Выбор металла для сварки
Обновлено: 02.07.2024
Выбор сварочных материалов производится в соответствии с принятыми способами сварки.
При ручной сварке конструкционных углеродистых и легированных сталей выбор электродов производится по ГОСТ 9467-75. Этот ГОСТ предусматривает два класса электродов:
- первый класс - электроды для сварки углеродистых и легированных конструкционных сталей, требования к которым установлены по механическим свойствам наплавленного металла и содержанию в нем серы.
- второй класс регламентирует требования к электродам для сварки легированных теплоустойчивых сталей, и электроды классифицируются по механическим свойствам и химическому составу металла шва.
ГОСТ 10052-75 устанавливает требования на электроды для сварки высоколегированных сталей с особыми свойствами.
Выбор стальной сварочной проволоки для механизированных способов сварки производится по ГОСТ 2246–70. Он предусматривает выпуск стальной сварочной проволоки для сварки, наплавки диаметром от 0,3 до 12 мм. Сварочная проволока для сварки алюминия и его сплавов поставляется по ГОСТу 7871-75.
Проволоку выбирают с учетом:
- рассчитанных режимов сварки;
- применяемого сварочного оборудования;
- требуемых свойств сварных соединений;
- марки свариваемых сталей.
Выбор флюсов для сварки производится по ГОСТу 9087-81. Этот ГОСТ предусматривает 3 группы флюсов:
- для сварки углеродистых, низколегированных и среднелегированных сталей;
- для сварки высоколегированных сталей;
- для сварки цветных металлов и сплавов.
Флюсы выбирают в сочетании со сварочной проволокой и учитывают:
- марку и толщину свариваемой стали;
- требования к свойствам сварных соединений.
В качестве защитных газов при сварке применяют инертные газы и активные газы:
- аргон, предназначенный для сварки, регламентируется ГОСТом 10157-79, поставляется высшего, первого и второго сорта. Аргон второго сорта предназначен для сварки нержавеющих сталей.
- гелий поставляется по ГОСТ 20461-75. Для сварки применяется технический гелий с содержанием гелия 99,8%.
- углекислый газ является активным газом. Для сварочных целей обычно применяется углекислота, поставляемая по разработанным ЦНИИТМАШем техническим условиям. Защитные газовые смеси необходимо применять в соответствии с технологической инструкцией «ЭМК Атоммаш» 02859.25090.00201.
Инертные газы применяют для сварки корневых швов легированных сталей, а также для сварки высоколегированных сталей, цветных металлов и сплавов.
Для сварки углеродистых и низколегированных сталей может быть использована углекислота пищевая по ГОСТ 8050-85. Общие принципы выбора сварочных материалов можно характеризовать следующими условиями:
- обеспечением требуемой эксплуатационной прочности сварного соединения, т. е. определенного уровня механических свойств металла шва в сочетании с основным металлом;
- обеспечением необходимой сплошности металла шва (без пор и шлаковых включений или с минимальными размерами и количеством указанных дефектов на единицу длины шва);
- отсутствием холодных и горячих трещин, получением металла шва с достаточной технологической прочностью;
- получением комплекса специальных свойств металла шва (жапрочности, жаростойкости, коррозийной стойкости).
При обосновании выбора сварочных материалов кратко описать металлургические процессы, протекающие в сварочной ванне.
После обоснования выбора сварочных материалов для принятых в проекте способов сварки необходимо привести в форме таблиц химический состав этих материалов или механические свойства и химический состав наплавленного металла.
Область применения электродов НИАТ-1 [4, 19]:
для сварки конструкций из коррозионностойких хромоникелевых сталей марок 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т и им подобных, когда к металлу шва предъявляют требования стойкости к МКК. Сварка во всех пространственных положениях, кроме вертикального положения «сверху вниз», на постоянном токе обратной полярности.
Коэффициент наплавки – 10г/А.ч
Расход электродов на 1 кг наплавленного металла -1,6.
Описываются электроды, их назначение, маркировка и ее расшифровка.
Е43.0(3) −Р25
2.2.2 Выбор рода тока и источник питания
При сварке применяются как переменный, так и постоянный ток. Постоянный ток имеет то преимущество, что дуга горит устойчивее. Но переменный ток дешевле, поэтому его применение при сварке предпочтительнее. Однако есть способы сварки, при которых применяют только постоянный ток. Сварка в защитных газах и под флюсом выполняется на постоянном токе обратной полярности. Электроды с основным покрытием тоже требуют постоянного тока обратной полярности, как и сварочные флюсы для сварки высоколегированных сталей, основу которых составляет плавиковый шпат. В этих случаях происходит насыщение дуги кислородом или фтором, имеющим большое сродство к электрону. Поэтому необходимо раскрыть сущность процессов, происходящих в дуге при насыщении ее кислородом или фтором и обосновать применение рода тока и полярности. Полярность тока влияет на глубину проплавления, химический состав шва и качество сварного соединения.
2.2.3 Выбор сборочно-сварочного оборудования
Для выполнения сборочных и сварочных работ на заводах МК применяются сборочные, сварочные или сборочно-сварочные приспособления, когда в одном приспособлении совмещаются операции сборки и сварки. Сборочные приспособления должны обеспечить:
- установку собираемых элементов относительно друг друга в положение, соответствующее чертежу, фиксацию и закрепление их в этом положении (обычно при помощи прихваток);
- пространственное положение собираемого элемента, удобное для выполнения сборки и прихватки;
- жесткость собираемого элемента в процессе выполнения сборочной операции.
Конструкции приспособлений для сварки должны удовлетворять следующим основным требованиям:
- приспособление должно обеспечить возможность установки свариваемого элемента в удобное для выполнения сварки положение;
- конструкция должна обеспечить доступ сварочной дуги к месту сварки в последовательности, заданной технологией;
- приспособление должно обеспечить (если это необходимо) перемещение или вращение свариваемого изделия;
- разнообразие типоразмеров изготовляемых отправочных марок требует разнообразных конструктивных решений сборочных и сварочных приспособлений. Однако среди них можно выделить следующие основные конструктивные элементы, которые используются в том или ином сочетаниях: корпус, установочные элементы, прижимы, механизмы перемещения.
Выбор оборудования всегда начинается с определения задач, выполняемых данным оборудованием: какой материал будет свариваться (толщина из расчета 30 - 50А на 1 мм толщины материала) и объемом работ.
Сварочный выпрямитель - позволяет сваривать как обычную сталь, так и нержавеющую и цветные металлы кроме алюминия.
Сварочный трансформатор является одним из самых дешевых источников сварочного тока и может сваривать как обычную сталь, так и алюминиевые сплавы.
Сварочный полуавтомат может сваривать различные металлы защищая сварной шов защитным газом. Этот тип сварки широко используется в производстве.
При выборе сборочно-сварочного оборудования необходимо описать их технические характеристики и преимущества, влияние на качество продукции и производительность труда. Нужно выполнить сравнительный анализ двух наименований оборудования и написать вывод.
2.3 Выбор и расчет режимов сварки
При описании раздела «Расчет режимов сварки» следует:
- дать определение режима, принятого для изготовления сварной конструкции вида сварки;
- перечислить основные и дополнительные параметры режима выбранного вида
- для примера привести расчет режима сварки стыкового или углового шва сварной конструкции, для чего сделать эскиз этого соединения в соответствии с типом соединения по ГОСТу на выбранный вид сварки.
Основные типы соединений, выполняемых под флюсом, регламентированы ГОСТ 8713-79 – «Сварка под флюсом, соединения сварные. Основные типы, конструктивные элементы и размеры».
Основные типы соединений, выполняемых в среде защитных газов также регламентированы ГОСТ 14771-76 – «Швы сварных соединений. Электродуговая сварка в защитных газах. Основные типы и конструктивные элементы».
Основные типы соединений, выполняемых электрошлаковой сваркой регламентированы ГОСТ 15164-78 – «Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры».
Основные типы соединений, выполняемых ручной дуговой сваркой регламентированы ГОСТ 5264-80 – «Ручная дуговая сварка. Соединения сварные. Основные типы и конструктивные элементы».
Результаты расчетов режимов сварки следует занести в таблицу.
Режимом сваркиназывают совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, формы и качества. При всех дуговых способах сварки такими характеристиками являются следующие параметры: диаметр электрода, сила сварочного тока, напряжение на дуге, скорость перемещения электрода вдоль шва, род тока и полярность. При механизированных способах сварки добавляют еще один параметр-скорость подачи сварочной проволоки, а при сварке в защитных газах - удельный расход газа.
Параметры режима сварки влияют на форму шва, а, значит, и на его размеры: на ширину шва - е; усиление шва - q; глубину шва – h.
На форму и размеры влияют не только основные параметры сварки, но и такие технологические факторы, как род и полярность тока, наклон электрода и изделия, вылет
вылет электрода, конструктивная форма соединения и величина зазора.
2.4.1 Методика расчета режима дуговой сварки.
Исходным параметром для выбора режима сварки плавлением является либо толщина свариваемых деталей δ – для стыковых швов или катет углового шва K – для нахлесточных, тавровых и угловых соединений.
В общем случае выбрать диаметр электрода можно по следующей таблице 1.
Таблица 1. Зависимость диаметр электрода от толщины металла и катета шва
Величина тока при РДС для принятого диаметра электрода определяется по паспортным данным выбранной марки электрода. При отсутствии таких данных величину тока можно определить по одной из следующих формул:
Затем нужно проверить, обеспечивает ли данный ток требуемую глубину проплавления «а»:
где b= (1/80 • 1/100), мм/А;
при наплавке валика и b= (1/60 1/75) мм/А
при сварке в стык с обязательным зазором между свариваемыми деталями,
Величина напряжения дуги при РДС не является нормативным параметром режима сварки, но она необходима при тепловых расчетах. При РДС сварка осуществляется на режимах, соответствующих жесткому участку статической вольтамперной характеристики дуги (см.рис.1). В этих случаях напряжение дуги определяется уравнением:
где a= Uk + Ua - сумма катодного и анодного падения напряжений;
b – градиент падения напряжения на единицу длины дуги, В/мм;
l – длина дуги, мм.
Следовательно, при определенном способе сварки (или для данной марки электрода) напряжение дуги зависит лишь от её длины. Для РДС зависимость напряжения дуги от тока:
Смысл этой зависимости виден из рисунка 1. При РДС сварщик выдерживает длину дуги равную диаметру электрода. Рассчитаем по уравнению (3) величину тока для электродов диаметром 3, 4, 5 и 6 мм. Для этих токов по уравнению (6) рассчитаем напряжение дуги. Результаты сведем в таблицу 2:
Таблица 2. Зависимость величины сварочного тока и напряжения дуги
от диаметра электрода
| dэ, мм | 3 | 4 | 5 | 6 |
| Iд, A | 90 | 140 | 200 | 270 |
| Uд, В | 23.6 | 25.6 | 28 | 30.8 |
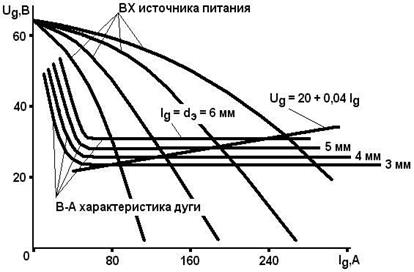
Рисунок 1. Геометрический смысл зависимости U =20+0,04I
Эти режимы соответствуют пересечению вольтамперных (В-А) характеристик дуги с внешними характеристиками (ВХ) источника питания. Тогда зависимость
Uд =20+0,04Iд будет представлять совокупность режимов РДС для разных диаметров электродов при длине дуги равной диаметру электрода.
При РДС скорость сварки лежит в пределах от 4 до 18 м/ч, но чаще Vсв = (6 12) м/ч. Лишь при сварке ниточным швом сверху вниз электродами с целлюлозным покрытием скорость сварки Vсв = 36 м/ч. Если в задании скорость сварки не указана, то её можно определить следующим образом. Установлено, что площадь наплавки первого прохода составляет
Площадь наплавки последующих проходов составляет
Зная площадь наплавки по уравнению (7) или (8), можно определить требуемую скорость сварки из уравнения (9)
V = αнIсв / 3600 • Fн , (см/с) (9)
где αн – коэффициент наплавки, определяемый из паспортных данных на выбранную марку электрода, г/А•ч;
γ – плотность (удельный вес) металла, г/см³;
Fн – площадь наплавленного металла за один проход, см².
Можно вычислить необходимое число проходов:
где Fн – требуемая по чертежу площадь наплавки, см²;
Fн1 – площадь наплавки при первом проходе, см²;
Fн2 – площадь наплавки при последующих проходах, см².
Расчет сварочного тока, А, при сварке в защитных газах проволокой сплошного сечения производится по формуле
где, а – плотность тока в электродной проволоке, А/мм 2 (при сварке в СО2, а=110 ÷ 130 А/мм 2 )
dЭ – диаметр электродной проволоки, мм.
Скорость подачи электродной проволоки, м/ч, рассчитывается по формуле
где αР – коэффициент расплавления проволоки, г/А·ч;
значение αР рассчитывается по формуле
ρ– плотность металла электродной проволоки, г/см 3 (для стали ρ=7,8 г/см 3 ).
Скорость сварки (наплавки), м/ч, рассчитывается по формуле
где αН - коэффициент наплавки, г/А ч;
где Ψ - коэффициент потерь металла на угар и разбрызгивание, при сварке в СО2
Расчет сварочного тока автоматической сварки под флюсом, А, производится по формуле
где, Iсв – сила сварочного тока, А;
dпр – диаметр сварочной проволоки;
a – плотность тока, принимается равной a ≥40-50А/мм 2 , при сварке для более глубокого проплавления.
Скорость подачи сварочной проволокиавтоматической сварки под флюсом рассчитывается по формуле
где, αр – коэффициент расплавления сварочной проволоки, г/Ач для сварочного тока определяется по формуле:
Iсв – сила сварочного тока, А;
dпр – диаметр сварочной проволоки, мм;
ρ – плотность металла г/см 3 , (для стали С235 =7,8г/см 3 );
Скорость автоматической сварки под флюсом рассчитывается по формуле
Выбор и характеристика сварочных материалов, обоснование выбора
От правильного выбора сварочных материалов существенно зависят физико-химические и механические свойства металла шва и надёжность сварных соединений при эксплуатации конструкции. При выборе сварочных материалов следует исходить из того, что они должны обеспечить получение швов, обладающих высокой технологической и эксплуатационной прочностью.
Сварочные материалы должны обеспечить получение:
- сварочного шва без внутренних дефектов;
- металла швов, стойких против горячих трещин;
- металла шва с высокими показателями прочности и пластичности (предел
прочности металла шва должен быть не ниже предела прочности основного
металла, а его пластические свойства должны быть выше пластических свойств
основного металла), металла шва стойкого против коррозии.
Кроме того, при выборе сварочных материалов необходимо учитывать их токсичность и стоимость.
Учитывая, что в качестве основного материала используется сталь 09Г2С для выполнения работ по сварке конструкции, в зависимости от вида сварки, будем применять низколегированные сварочные материалы, согласно РД5Р.9083 указанные в таблице № 8.
Таблица № 8. Используемые сварочные материалы
Нормативные документы на сварочные материалы, используемые при производстве секции, приведены в таблице № 9.
Таблица № 9. Нормативные документы сварочных материалов
| Марка сварочного материала | Нормативные документы | Примечание |
| УОНИИ-13/45Р | Низколегированные электроды | ГОСТ 9466-75 ОСТ5.9224-75 |
| Св-08Г2С | Низколегированная сварочная проволока | ТУ 1211-001-10552580 ГОСТ 2246-70 |
| Св-08А | Низколегированная сварочная проволока | ГОСТ 2246-70 |
| Двуокись углерода (СО2) | СО2 высшего или первого сорта | ГОСТ 8050-80 |
| ОСЦ - 45 | Флюсы сварочные плавленые | ГОСТ 9087-81 |
В таблицах № 10 ÷ 16 собранны данные по химическому составу и механическим свойствам сварочных материалов, применяемых при изготовлении секции.
Таблица № 10. Химический состав металла шва выполненного электродами УОНИИ-13/45Р
Таблица № 11. Механические свойства металла шва выполненного электродами УОНИИ-13/45Р
Таблица № 12. Химический состав легированной проволоки Св-08Г2С
Таблица № 13. Механические свойства проволоки Св-08Г2С
| Диаметр проволоки | Временное сопротивление разрыву проволоки, МПа (кгс/мм 2 ) |
| 882 - 1323 (90 - 135) |
Таблица № 14. Химический состав низкоуглеродистой проволоки Св-08А
| Химический состав, | масс % | |||||
| С | Мn | Si | S | Сr | Ni | Р |
| не более 0,1 | 0,35 - 0,6 | не более 0,03 | не более 0,04 | не более 0,12 | не более 0,25 | не более 0,04 |
Таблица № 15. Механические свойства проволоки Св-08А
Плавящиеся электроды представляют собой металлический стержень, на поверхность которого окунанием или опрессовкой под давлением наносится покрытие определённого состава и толщины, которое обеспечивает заданные требования сварного шва.
Заданные требования обеспечиваются подбором соответствующих материалов электродного стержня и покрытия, в состав которых вводится стабилизирующие, шлакообразующие, газообразующие, раскисляющие, легирующие и другие вещества.
Электроды УОНИИ-13/45Р прокаливаются при температуре 300 - 350°С, время выдержки 1 час, проверяются на содержание свободно выделившегося диффузионного водорода, значение не должно превышать 2,5 см /100 г (не более).
Сварочную проволоку следует хранить в сухих отапливаемых помещениях бухтами или в кассетах.
Каждая бухта должна иметь бирку с маркировкой, а кассеты - этикетку с указанием марки, номера плавки и диаметром.
Электроды, проволоку и флюс, необходимо выдавать сварщику с этикеткой (биркой). Сварщик должен получать их в количестве, необходимом для работы в течение половины смены.
При работе на открытом воздухе сварочные материалы на рабочее место необходимо подавать и хранить в герметичных контейнерах, защищающих проволоку от осадков и влаги. В случае разгерметизации упаковки разрешается хранить на открытом воздухе 24 часа, в закрытом помещении 5 дней. Хранение флюса допускается 45 дней в герметичной таре.
Электроды, проволоку и флюсы, не используемые в течение рабочего дня (при работе в цехе) вместе с этикеткой (биркой) следует сдавать в кладовую.
Флюс ОСЦ - 45 имеет стекловидное строение зерен размером 0,25 – 3,0 мм, не допускается наличие 10% от массы флюса белых непрозрачных зерен.
Флюс должен быть перед использованием прокален при температуре 400 °С (период времени прокалки 1 час), проверен на содержание свободно выделившегося диффузионного водорода, значение не должно быть больше чем 1,6 см 3 /100 г. Каждая партия флюса, каждая плавка проволоки должна иметь сертификат. В цехе должны быть копии сертификатов.
Применение углекислого газа должно обеспечивать надежную защиту зоны сварки от соприкосновения с воздухом и предупреждает азотирование металла шва. Углекислый газ оказывает на металл сварочной ванны окисляющее, а также науглероживающее действие.
Для сварки применяют углекислоту:
- высшего сорта - СО2 = 99,8 %
- первого сорта – СО2 = 99,5 %.
Двуокись углерода должна иметь абсолютную влажность при 20 °С и 101,3 кПа (760 мм рт.ст.) не более 0,184 г/м , что соответствует температуре насыщения углекислого газа водяными парами (точка росы) не выше - 34 °С.
Температура точки росы двуокиси углерода достигается с помощью осушителя стандартного типа или силикогеля.
Классификация материалов для сварки и правила выбора
Когда говорят о сварке, в первую очередь речь идет о правильном управлении сварочными аппаратами. И это правильно, ведь мастерство сварщика во многом заключается в его навыках сварки, именно благодаря им он получает новые разряды. Однако, здесь участвует не только сварочный аппарат и детали, на которых он применяется, но также различные сварочные материалы. О том, что это, как применяется — в этой статье.

Требования к сварочным материалам
Материалы для сварки разнообразны и выполняют следующие функции:
- удаление окислов;
- обеспечение правильного наплава, а также более аккуратного шва;
- защита шва от кислорода;
- удешевление сварки и т. д.
Но чтобы сварочные материалы действительно помогали, им нужно отвечать требованиям качества. Поэтому их продажа находится под строгим контролем, а производство осуществляется по установленным стандартам. Например:
- ГОСТы 9466 и 9467 отвечают за металлические электроды.
- ГОСТ 2246 установлен для сварочной проволоки.
- ГОСТ 9087 регламентирует качество сварочных флюсов.
- ГОСТ 23949 — для вольфрамовых электродов и т. д.
Эти ГОСТы нужно знать, так как они указываются на упаковках и сертификатах, прикрепляемых к каждой партии. Помимо ГОСТа можно там же можно найти информацию о:
- типе материала, марке;
- номере плавки, партии;
- химическом составе;
- механических характеристиках сварочных материалов;
- массе нетто и т. д.
Помимо состава, к прокалке тоже установлены требования. Она проводится при температуре +300 – +350 °C в течение 1–2 часов. Этот процесс, помимо всего, позволяет найти дефекты на расходниках. Есть целый стандарт, ГОСТ 6032, где описаны требования к сварочным расходникам, имеющим высокую стойкость. Они должны проходить тест МКК (межкристаллитной коррозии).
Существуют требования и к условиям хранения, а также транспортировке.
Виды материалов для сварки
Учитывая, сколько функций может выполняться расходными материалами для сварки, они делятся на: электроды и пруты, проволоки, флюсы, газы и керамические подкладки на случай соединения стыков.
Каждый расходник делает что-то свое благодаря принципу использования и составу, поэтому для выбора сначала нужно изучить все классификации, их характеристики, чтобы свободно в них ориентироваться.
Проволока, прутки
Когда проволока плавится, она заполняет собой формируемый при сварке шов. Поэтому проволоки называют присадочными и бывают они:
- Низкоуглеродистыми, когда содержание углерода менее 0,12%.
- Низколегированными — для теплостойких и конструкционных сталей.
- Высоколегированными — для хромоникелевых сталей, нержавейки.
Ленты и прутки для присадки выполняют ту же функцию, а делаются из меди, стали, алюминия. Они нужны на случай, если присадочный материал нужно подавать широким тонким слоем.

Электроды
Электроды — это особые стержни, которые делаются из веществ, проводящих электричество. Нужны они как раз для подачи тока к месту сварки.
Особенности конструкции позволяют электродам делиться на металлические и неметаллические. Металлические делаются из стали, меди, бронзы и других цветных металлов. А неметаллические имеют покрытие их угольных или графитовых составов, которые не плавятся.
Все виды электродов должны обеспечивать устойчивое горение в зоне сварки, а также изоляцию сварочной ванны, уменьшая разбрызгивание металла.
Чаще всего электроды имеют слой металла, а используются для ручной дуговой сварки. Однако, есть такие, что покрыты различными ионизирующими, стабилизирующими и другими веществами.
В зависимости от покрытия электроды помечаются буквами: А — покрытие с кислотными добавками, Б — классические, Ц — с целлюлозой, П — смешанный состав.

Через электроды провидится ток к месту сварки, выбирать лучше качественного производителя и хранить в сухом месте
Газы используют для разных целей, есть горючие газы и те, что только поддерживают горение. К последним относятся:
- водород;
- кислород;
- пропан;
- ацетилен и т. д.
А вот для защиты подойдут и инертные, и активные. Углекислый газ, а также смеси на его основе будут в числе активных, а среди инертных выделяются гелий и аргон.
Инертные газы почти не вступают в реакцию с металлами, в отличие от активных.

Флюсы
Флюсы помогают растворять окислы, возникающие на поверхности свариваемых металлов. Также флюс не пропускает к месту сварки кислород, который и инициирует окисление.
Дополнительно флюсы иногда умеют упрощать нагревание металла.
В зависимости от способа изготовления, флюсы бывают плавлеными и неплавлеными, жидкими или порошкообразными.
Жидкие флюсы оказываются полезны при подготовке места, на котором далее появится шов. Перед варкой нужно снять оксидный слой, который есть на заготовке, а также одновременно обезжирить ее, с чем справляется жидкий флюс. Чтобы он выполнял подобные функции эффективно, в его составе обычно бывают щелочи или кислоты, так что подбирается флюс на основе того, с каким металлом предстоит работать и что для него более приемлемо.
Жидкие флюсы после использования смываются водой. А вот порошки смывать не нужно, функция у них иная. При нагревании такие флюсы выделяют газ, который защищает шов от окисления.

Выбор сварочных материалов
Качество сварки будет зависеть не только от знания видов, но также от правильности выбора сварочных материалов. Поэтому здесь нужно учитывать такие параметры:
- Тип сварки.
- Состав материалов, которые будут свариваться.
- Производитель сварочных расходников — он должен быть известен другим сварщикам.
- Цена — обычно самые качественные материалы, применяемые при сварке, имеют среднюю цену.
Покупки стоит совершать только в проверенных магазинах, где можно приобрести не поддельный, не просроченный товар, который гарантированно правильно хранили и транспортировали.
В выборе расходных материалов также помогут отзывы других сварщиков, так что, посоветовавшись можно значительно уменьшить круг поисков.
Как определить расход материалов
Сварочные расходники высокого качества делаются из дорогого сырья с использованием сложных технологий. Поэтому их нужно экономить, не расходуя зря. Для этого существуют целые нормы, регулирующие расход каждого вида материала в зависимости от типа сварки, а также используемого для нее оборудования.
Нормы не строгие, поэтому позволяют понять нужное количество расходника только примерно. Но сначала нужно сделать расчет расхода, использовав формулы, в которые просто нужно поставить параметры.
Например, для проволок и электродов нужно знать площадь поперечного сечения шва, коэффициент наплавки, а также длину шва. Полученное значение подставляется под значения в нормативных документах с учетом запаса на пробные швы или исправление брака.

А вот расход газов можно просто определить по таблицам, для каждого вида существует своя.

Условия хранения
ГОСТы, которые регламентируют качество материалов для сварочных работ, также регулируют правила их хранения.
Для правильного содержания потребуется сохранить заводские упаковки, чтобы помещать туда материалы после использования. Все они должны быть дополнительно расфасованы, а также промаркированы по сортам и маркам.
Все расходники хранятся в отдельных помещениях, в зависимости от их вида условия могут меняться. Так, флюсы или электроды с покрытием хранят в сушильных шкафах, термических пеналах, герметичных тарах, если те предварительно прокаливали.
Места для хранения должны быть сухими, отапливаемыми, хорошо вентилируемыми, но не позволять сварочным расходникам постоянно находиться под прямыми солнечными лучами. Температура должна опускаться не ниже 15°C, а влажность быть не выше 40%.
Соблюдение этих условий позволяет хранить материалы неограниченное время. А вот если оставить их на открытом пространстве, то они не проживут дольше 5–15 дней в зависимости от состава.
Подбор расходных материалов важен для любой сварки, промышленной и бытовой. А потому каждому сварщику помимо навыков работы со сварочными аппаратами и знания особенностей металлов нужно иметь также понимание того, какие сварочные материалы существуют, а еще как их правильно использовать, чтобы сделать работу качественнее.
Виды и особенности сварки цветных металлов и сплавов
При самостоятельной сварке цветных металлов необходимо знать особенности сплавов. Сложно сделать качественный шов на бытовом оборудовании, необходимо использовать тугоплавкие электроды, защитную атмосферу.

Особенности сварки цветных металлов
В процессе фазового перехода легкие компоненты улетучиваются, выгорают, это пагубно сказывается на состоянии шва. Он растрескивается. Тугоплавкие окислы – еще одна проблема. Иногда необходимо увеличить рабочий ток, чтобы пробить оксид. При сварке цветных металлов и сплавов нередко расплав становится слишком текучим, необходимо изолировать ванну расплава. Для некоторых сплавов необходимо ограничить не только контакт с кислородом, но и другими компонентами воздуха. Азот в качестве защитной атмосферы для некоторых сплавов не годится.
Технология сварки цветных металлов
Подготовительный этап заключается в удалении жирных пятен, очищении деталей от грязи. Окислы зачищают до блеска, свариваемые поверхности протравливают перед работой. На толстых деталях формируют кромки. Сварку цветных металлов и их сплавов проводят в нижнем положении, некоторые расплавы по текучести напоминают ртуть. Выбор электродов, режима работы зависит от химического состава сплава. При выборе сварочного аппарата необходимо правильно оценивать свариваемость сплава, учитывать температуру плавления, толщину заготовки.
Алюминиевые сплавы
Дюрали, силумин, авмель и другие сплавы на основе алюминия сильно различаются по свариваемости. Электродугой алюминий сваривают плавящимися и неплавящимися электродами, используют оборудование, генерирующее постоянный ток. Контакты подключают в обратной полярности. Рекомендуется предварительный прогрев заготовок:
- толщиной до 8 мм – до 200°С;
- свыше 8 мм – до 400°С.
Сваривают алюминий на токах до 200 А при толщине листа до 4 мм без предварительной разделки кромок. У заготовок свыше 4 мм края стачивают под углом, варят на токах, в 35-40 раз больше толщины заготовки (до 160 А). Газовую среду используют высококлассную, чтобы облако не смещалось с рабочей зоны в процессе образования и застывания шва. Расстояние между прихватками делают с учетом толщины заготовки:
Толщина заготовки, мм
Интервал между прихватками, мм
Тугоплавкий или угольный электрод, разжигающий электродугу, держат под прямым углом к присадке, чтобы исключить непровары корня шва.
Медь и ее сплавы
Медные сплавы, латуни, бронзы сваривают несколькими способами:
- электродуговой сваркой в атмосфере азота;
- ручной, полуавтоматической, автоматической аргоновой;
- электронно-лучевой, создающей высокую температуру в ограниченной зоне.
При сварке цветных металлов толщиной до 2 мм нужен постоянный ток обратной полярности. В качестве присадки используют наплавочную проволоку с большим содержанием раскислителей. Толщину подбирают под размер свариваемых заготовок. Минимальный диаметр присадки – 1,5 мм, максимальный – 8 мм. Сварку меди и цветных сплавов с высоким ее содержанием, проводят:
- ручным электродуговым методом током прямой полярности, варят металл короткой дугой, длиной от 35 до 40 мм, чтобы сократить разбрызгивание металла (рекомендуется избегать поперечных движений электродом);
- в атмосфере аргона током обратной полярности; если сплав плавится до 400°С, бронзовая проволока укладывается в стык с большой скоростью, чтобы не перегревались заготовки.
В качестве флюса используют буру или смесь буры с борной кислотой, поваренной солью, метилборатом.
Никелевые сплавы
Цветные сплавы на основе никеля отличаются высокой вязкостью, пластичностью. Детали из никеля плавятся при 700–1000°С, процесс сопровождается насыщением сплавов газами, шов становится пористым, непрочным. Хотя никель устойчив к коррозии. При аргонодуговой сварке подбирают электроды с ниобием, кремнием, алюминием. В расплаве также желательно присутствие марганца, магния. Свариваемость металла повышается, образуется прочное соединение.
Для работы с никелевыми сплавами нужны сварочные аппараты, выдающие постоянный рабочий ток. Сварка никелевых цветных заготовок производится на токе обратной полярности, чтобы защитный газ ионизировался, электродуга становится стабильнее. При обратной полярности заготовка нагревается меньше, чем электрод. Это особенно актуально для заготовок небольшой толщины. Регулируя потенциал тока, можно уменьшить температуру заготовки.
Обработка титана
Титан в расплавленном состоянии бурно реагирует с тремя компонентами воздуха: кислородом, водородом, азотом. Необходимо снизить их содержание в защитной атмосфере до минимума. Газ должен быть качественным, если нужен надежный шов. Он должен остывать в защитной атмосфере, чтобы не образовывались трещины. Для сварки титана в промышленных объемах используются герметичные камеры. При ручной сварке необходимо экранировать рабочую зону, чтобы облако инертного газа не смещалось со шва, аргон или гелий, смеси должны быть первого или высшего сорта. Защитный газ за счет высокой плотности вытеснит воздух. Используется сварочное оборудование, генерирующее постоянный ток. Сварка цветного металла проводится током прямой полярности. Основная термическая нагрузка концентрируется на поверхности заготовки, корень шва углубляется, дуга поддерживается стабильно, металл меньше разбрызгивается.
Работы с магнием
У магниевых деталей проваривают полностью всю кромку. Для работы с заготовками толще 10 мм, необходимо мощное сварочное оборудование, работающее от трехфазной сети мощностью 380 В, генерирующее переменный высокочастотный ток. В периоды обратной полярности дуга пробивает оксидную пленку, она расплавляется. При работе рекомендуется использовать подкладки с низкой теплопроводностью.
Сварка магния и цветных металлов на его основе производится под атмосферной защитой гелия или аргона, он предохраняет расплав от насыщения азотом, шов не пузырится, на нем не образуется окалина. Подачу газа в рабочую зону начинают до розжига дуги, прекращают через 20 секунд после затухания, когда верхняя часть шва схватится.
Сплавы из свинца
Разница между температурой плавления оксидов и самого свинца более 500°С, свинец становится жидким при 327°С, оксиды нужно прогревать до 888°С. Учитывая повышенную текучесть свинца, приходится экранировать зону расплава сварочной ванночкой. Сверху горячий цветной сплав оберегают флюсы, в состав которых входит стеарин, канифоль. Этими же флюсами смазывают стенки сварочной ванночки, чтобы исключить прилипание к ней свинца.
Сварка разнородных цветных металлов
Сложность процесса заключается в ограниченной взаимной растворимости. При сварке цветных металлов и сплавов между собой используют несколько технологий, обеспечивающих надежность соединения:
- шов формируют, воздействуя на детали импульсным электронным лучом, скорость прогревания заготовок увеличивается, при высокой температуре происходит схватывание деталей;
- при сварке давлением цветной металл разогревается за счет энергии, выделяющейся при пластической деформации структурной решетки, концентрированная тепловая энергия скапливается в зоне контакта, детали не нужно дополнительно прогревать;
- для сварки цветных разнородных цветных металлов используют промежуточный слой, сцепляющийся с заготовками, риск охрупчивания швов снижается;
- в среде аргона проводят автоматическую, ручную и полуавтоматическую сварку разнородных цветных металлов, электрод держат перпендикулярно деталям, чтобы шов был качественным.
Защитный газ снижает степень окисления, насыщения цветного металла азотом и водородом. Высокотемпературные технологии внутреннего воздействия увеличивают скорость сварки. За счет текучести цветных металлов заполняются пустоты, стык проваривается насквозь. При подборе буферного слоя учитывают компонентный состав заготовок, температуру плавления сплавов.
Имея аппарат для аргоновой сварки, можно заниматься ремонтом деталей из цветных металлов самостоятельно. В промышленных условиях применяют передовые технологии, не позволяющие расплавленному металлу реагировать с воздухом.
Выбор сварочного оборудования: советы и обзор популярных аппаратов для сварки

Приобретение сварочного аппарата перестало быть проблемой. Производители предлагают огромное количество сварочного оборудования различных конструкций, назначения и технических возможностей. Теперь выбор сварочного оборудования осложнён выбором именно того экземпляра, который удовлетворит Ваши запросы. Чтобы не упустить из вида подходящее и не остановить внимание на ненужном оборудовании, необходимо чётко осознать свои потребности и узнать подробную информацию о технических возможностях сварочных аппаратов. В этой статье Вы найдёте достаточно сведений для того, чтобы сделать правильный выбор.
Типы сварочного оборудования
Сварочный трансформатор
Использование сварочных технологий широкими народными массами началось с появления простейшего сварочного трансформатора. И хотя переносить его с места на место приходилось как минимум вдвоём, он уже считался мобильным. Его уже можно было доставить на дачу или к месту постройки индивидуального жилья в багажнике личного автомобиля.
Это позволяло избавиться от немалых расходов на сварщика для «прихватки» арматуры в фундаменте, монтаже забора и т.п. Ещё больше работ находилось в гараже. Работы, которые раньше выполнялись клёпкой, теперь покорились электросварке, что дало новый толчок в развитии многих направлений «самодельщиков».
Первичная обмотка была намотана на стандартные 220 В, вторичную мотали секционно от 24 В до 72 В. Это средние значения, представленные для понимания процесса. В разных регионах подходы были разные в зависимости от того, какие комплектующие можно было достать. Позднее появились промышленные образцы. Как правило, для уменьшения веса и габаритов, такие трансформаторы рассчитывались на использование электродов с максимальным диаметром 4 мм. Невзирая на разнообразие конструкций, все подобные устройства имели общие недостатки:
сложности поддержания дуги;
необходимость высокой квалификации сварщика.
Действительно, дуга рвалась при смене направления тока в точке перехода синусоиды через «0», и качественный шов могли обеспечить только очень опытные сварщики.
Сварочный выпрямитель
Этот аппарат принёс в технологию сварки возможность сваривания постоянным током. Изделие не стало ни меньше, ни легче. Просто к трансформатору добавили выпрямительный блок. Теперь уже появились сравнительно малогабаритные кремниевые выпрямители, что и дало толчок для внедрения аппаратов такого типа.
Основные достоинства сваривания постоянным током состоят в более стабильной и сильной дуге. Кроме того сильно расширился ассортимент соединяемых материалов. Несмотря на то, что сварочные трансформаторы и выпрямители сильно уступают по потребительским свойствам инверторам, они до сих пор производятся и пользуются спросом. Это объясняется их доступной ценой, простотой и надежностью устройства и более чем демократичными ценами.
Сварочный инвертор
На сегодняшний день нет более распространённого и желанного аппарата для сварщика, чем инвертор. Поговаривают, что его появление обусловлено дефицитом меди. Этот дефицит мог бы сказаться на стоимости аппаратов для сварки, но, к счастью, в это время развитие электроники позволило создать инверторы.
В создании инверторных аппаратов использовали замечательное свойство токов высокой частоты - проходить процесс трансформации на трансформаторах минимальных габаритов. Таким образом, питающее напряжение 220/380 вольт и частотой 50 Герц преобразуется в высокочастотное напряжение 50 – 90 кГц и поступает на малогабаритный трансформатор, где трансформируется в напряжение, годное для сварочных работ (50 В – 70 В). После прохождения через выпрямитель, на выход поступает постоянное сварочное напряжение.
Значительное уменьшение габаритов трансформатора позволило сэкономить большое количество дорогой электротехнической меди и электротехнического железа, что сказалось на цене инверторов. Они стали немного дороже обычных сварочных трансформаторов и выпрямителей и по сумме потребительских преимуществ практически вытеснили их с рынка. К преимуществам инверторов относят:
минимальные вес и габариты,
неограниченный ассортимент свариваемых металлов;
легкость поддержания стабильной дуги;
высокое качество шва, даже у новичков.
Сам по себе инвертор не стал обособленным аппаратом для сварки, а лёг в основу целого ряда устройств (в качестве источника постоянного тока), предназначенных для проведения различных видов сварочных работ.
Сварочные аппараты
На основе инверторов созданы сварочные аппараты для ММА сварки (ручная сварка плавящимся электродом). Для MIG/MAG сварки (сварка плавящимся электродом в среде защитного газа) созданы как ручные аппараты, так и полуавтоматы. Сварка TIG (не плавящимся электродом в среде защитного газа) расширяет возможности сварочных технологий, основанных на применении инверторов, практически до неограниченных.
Итак, решением проблемы выбора может стать сварочный аппарат на основе инвертора, который на многие годы станет помощником дома, в гараже, на даче и даже в малом бизнесе. Вам остаётся набраться немного терпения и ознакомиться с основными техническими характеристиками аппаратов для сварки, чтобы перейти к выбору конкретной модели.
Как выбрать сварочное оборудование в зависимости от типа сварки
Прежде всего необходимо определиться с типом сварки, который станет наиболее подходящим для решения ваших задач:
- ММА сварка позволяет варить как на постоянном, так и на переменном токе плавящимися электродами. Благодаря возможности использования прямой и обратной полярности тока, различных видов электродов, такой тип сварки охватывает широкий перечень свариваемых металлов, который с избытком перекрывает все нужды как «домашних» работ, так и мелкого бизнеса;
MIG/MAG сварка представлена полуавтоматами, которые варят в среде защитного газа с автоматической подачей сварочной проволоки. Не очень удобна для сваривания толстых деталей из-за малого диаметра сварочной проволоки. Однако для сваривания листов толщиной до 1 мм такой тип сварки является единственно доступным способом, поэтому незаменим при ремонте автомобилей. MIG/MAG сварка охватывает большой перечень черных и цветных металлов. Отличается высокой производительностью;
TIG сварка по своим технологическим возможностям аналогична MIG/MAG сварке с тем отличием, что она производится неплавящимся электродом. Благодаря возможности применения электродов различного диаметра, при таком типе сварки нет проблем со свариванием деталей значительной толщины.
Дальнейший выбор конкретной модели будет зависеть от её технических характеристик.
Технические характеристики
Напряжение питания
Это первое, на что стоит обращать внимание при покупке аппарата для сварки. Эта величина может быть равна 220 или 380 вольт. Как правило, бытовые аппараты делают для напряжения 220 вольт. В местах, позволяющих задействовать з-х фазную сеть, удобнее работать с аппаратами на 380 вольт. Но если Вы предполагаете работать в разных местах, то лучше остановиться на 220 вольтовом аппарате исходя из простого соображения: сеть 220 вольт есть везде, а 380 может не оказаться.
Максимальный диаметр электрода
Этот параметр косвенно указывает на толщину металла, которую способен проварить сварочный аппарат. Естественно, что многие стремятся выбирать аппараты с максимально большим диаметром электрода и попадают в ловушку к недобросовестным продавцам, которые частенько завышают этот показатель.
Тип сварочного тока
Это очень важная характеристика. От типа сварочного тока (переменного, постоянного) зависит перечень металлов, которые можно сваривать на этом аппарате. Необходимо отметить, что выбор уже сделан за Вас. Подавляющее большинство сварщиков предпочитают сваривание постоянным током. Поэтому более 99% всех аппаратов выпускают с постоянным сварочным током.
Напряжение холостого хода
От этого параметра зависит стабильность поджига дуги. До некоторого времени высокое напряжение холостого хода входило в противоречие с напряжением, допустимым по технике безопасности. В настоящее время, чем выше напряжение холостого хода, тем приятнее работать с аппаратом, а безопасность обеcпечивается функцией VRD. При наличии этой функции напряжение на электроде всего несколько вольт и только в момент касания им металла, напряжение вырастает до сотни вольт.
Период включения
Это очень важная величина. Её можно встретить в технических характеристиках сварочных аппаратов в таком виде: «ПВ = 60%». Это означает, что аппарат может работать 60% цикла, а 40% должен остывать. В России принят пятиминутный цикл, из чего понятно, что аппарат должен остывать в течении двух минут после каждых трёх минут работы. Это совсем неплохо для садово-гаражных работ и совсем нежелательно для аппаратов, работающих даже на мелком производстве.
Сварочное оборудование от производителя
Теперь, когда Вы уже знаете все характеристики нужного аппарата для сварки, вдруг обнаруживается, что таких аппаратов достаточно много и все они от разных производителей. Здесь важно не ошибиться и не приобрести низкокачественное изделие, которое после продолжительной нервотрёпки останется лежать кучей ржавого железа в гараже или на даче.
Правильный выбор - приобрести оборудование от известных проверенных производителей. Иногда цена качественных изделий может «кусаться». К счастью, и в нашей стране научились делать инверторные аппараты для сварки на уровне мировых стандартов, но по ценам, подходящим для России и всего постсоветского пространства. Это сварочные аппараты от производителя компании «Кедр».
На сайте производителя представлен ряд сварочного оборудования, способного удовлетворить самые высокие требования. Для мелких эпизодических работ не имеет смысла приобретать дорогие специализированные аппараты для сварки. Большим спросом пользуются аппараты КЕДР UltraММА-200 Compact, КЕДР UltraММА-220 Compact, КЕДР UltraARC-250. Уникальной особенностью аппаратов этой серии является возможность сваривания при питающем напряжении от 140 вольт.
Кедр КЕДР UltraММА-200 Compact как будто создан для того, чтобы облегчить жизнь начинающим умельцам. Его стоимость 6400 рублей, вес 2,9 килограмма и это при мощности в 7,0 кВт. Настройка аппарата сводится к вращению единственного регулятора. Качество шва и стабильность работы обеспечивают автоматические функции HotStart, ArcForce и AntiStick.

Сварочный инвертор КЕДР UltraММА-220 - усовершенствованная версия предыдущего образца. Немного тяжелее (2,9 кг), немного мощнее (7,9 кВт), немного дороже (6650 руб.) Эти изменения позволили улучшить потребительские характеристики устройства:
расширить диапазон сварочного тока 20 – 220 ампер;
повысить эффективность охлаждения;
обеспечить стабильность работы в широком диапазоне сетевого напряжения.

Аппарат инверторный КЕДР UltraARC-250 предназначен для небольших производств. При потребляемой мощности 8,8 кВт, он стабильно выдаёт 230 ампер сварочного тока. Имеет немного больший вес (9,5 кг), чем предыдущие экземпляры, но всё ещё легко переносится одним человеком. Возможность работы электродами диаметром от 2мм до 5мм снимает все ограничения по массе свариваемых деталей. Стандартный набор функций Hot Start и Arc Force расширен активируемой функцией VRD. При ПВ = 60% обеспечивает высокую производительность работ. Среди аппаратов своего класса считается уникальным. Цена- 27 000 рублей.

Надеемся, что материалы, представленные в этой статье, внесли достаточную ясность в вопросе о том, как выбрать сварочное оборудование. Помимо сварочных аппаратов, в каталоге на сайте можно найти расходные материалы, средства защиты для сварщиков, сварочные горелки и резаки, сварочные электроды и многое другое.
Читайте также: