перегретым металлом. Нагрев может производиться, например, в тигле. Процесс сходен с выполнением отливок. Место сварки требуется заформовывать, просушивать и прокаливать. При подогреве изделия в заформованный стык заливают перегретый расплавленный металл.
В современном производстве методика наиболее применима в работе с драгоценными благородными материалами. Проводится работа с изделиями из бронзы, посудой, украшениями. Именно так в древности выполнялись свинцовые трубы трубопроводов.
Использование лазера
Один из современных типов технологий. Энергетическим источником становится лазер, обеспечивающий особую прочность готовых изделий. Рекомендуется в работе с конструкциями сложной конфигурации. При соединении создается гладкий и эстетичный ровный шов, лишенный малейших искривлений. Применяется для соединения элементов из алюминия, серебра, нержавейки.
При плавлении и нагревании используется лазерный луч с монохромным потоком генерируемого лазером светового потока. Контроль потока обеспечивает фокусировка линз и отклонение призм. При работе применяются автоматические, полуавтоматические и роботизированные устройства. Плавление происходит размеренно и точно. Необходимость использования вакуума отсутствует.
Электронно-лучевая (ЭЛС)
Один из самых новых и современных способов соединения тугоплавких материалов. Метод разработан в середине ХХ века. Удобен с целью надежного соединения толстостенных и тонкостенных изделий, исключая или сводя до минимума возможность при нагреве деформироваться. Может применяться и при обработке керамики.
Главным способом использования становится готовность электронов переносить энергию. Потоки зараженных частиц образуются в условиях вакуума.
Тлеющим разрядом
Сварка тлеющим разрядом осуществляется путем взаимодействия диффузии за счет применения индукционного нагрева. За счет этого соединение происходит на атомарном уровне.
Световая
При проведении соединения используется мощный световой луч. В качестве источника его подачи используется угольная дуга, дуговые газозарядные лампы. Самым перспективными сегодня считаются дуговые ксеоновые лампы, баллоны которых наполнены ксеоном под давлением 4-10 ат (0,4-1 МН/м2). Давление при работе лампы дополнительно возрастает до 10-30 ат (1-3 МН/м2). При этом дуговой разряд сильно сжимается и образует высококонцентрированный источник лучистой энергии достигающий по температуре разряда 12 000 °С. Повышение плотности лучистого потока формируется за счет использования комбинированных полиэлипсоидных систем. Дуговые ксеоновые лампы обеспечивают фокусировку потока.
Индукционная

Сваривание обеспечивает нагрев под воздействием индукционного тока, формирующегося в сварочном аппарате под воздействием индукционного тока. Подобные инновационные виды отличаются повышенной точностью. Индукционная катушка возбуждается за счет использования тока высокой частоты.
Термомеханический класс
При выполнении такой работы используется сочетание термического и механического воздействия. Такие виды сварки включают:
- прессовую;
- контактную;
- диффузную;
- кузнечную.
Соединение осуществляется при помощи тепловой энергии. Стоит рассмотреть данные виды сварки и их характеристики.
Контактны тип

Точечная технология выполняемая с помощью использования электрического тока. Применяется как в бытовых, так и в производственных условиях. Сочетание сильного нагрева и давления формирует прочное соединение с ровной поверхностью. Особенно удобен для однотипных изделий и тонких деталей.
Точечная
Аппараты для точечной сварки часто используются даже в бытовых условиях. Популярна в работе с тонкими изделиями. Часто используется при изготовлении электротехнических приборов, листовой стали, имеющей толщину не более 2 мм.
Шовная
Контактная шовная роликовая сварка предполагает соединение деталей швом, состоящим из отдельных точек, выдерживающим повышенные нагрузки. Соединение для дополнительного увеличения прочности часто соединяются внахлест. При выполнении работ ток подводится к крутящимся дисковым электродам. По линии шва постоянно катятся ролики, обеспечивая плотное прижатие друг к другу элементов. Рекомендовано для работы с тонкими листами. Характеризуется высоким уровнем производительности.
Сварка оплавлением
Как правило высокотехнологичный способ соединения деталей. Относится к электротермодеформационным процессам, выполняемы в соответствии с ГОСТ 2601. Крепление выполняется при помощи глубокой пластической деформации с оплавлением торцов изделия и отличается повышенным уровнем надежности.
Диффузионная
Изотермический тип на атомарном уровне, смешиваются молекулы и атомы соединяемых элементов в защитной среде. Допустимые параметры давления 0,5Мпа. Используются разные источники нагрева:
- индукционный;
- электронно-лучевой нагрев;
- радиационный;
- тлеющим разрядом;
- нагрев проходящим током;
- в расплаве солей.
Свариваемые поверхности тщательно готовятся. Требуется вакуумированная рабочая камера.
Газопресовая
Используется редко. Первым шагом становится нагрев свариваемых поверхностей газокислородным пламенем. После нагрева они сдавливаются без использования присадочного материала. Нагрев выполняется пламенем многосопловых горелок. Отличается повышенной прочностью. Используется только в производственных условиях. Выполняется при нагреве газокислородным пламенем. Поле нагрева выполняется сдавливание. Формируется единый тонкое и прочное соединение частей в единое целое.
Кузнечная
Неразъемное соединение обеспечивает внешнее давление на разогретые детали и элементы. Является одним из наиболее старинных способов выполнения работы, формируя крепкое объединение частей в единое целое.
Индукционнопрессовая
Используется электромагнитная индукция заготовки. Она возникает в металле при внесении в электромагнитное поле, создаваемое индуктором (обмоткой), которая питается переменным током. Используется с 40-х годов ХХ века для соединения тонкостенных деталей.
Дугопрессовая
Используется для соединения узкой направленности. Например, шпильки к металлической пластине. Электродом становится сама деталь. Тепло подается с помощью электрической сварочной дуги.
Шлакопрессовая
Технология повышенной производительности. Тепло формируется в расплавленном шлаке при погружении в него электрического тока без использования дуги. Наиболее удобен при создании швов, идущих снизу вверх. При выполнении детали ставятся вертикально с сохранением небольшого зазора. Поверхности закрываются ползунами, оснащенными для проведения трубками с водой. Равномерное остывание поверхностей обеспечивает постоянно движение ползунов.
Термитнопрессовая
Для получения тепла используется жидкий теяло-шситель, оно образуется за счет использования алюминиевого порошка и металла. По достижению нагрева на уровне фактически плавления, детали сдавливаются.
Печная
Вариант, хорошо известный нашим предкам. При нагреве используются горны или печи. При достижения должного уровня накаливания, выполняется сжатие.
Механический класс
При использовании механического класса используется только механическая энергия и давления. К распространенным вариантам относится:
- взрыв;
- ультразвуковое воздействие;
- трение;
- холодный способ и другое.
Распространен во всех отраслях производства за счет простоты и доступности.
Сварка взрывом
Удобна при соединении разных металлов. Применяется и с целью плакирования. Подобная технология часто неизвестна даже профессионалам высокого уровня. При выполнении на поверхностях проводится направленный взрыв. В результате чего происходит сплавление.
Холодная сварка
Соединение проводится под сильным давлением без выполнения нагрева. Склеивание осуществляется за счет происходящей пластической деформации. Специальные подготовка и оборудование не требуется. Часто используется в сантехнических работах и автолюбителями.
Ультразвуковая сварка
При воздействии используются ультразвуковые колебания. Для сжатия достаточно несколько единиц ньютона. В равной мере используется в радиоэлектронике или при работе с толстостенными изделиями. Принцип работы определяется ГОСТ 2601, СЭВ 5277. Кроме металлов так могут соединяться такие материалы, как кожа, ткани, пластмассы и другое.
Сварка трением

Основывается на использовании сильного давления. Соединяемые элементы крепко закрепляются. Один остается подвижным и при трении выполняет нагрев до состояния пластичности. Прочность шва формируется за счет разрушения окислов, жировых пленок, способных мешать уровню прочности получаемого шва.
Магнитоимпульсная
Относится у ударным типам работ с использованием соударения. Применяется пересечение магнитных полей за счет силы электромеханического взаимодействиями вихревых потоков. При столкновении электрическая энергия преобразуется в механическую с помощью установки магнитно-импульсной сварки. Детали устанавливаются под углом внахлестку.
Что такое сварка, простыми словами
Что такое сварка железа – наверное, почти каждый человек сегодня сможет более-менее верно ответить на этот вопрос. Ведь когда-то давно человечество вступило в железный век и живёт в нём до сих пор, железо изменило всё в жизни людей.
А сварное соединение – это неотъемлемая технология века железа, от древних кузнецов и до наших дней.
Здесь мы постараемся коротко ответить на самые частые вопросы – что называется сваркой, какая бывает, что такое сварочные работы.
Итак, сварное соединение – это неразъёмное соединение металлов через повышенную температуру (расплавление) и (или) давление, в результате образуется прочный сварочный шов.
Классификацию способов и видов проводят по тому, каким образом достигается это самое давление, или разогрев, или комбинация того и другого.
Какие бывают виды
Все виды известны только Гуглу и специалистам. Среди десятков существующих, назовём самые известные и широко используемые её виды:

- Дуговая (электрическая). Нагрев зоны плавления металла происходит при горении электрической дуги. Она может проводиться вручную, или полуавтоматом, или полностью автоматически. Зона плавления металла защищается от кислорода воздуха расплавленным флюсом от электродов или инертными газами (полуавтоматическая сварка в углекислоте, неплавящимся электродом в аргоне).
- Газовая. Нагрев за счет сгорания горючего газа (ацетилен, пропан, водород и т.д.) в пламени специальной горелки, при подаче кислорода. Процесс хорошо регулируемый, поэтому им можно варить тонкостенные детали, цветные металлы, делать наплавку. Можно работать в полевых условиях, не требуется электричество. Температура до 3100°С.
- Плазменная – более или менее похожа на газовую, температура до 10000°С.
- Лучевая – нагрев от луча лазера или пучка электронов. Используется в радиоэлектронике.
- Термитная – тепло выделяется при сгорании особой смеси, термита, в зоне соприкосновения деталей.
Итак, мы перечислили основные виды и способы сварки металлов плавлением, одного из типов соединения металлов.
Разновидность с использованием давления – это кузнечное соединение и некоторые специальные виды, применяющиеся в промышленности (контактная и другие).

Как выбрать? Всё зависит от того, что вам надо сварить и для чего. Так, бытовой газопровод однозначно варится газом – этот вид хорошо и герметично соединяет тонкостенные трубы.
А вот стальной каркас для оранжереи быстрее будет сделать электросваркой.
Теперь вы знаете, какие виды сварки существуют. Остались вопросы? Или вам нужно сварить что-либо?
Виды сварки металлов и их краткая характеристика

Технологические составляющие сварочного процесса были известны еще в 17 веке. Тогда они были представлены литьем и кузнечным делом. «Осовременивание» началось после открытия такого явления как электрическая дуга. Дополнительный толчок развитие сварочного дела получило с изобретением порошкового покрытия для электродов. А вот основной скачок выпал на конец 20-го века, когда стали доступны лазерные, ультразвуковые и плазменные технологии. Внедрение электроники позволило автоматизировать сварочный процесс, увеличить точность выполнения работ и производительность.
В настоящее время разделяется три вида сварки, которые отличаются между собой используемым для выполнения работ типом энергии:
- термический;
- механический;
- термомеханический.
Термическая сварка
Для выполнения сварочных работ потребуется тепло. Под воздействием высоких температур стыки соединяемых заготовок оплавляются и, остывая, скрепляются между собой, а впоследствии кристаллизируются. В качестве источника тепла служит пламя газовой горелки, электрическая дуга или поток плазмы.
Электродуговая контактная сварка
Наибольшее распространение получили именно аппараты электродуговой сварки. Для нагрева и плавки металла задействуется электрическая дуга, которая представляет собой разряд между катодом и анодом. При этом освобождается тепловая энергия большой мощности. Воздействуя на металлическую заготовку, она приводит к ее плавлению с последующим образованием сварочной ванны.
После угасания дуги немедленно начинается остывание и кристаллизация расплава. В результате образуется соединение по составу и прочности сопоставимое с металлами, которые сваривались. Существует несколько видов электродуговой сварки.
ММА – ручная дуговая сварка
Используется со штучными электродами, представляющими собой металлический стержень с обмазкой. Процесс протекает под воздействием постоянного или переменного тока. Покрытие расходников плавится, выделяя газы, которые образуют облако для защиты свариваемого металла от окисления. Помимо этого, в обмазку включаются разные химические соединения, которые служат в качестве добавки в сварочную ванну для изменения свойств сварочного шва и поддержки стабильного горения электрической дуги.
Аппараты – инвертеры, выпрямители, трансформаторы – позволяют выполнять работы в любом пространственном положении. Если подобрать расходные материалы правильно, то можно сваривать любые металлы: черные, цветные, легированные и т.п. Важно подчеркнуть, что держатели могут проникать в труднодоступные места, где использование другого вида сварки невозможно.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Сварка ММА подходит и для профессионалов, и для новичков. Она широко используется в строительстве, монтаже металлоконструкций, в разных отраслях тяжелой промышленности, в частном предпринимательстве. Она необходима для небольшой мастерской по изготовлению металлоконструкций, станции технического обслуживания автомобилей, большого машиностроительного завода. Она незаменима в хозяйстве, когда требуется сконструировать что-то из металла самостоятельно или отремонтировать прохудившийся металлический каркас.
Аргоновая сварка TIG
Применяются электроды вольфрамовые, неплавящиеся, графитовые, угольные. В качестве инертного газа используется аргон, азот, гелий или смесь из этих газов в зависимости от соединяемых металлов. Процесс характерен тем, что сварной шов состоит исключительно из металлов заготовок. Добавляется только присадка – металлический пруток или полоса, по своему составу идентична свариваемым металлам. Инертные газы необходимы для защиты рабочей зоны от атмосферного воздуха, чтобы исключить окисление металла и обеспечить стабильность горения электрической дуги.
В процессе выполнения сварочных работ используется переменный или постоянный ток. Сравнительно низкая производительность компенсируется за счет высокого качества сварного соединения. Процесс характеризуется высокой трудоемкостью и требует от специалиста большого практического опыта. Использование TIG оправдано в случаях, когда требуется наложить ответственный шов, который должен выдержать высокие нагрузки, или в случаях, когда большое внимание уделяется эстетической стороне вопроса.
Аргоновая сварка востребована для герметизации нефте- и газопроводов, резервуаров для пищевой промышленности, посуды; при изготовлении сосудов высокого давления или микросхем. Она незаменима для соединения тонкостенных заготовок и листовых материалов. Сварка позволяет работать с большим перечнем металлов: нержавеющая, углеродистая, легированная сталь; магний, титан, медь.
MAG –сварка полуавтоматом
В качестве присадочного материала используется проволока, которая подобно электроду плавится под воздействием высокой температуры. Проволока поступает в рабочую зону через горелку, куда параллельно подается инертный или активный газ. Состав защитного газа напрямую зависит от типа свариваемого металла. Работает исключительно с постоянным электрическим током. Во время применения активных газов образуется много брызг, а шов получается неаккуратным. Но это с лихвой компенсируется высокой производительностью установки.
Такого рода оборудование пользуется большой популярностью среди профессионалов и большой аудитории любителей. Отчасти из-за автоматической подачи расходного материала в зону сварки и возможности электронной регулировки настроек. Технология особенно популярна в европейских и североамериканских специалистов. Полуавтоматы сваривают широкий спектр металлов: сталь низколегированную и высоколегированную, большинство марок чугуна; марганец, медь, алюминий, никель, а также их сплавы. Оборудование позволяет выполнять самые сложные разнотипные соединения.
Сварка под флюсом
При сваривании металлических заготовок применяются разные флюсовые порошки. Они необходимы для того, чтобы обеспечить рабочую область защитным газом, который выделяется в процессе плавления. Благодаря наличию флюса не только защищается расплав, но и поддерживается стабильное горение электрической дуги. Подбором флюса специалисты добиваются нужных характеристик сварного шва.
Метод активно используется в промышленном производстве и характеризуется полной автоматизацией: от подачи флюса в зону горения до перемещения оборудования вдоль стыка. Технология применяется в процессе изготовления корпусов морских судов, фюзеляжей самолетов, локомотивов и вагонов, башенных кранов, модулей спутников и множества иного оборудования. На выходе получается очень качественный сварной шов, который легко выдержит самые сложные условия эксплуатации, включая экстремальные температуры и огромное давление.
Газоплазменная
В этом случае металл заготовок плавится под воздействием температуры открытого пламени. Оно образуется в результате горения кислорода с горючими газами – водородом, пропаном, бутаном, ацетиленом и другими. Самой эффективной считается МАФ – метилацетиленовая фракция. Она отличается высокой температурой пламени (2927 градусов) в кислороде и, соответственно, более высокой теплоотдачей. Соединение кислорода и МАФ уступает по токсичности дициану (температура горения 4500 градусов) и менее взрывоопасно по сравнению с ацетилендинитрилом (температура горения 5000 градусов).
Открытое пламя в качестве источника тепла для сварки имеет важное преимущество: оно независимо от энергоснабжения. Поэтому технология широко применяется в «полевых» условиях. Еще одно достоинство заключается в постепенном нагревании металла, что практично при работе с листовыми материалами. Метод непригоден для промышленного использования из-за невозможности автоматизации и низкой производительности. Для работы с такой сваркой от оператора требуется большой стаж сварочных работ.
Электрошлаковая
Кромки деталей плавятся за счет нагрева шлака от расплавленного под воздействием электроэнергии флюса, который предварительно насыпается между свариваемыми элементами. Во время процесса применяется проволока или присадочный пруток. Технология востребована для соединения деталей из чугуна, реже – для сварки цветных металлов.
Данный тип сварки востребован в промышленности для соединения крупногабаритных деталей с толстыми стенками (40-500 мм): роторные и турбинные валы, опоры, паровые котлы и т.д. Экономическая выгода от такого метода сварки тем выше, чем больше площадь свариваемой поверхности.
Плазменная
Плавит и соединяет кромки струя плазмы, которая генерируется в плазмотроне или между поверхностью заготовок и электродом. Метод отличается большой глубиной обработки деталей и высокой точностью сваривания. Она востребована для соединения как мелких и тонкостенных элементов электротехнических конструкций, так и крупных блоков для тяжелой промышленности. Плазма эффективно воздействует на все без исключения виды металлов.
Помимо рассмотренных к термическим видам сварки относится:
- лазерная;
- контактная стыковая с оплавлением;
- электролучевая;
- с закладными нагревателями.
Термомеханический класс сварки
Контактная сварка: метод характеризуется одновременным нагревом кромок соединяемых заготовок и их деформированием под давлением. Точечная сварка: выполняется при помощи специальных аппаратов или малогабаритными клещами. Обе детали закрепляются между анодом и катодом, через которые пропускается ток. В результате заготовки разогреваются в конкретном месте. После разогрева подача тока прекращается и усиливается давление электродов в месте температурного воздействия. Локальный расплав постепенно кристаллизуется и в результате получается прочное точечное соединение.
Точечная сварка может быть:
- односторонней – оба электрода располагаются по одну сторону заготовок;
- двухсторонней – электроды размещаются с разных сторон заготовок один напротив другого.
К недостаткам сварки специалисты относят то, что сваривание заготовок возможно только внахлест. Характеризуется высокой производительностью и возможностью автоматизации.
Точечная сварка широко применяется в автомобилестроении: конвейеры по всему миру используют именно данный тип соединения кузовных элементов. Клещи для точечной сварки отличаются компактностью и мобильностью. Они применяются в мелких мастерских и в домашних условиях. Однако они востребованы и на крупных СТО для выполнения разного рода кузовных работ.
К термомеханическому типу относятся также рельефная и стыковая сварки. Все остальные виды термомеханической сварки не стали популярными и не получили широкого распространения. Это:
- диффузная – соединение неоднородных металлов в условиях вакуума или в среде защитных газов;
- кузнечная – металлы соединяются в результате пластичной деформации;
- за счет высокочастотного тока;
- трением.
Определив особенности сварочного процесса, специалист легко сможет выбрать подходящий сварочный аппарат с учетом его технических показателей. Большинство сварочных процессов легко автоматизируются, дают возможность сформировать надежный и эстетичный сварочный шов, характеризуются невысокой себестоимостью и небольшими временными издержками.
Читайте также: