Все для литья металла дома
Обновлено: 02.07.2024
Очень часто мои заказчики и покупатели спрашивают, «Как же все же делают фигурки из бронзы?» и постоянно приходится рассказывать процесс заново. Решил создать ..этакую шпаргалку :) . мастер-классом вроде и не назовешь её. Описать решил максимально простым языком без специальной терминологии. Думаю так будет проще и понятнее не создаст дополнительных вопросов. Хочу еще сказать, что сам я не литейщик, я только создаю мастер-модели, снимаю с них формы, делаю восковки и их уже везу в литейную мастерскую. А потом готовые отливки довожу до ума. Обработка очень важная часть финального процесса.
Но во всех стадиях литья принимал не однократное участие и потому знаком со всеми стадиями процесса. Работа это не легкая и требует аккуратности и дотошности..мелочей нет. Схалтуришь на одном каком то этапе и работа всей команды будет загублена.
Литейное дело - одно из самых древних в мире ремесел, трудоемкая и сложная работа, требующая внимания и аккуратности на каждом этапе подготовки и литья. От Мастер-модели до финальной отливки в бронзе. Но результат стоит затраченных усилий. Литые изделия отличаются изысканным внешним видом. С годами на поверхности изделий из бронзы, латуни покрывается оксидной пленкой - это придаёт внешнему виду изделий антикварный вид. С годами изделия из бронзы как благородное вино растут в цене покрываясь налетом старины.
Довольно высокая цена на изделия выполненных методом художественного литья по выставляемым моделям, обусловлена большим количеством операций выполненными вручную, а так же дорогостоящими расходными материалами (ювелирный воск, формомасса, сплавы, а так же расходники для последующей обработки готовых изделий).
Коротко процесс создания бронзовой фигурки можно описать по операциям.
1. Изготовление мастер-модели для литья. Модель может быть из разных материалов: пластилин, воск, дерево, пластики, металл, гипс и т.д.
Несколько примеров моих мастер-моделей изготовленных из разных пластиков:



будущие шахматные фигурки:

фигурка сноубордист "Карвер"

Мы в своем технологическом процессе чаще создаем мастер-модели из полимерных скульптурных пластиков. Скульптор-миниатюрист создает модель вручную. Сложные модели иногда приходится делать разборными и многосоставными. На модель крепят литниковую систему продумывая как будет течь металл и как затем удалить литники без ущерба для будущей фигурки.
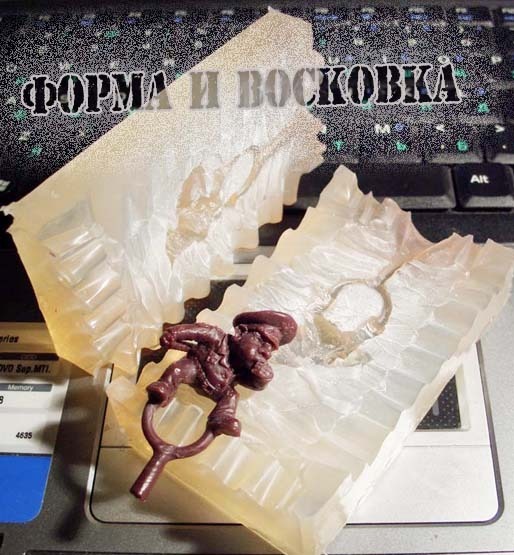
2. С мастер-модели снимается силиконовая (резиновая) форма из специальной резины. Изготавливается так называемая матрица, по которой затем будет получена восковая копия модели (восковка). С литниками для последующего литья.

Форму разрезают особым способом, что бы можно было получить качественную восковку.
3. После изготовление резиновой формы в неё под давлением впрыскивается горячий воск. Затем, когда воск остыл матрицу разбирают и достают восковую копию модели. Её нужно проверить на наличие дефектов., обработать снять восковый облой, если он есть, просмотреть(просветить восковки) нет ли пузырьков в восковке иначе на отливке из металла будут полости и раковины. Если нужно восковка затем проходит стадию полировки. В час в среднем с одной резиновой формы можно получить 4-5 восковок в зависимости от размера и сложности.
Восковки с литниковой системой:

4. Восковки готовы теперь предстоит спаять елку из наших восковых фигурок. Примерно под углом 45 градусов фигурки одна за другой крепятся к основному более толстому литнику. Постепенно обрастя фигурками вырастает нечто напоминающее ёлку.
5. Затем подготовленная ёлка ставится в резиновую опору и помещается в металлическую опоку. Сверху заливается формомассой (специальный гипсовый состав), Опока ставится под вакуум для удаления пузырьков из формомассы. Если этого не сделать фигурка вся будет покрыта мелкими бусинками металла. Формомасса затвердела.
6. Следующий этап вытапливаем восковые модели и затем постепенно прокаливаем получившиеся керамические формы в специальных прокалочных печах до нужной температуры. Формы должны выдерживать температуру расплавленных сплавов около 1300 градусов.
Около суток формы доводятся до нужной температуры, плавно поднимаясь до нужной температуры и затем так же плавно остывают.
7. Затем в подготовленные формы, выстоявшиеся и доведенные до требуемой температуры заливается расплавленный сплав и ставится под вакуум. Так как форма гигроскопична, металл притягивается к стенкам формы. За счет чего получается качественная поверхность отливки. Процесс подготовки форм и литья беспрерывно продолжается несколько дней. Тираж нельзя прервать и остановить всю тепловую цепочку процесса. Для этого литейщикам приходится работать в несколько смен, для контроля всего цикла литья.
8. После заливки форм их охлаждают и разрушают.
Отлитые ёлочки с фигурками разрезают специальными кусачками срезая фигурки с центрального литника.
Затем наступает очередь непосредственной обработки будущих фигурок. Фигурки размывают и очищают от остатков застывшей формомассы. Затем могут быть подвергнуты к отмачиванию в специальных растворах для удаления накала на фигурках.
9. Затем наступает очередь механической обработке. С фигурок удаляю литники, стачивая их бормашинами и полируют места крепления литников к фигурке. Далее фигурки обрабатывают мягкими латунными щетками на станках, снимая остатки окалины, полируют со специальными пастами муслиновыми кругами (тряпочные круги различной плотности с пропитками) После полировки фигурки она может проходить процесс ускоренного старения (чернения) для придания металлу антикварного вида. После обработки кислотами и специальными составами фигурки опять подвергают полировке мягкими муслиновыми кругами и растирают тканью выравнивая общий тон фигурки
Вот собственно финал нашей работы, долгожданные фигурки из металла :)

Кладоискатели, слева без чернения только полировка с карцеванием..справа чернение и дополнительная полировка.

Шахматная фигурка, Королева бордеров. Бронза, гальваническое покрытие меднение
Литьё металла по выплавляемым моделям на кухне
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.

Изготовление мастер-модели
Модели я печатал из PLA - самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
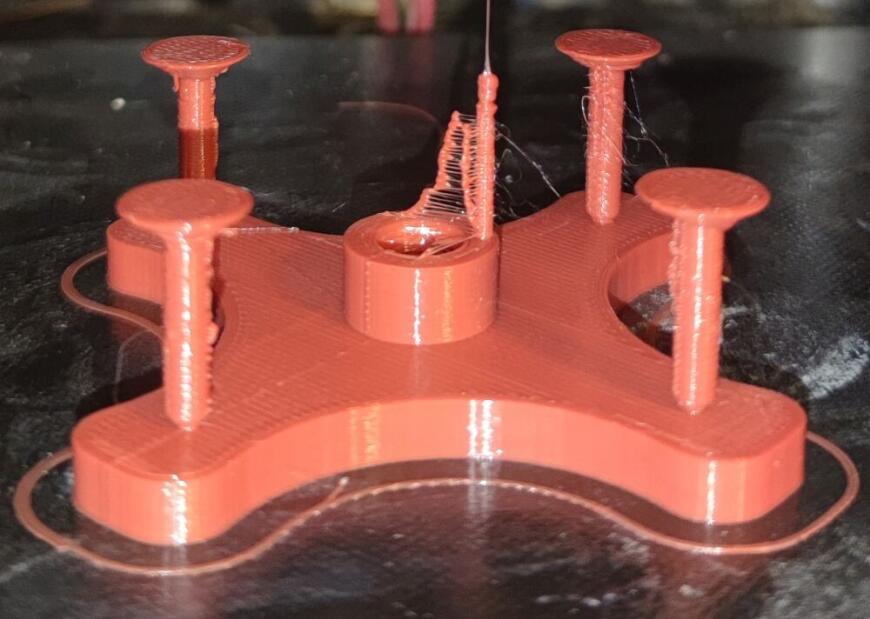
В качестве моделей взял стандартные "кораблик" и "кубик", к которым прилепил литники из воска от сыра.
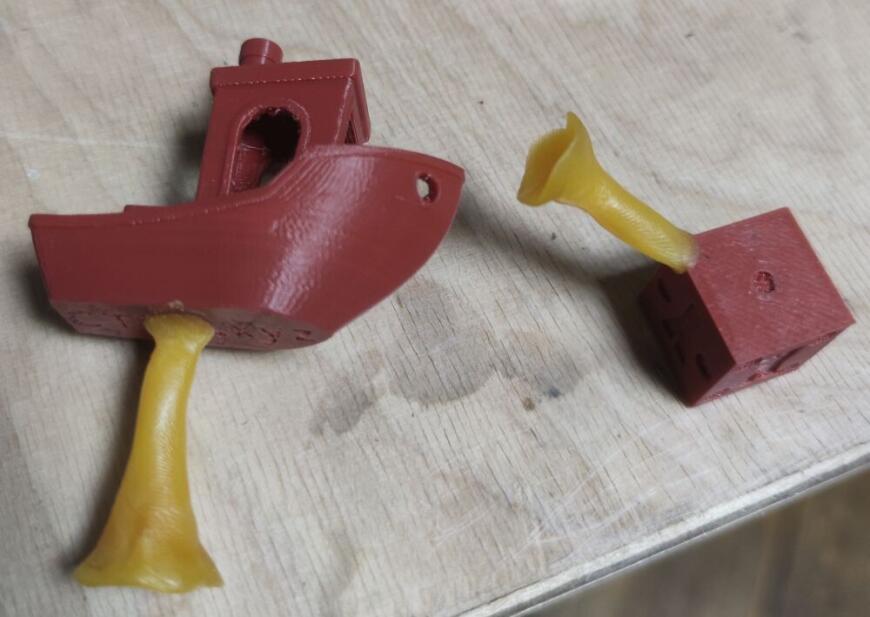
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании - правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй - проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования - но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав - смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию "менее 0.25 мм" (облепливал ею модель) и "0.25-0.5 мм" (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С - так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь - но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.

Вот так выглядят формы после выплавления:

Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия - около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.
Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля - примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия - даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:

Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса - после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял - но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.

Вот так выглядят формы, в которые уже залит металл:

Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:

В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:

Кораблик спереди. Видны непроливы:

Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):

0. Всё нижеперечисленное - мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция "менее 0.5 мм" достаточна, хотя для более тонкого литья можно попытаться взять фракцию "менее 0.25 мм".
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.
Подпишитесь на автора
Плавка и литье металлов

Про программирование наших терморегуляторов не слишком сложная задача. Но немного информации не повредит. Plavka.Pro PR..

Мы выпустили огнеупорные поддоны: лещадки.Они не только красивые, но и очень функциональные: прекрасно показали себя в работе..

Небольшая статья о нашей пасте для обработки тиглей. Паста предохраняет тигли от выхода из строя. Графитовые - от сгорания. Керами..

Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 50 мм, высота 20 мм..

Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 58 мм, высота 25 мм..

Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 68 мм, высота 27 мм..

Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 83 мм, высота 34 мм..

Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 92 мм, высота 37 мм..

Палочка титановая может применяться для помощи при литье (размешивание и другие манипуляции в расплаве), извлечении шлака и примесей.Так же титановая палочка незаменимый помощник при пайке.Выдерживает температуру до 1680 градусов, устойчив к различны..
Удобная и практичная крышка - подставка для тиглей.Наружный диаметр 80 мм позволяет применять её с широким спектром тиглей.Выполнена из специальной огнеупорной керамики. Не боится термоудара.Внутренний диаметр 60 мм.Предназначена для использования с ..

Удобная и практичная крышка - подставка для тиглей.Наружный диаметр 100 мм позволяет применять её с широким спектром тиглей.Выполнена из специальной огнеупорной керамики. Не боится термоудара.Внутренний диаметр 80 мм.Предназначена для использования с..

Температура плавления - 940 градусовТемпература заливки - 1000 - 1050 градусов Температура опоки - 600 - 650 градусов Гашение - в горячей воде (80 градусов) через 5 минут..

Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр тигля 108 мм, высота 42 мм..

Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр 75 мм, высота 65мм, толщина 5мм.

Температура плавления - 934 градуса. Температура заливки - 980-1000 градусов.Температура опоки и гашения - в зависимости от конфигурации отливки, аналогично как и для других бронз с близкой температурой плав..

Температура плавления - 990-1070 градусовТемпература заливки - 1100-1150 градусовТемпература опоки - 460-720 градусовГашение - в горячей воде (80 градусов) через 5 минутЦвет - белый с желтоватым оттенком..

Удобные и функциональные ножницы для тиглей. Ножницы надежно фиксируют тигель. Длина ножниц позволяет с одной идеально контролировать процесс заливки и предохраняет от возможных тепловых повреждений.


Предназначен для использования с муфельными печами. Имеет устойчивое основание. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для меди лучше использовать графитовые тигли).Объём тигля 75 мл. В..

Тигель предназначен для плавки цветных металлов в муфельных печах.Предназначен для плавки алюминия, латуни, бронзы, меди и многих других металлов и сплавов.Тигель имеет ёмкость 1 кг (меди).Качественный, доступный тигель, который увеличит возможности ..

Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр 120 мм, высота 115 мм, толщина 8 мм.

Предназначен для использования с муфельными печами.Имеет устойчивое основание. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для меди лучше использовать графитовые тигли). Объём тигля 140 мл. ..

Графитовый тигель для тигельных печей. Высота 125, диаметр наружный 65 и 50 мм, диаметр внутренний 38 ммВыполнен из качественного графита, что гарантирует надежность при использовании и больший, чем у аналогов срок службы.Объём тигля эквивалентен объ..

Тигель шамотный, применяется для плавки цветных и ювелирных металлов с применением флюсов и без них.Диаметр 160 мм, высота 160 мм, толщина 11 мм..

Коврик из огнеупорной ткани, выдерживает температуру до 1100 градусов.Предназначен для защиты поверхностей от высокотемпературного воздействия.На коврик вы можете поставить печь при работе. Коврик обезопасит поверхности от высокотемпературного воздей..

Тигель керамический 1 кг (примерно 100 мл.). Высота 125, диаметр наружный 65 и 50 мм, диаметр внутренний 38 мм.Долговечный тигель. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для меди лучше ..

Графитовый тигель для тигельных печей.Высота 155, диаметр наружный 72 и 55 мм, диаметр внутренний 45 ммВыполнен из качественного графита, что гарантирует надежность при использовании и больший, чем у аналогов срок службы.Объём тигля эквивалентен объё..

Тигель керамический 2 кг (примерно 200 мл.). Высота 155, диаметр наружный 72 и 55 мм, диаметр внутренний 45 мм Долговечный тигель. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для меди лучше ..

Тигель керамический для муфельных печей. Объём тигля 330 мл. Высота тигля 115 mm, диаметр 80 мм. Долговечный тигель. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для меди лучше использовать г..

Объём тигля 450 мл. Диаметр 100 мм и 75 мм, высота 120 мм. Предназначен для использования с муфельными печами. Имеет устойчивое основание. Предназначен для плавки различных металлов (алюминий, латунь, бронза). Не предназначен для плавки меди (для мед..

Тигель предназначен для плавки цветных металлов в муфельных печах.Предназначен для плавки алюминия, латуни, бронзы, меди и многих других металлов и сплавов.Тигель имеет ёмкость 5кг (меди).Качественный, доступный тигель, который увеличит возможности л..



Тигель предназначен для плавки цветных металлов в муфельных печах.Предназначен для плавки алюминия, латуни, бронзы, меди и многих других металлов и сплавов.Тигель имеет ёмкость 10 кг (меди).Качественный, доступный тигель, который увеличит возможности..
Тигель предназначен для плавки цветных металлов в муфельных печах.Предназначен для плавки алюминия, латуни, бронзы, меди и многих других металлов и сплавов.Тигель имеет ёмкость 20 кг (меди).Качественный, доступный тигель, который увеличит возможности..

Это не просто щипцы, эта механическая конструкция, предназначенная для извлечения тигля из печи с последующим поворотом захвата для литья. Настраивается под тигли разных размеров. Длина щипцов позволяет с одной стороны идеально контролировать процесс..

Экономична и проста в эксплуатации.⠀Успешно работает с золотом, серебром, бронзой, медью, алюминием и т.д.⠀Расчетная мощность 1,8 кВт.⠀Может использоваться со стандартными тиглями 1 и 2 кг.⠀Нагрев до 1150 градусов — 6 минут.⠀Спроектирована и изготов..
Литье деталей из алюминия в гараже
Алюминий достаточно легкоплавкий металл, из которого можно успешно отливать необходимые детали в домашних условиях. Рассмотрим технологию литья на примере изготовления автомобильной проставки под переднюю стойку.

Материалы:
- алюминиевый лом;
- строительный песок;
- бентонитовая глина (кошачий наполнитель);
- тальк или детская присыпка;
- деревянная рейка или доска.
Технология литья алюминия в домашних условиях
Чтобы отлить деталь, необходимо сначала сделать форму по оригинальной запчасти. Если оригинал поврежден, то его следует отреставрировать. В данном случае расколотая старая проставка склеивается суперклеем. Отверстия на ней заделываются пластилином. При этом от них должны остаться углубления на 2 мм, по которым потом можно провести сверление.
Далее изготавливается формовочная смесь. Для этого перемешивается просеянный песок и измельченный наполнитель для кошачьего туалета, являющийся бентонитовой глиной. Пропорция смешивания компонентов зависит от свойств песка. Нужно, чтобы слегка увлажненная смесь при прессовании не распадалась.

Из реек или досок делается рамка. Она устанавливается на ровное основание и в нее укладывается прототип для литья. На деталь и дно рамки насыпается тальк или детская присыпка, чтобы формовочная смесь не прилипала.
Сверху детали в рамку просеивается формовочная смесь. Достигнув верхней границы формы, песок утрамбовывается торцом широкого бруска или рейки.
После уплотнения лишняя формовочная смесь убирается, и рамка переворачивается. По детали наносятся легкие постукивания металлическим предметом, чтобы она отошла от уплотненного песка с глиной. Далее оригинал аккуратно извлекается.




Как только он приобретет жидкое состояние, на поверхность всплывет шлак, который нужно удалить. Он собирается прутиком, ложкой или другим удобным предметом. В результате должен остаться чистый металл.

Расплавленный алюминий быстро выливается в форму, установленную ровно по уровню. Жидкий металл имеет сильное поверхностное натяжение, поэтому растекается плохо и имеет выпуклую поверхность. Чтобы ее разровнять, нужно слегка встряхнуть форму.


Она имеет достаточно грубую поверхность, поэтому нуждается в доработке наждаком, напильником и шкуркой. В ней сверлятся отверстия, где они нужны.


Литье действительно выручает, когда нужна редкая или чрезмерно дорогая деталь, которую дешевле или проще сделать, чем искать и покупать. Конечно, для этого потребуется соорудить горн и тигель. Но заполучив такое оборудование, можно делать множество интересных и полезных проектов.
Смотрите видео
Технология листья со всеми подробностями представлена в видеоролике.
Читайте также: