Воздушно лазерная резка металла
Обновлено: 14.05.2024
Сфокусированная в лазерном луче мощная энергия может быть использована в обработке материалов. Для чего собственно и созданы станки, обеспечивающие применение лазерных установок для производства деталей точных размеров, не требующих дальнейшей обработки.
Принцип работы лазерного станка
Главными элементами лазерного станка являются генератор излучения и лазерная (оптическая) головка, которая окончательно формирует направление луча к точке обработки. Основные комплектующие, составляющие конструкцию лазерной головки:
- в верхней части находится последнее из системы зеркал, формирующее подачу луча к поверхности обрабатывающего материала;
- в средней части располагается фокусирующая линза, сужающая диаметр луча до минимальных размеров;
- в нижней части находится сопло, выполняющее функции направления сфокусированного луча в точку обработки.
Луч, имеющий высокую температуру и концентрацию энергии, попадая на поверхность материала, выжигает ее, создавая сквозной рез. Регулировкой настройки параметров луча, можно добиться снятия лишь верхнего слоя, что позволит выполнять гравировальные работы.
Обрабатываемая заготовка располагается на поверхности рабочего стола, установленного на станине станка, обеспечивающего ему жесткость конструкции. Лазерная головка закрепляется на подвижной части станка, которая перемещаясь по вертикали и горизонтали, выполняет необходимую обработку заготовки. На станках с ЧПУ привод портала с лазерным оборудованием осуществляется подачей команд на электродвигатели и сервомоторы.
при выполнении технологической операции отсутствует непосредственный контакт с поверхностью обрабатываемого изделия, что делает возможным резать без повреждений хрупкие и легко деформируемые материалы
технологический процесс легко поддается автоматизации, выполняется с высокой скоростью обработки любых материалов от пластика до твердого сплава
технология способна изготавливать изделия самых сложных дизайнерских форм, при этом образуется минимум отходов
оборудование имеет значительную продажную цену и даже высокая производительность не делает себестоимость изделия конкурентной по сравнению с некоторыми другими технологиями резки
ограниченность в применении обрабатываемых толщин — резка толстых заготовок приводит к увеличению расхода электроэнергии и потере качества обработки, присутствующих при резке тонких материалов
Альтернативны лазерной резке
Главное преимущество перед лазерной резкой в дешевизне и доступности оборудования. Технологическая себестоимость гильотинной обработки практически не оказывает влияния на конечную цену изделия. Недостатки технологии: в отличие от лазерной технологии точность реза невысока, он имеет заусенцы даже при хорошо заточенных ножах и выставленном зазоре, выполняться может только прямой рез. Обработка кромок — обязательная дополнительная технологическая операция.
В отличие от лазерной резки ленточнопильный станок практически не ограничен в габаритах толщин обрабатываемых заготовок. Применение пакетного способа резки сокращает трудоемкость работ, приближая к временным затратам при выполнении технологией лазерной резки каждой отдельной заготовки из пакета. Качество обработки кромок реза не совсем, но приближается обработке их лазерной технологией и требует минимальной доработки.
Высокопроизводительная, как и лазерная, но толщина обрабатываемых заготовок значительно больше. Низкая точность и плохое качество реза, термическое влияние на металл в зоне обработки увеличивают затраты на дальнейшую подготовку кромок.
Гидроабразивная технология позволяет резать большие по толщине заготовки, чем при лазерной резке, получая при этом вполне приемлемые точность и качество реза. Отсутствует термическое воздействие на металл. Однако технология рассчитана на применение дорогого кварцевого песка, что увеличивает себестоимость изготавливаемой продукции. Скорость обработки ниже, чем у лазерной и плазменной резок.
Сферы применения

Лазерный станок для металла Wattsan 1530 Basic. Цена 2 800 000 руб.
Возможность обработки лазерной резкой практически любых материалов делает область ее применения достаточно широкой. Из большого количества разных производственных направлений можно выделить следующие, наиболее известные:
металлообработка (автомобильная и авиационная промышленность, судостроение, космическая индустрия и другие)
легкая и обувная промышленность (раскрой материала в ателье и на швейных фабриках, создание лекал, выкроек для одежды и обуви и другие)
маркировка продукции, которая выполняется на станках, работающих по принципу гравировального лазерного оборудования, отличается четкостью изображения и долговечностью
Виды лазерной резки
Форма и размеры материалов при лазерной обработке изменяются под действием двух эффектов, вызванных излучением: плавлением и испарением. Для доведения процесса до испарения нужен мощный источник излучения. Поэтому резка с эффектом испарения применяется только для обработки тонких листов. Для выполнения лазерной резки методом плавления в качестве вспомогательного материала используется газ (азот, кислород, инертные газы, воздух), который удаляет расплавленный металл.
Виды оснащения для обработки
Разнообразие технических задач и требований к обрабатываемым деталям с помощью лазерной резки делают этот рынок оборудования весьма обширным по конструктивному исполнению. Классификация по категориям может быть по виду активной среды, по типу энергии возбуждения, по назначению, по степени автоматизации оборудования, по размерному ряду и мощности установки.
С газовыми и твердотельными источниками
Одним из важных элементов квантового генератора является активная среда. Существующее оборудование по типу активной среды может оснащаться как газовыми, так и твердотельными установками. Различаются они друг от друга длиной волны излучения. Этот параметр влияет на прозрачность при поглощении энергии луча различными материалами.

Универсальный стандартный станок с углекислотным лазером TruLaser 3030/3040. Цена 17 000 000 руб.
Длина волны газовых установок хорошо воспринимается неметаллическими материалами — деревом, пластиком, кожей и другими. Твердотельные вырабатывают луч с длиной волны, которая эффективно работает с металлами.
Комплексы с ЧПУ
Технологический процесс лазерной резки не представляет труда автоматизировать с помощью средств числового управления. Установка с лазером способна перемещаться по самой замысловатой траектории, сохраняя при этом высокую скорость. Сложные карты раскроя металлических листов с использованием твердотельных установок или контуры в виде художественного произведения на листах фанеры с помощью газовых лазеров — можно выполнить на программном станке.
Настольные, компактные и напольные
Для крупных производств, где объем производства лазерной технологией приближается к максимальной загрузке оборудования, оптимально применение портальных станков лазерной резки. Размеры станка определяются габаритами рабочего стола. Вариант с большим рабочим столом или несколько меньшим (среднеформатный) получил наибольшее распространение.
Лазерно-гравировальные станки, которые используются для изготовления, например, небольшой сувенирной продукции, должны обладать компактностью, чтобы их можно было расположить на рабочем столе в мастерской.
Мини, маленькие
Программные станки с лазерной установкой помимо использования на крупных производствах, применяются в малом бизнесе, домашних мастерских, например, в качестве помощника в изготовлении оригинальных ручных изделий. Такое оборудование имеет небольшие размеры и может поместиться на обычном домашнем столе. Кроме отличия в размерах и меньшей мощности в остальном мини-станки ничем не отличаются от профессионального оборудования, сохраняя точность реза и качество кромок.
Ручные резаки
Применение лазерной установки в качестве ручного приспособления для резки ограничено ее весовыми и габаритными размерами. Поэтому источник излучения не обладает достаточной мощностью для резки металла, охлаждение должно сохранять тепловой баланс естественной передачей выделяемого тепла в окружающую среду. Ручная лазерная резка эффективна для обработки тканей, кожи и других подобных материалов.
Оптоволоконные аппараты
Твердотельные лазеры, в которых в качестве активного вещества выступает легированное кварцевое стекловолокно, получили название волоконных лазеров. Они обладают меньшим диаметром фокусировки, чем газовые и твердотельные лазеры на кристаллах. Это позволяет делать более быстрый нагрев и увеличить возможности раскроя созданием сложных контуров, которые невозможны были бы обработаны другими видами лазерного оборудования.
Неприхотливость в эксплуатации из-за более простой настройки и требованиям к профилактическому обслуживанию (чистка, наладка), отсутствие специальных требований к чистоте воздуха и влажности помещения увеличивают конкурентоспособность оптоволоконных аппаратов по сравнению с другими аналогичными видами оборудования.
Диодные лазеры
Основным элементом диодного лазера является излучатель в виде лазерного диода — полупроводникового кристалла, сформированного в виде оптического резонатора. Кроме диода в состав диодного лазера входит специальное устройство электропитания, при помощи которого можно изменять параметры выходного излучения, устройство контроля температуры и оптическое устройство, повышающее монохроматичность излучения лазерного диода.
Однако, диодный лазер все же сильно проигрывает другим видам лазеров в степени когерентности и монохроматичности излучения. Большая расходимость в фокусировке не позволяет добиться максимальной концентрации энергии. Основное преимущество в относительной дешевизне диодных лазеров по сравнению с другими видами.
Широкое применение лазерные диоды находят как управляемые источники света в оптиковолоконных линиях связи, в измерительном оборудовании (лазерный дальномер), лазерных указках и целеуказателях, для считывания штрих-кодов и других областях техники.
ТОП — 6 лучших станков для лазерной резки
Среди зарубежных фирм отдельно можно выделить заводы, расположенные в США, Японии, Тайвани, европейских странах и производителей из Китая.
Первые поставляют продукцию безупречного качества. Наиболее известные производители: TRUMPF, SCHULER (Германия), Trotec (Австрия), австралийская FARLEY LASERLAB, GCC из Тайваня и другие.
О вторых сложилась не самая лучшая репутация, однако крупные китайские бренды RABBIT, WATTSAN, Bodor с производством на территории Китая, работающим по швейцарской технологии, и другие выпускают лазерные станки с высокими эксплуатационными характеристиками.
Российские производители, например, АО «Полупроводниковые приборы», ОАО «ЛОМО», АО «Плазма», ГК «Инверсия» и другие не выпускают одновременно все типы лазерных установок, у каждого есть своя специализация. Не дотягивая до качества лучших зарубежных брендов, низкая рыночная стоимость позволяет оказывать им достаточную конкуренцию.
Более подробно о некоторых компаниях и выпускаемым ими моделях станков в информации ниже по тексту.
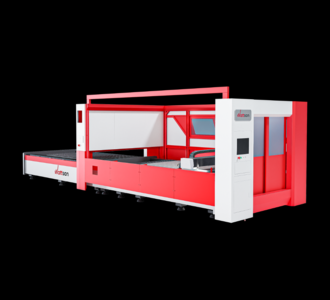
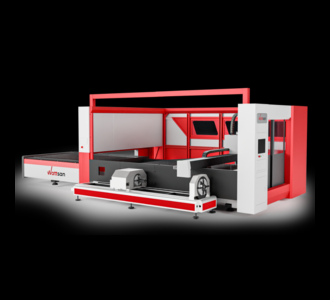
Wattsan 1530 Cabine

Станок по металлу Wattsan 1530 Cabine одна из самых популярных моделей среди металлорезов. Компания предлагает различные модификации и изменение характеристик под задачи именно вашего бизнеса. Оборудование Wattsan отличается точностью работы, скоростью и надежностью, наравне с Европейским аналогам и значительно приятнее по цене от 4 000 000 ₽.
Технические характеристики
- Макс. скорость перемещения 80 / 100 / 120 м/мин.
- Сегментированная прямоугольная сварная станина Wattsan сварена из листового металла толщиной от 6 до 15 мм.
- Толщина зависит от скоростных данных станка.
- Высокая точность раскроя металла.
- Отсутствие заусенцев и наплавов на кромке материала.
- Направляющие HIWIN.
- Рабочее поле От 1500×3000 мм.
- Максимальная толщина металлического листа для лазерной резки — 30 мм.
- На данных станках можно обрабатывать любой металл: сталь, титан, алюминий и т.д.
- В зависимости от скорости перемещения используются порталы из разных материалов.

Кабину можно установить на любой металлорез. А по правилам техники безопасности кабинетная защита устанавливается на станки с излучателем мощностью от 2000 Вт в обязательном порядке.Предназначена для защиты от отраженного излучения и искр в процессе резки.
Bodor

Автоматизированная установка лазерного реза BODOR серия F модель 3015. Цена 3 100 000 руб.
Располагает современным производством станков оптоволоконной лазерной резки. В России продукция компании пользуется спросом, имеет собственную сервисную службу на территории РФ. Наибольшим спросом пользуется следующее оборудование:
автоматизированная установка для резки листового металла, оснащенная защитной кабиной BODOR серия P модель 4020
TRUMPF
Компания начала свою деятельность в 1923 году в виде простой мастерской в г. Штутгарт. В настоящее время это крупная международная компания с филиалами почти во всех европейских странах, в странах Северной и Южной Америки, Азии. Производство станков с лазерными установками одно из приоритетных направлений деятельности компании. Примеры некоторых моделей, выпускаемых компанией: TruLaser 3030, Trumatic L 3050, TruLaser 1030 fiber.
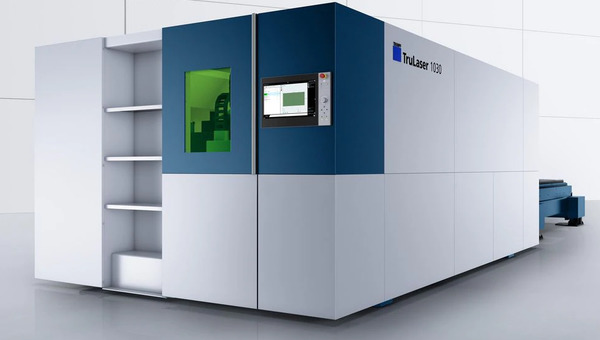
Станок для 2-мерной лазерной резки TruLaser 1030 fiber. Цена 18 000 000 руб.
S1460

Станок для лазерной резки металла S1460. Цена 300 000 руб.
S1460 — оптоволоконный станок для обработки и раскроя металла. с размером рабочего стола 600 мм х 1400 мм. Фокусное расстояние автоматически регулируется системой контроля лазерной головки. Водяное охлаждение осуществляется промышленным чиллером с регулировкой температуры. Компьютер с программным обеспечением обеспечивает обработку заготовок сложной конфигурации.
IL 750W

Лазерный станок IL 750W. Цена 3 000 000 руб.
IL 750W – волоконный лазер с ЧПУ для раскройки листовой стали с размером рабочего стола 1500 мм х 3000 мм. Мощность лазерной установки 750 Вт, обеспечивает максимальную толщину стенки заготовки 10 мм.
IL 2000W

Лазерный станок IL 2000W. Цена 4 200 000 руб.
IL 2000W – иттербиевый волоконный лазер с ЧПУ с таким же размером рабочего стола, что у предыдущей модели. Однако большая мощность лазерной установки 2000 Вт обеспечивает качественную резку и раскрой толщиной максимум 22 мм.
Критерии выбора
Для оптимального выбора лазерного оборудования следует руководствоваться проанализировать следующую информацию.
Лазерное оборудование находит применение в промышленном производстве, на предприятиях малого бизнеса, в домашних мастерских. Установки большой и средней мощности используются в производственных цехах, а настольные компактные и мини-установки будут эффективнее в домашних хозяйствах и в индивидуальном предпринимательстве.
Этот параметр находится в прямой зависимости с производимым объемом работ.
Тип обрабатываемого материала. В зависимости от вида лазерной установки (газовая, твердотельная) выбирается та, которая лучше работает с обрабатываемым материалом.
Мощность излучателя. Чем выше этот параметр, тем большую толщину прорежет лазер за один проход.
Установки с такой опцией (автоматической или ручной) повышают функционал оборудования.
Количество режущих головок. Оборудование с двумя режущими головками повышает производительность, особенно эффективно при раскрое с большим количеством мелких элементов.
Они обеспечат более качественную работу лазерного станка: комплектация внешним устройством охлаждения лазерной трубки, установкой поворотного устройства для гравировки и возможности обработки изделий типа труб и другие.
Видео обзор лазерных станков
Разрезать металл — воздухом? Почему бы и нет…

Во все времена, с самого момента своего появления, металл был окружён различными проблемами: начиная от его добычи и заканчивая последующей обработкой. Особенно эта проблема усугубилась в период промышленной революции, когда всё более возрастающий темп жизни побуждал производства подстраиваться под него и искать такие способы обработки, которые бы позволяли производству быть конкурентоспособным в условиях рыночной среды.
Многие, особенно те, кто имеет возраст достаточно немолодой, могли застать в изобилии встречающиеся в наших городах различные газовые резаки, которые, как правило, использовались водопроводчиками и коммунальными службами, для ремонта и подведения труб отопления.
Проблема резаков, однако, заключается в том, что для резки металлов с использованием такого способа, требуется использование дорогостоящих и опасных газов. Кроме того, эти газы необходимо каким-то образом транспортировать, определённым образом складировать.

Всё это делает процесс резки достаточно проблемным. Однако, есть способ гораздо более высокотехнологичный и экономичный, который широко распространился (особенно в бытовом плане), в последнее время. Именно о нём мы и поговорим в этой статье.
Газовые резаки, в своей сущности, работают по одному и тому же принципу: металл нагревается в струе пламени газового резака, после чего он частично сгорает/частично выдувается, из зоны резания.
Частным случаем этого способа резания является «резка кислородным копьём». Способ заключается в том, что кончик кислородного копья (которое представляет собой стальную трубку), разогревается горелкой, после чего открывается подача кислорода.
Кислород, поступающий прямо внутрь «копья», позволяет кончику копья активно гореть, благодаря чему идёт постоянное поддержание температуры в зоне контакта копья и разрезаемой заготовки. При использовании метода кислородного копья, возможно проделывать отверстия в металлических заготовках, толщиной до 2 метров. При этом, само копьё активно сгорает и его расход составляет до 25 диаметров того отверстия, которое проделывается с его помощью.
Кроме того, кислородное копьё часто используют не только для проделывания отверстий, но и для разрезания заготовок большого диаметра. Сам процесс выглядит более чем впечатляюще:
Однако, прочитав всё вышесказанное, у читателя возникнет закономерный вопрос: если любая работа по проделыванию отверстий, либо разрезанию металла является настолько энергоёмкой и затратной в плане расхода газов, каким же образом можно осуществлять эту работу без затрат драгоценного газа? Для этого и пригодится аппарат плазменной резки.
Несмотря на то, что бытовые аппараты плазменной резки распространились совсем недавно (отправной точкой можно считать 2006 год, когда и появились портативные аппараты), как средство обработки металла они известны достаточно давно. Отправной точкой своей истории они могут считать 1929 год, с момента открытие факта ионизации газов, в газоразрядных трубках, физиками из США — И.Ленгмуром и Л.Тонко.
А уже с середины прошлого века плазменная резка, базирующиеся на открытии этих двух физиков, широко распространилась для целей металлообработки.
Суть плазменной резки заключается в том, что в электрическую дугу подаётся сжатый газ, имеющий давление в несколько атмосфер. После продувки дуги – газом, он приобретает температуру до 30 000 градусов Цельсия (и более, если используется дополнительно водяной пар) и превращается в плазму.

Такая огромная температура газа позволяет с лёгкостью резать металлы с достаточно большой скоростью.
Здесь мы подошли к самому главному: при работе аппаратов плазменной резки может быть использован обычный атмосферный воздух!
Именно это качество и делает плазморезы такими экономичными и малопроблемными, по сравнению с классическими газовыми резаками: ведь не используются никакие опасные газы, требующие аккуратного обращения и соответствующего хранения, и в качестве рабочего тела выступает обычный воздух!
Конечно, использование воздуха это только один из видов плазменной резки, в зависимости от целей могут применять как азот, так и аргон, и другие газы.
Одним из самых важных элементов аппарата для плазменной резки является плазмотрон — именно он отвечает за то, насколько эффективно и какие именно типы обрабатываемых изделий будут доступны конкретному устройству.
С электрической точки зрения (зажигания дуги плазмореза) плазмотроны бывают 2 типов: прямого действия и косвенного действия.
Плазморез прямого действия действует по принципу зажигания высокочастотной пилотной дуги, которая позволяет «выдуть» струю плазмы, которая касается обрабатываемой заготовки. После того, как плазма коснулась заготовки, пилотная (поджигающая) дуга погасает и зажигается основная, которая уже позволяет обрабатывать заготовку (плазма является проводником электричества, практически ничем не отличающимся от самого металла, поэтому дуга горит прямо «сквозь» плазму).
В плазмотронах же косвенного типа, поджигание дуги происходит за счёт разряда между катодом и соплом. Теоретически, плазмотроны такого типа позволяют обрабатывать заготовки неметаллического типа.
Расходными деталями для плазмореза являются сопло и электрод. Ввиду того, что данные детали достаточно недороги, их замена не является какой-либо проблемой. Срок их службы достаточно индивидуален, — в сети фигурируют цифры в 500-600 резов, либо 1 комплекта на 150 метров реза и т.д.
По типу, плазморезы можно подразделить на инверторные и трансформаторные. Плазморезы 1 типа позволяют разрезать металл толщиной до 30 мм, в то время как 2 типа может резать металл и до 40 мм толщиной.
В любом случае, при работе с плазморезом следует смотреть на конкретные рекомендации в его паспорте, так как от плазмореза бытового типа требуется соблюдать определённые циклы работа/отдых, во избежание перегрева. Профессиональные же модели позволяют работать достаточно продолжительное время.
Ещё одним плюсом плазмореза, кроме экономичности работы, является чистый рез и высокая скорость работы. Согласно wiki, плазменная резка выигрывает у лазерной по скорости в 2-3 раза.
Кстати, ещё о скорости: экспериментаторами проводился такой опыт: брался стальной лист, толщиной 15 мм и его пытались «проткнуть» посередине — классическим газовым резаком и плазморезом. Классическому резаку для этого потребовалось 30 секунд, а плазморезу — всего 2 секунды. Впечатляющая разница!
Если же говорить об экономической составляющей, в частности о стоимости входа в такое интересное занятие, то можно сказать, что цена большей части бытовых плазморезов находится в пределах суммы до 20000 руб.
Использование такого устройства позволяет существенно упростить любую работу, связанную с фигурным вырезанием из металла разнообразных декоративных изделий:
Каким газом резать металл: азот, кислород или воздух?
В этой статье мы постараемся максимально подробно рассмотреть все плюсы и минусы, выгоды и слабые места резки металлов различными газами: с помощью азота, кислорода и воздуха. Посмотрим какой газ лучше всего подходит для резки металла, действительно ли воздух бесплатный и какие бывают минусы при работе с каждым из газов.
Виды газов для резки металла
Для начала определим, что газом мы именуем и азот и кислород и воздух, воздух тоже газ.
При резке лазером (причём хоть СО2, хоть волоконным) через сопло вместе с лазером подаётся газ для того чтобы удалить из зоны резки продукты горения или помочь лазеру обрабатывать материал.
Если речь об азоте или кислороде то есть много способов хранения и подачи газа в станок, самый основной — баллон с газом, на баллон накручиваем редуктор для регулировки давления и от редуктора ведём шланг на станок.
Воздух
Компрессор это устройство подачи ВОЗДУХА. То есть только воздуха. Воздухом можно резать небольшие толщины, в среднем до 2-3мм. Система фильтрации нужна для того чтобы воздух который через компрессор идёт на станок был чистым, без воды или масла.
Если система фильтрации плохая то из компрессора вместе с воздухом летят мелкие частицы воды и масла, они оседают на защитном стекле лазерной головы и стёкла быстро выходят из строя. Также загрязняется вообще весь воздушный тракт станка и головы.

Но и это еще не все, в некоторых станках воздух используется еще и для работы пневматических систем, так что стоит разграничивать подачу воздуха к станку для резки и для работы пневматики.
Там чаще всего внутри станка уже стоят нужные очистители, дополнительно не надо ничего.
Кислород или азот для резки металла?
Кислородная резка самая дешёвая. Азотная резка намного дороже, но при обработке практически всех металлов, кроме черных, мы используем азот, если хотим сохранить свойства металла.
Кислородом НЕЛЬЗЯ резать нержавейку. Если мы будем ее резать кислородом, то материал по сути будет гореть, ведь горение — это ни что иное, как окисление при высокой температуре, а кислород – катализатор горения. Таким образом из нержавейки мы делаем ржавейку, окисляем её, то есть попросту убираем все её нержавеющие свойства.
А азот – негорючий газ, он инертный, в нем ничего не горит, он выполняет другую функцию – предохраняет металл от окисления, охлаждает его и удаляет продукты горения из зоны реза.

Кислородом обычно режут черные металлы.
Чернуху можно резать и азотом, но это будет слишком дорого и невыгодно, а так как она не имеет нержавеющих свойств, то нет смысла и сохранять их.
Ещё один нюанс – азотом мы режем всё, кроме титана, который при лазерной резке вступает с азотом в реакцию, крошится, теряет свою структуру и свойства. Для резки титана нужен аргон.
Давление газа при резке металла лазером
Итак, на станке есть два гнезда подключения вспомогательного газа — нерегулируемый тракт для азота или воздуха и кислородный тракт с регулятором давления.
Первый идёт напрямую в рабочую голову: то есть как на баллоне на редукторе выставил давление, так оно и работает.
А второй – кислородный тракт требует очень точной регулировки давления, поэтому здесь и стоит специальный регулятор производства японской фирмы SMC. Он позволяет выставлять точные параметры давления резки напрямую из программы.
Когда мы режем материал, его необходимо сначала пробить. В момент этого пробоя давление должно быть 0,15-0,2 МПа, а в процессе резки – достаточно 0,5-0,6 МПа и станок должен регулировать это расхождение в давлении.
Если кислородом пробивать материал с таким же давлением, с каким режешь, то полетят брызги расплавленного металла, т.к. кислород, как мы выяснили выше – катализатор горения. С азотом таких заморочек нет, можно поставить условные 2 МПа и пробивать и резать на одном и том же давлении.
Регулятор давления газа в металлорезе
Возвращаясь к регулятору давления — на него нельзя подавать более 1 МПа, в лучшем случае он просто будет спускать переизбыточное давление и у вас будет перерасход кислорода, в худшем случае - просто выйдет из строя.
Для резки азотом нормальное давление — 1,6-1,8 МПа, а с кислородом — 0,5-0,6 МПа, т.е. расход газа практически в три раза меньше.
Однако, несмотря на то, что кислородная резка дешёвая – она сложная и требует опыта в настройке параметров.
Чуть-чуть отклонение по давлению, не тот диаметр сопла – и у тебя будет плохой рез.
Но если уметь работать с кислородом, то он получается эффективнее и дешевле, чем азот или воздух.
Кстати про воздух: в чём здесь подвох?
Воздух для резки металла
Если вы собираетесь резать на воздухе, вам нужно озаботиться хорошей системой фильтрации, стоимость которой порой может достигать стоимости самого компрессора.
Люди думают, что я сейчас схвачу Бога за яйца, не буду платить за газ, заплачу один раз за компрессор и все – дёшево и сердито. Но на самом деле нет, воздушная резка тоже стоит денег.
Минусы использования воздуха для резки металла
Просто вложения разовые и большие. Да и компрессор тоже нужно обслуживать – менять масло. И бывает, что фильтры тоже выходят из строя, три месяца нормально работает, потом раз – начал плеваться. Конденсат с ресивера летит, вот это вот всё. И если ты один раз засорил тракт, потом поставил воздух с нормальными фильтрами, это всё равно не поможет, потому что придётся чистить сам тракт, продувать его спиртом.
При работе с воздухом, нужно очень сильно очищать и осушать воздушный тракт, потому что любая влага и масло, которые будут лететь из компрессора, будут оседать на защитных стёклах и придётся менять их по несколько раз в час.
Для нормальной резки воздухом нужно давление 1,6-1,8 МПа, но чтобы после всех осушителей и систем фильтрации добиться такого давления на выходе, до фильтров должно быть 20-25 атмосфер. А такой компрессор уже стоит нормальных денег. Поэтому стоимость компрессора с хорошей системой осушителей будет стоить достаточно дорого.
Подумайте, может вам выгоднее взять газификатор с азотом и просто заполнять его один раз в месяц?
Резюмируем по воздуху
Воздух актуален только если вы режете не больше 1,5 мм и если не гонитесь за цветом кромки.
Воздух – это не бесплатно. Это сложно и дорого. Чтобы вся эта система нормально работала, в неё стоит хорошо вложиться. Если вы режете то чернуху, то нержавейку, то одно, то другое – то лучше работайте на газах.
Газовое оборудование и оборудование рабочего места на металлорезе
- Газ может поставляться в баллоне 40 или 70 литров. Это не очень удобно, так как их приходится часто менять и тратить на это дополнительное время.
- Бывает матрица баллонов — 25 баллонов, обвязанных шлангами. Матрицы баллонов хватает на дольше, но она занимает больше места и сложнее в заправке и транспортировке.
- Может быть газификатор — это большой баллон, в котором газ содержится в жидкой форме. Именно поэтому газ из газификатора очень чистый. К тому же он экономичней.
Не стоит гнаться за чистотой газа три девятки (99,999%), четыре девятки (99,9999%). Девяносто девять сотых (99,99%) – этого уже достаточно. Остальное – избыточно, это финансово не целесообразно и будет стоить космических денег. ОЧ (оч чистый) или ОСЧ (особо чистый) – этого достаточно, потестите и определитесь что вам больше подходит.
В следующей статье мы поговорим про систему управления, программное обеспечение и покажем вам самые крутые функции металлореза, которые значительно упрощают рабочий процесс.
Сервис и ремонт лазерного станка по металлу
Многие могут продать металлорез, но не у всех есть такой опыт и багаж знаний как у наших менеджеров и сотрудников сервисной службы.
Возможно в этой статье было много непонятных для вас терминов, не пугайтесь, мы доступно расскажем вам обо всех нюансах и научим правильно работать на станке. Наше обучение длится три дня, за это время вы узнаете всё что нужно о строении станка и его обслуживании, мы научим вас подбирать настройки под разные типы материалов разной толщины и покажем, как работать с режимами резки, которые упрощают работу и помогают экономить время и материалы.
Мы имеет успешный опыт работы с различными производствами и поэтому можем многому вас научить, поделиться опытом и дать вам уникальные советы, как оптимально настроить ваше производство.
Лазерная или плазменная резка — что лучше?
Давайте для начала рассмотрим принцип работы плазменного и лазерного оборудования.
Если простыми словами, то плавление металла при плазменной резке происходит за счет дуги. То есть, под воздействием воздуха.

В случае с лазерной резкой плазменной резкой плавление металла происходит за счёт сфокусированного лазерного луча.

Возможности плазменной и лазерной резки
В первом случае ширина реза не постоянна. Она изменяется в зависимости от толщины металла, от 0,8 до 2,5 мм. А при работе на лазерном станке она всегда практически одинакова и равняется от 0,2 до 0,3 мм.
Насколько плазменная резка будет точной, зависит от износа расходных материалов. Этот параметр составляет до 0,1 мм. При лазерном способе точность очень высокая и находится в диапазоне от 0,05 до 0,08 мм.
Важным параметром является конусность, она бывает от 1 до 5 градусов в зависимости от толщины вырезаемых отверстий. При лазере конусность минимальная. Она составляет менее 1 градуса.
Соответственно, отверстия на лазере получаются более геометрически правильными и подходят под точные соединения.
Для того, чтобы вырезать геометрически правильные отверстия на плазме нам необходимо, чтобы диаметр отверстия был в два раза толще листа.

А при лазерной резке возможность вырезания отверстий, как минимум, в два раза тоньше самого листа.
Также необходимо отметить и высокую скорость реза, которая даёт возможность прожигать толстые металлы.
А на лазере скорость значительно выше, чем на плазме. Но при увеличении толщины она сильно падает. Кроме того, время пробивки толстого металла увеличивается.
Стоит отметить про образование окалины при плазменной резке. Её избежать, к сожалению, невозможно, и деталь нужно будет ещё обработать.

А вот при лазерной резке её практически нет. То есть, детали, которые вырезаются на лазере, не нуждаются в дополнительной обработке.
Плазма имеет грязный рез, то есть при резке плазмы образуется много грата, и рез нуждается в пост-обработке. То есть, в любом случае нужно либо шлифовать, либо гальтовать, либо очищать материал другими способами.
В случае с лазерным станком при правильных настройках не требует никакой пост-обработки. Изделие сразу готово, как к сварке, так и к покраске, а в дальнейшем к продаже. Рез получается чистым.

У лазера очень тонкий рез, а у плазмы он может достигать 5 мм засчёт того, что температурное воздействие велико, что даёт дополнительное плавление.
Лазерный станок по металлу потребляет намного меньше электричества, чем плазма. Особенно это заметно на больших объемах.
Какие нужны расходники?
Для аппарата плазменной резки
На плазме необходимо менять сопла, электроды, защитные экраны, кожухи. А на лазере только линзы и сопло.
Для лазерного станка
Но при работе на лазерном станке раз в две недели необходимо менять линзу и сопло. Линза стоит 700 рублей, сопло — 900 рублей.
Максимальная ежемесячная оплата расходников для лазерного станка будет составлять 3 200 рублей.
Итак, давайте подведём итоги.

Плюсы и минусы плазмы и лазера
Плазма
- Большой диапазон разрезаемых толщин от 0,5 до 50 мм на пробивку;
- Высокая скорость реза при больших толщинах;
- Низкая начальная цена оборудования
- Отработанная технология резки под углом, как сейчас привыкли называть, резка со скосом.
- Нецелесообразность обработки металлов тоньше 1 мм;
- Конусность кромок до 5 градусов (некачественный край);
- Присутствие окалины на отверстиях при поворотах, поэтому нужна дополнительная обработка изделий;
- Ограничение на диаметр отверстия до 4 мм;
- Высокая стоимость расходных материалов;
- Низкая точность по сравнению с лазерным станком;
- Требует постобработки;
- Низкая скорость резки по сравнению с лазером на тонких материалах;
- Невозможность выполнять многие разновидности резки, доступные лазерному станку.

Лазер
- Перпендикулярность кромки;
- Малая ширина реза;
- Отсутствие окалины - получаете 100% готовое изделие;
- Диаметр отверстия меньше толщины листа. Можно вырезать мелкие детали вплоть до 1 мм;
- Низкое термическое воздействие на кромку;
- Дешевые расходники;
- Обработка тонкого металла от 0,2 мм;
- Наивысшая возможная скорость резки;
- Материалы не требуют постобработки и готовы к сварке, покраске или упаковке, а затем к продаже.
- Можно резать металл только до 20 мм;
- Высокая начальная цена оборудования.
Для чего нужна плазма, а для чего — лазер?
Лазер подходит там, где нужна точность, чистота реза и кромки и скорость. А плазма режет медленно, относительно лазера, и с грязным резом, поэтому сложные технические детали вырезать невозможно. А на лазерном станке по металлу возможно вырезать, например, небольшие шильды и таблички, тонкие решётки и сложные элементы дизайна, а также роторные колёса.
Плазма нужна для изготовления простых изделий. В форме прямоугольника, овала или квадрата, потому что их можно потом обработать. Но вырезать звёздочку с отверстиями внутри будет сложно. К тому же, на шлифовку уйдёт много времени. А оборудование для пост-обработки будет стоить в разы дороже, чем металлорезчик.
Плазма применяется там, где есть большие толщины и при простой резке, например, рельсов, элементов металлокаркаса или сварных конструкций и т.п..

Почему лазерная резка эффективнее?
Плазменная резка обрабатывает детали толщиной от 25 мм и выше, а оборудование стоит дешевле, чем металлорез. Но, несмотря на это, в сравнении с лазером, плазменная резка проигрывает.
- Во-первых, потому что она более затратная термически.
- Во-вторых, скорость обработки детали на лазере выше минимум в полтора раз по сравнению с плазмой. Лазерный станок за то же время обработает большее количество деталей.
- Благодаря лазерной резке, мы можем обрабатывать больше деталей на одном листе. Это означает, что расстояние между деталями при лазерной обработке намного меньше, чем расстояние при той же плазменной резке. В частности, для лазерной резки при толщине 25 мм расстояние между деталями может составлять от 7 до 10 мм.
При плазменной резке это расстояние значительно увеличивается и соответственно выход готовых изделий металла, он уменьшается. Другими словами, мы за один и тот же промежуток времени обрабатываем большее количество деталей. Мы экономим металл, а отсюда мы выигрываем в экономике.
- Пару слов о качестве резки. Современные лазерные станки обеспечивают высочайшее качество обработки кромки. Здесь нет грата, здесь нет завала кромок, окалин, здесь нет прочих явлений, которые могут возникать при плазменной резке.
При сопоставимом количестве деталей и утолщении листа мы получим стоимость детали на 20 — 30 % больше.. Почему так? Количество деталей, обработанных на этом листе увеличивается в лазерной резке. Расстояние между деталями сокращается, соответственно, мы экономим материал. Не требуется дополнительная обработка металла.
Стоимость лазерного станка окупается достаточно быстро так как:
- экономим на расходниках
- экономим на материале (меньше остатков)
- экономим на пост обработке металла
- экономим на времени за рабочий день можно выполнить больший объем работы
- На лазерном станке делаются сложные высокомаржинальные изделия, которые приносят хорошую прибыль;
- При большой скорости увеличивается выработка;
- Не нужны дополнительные устройство и время на постобработку изделия.
- Лазерные станки по металлу
- Статья
- Видео
- 3d лазерные граверы
- Китайские станки с ЧПУ
- Китайские станки с ЧПУ по металлу
- Лазерные станки для резки поролона
- Лазерный гравер
- Лазерный гравер для бизнеса
- Лазерный гравер для зеркала
- Лазерный гравер для печатей и штампов
- Лазерный гравер для печатных плат
- Лазерный гравер для сувениров
- Лазерный гравер для фанеры
- Лазерный гравер по дереву
- Лазерный гравер по металлу
- Лазерный станок CO2
- Лазерный гравер CO2
- Лазерный станок для выжигания по дереву с ЧПУ
- Лазерный станок для дома
- Лазерный станок для домашней мастерской
- Лазерный станок для изготовления шевронов
- Лазерный станок для производства масок
- Лазерный станок для резки кожи
- Лазерный станок для резки оргстекла
- Лазерный станок для табличек
- Мини лазерный гравер
- Мини лазерный станок
- Настольный лазерный станок
- Станки для изготовления топперов
- Станок для изготовления ложементов
- Настольный фрезерный станок с ЧПУ
- Мини фрезерный станок с ЧПУ
- Мощные фрезерные станки
- Лазерные станки и граверы в Екатеринбурге
- высокая точность раскроя металла;
- отсутствие заусенцев и наплавов на кромке материала;
- возможность получения отверстий с диаметром меньше толщины металла;
- обработка детали любой сложности и траектории;
- на данных станках можно обрабатывать любой металл: сталь, титан, алюминий и т.д.;
- экономичное использование материала.
А теперь давайте сравним функциональность лазерных и плазменных станков
Зависит от степени износа расходных материалов.
При непрерывном режиме диаметр равен толщине материала. Для импульсного режима минимальный диаметр отверстия может составлять одну треть толщины материала.
Минимальный диаметр отверстий составляет 1,5 от толщины материала, но не менее 4мм.
Высокое качество углов
Происходит небольшое скругление угла, из нижней части среза удаляется больше материала, чем из верхней.
Обычно имеется (сильная)
Присутствуют на острых наружных кромках деталей.
Больше, чем при лазерной резке в разы.
Производительность резки металла
Очень высокая скорость при малых толщинах. Заметно снижается с увеличением толщины металла, продолжительный прожиг больших толщин.
Быстрый прожиг, очень сильно уступает в скорости лазерному станку, в десятки раз медленнее лазера.
Как быстро окупается лазерный станок?
Поэтому лазер, несмотря на то, что превосходит плазморез в пять раз по цене, окупается гораздо быстрее. Например, если его стоимость 3 миллиона, в у плазмы 1 миллион, то плазма окупится за два месяца. При этом металлорез тоже может окупиться за два месяца, но он сделает больше выработки, чем плазма. И в следующие два месяца он принесёт гораздо больше прибыли. К примеру, плазма принесёт 1 миллион рублей, а металлорез - 3 мл рублей.
И кроме того, функционал лазерного станка шире, чем у плазмареза. Он может резать и сложные, и простые объекты, раскладывать материал, также обладает многими функциями, о которых компания “Лазеркат” рассказывает на пусконаладке. Если раскрыть весь потенциал металлореза, он окупится ещё быстрее, отчасти благодаря более дешевым расходникам.
Например, один наш клиент из Узбекистана, купивший нас станок для лазерной резки металла, заказал обучение и замену лазерной головы. После этого клиент спросил, почему у него при резке расходуется от 12 и более баллонов азота в день. Он вырезал круги и квадраты без режима Flycut, только по контуру. Использование данного режима позволяет резать в 10 раз быстрее, тем самым экономить ресурс излучателя, увеличивать количество производимой продукции и что самое важное - расходовать меньше газа. То есть, посредством экономии на расходниках мы имеем более быструю окупаемость.

Благодаря совокупности этих факторов металлорез эффективнее плазмореза в десятки раз.
Он не может конкурировать с плазмой только в единственном случае, когда нужна резка очень толстых материалов от 25 мм. Такие материалы используются, например, для производства рельс.
Когда металлорезчик режет, например, металл толщиной 20 мм, всё равно возникает определённая шероховатость, требующая доработки. Она ниже, но она лучше, чем у плазмы. Но тем не менее шероховатость нуждается в дополнительной обработке. В такой ситуации логика приобретения лазерного станка пропадает.
Лазерные станки по металлу
Лазерный станок по металлу — высокотехнологичное оборудование для быстрого и качественного раскроя листового металла.
Особенность резаков по металлу заключается в том, что его мощность значительно выше CO2 станков за счет оптоволоконного излучателя. В наших станках устанавливаются такие излучатели как IPG, Maxphotonics, Raycus.
Компания Лазеркат организует доставку в России и СНГ, а также проведет бесплатную демонстрацию работы станка в Санкт-Петербурге и Москве и в других городах России.
Лазерные станки по металлу - каталог
Сортировка:
Станок по металлу Wattsan 1325E для резки листа

Лазерный станок по металлу
Станок по металлу Wattsan 1325S для резки листа

Как выбрать лазерный станок по металлу?

Станок по металлу Wattsan 1530E для резки листа

2 854 000 ₽
2 350 000 ₽
Станок по металлу Wattsan 1530S для резки листа

3 417 000 ₽
2 814 000 ₽

Лазерный станок по металлу с со сменными столами
3 995 000 ₽
3 290 000 ₽
Поставка «под заказ»
Оборудование идет в среднем 60 рабочих дней . Отгрузка происходит в течении 1—3 рабочих дней.

Забудьте о простоях производства с вечными металлорезами WATTSAN
Полное оснащение производства под ключ: начиная с проекта и заканчивая 100% сервисом*!
* Собственная сервисная служба гарантирует оперативное реагирование 24/7

Сварная станина, прошедшая обжиг в печи
Станина — это фундамент металлореза, от нее напрямую зависит точность и долговечность станка.
Станок по металлу Wattsan 1530S для резки листа и труб

Лазерный станок по металлу с модулем для резки труб
5 951 000 ₽
4 901 000 ₽
Станок по металлу Wattsan 1530S для резки листа в кабине
Лазерный станок по металлу со сменнными столами и защитной кабиной
5 705 000 ₽
4 698 000 ₽

Лазерный станок по металлу с модулем для резки труб и сменными столами
6 529 000 ₽
5 377 000 ₽
Станок по металлу Wattsan 1530S для резки листа и труб в кабине
Лазерный станок по металлу с модулем для резки труб, сменными столами и кабиной
7 708 000 ₽
6 348 000 ₽
Станок для лазерной резки листового металла с ЧПУ успешно применяется на современных производствах.
К преимуществам использования данного оборудования можно отнести:
Купив станок лазерной резки листового металла, вы гарантированно сможете решить целый комплекс задач от начала этапа проектирования до полноценного запуска и дальнейшего совершенствования производственного процесса.
Если ваша компания заинтересована в приобретении качественного оборудования для лазерной резки твердых материалов, мы предлагаем вам купить станок лазерной резки металла в компании Lasercut.
Демонстрация наших станков в более 50 городах России или Online
Подберем оборудование для вашей задачи с учетом всех тонкостей.
80% клиентов выбирали оборудование благодаря нашей консультации.
Читайте также: