Воронение металла в домашних условиях уксусом
Обновлено: 05.07.2024
Общая тема по хим. окрашиванию металлов в разделе уже есть, на нее дана ссылка в "Нафигаторе" раздела. Здесь приводится рецепт и описание процесса оксидирования конкретно в натриевой селитре, неоднократно проверенные на практике: по сути выжимка самого главного, сделанная для удобства пользователя и специально для навигатора.
Тема закрыта для комментирования, если возникнут вопросы, пишите в РМ.
Среди аирганеров наибольшее распространение получили 3 способа окрашивания железа и стали в черный цвет:
1. Холодная косметическая окраска готовыми составами типа "Клевер";
2. Оксидирование в расплаве натриевой селитры и едкого каустика;
3. Воронение в ржавом лаке.
Каждый способ имеет свои недостатки и достоинства. Однако даже тщательное окрашивание "Клевером" и т. п. составами в несколько этапов, с применением правильного обезжиривания и горячей сушки, не идет ни в какое сравнение со вторыми двумя способами. Косметика - никуда от этого не уйти, все плюсы здесь заключаются только в простоте и быстроте процесса. "Горячее" воронение несравненно более стойко, равномерно и очень красиво.
Из двух способов, ржавый лак и селитра, второй отнимает меньше времени, но требует большей осторожности и использования только нержавеющей или специальной лабораторной посуды.
В результате оксидирования в натриевой селитре получается глубоко черное, блестящее покрытие с легким красноватым, коричневатым или синеватым отливом: оттенок зависит от свойств окрашиваемого металла.
Для начала несколько важных условий.
1. Прежде всего: если мы хотим получить достойный результат, необходимо использовать только химически чистые реактивы. Приобрести их можно в магазинах лабораторной техники, в Москве н-р. в "Лабтехе", ул. 3-я Парковая, м. Измайловская. Некоторые предлагают использовать вместо едкого каустика сухое средство "Крот", которое, казалось бы, есть тот же самый каустик. Я однажды попробовал. Делал все правильно, однако готовое покрытие легко слезло с металла под полировальной ветошью. Причин не знаю, не химик, однако с чистым натрий гидроксидом у меня такого не случалось. Возможно, причиной какие-то лишние "маркетинговые" наполнители (мел или т. п.)
2. Посуда для селитряной ванны годится не всякая, а только из нержавейки. Причем если вы приобретаете нержавеющую кастрюльку за 250 р., будьте готовы к тому, что хватит ее от силы на 1-2 раза: дешевая китайская нержавейка славна тем, что в случае подобного экстримального использования стремительно ржавеет до оттенка старой рельсы на заброшенном ж/д пути. Можно впрочем использовать емкости из обычного железа или чугуна: расплав их не проест, ведь сами оксидируемые детали он не разъедает. Но штука в том, что из подобного металла в расплав при кипении полезет всякая бяка, способная ухудшить его качество, что может непредсказуемо повлиять на результат.
3. Работать с натриевой селитрой и едким каустиком нужно очень аккуратно: кипящий расплав может вызвать серьезные ожоги. Кроме того, приготовляя раствор, ни в коем случае не лейте воду в реактивы - делать необходимо строго наоборот, т. е. постепенно, малыми порциями, добавлять реактивы в воду. В процессе оксидирования вода в емкости постепенно выкипает, и при необходимости приходится подливать свежей - также очень малыми порциями, иначе результатом будет бешеное бурление и целый фонтан брызг. Лучше обойтись без доливания, сразу отмерив нужный объем воды; расстояние между ее поверхностью и деталями должно быть не менее 3-4 см.
Собственно рецепт.
На 1 л. чистой (фильтрованной, кипяченой или дистиллированной) воды:
500 г. натриевой селитры (она же натрий азотнокислый, NaNO3)
500 г. едкого каустика (он же натрий гидроксид, NaOH)
Но это сухие цифры и формулы. Развернем вопрос шире.
Прежде всего: если мы хотим добиться качественного воронения с 1 раза - забудем об ацетоне, уайт-спирите, бензине "Калоша" и т. п. средствах в качестве составов для обезжиривания. Все они содержат вещества, которые по испарении растворителя оставляют на поверхностях малозаметный глазом налет: он-то в 99 из 100 и является причиной неудач. Лучший способ обезжиривания - горячий, и для этого надо приготовить специальный состав.
На 1 л. чистой (фильтрованной, кипяченой, дистиллированной) воды:
50 г. едкого каустика
50 г. кальцинированной соды (не путать с питьевой, ищут в хозмагах)
10 г. силикатного клея (обычный канцелярский клей - продается в любой палатке с канцтоварами).
1. Заливаем в чистую кастрюльку из нержавейки нужное количество воды.
2. Чистой ложкой всыпаем нужное кол-во едкого каустика.
3. Кальцинированной соды.
4. Добавляем силикатный клей.
П р и м е ч а н и е. Как выяснил на практике, для обезжиривания в этом растворе можно использовать обычную эмалированную посуду. Концентрация "злобного" натрий гидроксида здесь невелика, и ничего страшного с эмалью за 20-40 минут варки не происходит. Условие одно: на эмали не должно быть сколов - ведь эти емкости делаются из довольно тонкого черного металла.
Перемешиваем, ставим на плиту. Доводим до кипения, погружаем в раствор тщательно очищенные от старого покрытия детали (едва ли нужно упоминать, что к ним заблаговременно должны быть прикреплены проволочки), и кипятим от 20 до 40 минут. Затем вынимаем и промываем под струей воды. Если вода не собирается на железе каплями - значит, мы добились эффекта полного смачивания поверхности металла, т. е. он хорошо обезжирен. После этого, по рекомендациям, детали надо просушить, но я опускал их в расплав селитры почти сразу после промывки, выдержав не более полуминуты на сухой чистой тряпке, впитывавшей излишек воды, и ничего плохого с ними в процессе воронения не происходило. Едва ли, опять же, надо напоминать, что на всех этапах касаться руками обезжириваемых деталей нельзя.
Перед горячим обезжириванием детали можно предварительно промыть в ацетоне и т. п., это им не повредит. Особенно уместно это будет, если на них есть следы смазочного масла.
Учитывайте, что 20-40 минут кипения - это немало, и количество раствора в емкости за это время сильно уменьшается. Так что готовьте с запасом, чтобы детали оказались покрыты слоем воды не менее чем на 5 см.
1. Емкость, в которой будет производиться оксидирование, предварительно необходимо тщательно вымыть. Лучше всего со смесью жидкого геля и абразивного средства для мытья посуды. После этого не менее тщательно промываем ее проточной водой, удаляя остатки моющих средств, и вытираем чистой ветошью.
2. Наливаем в емкость подготовленную воду - сразу в нужном объеме.
3. Далее засыпаем натрий гидроксид. ВНИМАНИЕ! Ни в коем случае не бухайте в воду весь его отмерянный объем. Насыщаемый гидроксидом раствор очень сильно разогревается, буквально до кипения, поэтому добавляем медленно и медитативно, посредством ложки, и сразу размешиваем плавными движениями, чтобы на дне не образовалось плотной слоистой корки - это чревато внезапными адскими гейзерами при закипании.
4. Засыпаем натрий азотнокислый: так же медленно и медитативно. Круговыми движениями перемешиваем раствор, и ставим его на плиту.
5. Доводим раствор до кипения, время от времени помешивая ложкой. В процессе закипания на поверхность могут всплыть какие-то инородные частицы - несмотря на заявленную чистоту химикатов из "Лабтехов", такое случается нередко. Их нужно осторожно поддеть все той же ложкой и изъять, или аккуратно собрать салфеткой, положив ее на поверхность раствора.
6. Закипело - отлично. Осторожно, без бултыханий, погружаем в расплав обезжиренные по вышеописанному методу детали. В идеале, они не должны касаться дна, но городить хитрые городухи, чтобы непременно их подвесить, необязательно. Если речь идет, скажем, о рамке пневмопистолета - достаточно просто придать проволочке, которая к ней прикреплена, такую форму, чтобы рамка располагалась под углом ко дну емкости, опираясь на изгиб проволочки и касаясь дна одной-двумя точками.
7. Если все сделано правильно, уже спустя 10 секунд детали в расплаве начинают темнеть, принимая сперва желтый, потом темно-золотистый, потом черно-коричневый и наконец - замечательно глубокий черный цвет. Однако необходимо учитывать, что контролировать степень их почернения в кипящем полупрозрачном расплаве непросто: железо может казаться уже полностью почерневшим, а при извлечении выяснится, что оно всего лишь темно-коричневое, и сквозь оскидную пленку просвечивает металл. Поэтому спешить не надо: минимальное время, которое детали должны провести в расплаве - 10-15 минут. Я обычно выдерживаю 20-25, но тут все зависит от свойств конкретного металла. Например, я заметил, что сталь, из которой сделаны детали СО2-шарометов МР-656К, воронится менее охотно, и на ней чаще образуются всякие бяки, чем на стали МР-654К: в случае с этим последним особенно завораживает загадочный оттенок желтизны на боковинах затвора в задней его части, четко отграниченный от основного, более темного тона затвора, по вертикали в районе окна выбрасывателя - такое я наблюдал на ТРЕХ (!) вороненых мной 656-х. Считается, что примерно после 30-35 минут кипячения качество оксидной пленки может начать ухудшаться.
8. Выдержав положенное время, извлекаем детали из емкости, и тут же промываем их сперва горячей, потом - теплой и наконец холодной водой, после чего опускаем в ацетон или другой растворитель, чтобы выбить остатки воды.
9. Вынимаем, высушиваем и оцениваем качество покрытия.
10. Если оно нас удовлетворяет, протираем детали маслом, н-р оружейным, машинным или баллистолом. Мелкие детальки можно просто бросить в баночку с маслом, потом извлечь и вытереть ветошью. А если не удовлетворяет - сошлифовываем оксидный слой добела, вновь обезжириваем и заново вороним. По моим наблюдениям, на второй раз качество воронения всегда получается просто идеальным: возможно, причиной тому многократная очистка и обезжиривание.
Свежепромасленные детали неплохо также слегка прогреть ручной газовой горелкой, чтобы масло получше проникло в микропоры оксидной пленки. Именно слегка - раскалять докрасна, отжигая их, мягко говоря ни к чему.
Вот собственно и все. Собираем свой пневмопистолет, или что мы там воронили, и радуемся результату, не идущему ни в какое сравнение с "клеверным".
Немного полезных нюансов.
1. Раствор селитры и каустика вполне безвреден в остывшем виде, если, конечно, его не глотать. Однако у него есть одно неприятное свойство: будучи перелит в еще неостывшем виде в стеклянную посуду, он ее стремительно разрушает. Стекло делается хрупким - у 3-литровых банок например чаще всего просто отваливается дно. Остывший же расплав кристаллизуется и твердеет, и переложить его в другую емкость будет очень непросто. В чем хранить - я лично для себя пока не решил. Вероятно, лучше всего тут подойдет какая-то хорошо закрывающаяся емкость из полиэтилена.
2. Также стоит иметь в виду, что в процессе кипения мелкие капельки расплава постоянно вылетают из емкости, и неизбежно попадают на окружающую ее поверхность в радиусе примерно полуметра от "эпицентра". И поскольку к стеклу расплав относится крайне недружелюбно, лучше не пользоваться для его разогрева дорогими электроплитами с деками из жароупорного стекла - поверхностный слой пожрет непременно, останутся белесые точки (это проверено ). Если в доме нет газа, правильнее завести недорогую одноконфорочную плитку специально для этой цели.
3. Известно, что уже раз отработавший раствор селитры и каустика можно использовать не один раз, освежая его добавкой реактивов и чистой воды. Но лично мне этот подход не нравится - уже после 1 воронения раствор делается рыжеватым, т. к. вбирает в себя порядочно дряни от варившегося в нем железа, и это снижает качество оксидирования. Способы очистки существуют, но они чрезвычайно опасны и хлопотны, поэтому даже не стану о них упоминать - дешевле и спокойнее просто приготовить новый раствор.
4. Если заворонить детали в уже раз отработавшем, остывшем и вновь разогретом растворе без добавки реактивов и воды - результатом может оказаться не черное, а темно-коричневое покрытие, причем матовое, без малейшего блеска. В каких-то случаях оно может оказаться весьма уместным.
И еще один нюанс: как говорится, из другой оперы - но не менее важный. В соответствии с нашим миленьким законодательством, воронить самостоятельно такие девайсы, как МР-654К или 656К можно сколько угодно, поскольку они согласно сертификации являются не оружием, а лишь изделиями, конструктивно схожими с ним; а вот травматические и газовые пистолеты согласно тому же законодательству - уже гражданское оружие, и любые самостоятельные действия по их тюнингу рассматриваются законом как правонарушение. В т. ч. и воронение, которое также рассматривается как самостоятельная доработка. Имейте это в виду.
Адрес и контакты Лабтеха в Москве:
Телефоны отделения Лабтеха непосредственно на 3-й Парковой, здесь можно узнать, есть ли в наличии нужные реактивы:
499 367 03 64, 499 367 57 52
На фото ниже - завороненные по описанной методе МР-654К и труба Кросман-1377.
С уважением, kun
Д о п о л н е н и е.
Еще более правильным будет после оксидирования и промывки проварить детали сперва в мыльном растворе, а потом, вытерев и обсушив, выдержать в горячем машинном масле в течении прим. 5 минут. В любом случае, тем или иным путем надо тщательно удалить остатки оксидирующего расплава из всех стыков и поднутрений, иначе они будут постепенно кристаллизоваться и выпирать наружу. Причем как ни вытирай этот участок снаружи, толку не будет, процесс будет продолжаться. Винт или втулку, облепленные этой гадостью, будет очень непросто отвернуть, а выглядеть это будет вот так:
3 проверенных способа воронения ножа
Здравствуйте, дамы и господа. Сегодня поговорим о воронении, оксидировании или чернении стали. Это способ поверхностного покрытия стали тонким слоем железных окислов. Он защищает металл от коррозии, а также придает привлекательную тонировку изделию. Можно добиться черного сине-черного, серого или синего цвета. Процесс проходит под воздействием химических (щелочь или кислота) и термических способов. Я покажу несколько методов, которые лично проверил.
Горячее воронение
- Масло машинное.
- Обезжириватель.
- Печь.
- Уйат-спирит
Далее наливаем масло в емкость, желательно фарфоровую, я налил в кружку. В масло погружаем клинок, и отправляем кружку в печь при температуре примерно 280 градусов по Цельсию. Пара слов про печь. В идеале нужна муфельная печь с регулировкой температуры, но где мы такую возьмем? Пойдет кухонная духовка, но помещение должно быть очень хорошо проветриваемым. Я использовал остывающий горн, а также остывающую печку в доме.
Второй вариант далеко не лучший, так как масло начинает кипеть и испарять, что сопровождается не приятным запахом, ну и самими испарениями (поэтому и духовка не лучший варик). Кипятить так нож надо от 10 до 20 минут, пока не будете довольны оттенком. Вот результат:
После изделие пусть остынет, снова протрите его обезжиривателем и вытрите насухо. Конечно же закалка от этого способа никуда “не денется”.
Воронение в лимонной кислоте
- Лимонная кислота.
- Теплая вода.
- Обезжириватель.
- Салфетки.
Чернение проходит от получаса до двух часов. В обще, это зависит от стали, но я пробовал разные марки, и для всех результат примерно одинаковый. Каждые 15 минут клинок необходимо доставать и протирать салфетками, убирая черный налет. Как только будете довольны цветом можно вытащить нож и протереть его растительным маслом это остановит реакцию.
И да, вода должна быть горячей 70-90 градусов по Цельсию. Хотя я и частенько забивал на эту температуру, процесс шел, но неравномерно.
Вот два примера абсолютно отличных друг от друга.
Отличия из-за разных марок стали. Та, что темней - высокоуглеродистая (бывший напильник), для таких марок чернение подходит идеально. Ну и я постоянно протирал клинок. Второй ножичек из низкоуглеродистой стали, которую я просто оставил примерно на сутки в растворе, и процесс прошел неравномерно. В целом, результатом я все равно доволен, оттенок получился интересный (на фото присутствует желтизна, в реальности я ее замечаю).
Воронение в уксусе
Процесс воронения:
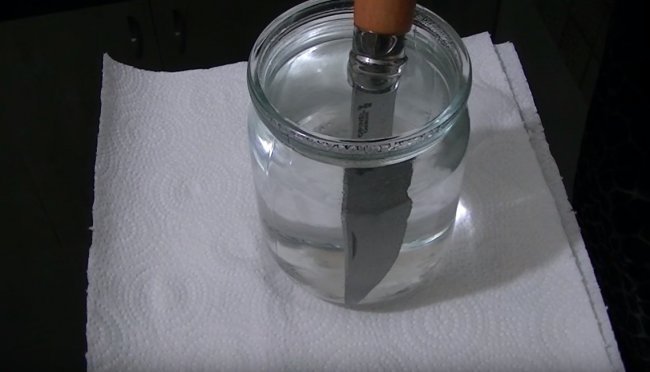
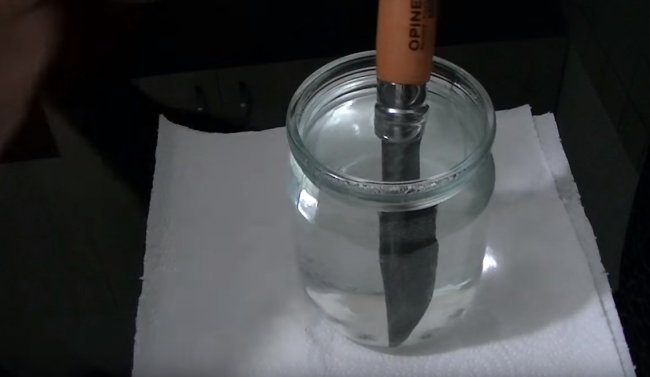
Уксус необходимо прокипятить, но можно и обойтись без этого. Он и так ужасно пахнет, так что я забил. Но уксус не должен быть холодным, хотя бы комнатной температуры. Клинок можно промыть под горячей водой, чтобы он тоже нагрелся, после обезжириваем и опускаем в уксус, также каждые 15-20 минут очищая от черного налета.
Итог такой:
Все эти методы позволяют оксидировать клинок, что защитит его от ржавчины, а также придаст интересный тонированный цвет. Во всех случаях не стоит дышать испарениями воронения, они вредны для здоровья.
Все эти методы позволят добиться любого нужного вам результата. Покрытие достаточно прочное во всех описанных методах, и хватит его на пару лет точно. Надеюсь, статья была полезной для вас.
Воронение ножа в лимонной кислоте
Воронение — это процесс получения слоя оксида толщиной в несколько микрон. Так же его называют оксидированием, чернением или синением. Это темное, почти черное покрытие, но бывают и другие оттенки.
В основном, воронение применяется как декоративное покрытие, но изначально, в первую очередь, оно призвано защитить сталь от коррозии.

- - Кипяток 0,5 литра;
- - Лимонная кислота 50 грамм (можно купить в любом продуктовом магазине).
Процесс воронения ножа
Берем стеклянную посуду, по размеру лезвия ножа, чтобы его можно было целиком погрузить в раствор.
Кипятим воду в чайнике. Затем берем и аккуратно наливаем кипяток в банку. Тут надо быть осторожным, так как банка может лопнуть. Чтобы этого не произошло можно для начала налить на дно чуть-чуть кипятка и дать банке прогреться, затем долить остальное количество.

Далее засыпаем в воду лимонную кислоту и тщательно размешать до полного растворения.
Перед тем как погрузить клинок в раствор, желательно его протереть спиртом, чтобы удалить все лишние жировые следы и грязь.
Погружаем лезвие ножа.

- - Каждые 10 минут доставать нож и протирать лезвие мягкой бумажной или тканевой салфеткой, удаляя черный налет с поверхности.
- - Примерно каждые 1-2 минуты необходимо шевелить клинок в растворе, тем самым сбрасывать большие пузырьки газа с лезвия. Это обеспечит равномерность покрытия.


По истечении времени, если вас удовлетворяет цвет покрытия, необходимо в последний раз протереть лезвие подсолнечным маслом. Это остановит реакцию, сделает покрытие однородным и крепким.
На этом воронение лезвия ножа завершено.

В конце хочу добавить:
- Не вдыхайте поры газов при воронении, так как они вредны. И лучше пользуйтесь вентиляцией, если она у вас есть, или хотя бы откройте окно в помещении.
- Для стабильного процесса вода должна быть горячей. Воронение не идет в холодной воде. Кипяток не обязательно, но градусов 80 по Цельсию должно быть.
Если у вас получились небольшие разводы – не переживайте, они уйдут после первой или второй эксплуатации.
Такое покрытие довольно стойкое и будет держаться не один год.
Смотрите видео процесса воронения в лимонной кислоте
Быстрый способ воронения стали для ленивых

Чтобы защитить стальное изделие от коррозии, его можно заворонить. Воронение обладает хорошей стойкостью к истиранию, чем превосходит краску, а главное оно не утолщает изделие. Благодаря этому воронить можно даже резьбовые элементы, такие как болты, гайки и т.д.
Что потребуется:
- льняное масло;
- уксус или раствор лимонной кислоты;
- емкость;
- пинцет;
- газовая горелка.
Процесс воронения стали

Чтобы сделать воронение изделия, нужно его сначала полностью очистить от коррозии. Легче всего это сделать, оставив его на ночь в водном растворе лимонной кислоты или столовом уксусе.

После извлечения детали из кислоты, ее нужно обдуть компрессором или протереть ветошью, чтобы ржавчина не появилась обратно.

Далее в емкость набирается льняное масло. Изделие для воронения требуется нагреть горелкой и окунуть в ванночку. Греть необходимо до +400°С. Это определяется по серому цвету побежалости. Сначала металл станет фиолетовым, это +300°С, затем серым. Сразу после этого изделие окунается в масло. Нагревать его больше нельзя, так как от этого металл отпустится и станет мягче.


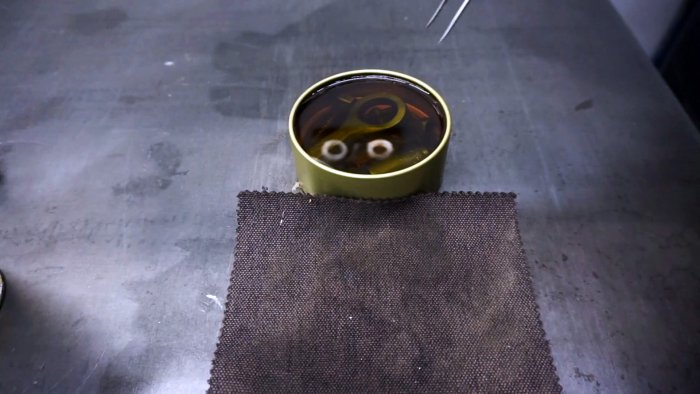

В результате контакта горячего металла с льняным маслом на его поверхность образуется черная оксидная пленка, стойкая к истиранию и защищающая от коррозии.



Смотрите видео
Читайте также: