Винтовое сверло по металлу
Обновлено: 19.05.2024
У каждого мастера профессионала или любителя имеются различные наборы инструментов. Отдельно можно выделить группу — сверла, они необходимы для выполнения целого ряда работ — высверливания отверстий сквозных или глухих, а также с их помощью можно увеличить уже имеющиеся.
Что это такое?
Сверло — это элемент инструмента с режущей кромкой, которым высверливают отверстия в различных материалах. Изготавливаются фрезы из высокопрочных сталей, так как рабочая часть должна быть тверже поверхности, которую нужно просверлить. В соответствии с назначением у каждого инструмента есть свои характеристики и особенности, работа может осуществляться с деревянными, металлическими, бетонными, стеклянными и кафельными предметами и материалами. Самым распространенным стало спиральное сверло, или по-другому — винтовое.
Устройство представлено в форме цилиндра, состоящего из трех основных частей:
- Рабочая. Имеет вид двух выемок, расположенных по спирали вдоль цилиндра фрезы, — это режущая конструкция. Благодаря такой форме стружка выводится с рабочей поверхности. Также, если в технике предусмотрена подача смазки, она будет стекать именно по этим канавкам. Сама рабочая часть состоит из двух частей — режущей и калибровочной (второе название — ленточка, это полоса, которая продолжает поверхность выемки по сверлу). Режущая конструкция состоит из двух основных и двух дополнительных лезвий. К конструктивным элементам относится и поперечная кромка конусообразной формы, находящаяся на конце сверла.
- Хвостовик. Эта часть предназначена для закрепления сверла в стане или инструменте для ручной работы.
- Шейка фрезы соединяет рабочую часть и хвостовик, также на нее наносится маркировка.
В зависимости от конструкции фрезы делятся на следующие виды:
- цилиндрические — сверла общего назначения, максимальный диаметр 80 миллиметров;
- левосторонние — область применения не такая большая, используются для высверливания сломанных болтов или других крепежей, отличается от стандартного направлением винтовой выемки;
- повышенной точности — на них обязательно присутствует условное обозначение — А1. Их диаметр выполнен с особой точностью, до доли миллиметра.



То, как сверло будет работать, положение выемок, лезвий, наклон углов — определяется с помощью геометрических параметров или его геометрии.
Условные обозначения для фрез любого диаметра будут всегда одни и те же. Угол вершины сверла между основными режущими лезвиями, в зависимости от того, насколько твердая обрабатываемая поверхность, варьируется от 90° до 120°. По наружному диаметру измеряется наклон винтовой выемки — это – от 18°до 30°. Наклон поперечной кромки на конце фрезы — от 50°до 55°. В основной секущей области, перпендикулярной главному лезвию, измеряется передний угол, а в плоскости, находящейся параллельно оси фрезы, — задний угол.
Разновидности
Рабочая часть инструмента может применяться для любых материалов и поверхностей, поэтому выделяется и классификация согласно обрабатываемому материалу.
- Для металла. Тип сверла подбирается в зависимости от вида металла.
Фреза по металлу — это универсальный инструмент. Кроме чугуна, стали и различных сплавов ей можно работать по дереву.
Если при эксплуатации инструмент работает медленно и греет металл, необходимо его заточить. Это делается вручную, если диаметр до 12 миллиметров, а на специальном станке затачивают уже большие размеры.
- По бетону. Труднее всего обработке поддается бетон, здесь потребуются сверла со специальными дополнительными пластинами из сверхтвердых сплавов — победитовые. В результате работы отверстие будет больше, чем диаметр фрезы, это объясняется биением конструкции.
Чтобы в процессе эксплуатации не отвалилась спецпластина, необходимо следить за нагревом.
- По дереву. Самый простой тип спирального сверла – из стали высокой прочности. Диаметр варьируется от 2 до 20 миллиметров, стандартная длина — от 49 до 210 миллиметров.
От инструмента для работы с металлом его отличает форма концевика — здесь присутствует шип для центрирования.
Типы хвостовиков
Хвостовик — это обязательная часть сверла, крепящаяся в патроне дрели, перфоратора или станка. Все выделяются четыре вида.
- Конический (или конус Морзе) — по названию становится ясно, что хвостовик имеет форму конуса. Используются такие буры в основном на станках, его форма позволяет производить быструю или автоматическую замену фрезы. Фиксируются с помощью лапок, резьбы или без резьбы и лапок. Данный вид также делится на подгруппы — инструментальные (самые популярные, работают ими на станках), укороченные (для формирования небольших отверстий), удлиненные (для отверстий большей глубины), метрические (размер хвостовика по отношению к рабочей части равен 1: 20).
- Цилиндрический — такая форма привода в основном пользуется спросом у непрофессиональных мастеров, так как подходит для самых простых моделей дрелей. Диаметр хвостовика обычно совпадает с диаметром режущей кромки, но для лучшего закрепления можно использовать сверло с увеличенным размером хвостовика.
- Граненый — стержень, на котором находится три, четыре или шесть граней. Трехгранные — устойчивы к проворачиванию, удобны при большей передаче оборотов. Четырехгранные — главный плюс это устойчивость к проворачиванию и простота изготовления. Начали их использовать, когда еще не было изобретено специального патрона для зажима. Минус такого привода — невозможность центрирования сверла. Шестигранные — чаще всего такой тип можно встретить у тонких фрез. Характеризуется высокой устойчивостью к проворачиванию.
- SDS — впервые такой хвостовик был разработан фирмой Bosch, его главная особенность — это наличие двух углублений по 10 миллиметров, за счет которых и происходит фиксация.


Популярные производители
Haisser — самый популярный немецкий производитель. Ветки компании находятся по всему миру, поэтому качество иногда может разниться. Основное направление — это сверла по металлу. Изготавливаются в двух линейках — средняя TN (от 34 до 150 миллиметров) и длинная TM (от 56 до 205 миллиметров). В продажу сверла поступают поштучно и наборами.
Bosch — производитель мирового уровня, рейтинг которого занимает высокие места. Упаковки наборов отличаются своим дизайном, где фрезы надежно фиксируются и после транспортировки остаются на своих местах. Размерные характеристики: диаметр – 1-13 миллиметров, длина – 34-133 миллиметров. В одной упаковке количество инструментов может быть от 10 до 156 штук.
Metabo — также немецкая компания, основанная в 1923 году. Их первое сконструированное и выпущенное оборудование — это ручная дрель по металлу. Данный бренд отличается большим разнообразием фрез и других составляющих.
DeWALT — американская фирма, начавшая свою работу в 1922 году. В России начала набирать популярность с 1997 года. В ассортименте представлено более 1400 видов товаров. Эта компания занимает лидирующее место как лучший изготовитель хвостовиков.
AEG — еще одна фирма, занимающаяся разработкой и выпуском инструментов в Германии. Высокая цена, но качество свою сумму полностью оправдывает. В реализацию идет как штучный товар, так и наборы. Сверла AEG – одни из лучших по бетону и камню.
Обзор спиральных сверл в видео ниже.
Виды сверл по металлу и их назначение, характеристики спиральных сверл
Прочитав эту статью, вы узнаете: какие существуют виды сверл по металлу, где найти их маркировку, какие важные характеристики есть у этих инструментов, на что они влияют, на какое оборудование устанавливают сверла по металлу.
Содержание
- Спиральные цилиндрические сверла
- Корончатые сверла по металлу
- Конические сверла по металлу
- Перовые сверла по металлу
- Центровочные сверла по металлу
- Специальные виды сверл по металлу
Прочитав эту статью, вы узнаете:
какие существуют виды сверл по металлу;
где найти их маркировку;
какие важные характеристики есть у этих инструментов;
на что они влияют;
на какое оборудование устанавливают сверла по металлу.

Фотография №1: сверла по металлу
Виды сверл по металлу и их назначение
Опишем чаще всего встречающиеся виды сверл по металлу и расскажем об их назначении.
Спиральные цилиндрические сверла
Встречаются чаще всего и знакомы каждому. По конструкции такие сверла представляют собой цилиндрические стержни, на рабочих частях которых имеются:
спиральные канавки (одна или две), предназначенные для отвода стружки;
и режущие кромки.

Изображение №1: конструкция спирального сверла по металлу
Выделяют пять категорий спиральных сверл по металлу.
Общего назначения. Эти самые распространенные сверла по металлу находят применение в быту и на производстве. Диметр может достигать 80 мм.
Левые сверла по металлу. У них спиральные канавки закручиваются в противоположные стороны. Предназначение таких инструментов — высверливание болтов со сломанными головками и иных разновидностей крепежа, которые невозможно извлечь иными способами.
Повышенной точности. Сверла по металлу этого типа используют в быту и на производстве, если нужно получить отверстия с высокоточными диаметрами. Такие инструменты имеют класс А. Погрешность работы — доли миллиметра.
Твердосплавные. Такие сверла могут быть цельнолитыми или иметь специальные пластины или напайки. Предназначены для обработки заготовок из материалов с высокой твердостью. Существуют также специальные модели, которые используют при изготовлении печатных плат.
Глубокого сверления. Эти удлиненные спиральные сверла имеют 2 винтовых канала.
Корончатые сверла по металлу
Рабочие части таких сверл представляют собой полые цилиндрические стаканы с канавками для отвода стружки. На торцах имеются режущие зубья.

Фотография №2: корончатые сверла по металлу
Корончатые сверла по металлу используют для проделывания отверстий больших диаметров (до 150 мм). Инструменты применяют при обработке заготовок на фрезерных, токарных и сверлильных станках.
Принцип работы таких сверл основан на технологии корончатого фрезерования. Отверстия вырезаются по контурам. Эта технология отличается высокой производительностью, возможностью использования оборудования небольшой мощности и высокой точностью.
Конические сверла по металлу
Рабочие части таких сверл имеют форму конусов. Инструменты применяют при сверлении заготовок небольшой толщины (2–6 мм) из стали и цветных металлов. Существуют две основные разновидности конических сверл.
- Стандартные. Требуют от мастера внимательности при высверливании отверстий определенных диаметров.

Фотография №3: стандартное коническое сверло по металлу

Фотография №4: ступенчатые конические сверла по металлу
Выделяют следующие главные достоинства конусных сверл.
В тонком металле можно проделывать отверстия различных диаметров без необходимости смены сверла.
Инструменты очень легко центрируются.
Перовые сверла по металлу
Существуют две разновидности таких сверл.
Стандартные. Рабочие части таких перьевых сверл имеют форму лопаток. На торцах имеются центрирующие наконечники.

Фотография №5: стандартные перовые сверла по металлу
Сборные. В настоящее время применяются чаще всего. Состоят из державок и сменных пластин, фиксируемых при помощи винтов.

Фотография №6: сборное перовое сверло со сменными пластинами
Предназначение перовых сверл — проделывание глубоких отверстий небольших диаметров. Инструменты имеют следующие преимущества.
Нечувствительность к перекосам.
Простота и высокая скорость смены режущих пластин.
Недостаток — трудности с отводом стружки.
Центровочные сверла
Их применяют для высверливания в заготовках центровочных отверстий.

Фотография №7: центровочные сверла
Существуют 4 типа таких сверл.
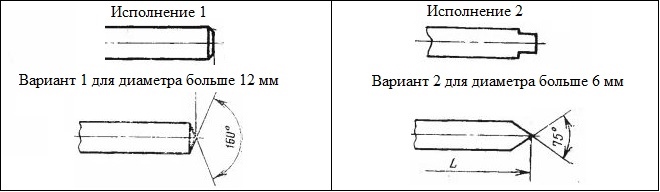
A. Формируют центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 60°.
B. Высверливают центровочные отверстия c предохранительными конусами. Угол разворота сторон составляет 120°.
C. С их помощью проделывают центровочные отверстия без предохранительных конусов. Угол разворота сторон составляет 75°.
R. Предназначены для высверливания центровочных отверстий дугообразной конфигурации.

Изображение №2: виды центровочных отверстий
Специальные виды сверл по металлу
Кроме вышеперечисленных основных видов сверл по металлу, существуют и специальные. К ним, к примеру, относятся однокромочные модели. Рабочие поверхности таких сверл прямой конструкции сточены наполовину. Это обеспечивает более эффективный отвод стружки. Однокромочные сверла применяют при изготовлении ружейных стволов.

Изображение №3: виды однокромочных сверл по металлу
Маркировка сверл по металлу (российская и зарубежная)
По российскому ГОСТу маркировке подлежат все сверла по металлу диаметром от двух миллиметров. Обозначения содержат информацию о диаметре инструмента и марке стали. На некоторых моделях встречаются клейма производителей. Чтобы узнать маркировку сверла, смотрите на хвостовик инструмента.
Российская маркировка выглядит так.

Изображение №4: правила расшифровки российских маркировок
Зарубежные сверла по металлу, изготовленные из быстрорежущей стали, имеют маркировку HSS. В зависимости от модификаций и особенностей изготовления к ней добавляют различные дополнительные обозначения.
Классификация спиральных сверл по особенностям конструкции и техническим характеристикам
Сверла классифицируют по различным особенностям конструкции и техническим характеристикам.
Типы хвостовиков
По конструкции хвостовой части сверла классифицируют на следующие разновидности.
С цилиндрическими хвостовиками. Встречаются чаще всего. Диаметры хвостовиков могут не совпадать с диаметрами рабочих частей. Сверла малого диаметра нередко оснащают более крупными хвостовиками. Это повышает надежность фиксации. Крупные сверла могут иметь хвостовки уменьшенного диаметра. Это позволяет зафиксировать инструмент в дрели со стандартным патроном. Недостаток таких хвостовиков — невозможность передачи большого крутящего момента. Это повышает рекомендуемую мощность оборудования, необходимого для работы с инструментом. Но в такой конструкции есть и плюс. Если сверло заклинит, дрель не повредится.

Фотография №8: спиральное сверло с цилиндрическим хвостовиком
С коническими хвостовиками. Ими оснащают сверла, предназначенные для обработки заготовок на специализированных станках и при помощи промышленных дрелей.

Фотография №9: сверла с коническими хвостовиками
С шестигранными хвостовиками. Такие сверла подходят для фиксации в стандартных кулачковых патронах и специальных зажимах.

Фотография №10: перовое сверло с цилиндрическим хвостовиком
Классы точности сверл по металлу
Существуют три основных класса точности сверл по металлу.
B и B1. Это катанные и вальцованные сверла па металлу нормальной точности. Используются для проделывания отверстий до 15 и 14 квалитетов точности, соответственно. За рубежом их маркируют HSS-R.
А. Это шлифованные сверла по металлу высокой точности. Применяются для высверливания отверстий с квалитетами точности от 10 до 13.
Углы заточки спиральных сверл и их влияние на применение инструментов
Спиральные сверла по металлу имеют два важных геометрических параметра, которые оказывают влияние на применение инструментов.

Изображение №5: геометрические параметры спиральных сверл
Угол наклона винтовой канавки сверла (ω). Возрастает с увеличением диаметра инструмента. Варьируется в пределах от 18 до 45°. Выбор сверла с определенным углом наклона канавки зависит от материала обрабатываемой заготовки.
Электрон, алюминий и дюралюминий — 45°.
Вязкие и легкие металлы — 40–45°.
Хрупкие металлы — 22–25°.
Различные виды стали — 26–30°.
Угол между режущими кромками (2ϕ). С его увеличением прочность сверла повышается, но при этом возрастает усилие подачи. С уменьшением — наоборот, сверление облегчается, но рабочая часть ослабляется. Выбор сверла с определенным углом между режущими кромками также зависит от материала обрабатываемой заготовки.
Мрамор и иные хрупкие материалы — 80°.
Целлулоид и эбонит — 85–90°.
Сплавы на основе магния — 110–120°.
Электрон, баббит, алюминий — 130–140°.
Красная медь — 125°.
Бронза и латунь — 130–140°.
Закаленная сталь и стальные поковки — 125°.
Сталь и чугун средней твердости — 116–118°.
Виды заточки сверл по металлу
В завершении статьи расскажем о видах заточки сверл по металлу, которую применяют для восстановления затупившихся инструментов и изменения их геометрии.

Изображение №6: виды заточки спиральных сверл
Нормальная (одинарная) заточка (Н). Считается универсальной. При нормальной заточке на поверхности сверла формируются две режущих кромки и одна поперечная. Угол между режущими кромками — 118–120°. Этот вид заточки можно использовать по отношению к сверлам с диаметрами до 12 мм. Остальные технологии подходят для инструментов с диаметрами до 80 мм.
Одинарная заточка с подточкой режущей кромки (НП). Уменьшает ее длину. За счет этого снижается нагрузка на рабочую часть при выполнении сверлильных работ.
Одинарная заточка с подточкой поперечной кромки и ленточки (НПЛ). Дополнительно уменьшает ее ширину в области режущей части. Сила трения значительно снижается. Кроме этого, образуется дополнительный задний угол. Это приводит к облегчению резания.
Двойная заточка с подточкой поперечной кромки (ДП). При двойной заточке формируются 4 режущие кромки и одна поперечная. Они имеют вид ломаных линий. Стойкость сверл с двойной заточкой увеличивается в 5–7 раз при обработке заготовок из чугуна и в 2,5–3 раза при сверлении сталей.
Двойная заточка с подточкой поперечной кромки и ленточки (ДПЛ). При такой заточке сверление облегчается дополнительно.
Полезные советы по выбору сверл
При покупке инструментов не экономьте. Высокие цены на сверла по металлу — это гарантия качества и медленного износа.
Приобретайте инструменты, подходящие к имеющемуся в наличии оборудованию.
Обращайте внимание на марку стали. От нее напрямую зависит возможность обработки заготовок из различных по прочности материалов.
Сверла по металлу: какие лучше и по каким критериям сделать выбор

Сверло по металлу – режущий девайс номер один, и рынок перенасыщен моделями с разным набором характеристик. Поэтому возникающий нередко вопрос, сверла по металлу – какие лучше, не имеет однозначного решения. Чтобы подобрать инструмент, надо обладать достаточным опытом или иметь представление о его характеристиках. Сфокусируемся на том, какими особенностями обладают сверла в разном исполнении, как отличать хорошие варианты от некачественных, по каким параметрам выбирать инструмент.
Сверла по металлу: внешние отличия
Сверло задумано как инструмент, способный выполнить отверстие в сплошном металле (бетоне, плитке, дереве). Поэтому оно имеет специальную конструкцию, способную преодолеет сопротивление металлического слоя; в любом сверле выделяют три части.
Режущая часть первой входит в контакт с материалом, в котором делается отверстие. За режущей располагается рабочая часть, которая помогает удалять стружку. Заднюю часть называют еще хвостовиком или крепежной частью; она фиксируется в патроне дрели. На вопрос, какими бывают сверла, можно ответить, исходя из их внешнего вида; выделяют несколько типов режущего инструмента.
Плоские (перовые)
Рабочая часть цельная или со сменными режущими пластинами, узкая, напоминает перо (отсюда и название). Позволяет сверлить отверстия ступенчатой и фасонной формы. Девайс имеет простой конструктив и стоит недорого. Но с его помощью затруднительно высверлить широкое отверстие, а стружку надо удалять вручную.
Спиральные
Наиболее привычный тип в виде стержня с двумя (реже четырьмя) спирально нарезанными канавками, по которым удаляется стружка. Если спиральные канавки закручены влево, то это левосторонняя разновидность, которая поможет выкрутить крепеж. Существуют изделия повышенного класса точности, но в быту чаще используются спиральные цилиндрические сверла нормальной точности диаметром до 82 мм.
Корончатые (кольцевые, пустотелые)
Имеют вид пустотелого цилиндра, более эффективные (быстрые) и менее дорогие, чем спиральные модели. Особенность: материал удаляется по периферии отверстия (в центре получается «пробка»). Коронки особенно полезны, когда необходимо сверлить криволинейные поверхности (например, трубы).
Зенкер
Имеет рабочую часть конической формы с продольными режущими насечками (режущих кромок может быть 3 и больше). Используется там, где необходима высокая точность исполнения, особенно в сфере машиностроения. Зенкерование чаще применяется для очистки поверхности перед нарезанием резьбы, для калибровки отверстий.
Конусные (ступенчатые)
Рабочая часть в форме конуса с насечками позволяет создавать и расширять отверстия. Благодаря сложной ступенчатой поверхности инструмент центрируется легче, чем спиральный аналог, что особенно удобно при работе с материалом небольшой толщины. Каждая ступень соответствует определенному диаметру, что позволяет получать разные по размеру отверстия, не меняя сверло в патроне дрели.

Хвостовик
Разные модели инструментов обладают разным типом крепления, поэтому, перед тем, как выбрать сверло по металлу, стоит уточнить способе крепления. Изделия подбираются под тип крепления конкретной дрели. Распространены следующие варианты хвостовиков:
- Цилиндрический. Широко распространенный вариант, используется для фиксации в ключевых сверлильных патронах. Плюс цилиндрического хвостовика – он почти никогда не заклинивает, но из-за гладкой формы иногда проскальзывает в патроне.
- Шестигранный. Грани хвостовика жестко позиционируются в пазах трехкулачкового патрона. При вращении сверло прочно удерживается в патроне и не прокручивается.
- Конический. Хвостовик в форме усеченного конуса часто встречается в оснастке сверлильных станков. Иногда на хвостовик наносится резьба, чтобы сделать удержание более качественным.
Критерии выбора
Внешний вид (конструктивная форма) определяет способ применения сверла. Но при выборе оснастки для сверления обязательно учитывают следующие показатели:
- Материал изготовления. Состав сплава определяет рабочие характеристики детали.
- Присутствует ли дополнительная обработка. Режущую поверхность часто усиливают с помощью напыления.
- Рабочие характеристики, среди которых основные диаметр, форма и углы заточки.
Материал, цвет и обработка
Отверстие в детали из любого металла или сплава способен выполнить только инструмент с более твердой структурой, чем обрабатываемая поверхность. Поэтому сырьем для лучших сверл по металлу служит быстрорежущая сталь, сохраняющая свойства при высоких температурах. Убедиться в этом можно по маркировке: на изделии будет нанесена буква «Р» или аббревиатура HSS.
HSS – это не одна марка, а целый класс сталей, отличающихся добавками. Обычно добавляют вольфрам, кобальт и молибден, что указывается в маркировке. Например, К6 говорит о присутствии в сплаве кобальта (цифра указывает на содержание, 6%). Такая добавка в три раза повышает ресурс сверла, и оно может работать с особо прочными марками стали.
При выборе сверла по металлу необходимо учитывать тип покрытия, меняющего характеристики оснастки. Например, поверхностный слой напыления из нитрида титана (HSS-TiN) повышает твердость и термостойкость рабочей зоны во время сверления.
Поверхностный слой напыления из нитрида титана, легированного алюминием (HSS-TiAlN) продлевает срок службы изделия в 5 раз; износостойкость сохраняется при нагреве до 600-700°С. Это универсальный инструмент, но в строительных магазинах встречается не часто. Маркировка HSS-G указывает на то, что режущая часть сверла шлифована кубическим нитрилом бора. Инструмент популярен, так как сверлит твердые сорта стали и при этом стоит относительно недорого.
Копьевидное сверло с титан-вольфрамовым наконечником подойдет и для сверления керамики Источник dnipro-m.ua

Качественные сверла по металлу подвергают разнообразной обработке, что делает их более устойчивыми к деформациям и износостойкими в условиях больших нагрузок и нагрева. Интересно, что способ дополнительной обработки влияет на цвет, поэтому по оттенку можно судить о характеристиках сверла. Возможны следующие варианты цвета:
- Серый (HSS). Изделия серого цвета, как правило, не подвергаются дополнительной обработке, и потому выдерживают только однократное использование. С другой стороны, серый тон могут приобрести изделия после оксидной обработки. Они привлекательны по стоимости, но легко и быстро тупятся.
- Чёрный (HSS-R). Изделия подвергаются парооксидированию: воздействию перегретым паром с дополнительной закалкой. Они пригодны для использования в быту; стоят немного дороже, ими можно сверлить железо и алюминий.
- Темно-золотистый, коричневатый (HSS-E). Металл приобретает такой оттенок после добавки кобальта. Изделия держат самую высокую температуру, меньше остальных тупятся и стачиваются, могут просверлить любую сталь.
- Блестящий золотистый (HSS-Ti, HSS-TiN). На поверхность напыляют нитрид титана. Титановый слой снижает трение между инструментом и поверхностью, что продлевает срок эксплуатации, но точить его не рекомендуется. Это инструмент высшего класса, и стоит он соответственно.
На что влияет угол заточки
Это важный геометрический параметр режущей кромки; он регулирует силу трения во время процесса и влияет на скорость износа. Чем больше угол заточки (наклона режущей поверхности), тем более прочный металл можно просверлить; с увеличением угла возрастает и то, как быстро будет изнашиваться сверло.
Для работы со сталью подходят сверла с углом заточки 130-140°, для чугуна, латуни подойдет вариант в 110-120°, для более мягких металлов и сплавов (например, бронзы) достаточно угла в 100°.
Размеры и точность
Геометрические параметры, которые учитывают, сравнивая разные варианты, это длина и диаметр сверла по металлу; какие значения будут оптимальными, зависит от вида будущей задачи. Для изделий важны две длины: общая и рабочей части. Последняя показывает, отверстие какой глубины вы сможете сделать. У самых распространенных, спиральных изделий диаметр находится в пределах от 0,1 до 80 мм. Максимальная длина рабочей части достигает 275 мм.
Существует 3 класса точности. Сверла с маркировкой А1 используются для тонких работ. Они обладают повышенной точностью, позволяют соблюсти допуски, но стоят ощутимо дороже. В быту настолько строгие требования – редкость, поэтому можно остановить выбор на сверлах с индексом В и В1.

Видео описание
О том, как разобраться в HSS сверлах в следующем видео:
О производителях
Ответ на вопрос, какие сверла по металлу самые лучшие, зависит от того, какой объем работ и на каком материале предстоит выполнять. Рынок насыщен продукцией именитых и безымянных компаний, но, если вы ищите надежный инструмент, который не сломается после первого применения, обращайте внимание на то, что предлагают известные бренды.
Среди зарубежных производителей известностью пользуется продукция немецкого концерна Bosch. Компания производит сверла и наборы для бытовой и профессиональной сферы. Изделия отличаются высокими эксплуатационными характеристиками и длительным сроком службы. Профессиональный инструмент производит японская компания Makita. Ее продукция устойчива к повреждениям и демонстрирует высокую скорость сверления.
Среди отечественных компаний выделяются торговые бренды «Зубр», «Энкор», «Интерскол», специализирующиеся на недорогом качественном инструменте. Хорошее соотношение цена-качество у металлорежущего инструмента марок GRIFF, «Практика», «Атака».
О характеристиках качественного сверла в следующем видео:

Коротко о главном
Сверла по металлу являются одними из самых востребованных в строительной практике инструментов, но, к сожалению, они не универсальны. Чтобы не испортить работу, важно правильно подобрать сверло, а для этого надо понимать, какие критерии описывают его характеристики.
Выбор основывают на форме режущей части, не забывая про хвостовик и угол заточки. Параметрами выбора служит материал, цвет, диаметр и размер; важную информацию можно почерпнуть в маркировке. Если вы рассчитываете на долгую работу, обращайте внимание на известные бренды, предлагающие лучшую заточку, устойчивость к нагреву, износостойкость.
Спиральные сверла с цилиндрическими и коническими хвостовиками: ГОСТ 10902-77 и 10903-77
К самым универсальным и, соответственно, популярным инструментам, используемым для выполнения отверстий в различных материалах, относятся сверла спирального типа. Регламентируют спиральные сверла ГОСТ 10902-77 и ГОСТ 10903-77. Руководствуясь положениями данных нормативных документов, а также параметрами отверстия, которое требуется создать, выбрать подходящий инструмент довольно легко.

Сверла спиральные по металлу
Особенности конструкции и основные характеристики
Конструкция спиральных сверл, которые часто называют винтовыми, состоит из следующих элементов.
На рабочей части есть две канавки, расположенные по винтовой линии. Они выполняют одновременно несколько функций: формируют режущую часть, отводят создаваемую в зоне обработки стружку, обеспечивают подачу СОЖ в область сверления.
При помощи этого конструктивного элемента инструмент фиксируется в патроне используемого оборудования. Хвостовик может изготавливаться со специальной лапкой, облегчающей извлечение инструмента из гнезда конусной формы, или поводком, который участвует в передаче крутящего момента от патрона.
Этот технологический элемент отвечает за выход абразивного круга при его использовании для шлифовки инструмента.
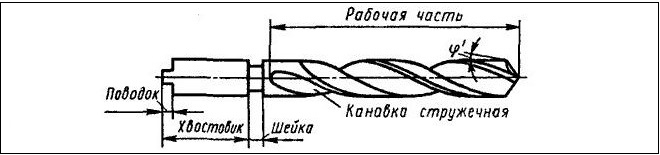
Основные части сверла
Рабочую часть сверла спирального с цилиндрическим или коническим хвостовиком составляют несколько конструктивных элементов.
Данный элемент выглядит как узкая полоска, продолжающая канавку на рабочей части. Эта направляющая часть имеет другое распространенное название – «ленточка».
Эту часть составляют пять режущих кромок: 2 главных, 2 вспомогательных, которые располагаются по спирали вдоль оси сверла, и 1 поперечная, находящаяся на конце инструмента и имеющая форму конуса. Все они формируются благодаря пересечениям поверхностей канавок. Так, главные режущие кромки – это пересечение передней поверхности канавки инструмента с задней, вспомогательные – передней поверхности канавки с поверхностью калибровочной части, поперечные – пересечение задних поверхностей ленточек.
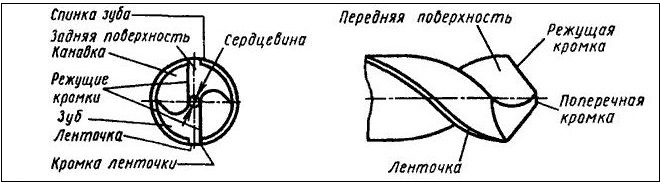
Элементы рабочей части сверла
Высокая популярность спиральных сверл связана со следующими их достоинствами.
- Инструменты данного типа отличаются большим запасом под переточку режущей части.
- Сверла спиральные с цилиндрическим или коническим хвостовиком отличаются лучшей стабильностью своего положения в процессе сверления.
- За счет особенностей своей конструкции такие инструменты обеспечивают своевременный отвод стружки из зоны обработки.
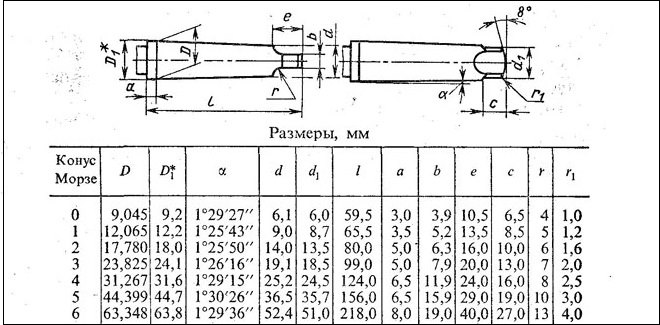
Основные параметры сверл спиральных с цилиндрическим и коническим хвостовиками, требования к которым оговаривают ГОСТ 10902 и ГОСТ 10903-77, перечислены в таблице.
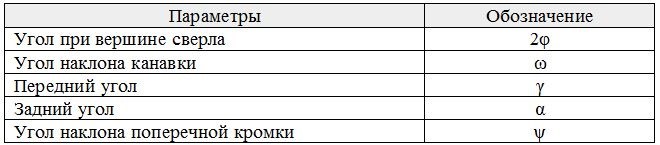
Таблица 1. Обозначение основных параметров сверл
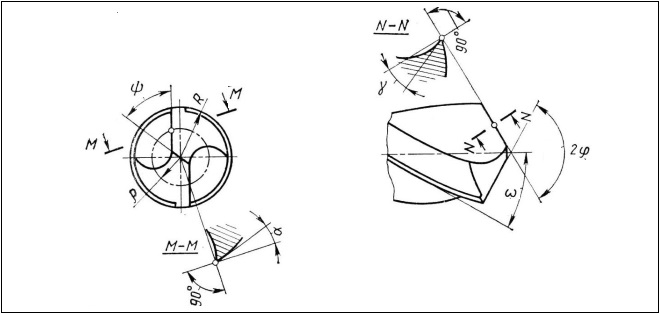
Геометрические параметры режущей части сверла
Значения всех вышеуказанных параметров определяются задачами, для решения которых планируется использовать инструмент.
Спиральные сверла применяются не только для обработки металла, но и для выполнения отверстий в других материалах, таких как бетон и древесина. Существуют также инструменты универсального назначения. Сверла, используемые для обработки различных материалов, отличаются друг от друга как формой и конструкцией, так и своими геометрическими параметрами, приведенными в соответствующих ГОСТах.
В зависимости от конфигурации зажимаемой в патроне части выделяют сверла:
- с цилиндрическим хвостовиком;
- с коническим хвостовиком.
Для фиксации на оборудовании спиральных сверл с коническими хвостовиками, как указывает ГОСТ 10903-77, используются универсальные переходные втулки, посадочные отверстия в которых выполнены по типу «конус Морзе». Соответствующие ГОСТу инструменты данного типа можно применять для оснащения любого оборудования.
Сверла с хвостовиками цилиндрической формы
Сверла спиральные с цилиндрическим хвостовиком в соответствии с требованиями нормативного документа могут выпускаться в нескольких сериях: короткой, средней и длинной. Пользуясь соответствующим ГОСТом на сверла, можно оптимально подбирать инструмент для решения определенных технологических задач.
Цилиндрические спиральные сверла, согласно ГОСТу, изготавливают с центровочным отверстием или без него. Инструменты средней и длинной серий, в соответствии с ГОСТом, могут иметь в своей конструкции шейку, облегчающую их шлифовку. Специальных требований к размерам такого элемента нет.
Ознакомиться с требованиями ГОСТ к спиральным сверлам с цилиндрическим хвостовиком можно, скачав документ в формате pdf по ссылке ниже.

Сверла по металлу с цилиндрическим хвостовиком
Левые и правые спиральные инструменты, относящиеся к короткой серии и имеющие диаметр от 0,5 до 40 мм, изготавливаются по ГОСТу 4010-77. Производство правых и левых цилиндрических сверл средней серии, диаметр которых находится в интервале 0,25–20 мм, регламентирует ГОСТ 10902-77. Спиральные сверла длинной серии выпускаются в диапазоне диаметров 1–31,5 мм. Нормативным документом, в котором оговариваются требования к изделиям данной серии, является ГОСТ 886-77.
Сверла с цилиндрическим хвостовиком длинной серии производят преимущественно с правым направлением спирали. ГОСТ допускает изготовление изделий данной серии и в другом конструктивном исполнении по договоренности с заказчиком. Длина спиральных инструментов с цилиндрическим хвостовиком всех серий указана в приведенной ниже таблице.

Таблица 2. Длина спиральных сверл с цилиндрическим хвостовиком
Технические требования к производству спиральных сверл всех вышеперечисленных серий оговариваются ГОСТом 2034-80. Согласно положениям этого нормативного документа, изделия данной серии, которые используются для сверления заготовок из ковкого и серого чугуна, углеродистых (конструкционных и инструментальных) и легированных сталей, а также конструкционных сталей обычной обрабатываемости и автоматных, изготавливаются из быстрорежущих стальных сплавов. Инструменты данной серии могут относиться к одному из трех классов точности:
Цилиндрические хвостовики могут иметь разные исполнения
ГОСТ допускает, что сверла данной серии могут быть произведены не из быстрорежущей стали, а из легированного стального сплава марки 9ХС, при этом их хвостовики могут быть сделаны из стали марки 45 или 40Х. По своей конструкции такие сверла могут быть как цельными, так и сварными. При использовании сварки в местах соединений исключается наличие непроваренных участков, пустот и кольцевых трещин.
Сверла с коническими хвостовиками
Современная промышленность выпускает различные типы сверл, хвостовик которых имеет коническую форму. Соответственно, требования, предъявляемые к таким инструментам, регламентируются разными ГОСТами. Унификация различных типов сверл позволяет оптимально подбирать их для решения определенных технологических задач. Нормативными документами, в соответствии с требованиями которых производятся спиральные инструменты с коническими хвостовиками, являются:
- ГОСТ 10903-77 (для изделий нормальной длины);
- ГОСТ 12121-77 (для длинной серии);
- ГОСТ 2092-77 (для удлиненной серии);
- ГОСТ 22736-77 (для изделий с твердосплавными пластинами).

Сверла по металлу с конусным хвостовиком для глубокого сверления
Ознакомиться с требованиями ГОСТ к спиральным сверлам с коническим хвостовиком можно, скачав документ в формате pdf по ссылке ниже.
Спиральные сверла нормальной длины, на которые распространяет требования ГОСТ 10903-77, могут выпускаться в диапазоне диаметров 5–80 мм. Хвостовики таких сверл в зависимости от диаметра последних имеют нормальную или усиленную конструкцию. С усиленным хвостовиком изготавливают спиральные сверла диаметром от 12 до 76 мм. Их посадочная конусная часть соответствует стандарту Морзе – от 1 до 6.
Диаметр длинных сверл, согласно ГОСТу, может находиться в интервале 5–20 мм, при этом обработка, выполняемая с их помощью, осуществляется через кондукторные втулки. Хвостовик таких сверл выполняется по стандарту Морзе от 1 до 4. Спиральная часть длинных сверл и инструментов нормальной длины имеет правое направление, но по договоренности с производителем может выпускаться и с левым направлением.
Конусы Морзе с лапкой
Удлиненные сверла с коническим хвостовиком производятся с диаметрами 6–30 мм. Конусный хвостовик таких сверл должен соответствовать стандарту Морзе от 1 до 3.
Сверла с коническим хвостовиком, на металлический стержень которых напаяны твердосплавные пластины типа ВК, могут выпускаться с диаметром от 10 до 30 мм, в укороченном и нормальном вариантах.
Длина спиральных инструментов с коническим хвостовиком всех серий представлена в приведенной ниже таблице.
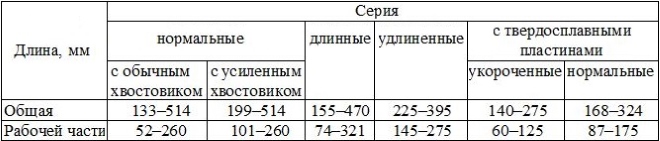
Таблица 3. Длина спиральных сверл с коническим хвостовиком
Материалы изготовления основной части таких сверл – быстрорежущая сталь, стальной сплав марки 9ХС либо стали других марок, в составе которых не должно быть кобальта, а количество вольфрама не должно превышать 6%.
И в заключение небольшой видео-обзор сверл по металлу от различных производителей с испытанием данной продукции на практике.
Читайте также: