Виды сварок по металлу
Обновлено: 21.09.2024
Сварка - высокопроизводительный, экономически выгодный технологический процесс стыковки металлов, применяемый практически во всех сферах жизнедеятельности. Сказать однозначно какая бывает сварка затруднительно поскольку на сегодняшний день насчитывается более 50 разных способов, каждому из которых характерны определенные особенности и отличия.
Классификация способов сваривания
С помощью сварки создают самые разные по сложности металлоконструкции посредством соединения однородных и разнородных металлических сплавов между собой, а также с некоторыми видами неметаллических материалов, например, графитом, керамикой, стеклом, пластмассой.
Сущность процесса сваривания состоит в том, что вследствие воздействия электрической дуги расплавляется электрод, образуя при этом сварочную ванну. Расплавленный металл электрода смешивается с основным материалом, при этом на поверхность всплывают шлаки, выступая в качестве защитной пленки. После затвердевания металла образуются сварные соединения.
Учитывая сколько видов сварки существует, очень важно правильно выбрать способ, поскольку от этого зависит не только аккуратность и качество сварного соединения, но также стоимость работы.
Все виды сварки разделяются на три больших класса: термический, термомеханический, механический. В каждый из классов входят разные типы сварки, проводимые с помощью разного оборудования и образующие надежные и прочные стыки.
Термический класс
Сварочные работы этого класса выполняются посредством плавления кромок свариваемых друг с другом элементов. Сперва в месте стыковки возникает сварочная ванна и после ее отвода выполняется шовное соединение.
Виды термической сварки разделяются на несколько подклассов: газовая, термитная, электронно-лучевая, лазерная, плазменная, электрическая дуговая стыковка материалов.
Последняя разновидность считается самой распространенной. Она не требует применения специальных приспособлений и инструментария.
Дуговая сварка
Принцип электродугового метода основан на воздействии тепловой энергии, образуемой электрической дугой. Прежде чем приступать к свариванию необходимо тщательно очистить стыкуемые кромки от пыли, следов масла, ржавчины и других загрязнений.

Дуговой технологический процесс считается наиболее простой и универсальной методикой. Она востребована при необходимости создать небольшие швы, а также при проведении монтажных работ, в том числе и в труднодоступных местах.
Существуют следующие виды сварки дуговым способом:
- ручная;
- электродная;
- в среде защитного газа;
- автоматическая под флюсом.
Для создания швов применяют плавящиеся и неплавящиеся электроды, переменный и постоянный ток. Для каждого металла технология подбирается индивидуально.
Газовая сварка
Это электродуговой способ, подразумевающий сваривание в защитной газовой активной или инертной среде. Различают две разновидности сварки: МИГ и МАГ, отличающиеся механическими характеристиками используемых материалов.
Свариванию материалов в газовой среде характерны следующие преимущества:
- отменное качество сварных соединений;
- возможность стыковки в разных пространственных положениях;
- легкость процесса за счет автоматизации и возможность наблюдать за образованием стыка.
В числе минусов отмечают необходимость использовать защитные меры, противостоящие тепловой и световой радиации дуги, а также вероятность нарушения газовой защиты в случаях сдувания струи.
Лучевой способ
Сварочный процесс происходит в вакууме, благодаря чему можно достичь безупречного качества соединительного шва. К заготовке передается мощный поток энергии, электроды вступают в реакцию с компонентами материала ускоряя процесс разогрева до температуры плавления.
Используются лучевые виды сварок в работе с микроэлементами, потому что здесь без осложнений можно отрегулировать луч до размеров микрона в диаметре.
Термитный способ
Уже из названия можно понять, что процесс сваривания осуществляется с применением термита - специального порошкообразного материала, основными составляющими которого являются соединения алюминия или магния, железной окалины.
Методика образует прочные швы и пользуется популярностью для стыковки рельсов, труб и для наплавки массивных деталей.
Электрошлаковая техника
В осуществлении сварочных работ относительно новый метод. Свариваемые элементы обволакиваются шлаком, предварительно разогретым до температуры, превышающей плавление проволоки и самого материала.
С помощью технологии в один проход можно заполнять большие разрывы. Образующаяся защитная ванна обеспечивает безупречное качество шва путем выдвигания на поверхность самых нестандартных металлических соединений.
Электрошлаковая методика подходит для выполнения самых сложных швов и создания крупногабаритных высокоточных деталей благодаря отсутствию трещин и пустот в соединениях.
Термомеханический класс сварки
Это комбинированные виды сварки металла, выполняемые с применением повышенной температуры и механических усилий. Как правило применяется способ для соединения малогабаритных деталей, которые стыковать обычными классическими методами невозможно.
Рабочий процесс выполняется с помощью электродов-губок, в которых одновременно крепится две части изделия. Основные виды сварки термомеханического класса - кузнечная, контактная и диффузионная.
Кузнечная техника
Выполняется с помощью ручных инструментов. Металл вначале раскаляется, потом дна на другую нахлестываются детали и сверху молотком наносятся удары.
Чтобы достичь максимально качественных соединений предварительно необходимо тщательно очистить заготовки от налетов и образовавшихся на поверхности окислений.

Данный способ подходит не для всех металлов. Весомым недостатком считается низкая производительность. Поэтому кузнечное дело активно вытесняют другие более современные и технологичные типы сварок.
Контактная сварка
Процесс сваривания выполняется следующим образом. Нагрев поверхности достигается за счет прилегания к изделию поверхности иглы. Металл подготавливается методом механического осадочного воздействия или сдавливания. Потом через инструмент с необходимым диаметром подается электрический ток.
Благодаря химическому воздействию атомов металла даже самые мелкие элементы можно сваривать с максимальной надежностью и прочностью.
Виды сварок металла контактной техникой разделяют на стыковые, роликовые и точечные. Такие способы активно применяются в машиностроении и других промышленных направлениях.
Диффузионный способ
Применяется для материалов с плохими контактирующими свойствами. Основан метод на процессе диффузии атомов при повышенном уровне вакуума. Верхний слой свариваемой поверхности нагревается до аналогичной плавлению температуры. Посредством усиленного механического воздействия осуществляется контакт и стыковка, при этом 20 Мпа должна составлять минимальная мощность сжатия.
Процесс стыковки происходит в специальной камере. Помещаемые в нее детали длительное время выдерживаются под воздействием электрического тока.
Механический класс
Классификация способов сварки включает еще одну разновидность - механическую состыковку материалов, выполняемую путем физического воздействия на них. В данном случае нет необходимости применять температуру плавления. Нагревание происходит при переходе механической энергии в кинетическую и при достижении момента плавления изделия соединяются прочными швами.
Механические классы сварки подразумевают применение нескольких эффективных технологий.
Способ трения
В большинстве случаев сваривание трением используется для стержневых конструкций и труб с небольшим диаметром. Процесс автоматизированный и происходит в специальных установках в шпиндель которых фиксируются рабочие заготовки. Движущуюся деталь машина перемещает к неподвижной, в результате элементы нагреваются и происходит оплавление.

Техника позволяет варить состоящие из разных сплавов металлы, быстро выполняет нужные задачи и отличается экономичностью.
Холодная сварка
Механическая сварка холодным видом востребована при необходимости состыковать трубы, проволоки или шины. Соединяются заготовки вследствие деформирования пластических материалов при воздействии давления от 1 до 3 Гпа. При этом температура может быть даже минусовой.
Свариваемые поверхности нужно хорошо очистить от загрязнений и ржавчины. Поскольку происходит стыковка на межатомном уровне, то соответственно поверхности элементов должны быть безупречно обработанными и идеально ровными.
Сварка взрывом
Соединение деталей этим способом происходит посредством пластической синхронной их деформации. К надежно закрепленной мишени параллельно прикладывается подвижная часть изделия. Далее выполняется максимально контролируемый взрыв.
Методика подходит для соединения разнородных металлов. В качестве взрывных веществ используются смеси аммонита, гранулотола и гексогена.
Ультразвуковая методика
Перечисляя входящие в механическую группу виды сварок металла следует также уделить внимание УЗ-технологии. В данном случае задействованы источники энергии, которые на выходе образуют ультразвуковые колебания.
Актуален способ при создании точечных и шовных соединений под механическим воздействием. Вследствие сухого трения оксидные пленки разрушаются, далее осуществляется сваривание в процессе чистого трения.

Важным плюсом здесь является то, что отпадает необходимость предварительно очищать поверхности, а это обеспечивает экономию временных затрат. К недостаткам относят высокую стоимость оборудования, а также мизерный диапазон толщины соединяемых материалов.
Особенности выбора подходящего вида и техники сварки
Классификация видов сварки настолько широка, что довольно часто специалисты (особенно начинающие) задаются вопросом - какие виды сварки существуют, с помощью которых даже непрофессионал смог бы осуществлять сваривание и получать при этом стыки безупречного качества.
Если перечислить все виды сварок не составит особых затруднений, то однозначно ответить какой из них самый лучший невозможно. Дело в том, что каждый среди тех какие виды сварки есть отличается техникой исполнения и используемым оборудованием. Также рассматривать необходимо и то, какими достоинствами и недостатками обладают конкретные виды сварок и их применение имеет четкое ограничение.
Аргоновая сварка
Сущность методики состоит в применении неплавящихся электродов. Преимуществами являются:
- идеальная фиксация тонких элементов;
- возможность контролировать глубину прогрева металла;
- намного меньше брызги от искр если сравнивать другие виды сварок, какие бывают и активно применяются;
- ровный, равномерный, красивый внешне шов, что особенно важно в случаях, где большое значение отводится эстетическим показателям готового изделия.

- при ручном сваривании весьма низкая производительность;
- автоматическое соединение противопоказано для стыков с разной направленностью или слишком коротких;
- дорогостоящее оборудование.
Применяется сваривание аргоном при изготовлении металлоконструкций из алюминия, меди, титана, нержавеющей и легированной стали, сплавов цветных металлов.
Достаточно распространенная классификация сварки, обладающая рядом положительных особенностей:
- возможность соединять детали в любых пространственных положениях;
- универсальность применения в местах с ограниченным доступом;
- рабочий процесс доступен на переменном и постоянном токе;
- невысокая стоимость.
Продолжением преимуществ выступают также и минусы:
- швы не отличаются желаемым качеством, на них присутствуют непровары и бугорки;
- весьма низкий КПД из-за высокого количества отходов;
- не подходит для состыковки тонких заготовок;
- низкие показатели производительности.
Применяют дуговую технику для изготовления лестниц, навесов, ограждений, стыковки труб, монтажа магистральных трубопроводов. Высокими эстетическими свойствами шов не отличается, но если выбирать какие виды сварки существуют для создания изделий из толстого металла, то одним из лучших способов считается дуговой.
Газопламенная техника
Сопоставляя современные виды сварки, которые подойдут для сваривания изготавливаемых из труб узлов и соединений, а также для монтажа трубопроводов среднего и малого диаметров, то здесь стоит отдать предпочтение газовому способу.
- полная независимость от электропитания;
- удобность транспортировки оборудования из одного места в другое;
- отсутствие перегрева и прожогов металла;
- возможность создавать внутренние швы в трубах маленького диаметра.
Но есть у методики и некоторые недостатки. Это повышенные требования к профессионализму сварщика, достаточно большая площадь нагрева, низкие коэффициенты производительности.
Сваривание полуавтоматом
Технология аналогична дуговой, но здесь подача электрода происходит автоматически. В числе плюсов следует отметить:
- легкость и безопасность рабочего процесса;
- экономичность;
- отменная точность и хорошая производительность;
- ровность швов;
- возможность соединять детали от 2 до 30 мм толщиной.
Отрицательные моменты полуавтоматического способа:
- невозможность скорректировать стык во время рабочего процесса, поскольку увидеть его нельзя;
- если ток больше 200А, то расплавленный металл сильно разбрызгивается и необходимо удалять все окалины;
- применять полуавтомат можно только внутри помещений.
Что касается применения, то данная техника подходит для создания и монтажа металлических ограждений, лестниц, ворот, гаражей и других конструкций.
Чтобы выбрать наиболее подходящий для конкретных целей способ состыковки элементов необходимо знать какие бывают виды сварки, проводить аналогию каждого из них и только после тщательного анализа отдавать предпочтение конкретной технологии.
Интересное видео
29 основных видов сварки металла используемых на практике
В статье Вы найдете 29 применяемых в настоящее время видов сварки. Мы подготовили для Вас подробное описание современных технологий, их подробное описание и область применения.
Основные группы
В настоящий момент используется три основных варианта выполнения работ:
- механический;
- термический;
- термомеханический.
Введение электроники позволило повысить производительность и точность, автоматизировало процесс.
Работы термического класса
В таком варианте соединение обеспечивает тепловое воздействие. Высокие температуры оплавляют стыки. При охлаждении они кристаллизуются. Источником подачи тепла становится:
- газовая горелка;
- поток плазмы;
- электрическая дуга.
Узнавая, какие бывают сварки и технологии проведения соединений следует оценивать и квалификацию работников.
Электросварка электродугового типа
Является наиболее распространенным вариантом выполнения. Разогрев металла выполняется за счет взаимодействия анода и катода, с высвобождением энергии большой мощности. Плавление заготовки в такой ситуации происходит к образованию сварочной ванны.
Кристаллизация сплава также происходит в процессе остывания. По прочности полученное соединение аналогично свариваемым металлам. В таком варианте классификация различных видов сварки включает следующие типы.
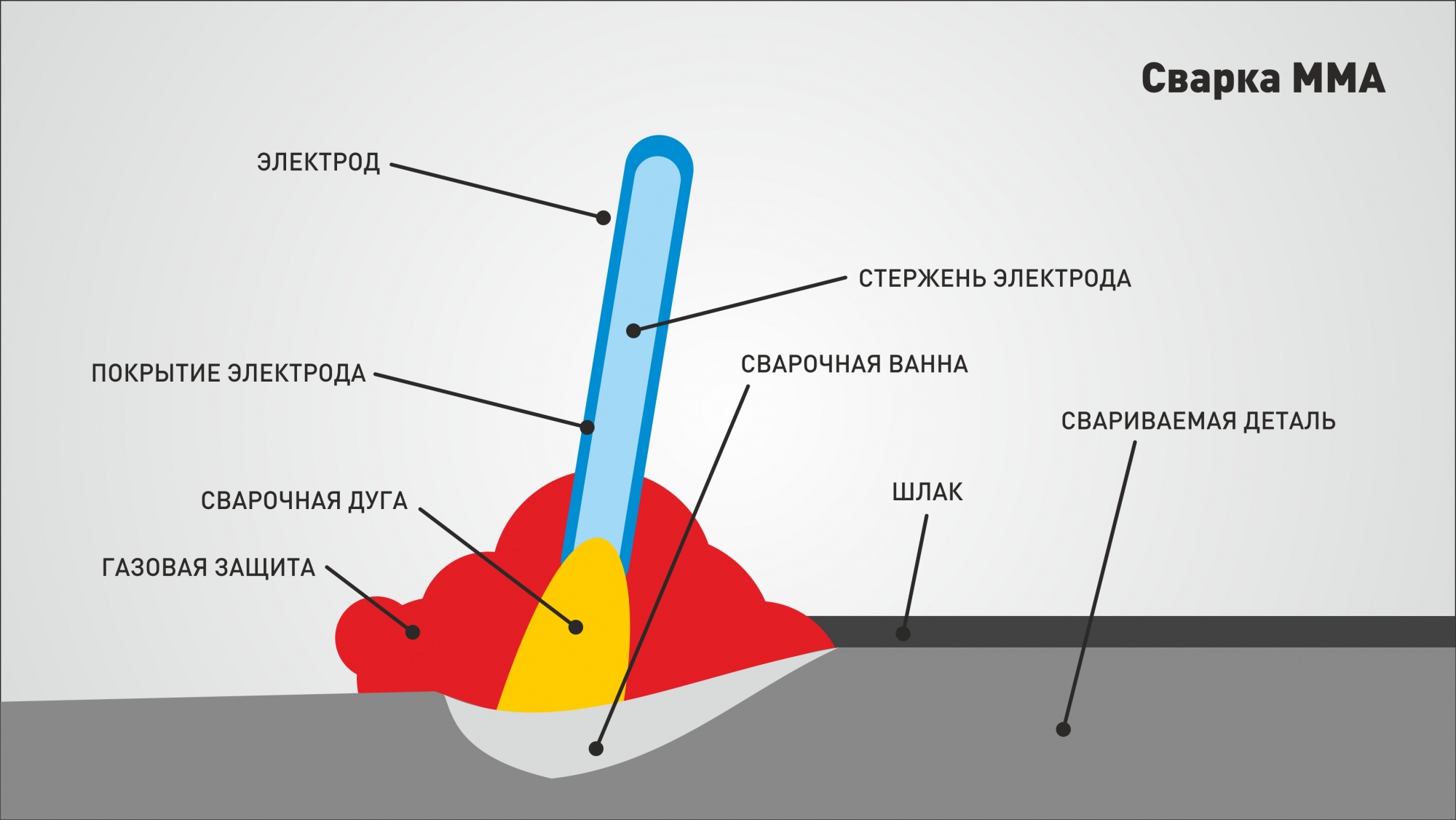
Ручная дуговая ММА

При проведении используются представляющие собой металлический стержень с обмазкой штучные электроды. Выполняется под постоянным воздействие переменного или прямого тока. Преимуществом становится образование при плавлении расходников облака состоящее из смеси газов (по большей части из СО2), формирующего защиту от окисления свариваемого металла.
При обмазке используются разнообразные химические соединения. В сварочной ванне они способствуют формированию дополнительной защиты сварочного шва и поддерживают стабильное горение электрической дуги.
Аппараты способны работать в любом положении, в том числе в труднодоступных местах, сваривая любые металлы. Технология в равной мере доступна новичкам и профессионалам. Направления использования создание металлоконструкций, в частном предпринимательстве, на станциях технического обслуживания транспортных средств.
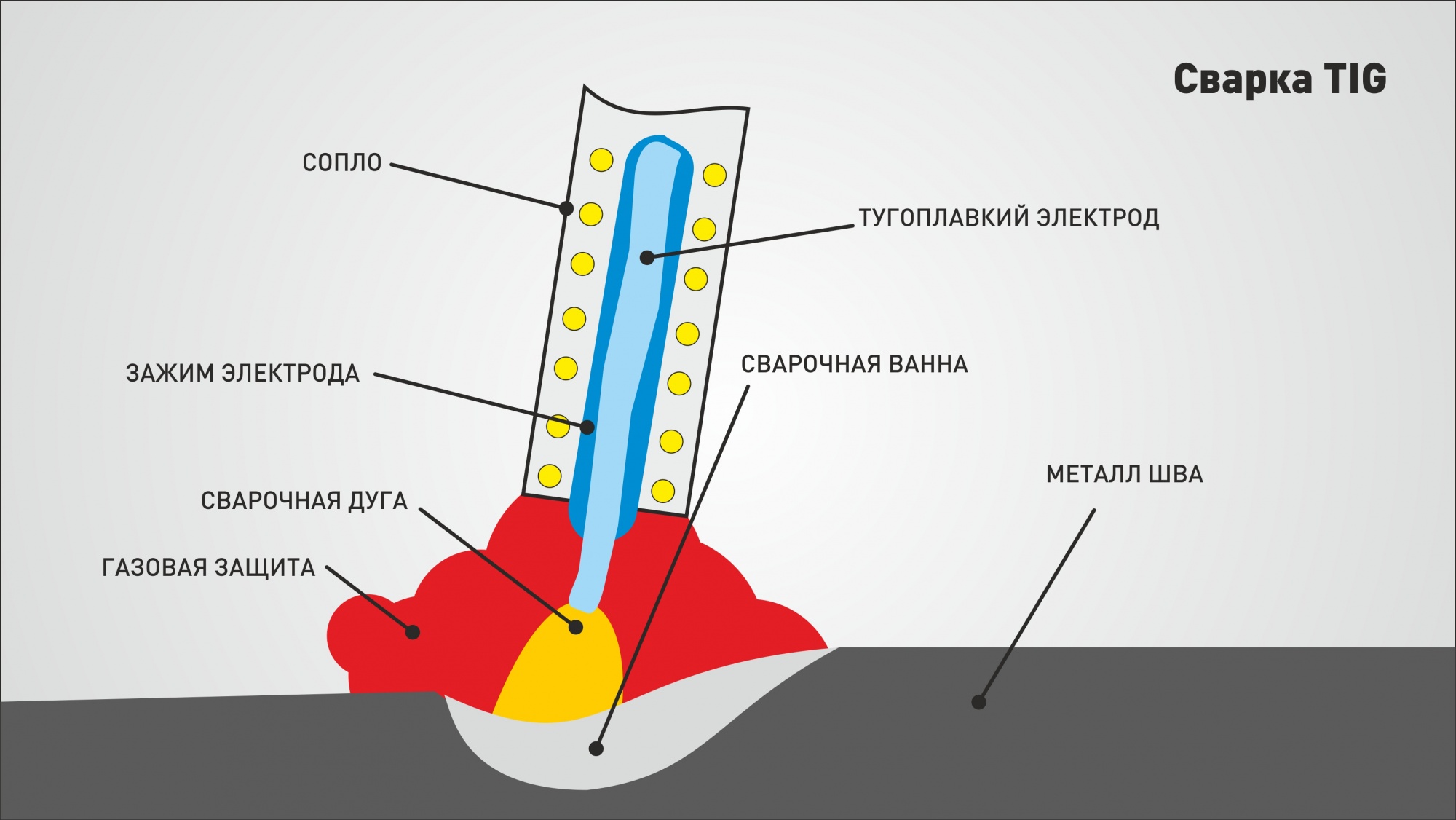
TIG (аргоновая сварка)

Используются вольфрамовые, графитовые, неплавящиеся, угольные электроды. В роли инертного газа применяется азот, аргон, гелий или их смесь. Сварной шов включает только металл заготовок и присадки.
Присадка, которой выступает металлическая полоса или пруток, по составу идентичные свариваемым металлам. Использование инертных газов требуется с целью защиты от атмосферного воздуха. Это обеспечивает стабильное горение электрической дуги и исключает окисление металла.
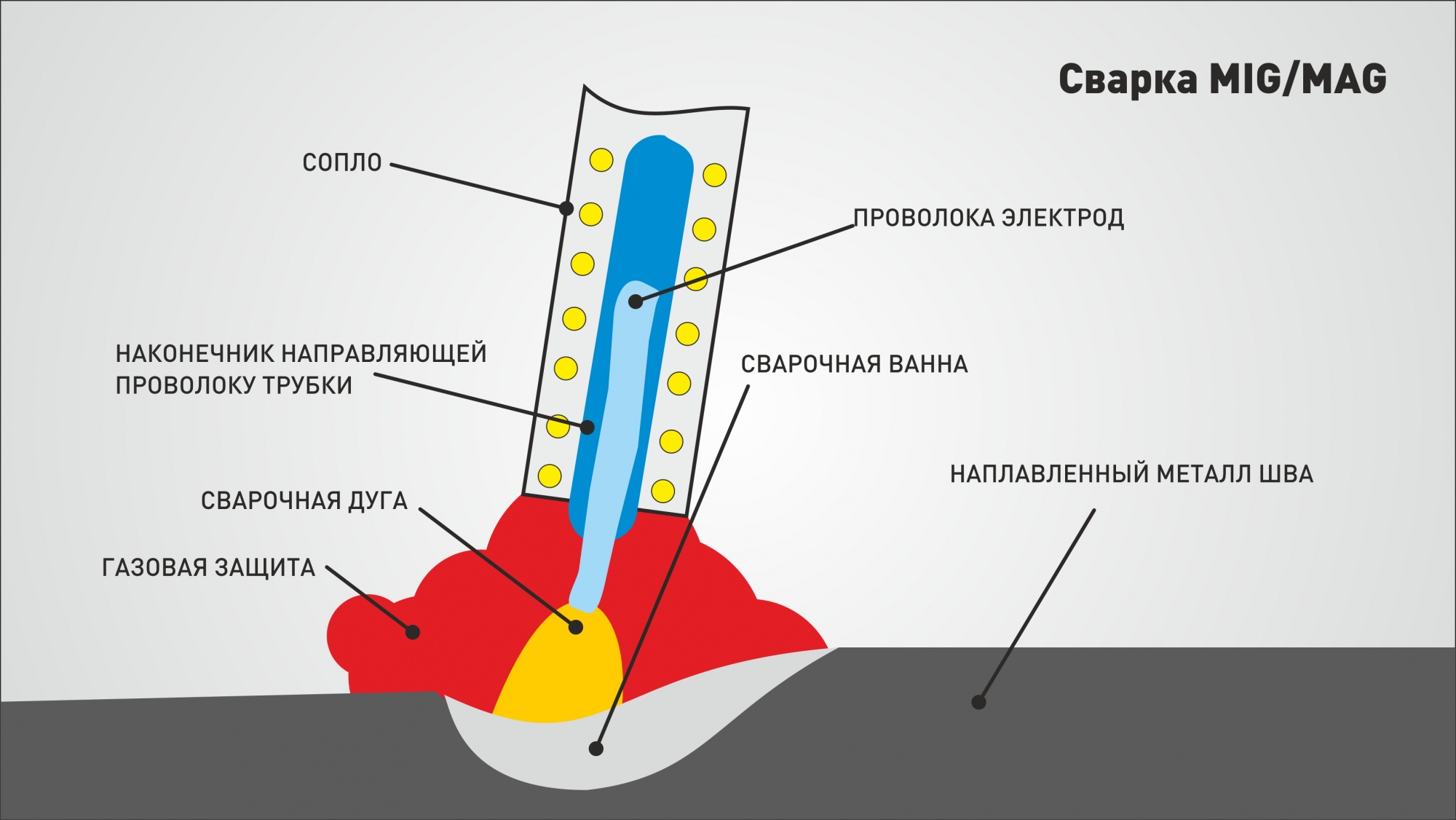
Полуавтомат MAG (MIG)

Применяется в качестве присадочного материала проволока, поступающая в рабочую зону через горелку. Параллельно подается активный или инертный газ, состав которого определяется в зависимости от выбранного материала работы. Выполнение возможно только при непрерывном контакте с электрическим током, образующим много брызг.
За счет этого шов теряет аккуратность, что компенсируется высокой производительностью. Расходный материал подается в автоматическом режиме. Выполняется сваривание широкого спектра материалов от марганца или чугуна до меди и алюминия. Соединяются разнотипные материалы.
Что представляет сварка под флюсом

Проводится с использованием специальных флюсовых порошков, обеспечивающие рабочую область выделяющимся в процессе плавления защитным газом. Флюс поддерживает сохранение расплавочной дуги и обеспечивает защиту расплава. Процесс полностью автоматизирован от подачи флюса до перемещения вдоль стыка. Среди направления использования создание:
- модулей спутников;
- башенных кранов;
- корпусов морских судов;
- иного оборудования где применяются протяженные швы и швы большой толщины.
Формируется шов повышенной прочности, необходимый для создания оборудования, выдерживающие сложные условия эксплуатации. Такие, как огромное давление и экстремальные температуры.
Газоплазменная

Сегодня виды сварки и конечно их краткая характеристика включает и этот все реже используемый вариант. Она состоит из образования по ходу сварочного шва все новых ванночек под воздействием горелки. Поддержание её горения обеспечивает подача в смеси с кислородом одного или нескольких горючих газов. Технология сложнее дуговой. Используется чаще всего опытными специалистами за счет универсальности и мобильности.
Сваривание обеспечивает высокая температура открытого пламени, образующаяся при горении кислорода с такими горючими газами, как ацетилен, водород, бутан, пропан и другие. Наиболее эффективным признается использование метилацетиленовая фракция. В зависимости от типа горючего газа температура составляет:
- 2927 с кислородом;
- 4500 при соединении кислорода и МАФ;
- ацетилендинитрилом 5000.
Используется открытое пламя, не зависящее от энергоснабжения. За счет этого широко применяется в «полевых» условиях. Остывание происходит постепенно, что удобно в работе с листовыми материалами.
Использование метода непригодно в промышленных условиях за счет отсутствия возможности автоматизации и низкого уровня производительности. Высокая сложность работы требуется приглашения профессионала. При рассмотрении виды сварки какие бывают и какой уровень квалификации, этот считается одним из наиболее сложных.
Электрошлаковый тип

Кромки деталей соединяются при нагреве под воздействием электроэнергии флюса. Она предварительно насыпается между соединяемыми элементами. Дополнительно применяется расплавленный пруток или проволока. Рекомендована при соединении деталей из чугуна или, реже, цветных металлов. Используется для соединения крупногабаритных деталей в промышленности. Эффективна со всеми видами металлов.
Термитная
Название вызвано использованием при нагреве металла термита. Требуется в «полевых» условиях, при отсутствии постоянного источника электроснабжения и газовых баллонов. Является простым для выполнения вариантом деятельности. Чаще всего используется при наплавке конструкций, а также соединения хрупких и чугунных сплавов в соответствии с требованиями ГОСТ Р 57181-2016. При соединении используются порошковые смеси, в процессе горения которых образуется большое количество энергии под воздействием которого металлы переходят в полужидкое состояние.
Литейный способ
Еще один тип работ, в наши дни применяемый все реже. Он заключается в заливке предварительно подготовленного места работы жидким перегретым металлом. Нагрев может производиться, например, в тигле. Процесс сходен с выполнением отливок. Место сварки требуется заформовывать, просушивать и прокаливать. При подогреве изделия в заформованный стык заливают перегретый расплавленный металл.
В современном производстве методика наиболее применима в работе с драгоценными благородными материалами. Проводится работа с изделиями из бронзы, посудой, украшениями. Именно так в древности выполнялись свинцовые трубы трубопроводов.
Использование лазера
Один из современных типов технологий. Энергетическим источником становится лазер, обеспечивающий особую прочность готовых изделий. Рекомендуется в работе с конструкциями сложной конфигурации. При соединении создается гладкий и эстетичный ровный шов, лишенный малейших искривлений. Применяется для соединения элементов из алюминия, серебра, нержавейки.
При плавлении и нагревании используется лазерный луч с монохромным потоком генерируемого лазером светового потока. Контроль потока обеспечивает фокусировка линз и отклонение призм. При работе применяются автоматические, полуавтоматические и роботизированные устройства. Плавление происходит размеренно и точно. Необходимость использования вакуума отсутствует.
Электронно-лучевая (ЭЛС)
Один из самых новых и современных способов соединения тугоплавких материалов. Метод разработан в середине ХХ века. Удобен с целью надежного соединения толстостенных и тонкостенных изделий, исключая или сводя до минимума возможность при нагреве деформироваться. Может применяться и при обработке керамики.
Главным способом использования становится готовность электронов переносить энергию. Потоки зараженных частиц образуются в условиях вакуума.
Тлеющим разрядом
Сварка тлеющим разрядом осуществляется путем взаимодействия диффузии за счет применения индукционного нагрева. За счет этого соединение происходит на атомарном уровне.
Световая
При проведении соединения используется мощный световой луч. В качестве источника его подачи используется угольная дуга, дуговые газозарядные лампы. Самым перспективными сегодня считаются дуговые ксеоновые лампы, баллоны которых наполнены ксеоном под давлением 4-10 ат (0,4-1 МН/м2). Давление при работе лампы дополнительно возрастает до 10-30 ат (1-3 МН/м2). При этом дуговой разряд сильно сжимается и образует высококонцентрированный источник лучистой энергии достигающий по температуре разряда 12 000 °С. Повышение плотности лучистого потока формируется за счет использования комбинированных полиэлипсоидных систем. Дуговые ксеоновые лампы обеспечивают фокусировку потока.
Индукционная

Сваривание обеспечивает нагрев под воздействием индукционного тока, формирующегося в сварочном аппарате под воздействием индукционного тока. Подобные инновационные виды отличаются повышенной точностью. Индукционная катушка возбуждается за счет использования тока высокой частоты.
Термомеханический класс
При выполнении такой работы используется сочетание термического и механического воздействия. Такие виды сварки включают:
- прессовую;
- контактную;
- диффузную;
- кузнечную.
Соединение осуществляется при помощи тепловой энергии. Стоит рассмотреть данные виды сварки и их характеристики.
Контактны тип

Точечная технология выполняемая с помощью использования электрического тока. Применяется как в бытовых, так и в производственных условиях. Сочетание сильного нагрева и давления формирует прочное соединение с ровной поверхностью. Особенно удобен для однотипных изделий и тонких деталей.
Точечная
Аппараты для точечной сварки часто используются даже в бытовых условиях. Популярна в работе с тонкими изделиями. Часто используется при изготовлении электротехнических приборов, листовой стали, имеющей толщину не более 2 мм.
Шовная
Контактная шовная роликовая сварка предполагает соединение деталей швом, состоящим из отдельных точек, выдерживающим повышенные нагрузки. Соединение для дополнительного увеличения прочности часто соединяются внахлест. При выполнении работ ток подводится к крутящимся дисковым электродам. По линии шва постоянно катятся ролики, обеспечивая плотное прижатие друг к другу элементов. Рекомендовано для работы с тонкими листами. Характеризуется высоким уровнем производительности.
Сварка оплавлением
Как правило высокотехнологичный способ соединения деталей. Относится к электротермодеформационным процессам, выполняемы в соответствии с ГОСТ 2601. Крепление выполняется при помощи глубокой пластической деформации с оплавлением торцов изделия и отличается повышенным уровнем надежности.
Диффузионная
Изотермический тип на атомарном уровне, смешиваются молекулы и атомы соединяемых элементов в защитной среде. Допустимые параметры давления 0,5Мпа. Используются разные источники нагрева:
- индукционный;
- электронно-лучевой нагрев;
- радиационный;
- тлеющим разрядом;
- нагрев проходящим током;
- в расплаве солей.
Свариваемые поверхности тщательно готовятся. Требуется вакуумированная рабочая камера.
Газопресовая
Используется редко. Первым шагом становится нагрев свариваемых поверхностей газокислородным пламенем. После нагрева они сдавливаются без использования присадочного материала. Нагрев выполняется пламенем многосопловых горелок. Отличается повышенной прочностью. Используется только в производственных условиях. Выполняется при нагреве газокислородным пламенем. Поле нагрева выполняется сдавливание. Формируется единый тонкое и прочное соединение частей в единое целое.
Кузнечная
Неразъемное соединение обеспечивает внешнее давление на разогретые детали и элементы. Является одним из наиболее старинных способов выполнения работы, формируя крепкое объединение частей в единое целое.
Индукционнопрессовая
Используется электромагнитная индукция заготовки. Она возникает в металле при внесении в электромагнитное поле, создаваемое индуктором (обмоткой), которая питается переменным током. Используется с 40-х годов ХХ века для соединения тонкостенных деталей.
Дугопрессовая
Используется для соединения узкой направленности. Например, шпильки к металлической пластине. Электродом становится сама деталь. Тепло подается с помощью электрической сварочной дуги.
Шлакопрессовая
Технология повышенной производительности. Тепло формируется в расплавленном шлаке при погружении в него электрического тока без использования дуги. Наиболее удобен при создании швов, идущих снизу вверх. При выполнении детали ставятся вертикально с сохранением небольшого зазора. Поверхности закрываются ползунами, оснащенными для проведения трубками с водой. Равномерное остывание поверхностей обеспечивает постоянно движение ползунов.
Термитнопрессовая
Для получения тепла используется жидкий теяло-шситель, оно образуется за счет использования алюминиевого порошка и металла. По достижению нагрева на уровне фактически плавления, детали сдавливаются.
Печная
Вариант, хорошо известный нашим предкам. При нагреве используются горны или печи. При достижения должного уровня накаливания, выполняется сжатие.
При использовании механического класса используется только механическая энергия и давления. К распространенным вариантам относится:
- взрыв;
- ультразвуковое воздействие;
- трение;
- холодный способ и другое.
Распространен во всех отраслях производства за счет простоты и доступности.
Удобна при соединении разных металлов. Применяется и с целью плакирования. Подобная технология часто неизвестна даже профессионалам высокого уровня. При выполнении на поверхностях проводится направленный взрыв. В результате чего происходит сплавление.
Соединение проводится под сильным давлением без выполнения нагрева. Склеивание осуществляется за счет происходящей пластической деформации. Специальные подготовка и оборудование не требуется. Часто используется в сантехнических работах и автолюбителями.
Ультразвуковая сварка
При воздействии используются ультразвуковые колебания. Для сжатия достаточно несколько единиц ньютона. В равной мере используется в радиоэлектронике или при работе с толстостенными изделиями. Принцип работы определяется ГОСТ 2601, СЭВ 5277. Кроме металлов так могут соединяться такие материалы, как кожа, ткани, пластмассы и другое.
Сварка трением

Основывается на использовании сильного давления. Соединяемые элементы крепко закрепляются. Один остается подвижным и при трении выполняет нагрев до состояния пластичности. Прочность шва формируется за счет разрушения окислов, жировых пленок, способных мешать уровню прочности получаемого шва.
Магнитоимпульсная
Относится у ударным типам работ с использованием соударения. Применяется пересечение магнитных полей за счет силы электромеханического взаимодействиями вихревых потоков. При столкновении электрическая энергия преобразуется в механическую с помощью установки магнитно-импульсной сварки. Детали устанавливаются под углом внахлестку.
Какие виды сварки бывают: классификация и характеристика способов сварки
В этой статье мы рассмотрим возможные типы сварки и сварочных соединений. Достоинства, недостатки и спектр использования в строительстве, изготовлении техники и других областях.
Сварочное соединение считается одним из самых прочных, поэтому используется в строительстве, изготовлении техники и других областях. Но видов сварки существует несколько. Принцип действия везде один — разогрев двух сторон металла до перемешивания состава, чтобы получилась общая молекулярная решетка. Достигается это разными методами. Рассмотрим, какие бывают виды сварки металлов, чтобы лучше ориентироваться при выборе сварочного оборудования.
В этой статье:
Термитная сварка
Соединение металлов осуществляется путем разогрева кромок при помощи термита. Это специальный порошок, состоящий из мелкой фракции алюминия и железной окалины. Вместо алюминия допустимо применение в составе магния.
Суть термитной сварки состоит в сведении двух сторон изделия, между которыми предусматривается зазор. Концы помещаются в огнеупорную форму, изолирующую металл от внешней среды и задающую ширину и высоту сварочного соединения. К форме подведен бункер (тигль) с термитным порошком.
Стороны изделия предварительно разогревают. Обычно используют пропано-кислородное или керосино-кислородное пламя. После этого термит поджигают в бункере пламенем или запалом и накрывают крышкой. Одновременно открывают подачу из бункера снизу в зону стыковки.
Жидкий металл заливает форму и расплавляет собой окончательно кромки. Происходит сваривание сторон. Затем выжидают, пока изделие не остынет, и убирают форму. На поверхности возможны неровности, наплывы, поэтому может потребоваться механическая обработка.

Термическая сварка применяется для соединения:
Подходит для сварки углеродистых сталей и чугуна толщиной 10-15 см. В миниатюрном варианте таким методом сплавляют кабеля и провода. Технология позволяет соединять металлы большого сечения в труднодоступных местах, экономит время. Но швы получаются очень грубыми и нуждаются в шлифовке, поэтому для фасадной части изделий не подходят.
Чаще всего при помощи термитной сварки ремонтируют железнодорожные пути. Соединения выполняют по ГОСТ Р 57179-2016, а стыки обозначаются аббревиатурой "ССР" — "стыковое соединение рельсов".
Электродуговая контактная сварка
Сварка электрической дугой является одной из самых распространенных, поскольку подходит для соединения большинства типов металлов и проста в реализации. Все подвиды электродуговой сварки имеют общий принцип — задействуется ток с пониженным напряжением (для безопасности сварщика) и повышенной силой (для расплавления металла).
Между положительным и отрицательным концами, подключенными к источнику тока, при касании, возбуждается электрическая дуга. Если удерживать зазор между полюсами в 3-5 мм, дуга горит стабильно и выделяет температуру до 5000º С. Этого достаточно, чтобы плавить кромки основного металла. Способ защиты сварочной ванны и заполнение стыка осуществляются по-разному, от чего электродуговая контактная сварка делится на несколько разновидностей.
Ручная дуговая сварка (ММА, РДС)

В международной системе классификации обозначается как ММА — Manual Metal Arc. Наиболее бюджетный способ сварки, поскольку аппараты ММА стоят дешевле остальных. Подходит для работ в гараже, на даче и для неответственных соединений на производстве. Электрическая дуга горит здесь между изделием и концом плавящегося электрода, размещенного в держателе.
Электрод состоит из металлического стержня и обмазки. Стержень тоже плавится от температуры дуги и жидкий металл переносится на изделие, заполняя стык. Обмазка выступает в качестве защиты жидкой сварочной ванны. Покрытие электрода плавится, создавая газовое облако, препятствующее воздействию внешней среды.
Сварщик манипулирует держателем и электродом, задавая ширину, высоту шва и глубину проплавления. Электрод постоянно укорачивается, поэтому требуется навык, чтобы научиться удерживать зазор между концом электрода и изделием в пределах 3-5 мм.
После остывания соединения на поверхности образуется шлаковая корка. Она удаляется шлакоотделителем и шов осматривается на предмет дефектов. Выполняется ММА сварка на переменном или постоянном токе, для чего задействуются трансформаторы или инверторы, выпрямители.
При помощи ручной дуговой сварки (РДС) можно соединять:
Для создания однородного шва используются электроды с аналогичным составом стержня. Сварка возможна во всех пространственных положениях, но отличается низкой производительностью. Возможно сваривание сторон толщиной до 30 мм с глубокой разделкой кромок.
Аргоновая сварка (TIG)

В международной системе прописывается TIG — Tungsten Inert Gas. При аргонодуговой сварке электрическая дуга горит между концом вольфрамового электрода и изделием. Сварщик манипулирует горелкой. Вольфрамовый электрод не плавится, поэтому зазор выдерживать легче. Защита сварочной ванны осуществляется путем подачи аргона от баллона, через редуктор в горелку. Газ запускается за полсекунды до начала сварки и продолжает дуть еще пару секунд после. Это надежно изолирует расплавленый металла от внешнего воздействия.
Для заполнения зазоров и увеличения высоты сварочного шва используется присадочная проволока или присадочные прутки. Они должны быть из такого же сплава, что и основной металл. На плотно сведенных сторонах листовых сталей 1.0-1.5 мм возможна сварка без присадки, если на изделие не будут оказываться высокие механические нагрузки.
За счет остро заточенной вольфрамовой иглы сварочные швы получаются узкими и аккуратными, поэтому после наложения часто не нуждаются в обработке. Толщина проплавления зависит от силы тока. Самые мощные аппараты для аргоновой сварки выдают 400 А, чего хватит для сваривания деталей толщиной 30 мм. В таком случае применяются горелки с водяным охлаждением. При сварке тонких сталей до 5 мм подойдут аппараты с воздушным охлаждением.
Аргоновой сваркой соединяют:
Аргоно-дуговая сварка обеспечивает высокое качество проплавления и универсальна по свариваемым материалам. Возможна на переменном или постоянном токе, швы не нуждаются в зачистке, но стоят аппараты для TIG сварки дороже, чем для ММА.
Сварка полуавтоматом (MIG/MAG)

Сварка полуавтоматом имеет два обозначения в международной системе. MIG подразумевает защиту сварочной ванны инертным газом (Manual Inert Gas), а MAG — защиту активным газом (Manual Active Gas). К инертным газам относятся аргон и гелий, к активным — углекислота. Возможна сварка смесью аргона 80% и углекислоты 20%.
При сварке полуавтоматом дуга горит между концом проволоки и изделием. Проволока подается через горелку. Задействуется подающий механизм с роликами (чаще всего толкательный, хотя бывает и тянущий), барабан, катушка. Возможна установка кассеты весом 1-15 кг, что зависит от вместимости отсека полуавтомата.
Проволока одновременно выступает присадочным материалом. Поскольку подается она автоматически, то сварщику только остается управлять горелкой, задавая ширину и высоту шва. На аппарате есть регулировка силы тока и скорости подачи проволоки. Сварка ведется постоянным током, но есть модели AC/DC.
Полуавтоматы бывают моноблочными и с раздельным исполнением источника тока и подающего механизма. Есть оборудование с жидкостным и водяным охлаждением. Максимальная сила тока возможна до 500 А. Благодаря полуавтоматической сварке швы качественные, аккуратные, не нуждаются в зачистке, а скорость выполнения высокая. При установке соответствующей проволоки, MIG сваркой соединяют:
Существует разновидность полуавтоматической сварки без газа. Тогда сварочная ванна защищается газом от порошка, расположенного в полой части проволоки. Порошковая проволока позволяет выполнять соединение металлов, не используя громоздкий баллон, что упрощает транспортировку. Но качество швов порошковой проволокой значительно проигрывает сварке в газовой среде, поэтому подходит только для неответственных изделий или применения в полевых условиях, труднодоступных местах.
Сварка под флюсом

Флюс — это гранулированное вещество для защиты сварочной ванны. Оно плавится и выделяет газ, отталкивающий воздух. Дуга горит в слое порошка, поэтому искры практически не вырываются на поверхность, обеспечивается минимальное разбрызгивание металла. Есть модели, которые после сварочной головки имеют всасывающее сопло. Оно снимает флюс с уже наложенного шва, чем достигается экономия расходного материала и очищение поверхности. Флюсы различаются по составу (высококремниевые, низкокремнистые, безкремнистые), что определяет их пригодность для сварки конкретных металлов.
Сварка под флюсом бывает автоматическая и полуавтоматическая. Сварочное исполнительное устройство (каретка) перемещается по изделию при помощи роликов, цепи. Источник тока располагается рядом на стационарном месте и связан с кареткой кабелями. Технология применяется для соединения труб большого диаметра, прокладки магистралей.
Газопламенная сварка
Ведется при помощи пламени от горелки. Для создания пламени используется ацетилен или пропан (в качестве горючего газа) и кислород (для увеличения мощности пламени). Температура факела достигает 2800-3100º С, что позволяет плавить кромки металла. Для заполнения сварочной ванны используется присадочная проволока, подающаяся свободной рукой сварщика.
Газовой сваркой чаще всего соединяют черные металлы, трубы, латают емкости. Энергонезависимость разрешает применять сварку в полевых условиях, на крышах, в тоннелях, подвалах. Подключение к баллонам выполняется через редукторы с манометрами. У кислородного редуктора манометров два — высокого и низкого давления. Потребуются дополнительные комплектующие (шланги, мундштуки, ниппели), чтобы все соединить в одну систему.
Горелки рабочей части и диаметру сопла:
Электрошлаковая сварка
Суть электрошлаковой сварки заключается в соединении двух сторон металла за счет тепла, выделяемого шлаковой ванной. Для этого зону стыковки заполняют токопроводящим флюсом. К нему подводится сварочный электрод (проволока), который разогревает флюс, образуя жидкий шлак. Электрод продолжает проводить ток, будучи погруженным в сварочную шлаковую ванну. Метод бездуговой. Температура повышается и кромки металла сплавляются между собой.
Диапазон толщины свариваемых металлов таким методом составляет 20-3000 мм. Шлаковой сваркой можно соединять:
Задействуется технология в химической промышленности, машиностроении, кораблестроении, авиационной промышленности.
Плазменная сварка
Для расплавления кромок и присадочного металла используется плазма. Оборудование состоит из источника постоянного тока, газового аргонового баллона, плазмотрона. Для отвода лишнего тепла от сопла плазмотрона (горелки), нередко предусматривается водяное охлаждение.
Газ подается в плазмотрон и нагревается электрической дугой. Благодаря этому он увеличивается в объеме до 100 раз. За счет теплового расширения он начинает истекать из сопла на высокой скорости. Это и есть плазма. Ее температура составляет 30 000º С, что превосходит характеристики других методов сварки.
По реализации технологии возможно два варианта:
При помощи плазменной сварки соединяют металлы толщиной до 9 мм во всех пространственных положениях. Метод подходит для сваривания:
Все перечисленные выше виды сварки относятся к термическому классу. В них соединение сторон осуществляется за счет высокой температуры, вырабатываемой дугой, пламенем или прохождением тока.
Существует еще термомеханический класс, где воздействие теплом комбинируется с давлением или прижатием. К таким видам сварки относятся: контактная стыковая, газопрессовая, диффузионная. Кромки металла разогреваются прохождением тока, за счет возросшего сопротивления в зоне контакта двух сторон, а затем дополнительно сдавливаются для лучшего соединения. Это образует сплошной, прочный шов. Нагрев может быть местным или общим. Метод применяется при выпуске металлопроката, кузнечной продукции, сборки конструкций.
Источник видео: FUBAG
Ответы на вопросы: какие виды сварки бывают: способы и классификации
Легче всего научиться варить полуавтоматом. Проволока подается автоматически, вылет электрода постоянный, хорошо видно сварочную ванну (нет шлака).
Зависит от будущих решаемых задач. Для сварки мангала, калитки — хватит простого ММА инвертора. Чтобы варить двери, ворота, теплицы — купите полуавтомат MIG. Если предстоит работать с нержавейкой или алюминием, используйте инвертор TIG AC/DC.
Да, есть сварочное оборудование 2 в 1 или 3 в 1. В них сочетается ММА с MIG или TIG, или все три режима сразу. Купив такой аппарат, можно легко переключаться с одной задачи по сварке на другую.
По принципу выполнения — ничем. По характеристикам — у ацетилена температура факела достигает 3100 градусов, а у пропана — 2800º С. Если предстоит варить толстые металлы 4-5 мм — используйте ацетилен. Для сварки тонких трубок больше подойдет пропан
Сварочные швы: виды сварных соединений и классификация способов сварки
Порой сварщику приходится собирать конструкцию по чертежам. В документах обозначаются места, где предположительно должны быть сварочные швы. Чтобы правильно все собрать, необходимо знать виды сварных швов и их классификацию, а также научиться варить в нужном пространственном положении. Рассмотрим типы соединений, отличия швов, технику наложения и возможные дефекты.
Что такое сварочное соединение
Сварочное соединение — это неразъемное соединение двух частей, полученное путем плавления кромок. Для усиления и заполнения места стыковки применяется присадочный металл, перемешиваемый с основным. Процесс расплавления ведется:
При РДС сварке образуется шлаковая корочка, которую отбивают специальными молотками. Еще она появляется при электросварке с флюсом. В остальных методах швы сразу чистые и доступны для осмотра.
Один кабель от источника тока выступает массой и подключается к изделию, а второй заканчивается держателем или горелкой и находится в руках у сварщика. За счет температуры дуги до 5000 градусов осуществляется плавка металла и выполнение стыков. Сварочные соединения считаются одними из самых быстрых и прочных, поэтому активно используются на строительстве, изготовлении автомобилей, судов и т. д.
Виды сварочных швов
Согласно ГОСТ 5264-80, существует несколько основных видов сварных швов:
Кроме этого, ГОСТ 16037-80 описывает виды стыковых швов труб. Они могут соединяться стык в стык по прямой линии или с уклоном. В документе прописана технология, когда требуется выполнить соединение с изгибом, ответвлением. За счет полой конструкции внутри трубы такие соединения не схожи с другими и вынесены в отдельную категорию, чтобы сварщик не путался в видах стыковых швов при сборке.

Виды пространственных положений сварных швов
Все перечисленные виды сварных швов могут выполняться в следующих пространственных положениях:
Еще бывают горизонтальные швы на вертикальной поверхности. Их сложность состоит в том, что металл больше стекает на нижнюю сторону, а вверху остаются подрезы и непровары. Для качественного выполнения требуется снижать силу тока, а иногда вести шов прерывистой дугой.

Подготовка к свариванию
Чтобы шов был качественным, требуется правильная подготовка сторон к свариванию. Если металл толще 5 мм, выполняется односторонняя разделка кромок с углом 45º. При толщине пластин 10 мм разделка требуется с двух сторон. Без такой подготовки металл не получится проплавить глубоко и соединение будет поверхностным. Исходя из этого виды фасок бывают:
Ржавый металл приводит к нестабильному горению дуги, "плевкам" шлака. Стороны в зоне сварки (минимум по 20 мм от линии соединения) требуется зачистить от ржавчины, следов краски, масла. Если предстоит варить тонкий металл 1-1.5 мм встык, используется медная подложка, предотвращающая прожоги.
Чтобы заготовку не повело при сварке, предварительно выполняются прихватки, причем они должны быть с двух сторон. Это относится ко всем видам соединений.
Классификация сварных швов
Кроме вида соединения и положения шва в пространстве, стыки классифицируются по технике выполнения шва и дополнительным характеристикам.
Положение электрода во время сварочного процесса
Сварку можно вести покрытым электродом, удерживая его относительно плоскости изделия под разными углами:
Движения электрода
Внешний вид шва во многом зависит от движения электрода. На соединениях без зазора обычно никаких колебательных движений не требуется — электрод ведется ровно, обеспечивая мелкую чешую и равномерную ширину. Важно только правильно подобрать скорость, чтобы кромки успевали проплавляться и не прожигался основной металл. Для заполнения широких швов сварщики используют поперечно-колебательные движения в виде:
По конфигурации
Линия стыковки определяет будущую конфигурацию сварного шва, которая возможна:
По степени выпуклости
Степень выпуклости называется катетом сварного шва. Исходя из параметров наложенного валика катет бывает:
Чем больше высота валика, тем прочнее шов и тем сложнее его сломать на излом.
По протяженности
Если требуется повышенная прочность или герметичность соединения, то выполняются сплошные сварочные швы. Это требует больше времени и увеличенного расхода присадочного металла. Когда нагрузки на конструкцию невысокие, допустимы прерывистые швы по 2-3 см длиной. Это обеспечивает целостность изделия, сокращает время на сварку и экономит электроды/проволоку полуавтомата.
По количеству проходов
Для листов металла 2-4 мм достаточно одного прохода, чтобы проварить соединение. Более толстые стороны нуждаются в разделке кромок и нескольких проходах. Такие швы называются двухпроходными, трехпроходными, многопроходными.
По виду сварки
Сварочные соединения возможны при помощи:
Дефекты швов
Основными видами дефектов сварных соединений являются:
Требования к сварным швам
Качество сварных швов оценивается методами неразрушающего и разрушающего контроля. К первым относится ультразвук и просветка швов рентгеном. Такие проверки выполняются на особо ответственных стыках, подвергающихся высоким нагрузкам.
При разрушающем контроле образцы швы проверяют на растяжение, излом, исходя из чего оценивают:
Необходимый уровень каждой характеристики прописывается в чертежах по сварке.
Что влияет на качество сварного соединения
Качество шва зависит от:
При безотрывном методе сварки жидкий металл под действием силы тяжести будет падать вниз. Используйте сварку прерывистой дугой. Накладывайте каждую новую "порцию" металла "полочкой", совершая движение полумесяцем.
Если стороны сведены плотно, а металл толще 4 мм, можно проварить сплошной шов без отрыва дуги, быстро ведя электрод. При зазоре 2-3 мм, тонком металле, потребуется вести сварку прерывистой дугой, как в случае с "вертикалом".
Проще всего сделать V-образную кромку болгаркой и шлифовальным кругом. Для большого объема работы используют фрезеровочный станок, выбирая U-образную фаску.
В случае аргонодуговой сварки или полуавтомата, попробуйте добавить/убавить расход газа на редукторе. При сварке на улице закройте место работы от ветра. убедитесь, что зона соединения очищена от ржавчины, краски, масла, грязи. Используйте для очистки щетку по металлу.
Заточенным стержнем электрода выковыряйте шлак из кратеров и непроваренных мест. Добавьте на 10-20 А силу тока и не спеша пройдитесь по дефектным местам сварочной дугой. Затем перекройте все сплошным швом, накладываемым с одинаковой скоростью, чтобы выровнять поверхность.
При сварке фланцев непрерывный шов обеспечивает привлекательный вид и лучшую герметичность. Круговые непрерывные швы на плоской поверхности (приварка патрубка к фланцу) выполняются на вращающемся основании. Кольцевые швы на трубе (соединение двух труб между собой) удобно выполнять, зажав заготовку в патрон токарного станка и медленно прокручивая его.
Основные виды сварки
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.

В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- (в отечественной классификации – ручная дуговая сварка, или РДС) (аргоно-дуговая) (полуавтоматическая, проволокой).
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:

Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.

Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т.н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.

Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Читайте также: