Выдавливание на металле как называется
Обновлено: 08.05.2024
МЕТАЛЛОВ ОБРАБОТКА ДАВЛЕНИЕМ
формование металлических материалов механическими средствами без снятия стружки. Наряду с формообразованием обработка давлением может улучшать качество и механические свойства металла. Обработка металлов давлением производится либо в "горячем" (нагретом), либо в "холодном" (соответствующем комнатной температуре) состоянии. При обработке давлением многих металлов и сплавов сначала производится горячая обработка, позволяющая использовать повышенную пластичность нагретого материала, а затем следует окончательная обработка в холодном состоянии, обеспечивающая высокое качество поверхности и точные размеры. Основные методы обработки металлов давлением - ковка, штампование, прокатка, прессование.
Ковка и штампование. Ручная ковка была исторически первым из применяемых до сих пор способов формоизменяющей обработки металлов. Первый паровой молот, появившийся в 1843, деформировал металл силой падения груза, а пар служил для поднятия последнего. Вслед за таким молотом простого действия в 1888 появился молот двойного действия, верхняя "баба" которого при движении вниз дополнительно разгоняется силой пара. Ковка и объемное штампование могут выполняться на молоте или на прессе. Ковка бывает свободная и в штампах. Штампы объемного штампования молотовые и для горячештамповочных прессов состоят из верхней (закрепляемой на верхней головке молота или пресса) и нижней частей, на соприкасающихся поверхностях которых имеются ручьи для последовательного формообразования изделий. Штампы для листового штампования (вырубные, пробивные, гибочные и др.) состоят из двух основных деталей - матрицы и входящего в нее пуансона, а иногда одна и та же часть штампа служит и пуансоном, и матрицей.
Прокатка. Обжатие прокаткой - самый распространенный процесс обработки металлов давлением. Хотя "отцом" современных методов прокатки принято считать Г.Корта, первый прокатный стан которого относится приблизительно к 1783, исторические документы свидетельствуют о том, что золото и серебро для чеканки монет прокатывались в листы во Франции еще в 1753. Существует много разных типов прокатных станов, но практически во всех таких установках обжатие осуществляется двумя валками, вращающимися навстречу друг другу. Валки захватывают заготовку, и из них она выходит, уменьшившись по толщине и увеличившись в длине. Возникающее при этом боковое, или поперечное, уширение в большинстве случаев незначительно. Названия прокатного стана обычно указывают на вид производимой продукции: блюминговый, слябинговый, листопрокатный, полосовой, толстолистовой. В соответствии с температурой прокатываемого металла различают станы горячей и холодной прокатки.
Прессование. Многие металлы и сплавы при повышенных температурах настолько пластичны, что их можно выдавливать под прессом через отверстие матрицы, как зубную пасту из тюбика. Таким методом прессования выдавливанием, или экструзии, можно изготавливать изделия сложного поперечного сечения. Экструзией получают, например, прутки, трубы, фасонные изделия, покрывают свинцовой оболочкой кабель. Прессованием без истечения осуществляют, в частности, операции глубокой вытяжки - превращения плоской заготовки в гильзу.
Прошивка. Операция прошивки применяется при изготовлении бесшовных труб из литых цилиндрических заготовок и экструдированных прутков. Нагретая заготовка захватывается двумя косыми (коническими) валками прошивного стана, вращающимися навстречу друг другу, и надвигается в процессе поперечно-винтовой (геликоидальной) прокатки на оправку, закрепленную посередине между валками. Из разнообразных устройств для производства бесшовных труб наиболее известен прошивной стан Маннесмана. Прошивке поддаются далеко не все металлы и сплавы, но сталь, медь и некоторые сплавы на основе меди достаточно пластичны для такой обработки, требующей очень большой деформации.
Волочение. Прутки и проволока. Диаметр прутка, полученного экструзией или прокаткой, можно уменьшить, протянув его сквозь отверстие волочильной доски (волки, или матрицы). Протягиванием через ряд волок с последовательно уменьшающимися отверстиями можно получить пруток малого диаметра. Точно так же из прутка самого малого диаметра можно получить проволоку. Обжатие проволоки, особенно очень тонкой, часто производится непрерывным протягиванием ее через ряд волок, число которых может достигать 12.
Трубы. Волочение труб обычно применяется для уменьшения наружного диаметра трубы или толщины ее стенки либо и для того и для другого. Холодное волочение обеспечивает гладкую поверхность трубы, точные размеры и улучшенные механические свойства. Такое "редуцирование" при калибровке труб осуществляется волочением через волоку с несколько уменьшенным отверстием, в центре которого закреплена оправка. Уменьшение толщины стенки трубы определяется диаметром оправки.
Выдавливание. Выдавливанием на токарнодавильном станке формуют тонкий металл, прижимая его к вращающейся оправке. Такой метод пригоден лишь для изготовления симметричных изделий кругового поперечного сечения. Для выдавливания изделий меняющегося по оси диаметра необходимы разборные оправки, допускающие съем готового изделия.
См. также
МЕТАЛЛОВ ЛИТЬЕ;
МЕТАЛЛОВ ТЕРМИЧЕСКАЯ ОБРАБОТКА;
ПОРОШКОВАЯ МЕТАЛЛУРГИЯ.
ЛИТЕРАТУРА
Дальский А.М. и др. Механическая обработка материалов. М., 1981 Полухин П.И. и др. Обработка металлов давлением в машиностроении. М., 1983 Орлов П.Н. и др. Краткий справочник металлиста. М., 1986
Энциклопедия Кольера. — Открытое общество . 2000 .
Полезное
Смотреть что такое "МЕТАЛЛОВ ОБРАБОТКА ДАВЛЕНИЕМ" в других словарях:
ХОЛОДНАЯ ОБРАБОТКА ДАВЛЕНИЕМ — технологические процессы обработки металлов давлением при комнатной температуре или, реже, с незначительным подогревом (ниже температуры рекристаллизации). Процесс обеспечивает получение металлических изделий с чистыми поверхностями, точными… … Большая политехническая энциклопедия
ХОЛОДНАЯ ОБРАБОТКА ДАВЛЕНИЕМ — процессы обработки металлов давлением при комнатной темп ре или, реже, с подогревом (ниже темп ры рекристаллизации). X. о. д. обеспечивает получение металлич. изделий с чистыми поверхностями, точными размерами, с более высокими механич. св вами,… … Большой энциклопедический политехнический словарь
МЕТАЛЛОВ ТЕРМИЧЕСКАЯ ОБРАБОТКА — определенный временной цикл нагрева и охлаждения, которому подвергают металлы для изменения их физических свойств. Термообработка в обычном смысле этого термина проводится при температурах, не достигающих точки плавления. Процессы плавления и… … Энциклопедия Кольера
Обработка металлов давлением — группа технологических процессов, в результате которых изменяется форма металлической заготовки без нарушения ее сплошности за счет относительного смещения отдельных ее частей (путем пластической деформации). Основные виды обработки металлов… … Финансовый словарь
обработка ультразвуковая — Воздействие ультразвука (обычно с частотой 15 50 кГц) на материалы в технологических процессах; один из наиболее обширных разделов электрофизических и электрохимических методов обработки. Ультразвуковая обработка используется для сварки металлов … Справочник технического переводчика
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ — совокупность технологических процессов, в которых под действием внешних сил осуществляется пластическое формоизменение металлических заготовок без нарушения их сплошности. Основные виды: прокатка, прессование, волочение, ковка, штамповка … Большой Энциклопедический словарь
обработка металлов давлением — [ГОСТ 18970 84] Тематики оборуд. для бесстружечной обработки … Справочник технического переводчика
ОБРАБОТКА — (1) информации процесс закономерного изменения представления и содержания (см.), осуществляемый вручную или при помощью ЭВМ; (2) О. древесины: а) промышленная способы добычи (см.) и её использования как строительного, конструкционного и… … Большая политехническая энциклопедия
обработка металлов давлением — [metal working (mechanical working), shaping] совокупность технологических процессов, в результате которых под действием внешних сил металлическая заготовка формоизменяется без нарушения сплошности и практически изменения объема только за счет… … Энциклопедический словарь по металлургии
Обработка металлов давлением — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей. Обработка металлов давлением технологический процесс получения заготовок или деталей в результате силового воздействия инструмен … Википедия
Обработка металлов давлением: виды и способы
Существует большое количество технических вариантов обрабатывания металлических изделий: как ручных, так и автоматизированных (при эксплуатации специального оборудования). Однако несмотря на широкий выбор, простые обыватели и настоящие профессионалы нередко выбирают способ обработки металла давлением. Отличительной чертой пластической деформации является не только изменение формы детали, но и ее физических, механических свойств. Благодаря этому технология активно применяется в разных сферах промышленности и производства. Еще одна причина популярности – таким образом можно значительно повысить производительность и сэкономить расходование сырья, чем при помощи иных аналогичных методик.
Что такое обработка металлов давлением
ОМД представляет собой изменение параметров и размера заготовок благодаря влиянию на них внешними условиями с дальнейшим сохранением и закреплением полученного результата. Такой эффект достигается за счёт высокой пластичности материалов, поддающихся отделке. После завершения всех рабочих этапов удаётся получить готовое изделие, форма и габариты которого полностью соответствует заявленным заказчиком требованиям. Для увеличения пластичности, перед работой с этим материалом, его прогревают до высоких температурных показателей. Для любой разновидности существуют установленные критерии нагрева, которые имеют четкую зависимость от физико-химических показателей.
Суть обработки металлов посредством давления определяется тем фактом, что атомы при взаимодействии со сторонними факторами обретают тенденцию и склонны принимать иное, устойчиво стабильное положение в кристаллической форме решетке. Важно, чтобы величина этого воздействия была больше допустимого значения пределов металлической упругости. Данный процесс называется пластическая деформация, которая способна изменить не только внешний критерий оценки и габариты изделия, но и его физико-химические параметры. Чтобы обеспечить правильность выполнения с технической точки зрения, нужно обладать профессиональным подходом, иметь необходимое оснащение. Подобрать качественное оборудование легко и удобно в каталоге компании «Сармат».

Разновидности
На основании условий, в которых осуществляется ОМД, специалисты выделяют два направления. Они пользуются примерно одинаковой популярностью на современном рынке, но последняя относится к более инновационной методике. Их отличительными особенностями являются:
- Холодная разновидность, напротив, имеет температурный уровень, ниже рекристаллизации.
- Вид - горячая обработка металлов давлением выбирается при температурных показателях, превышающих баланс нагрева при рекристаллизации материала.

Схемы основных категорий металлообработки
В основе лежит получение заготовки, соответствующей техническому заданию и формату посредством пластической деформации. Доминирующая особенность пластинчатости (в сравнении с упругим аналогом) — это сохранение деформированных форм и параметров после устранения внешних сил, оказывающих влияние. Достижение такого результата объясняется тем, что атомы движутся относительно друг друга на величины, превышающие межатомное расстояние и, после прекращения воздействия на них, не способны вернуться в исходное положение.
Горячая и холодная штамповка металла известна на протяжении многих столетий. Последняя раньше была основным методом изготовления металлической посуды. Это связано с тем, что её отличает быстрота исполнения, отличное качество и доступная стоимость. Такие параметры особенно ценны при массовом производстве и крупном бизнесе, требующем быстрого создания товаров в больших объемах.
Прокатка
Эта разновидность ОМД подразумевает под собой применение двух движущихся валиков, которые обжимают изделие с обеих сторон. Скорость их вращения устанавливается самостоятельно. Целью этой манипуляции является снижение геометрических данных поперечного сечения, а также достижение желаемой конфигурации. Деформация заготовки происходит за счёт трения (толщина минимизируется, а длина и ширина — увеличивается). Данным методом могут обрабатываться металлические листы и ленты, но при условии применения гладких валков. Помимо этого, методика используется при работах с деталями фасонного профиля, но с привлечением ручьевого валка. Типы прокатки металла:
- Продольная — изделие пропускается через движущиеся в разных направлениях валки, из-за чего оно обжимается до толщины расстояния между ними.
- Поперечная — эта разновидность необходима для преобразования материала в форму шара, конуса, цилиндра или друг вращающихся тел. Таким образом изготавливают бесшовные балки и многие строительные предназначения для работы.
- Поперечно-винтовая — в большинстве случаев, она используется для создания и переработки полых заготовок.
Помимо этого, в зависимости от присутствия или отсутствия подогрева, в качестве подготовительного процесса работы, специалисты выделяют холодную или горячую прокатку металла.

Ковка
Данная технология отнесена к категории высокотемпературных способов металлической обработки. Пред тем, как приступить к делу, деталь нагревается до высоких температурных показателей. Температура выставляется и зависит от вида материала, из которого выполнено изделие. Сегодня применяется несколько методов. Важно выделить:
- Ручная — осуществляется руками мастера и применяется по мере необходимости изготовить небольшую партию заказа. Они не ограничены в рабочей зоне, поэтому формируют любое положение в пространстве.
- Штамповки — предусматривают подготовительные работы, в виде помещения заготовки в штамповую матрицу, не позволяющей ей свободно перемещаться. Благодаря этому она полностью повторяет форму матричной полости.
- С применением дополнительного специализированного оснащения (пневматического, гидравлического или паровоздушного).
Метод ковки при обработке металлов давлением, в подавляющем большинстве, выбирается для разовых заказов и мелкосерийного производства. Перед тем как приступить к этой процедуре, деталь разогревается и помещается между двумя ударными положениями молота (бойки). Помимо бойки можно использовать также топор, раскатку или обжимку. Основными ковочными операциями служат:
- Осадка — уменьшение высоты болванки за счёт увеличения площади поперечного сечения.
- Высадка — это, своего рода, осадки. Проведение этого этапа требует наличия оправки (подкладной инструмент).
- Протяжка — увеличение длины посредством снижения площади поперечного сечения.
- Раскатка на оправе — внутренний и внешний диаметр увеличивается, а стенозная толщина уменьшается.
- Пошивка — создание сквозных или глухих отверстий. Рабочим инструментом выступает прошивень, а для отвода необходима выдра.
- Скручивание — поворот определенного участка вокруг продольной оси.

Прессование
Этот вид ОМД подразумевает под собой помещение металлического предмета в специальную форму с дальнейшим выдавливанием через имеющееся отверстие. Эти процессы происходят за счёт мощного пресса и давления, которое способствует выталкиванию. При этом важно помнить, что площадь отверстия не должна превышать площадь сечения используемого изделия. При выполнении этой работы деталь приобретает вид прута, форма и технические свойства которого устанавливаются в зависимости от отверстия. Эта методика отличается простотой и высокой эффективностью. Она часто применяется для оловянных, медных, свинцовых, алюминиевых или цинковых предметов.
На основании того, какой материал используется, прессование металла бывает холодного и горячего типа. Если изделие выполнено из алюминиевого, оловянного, медного или прочего вещества, то оно не нагревается. Если используемые предметы имеют в составе никель или титан, осуществляется нагрев заготовки и рабочего инструмента. Выделяют 2 метода:
- Прямой — выдавливание осуществляется в направление движения пуансона.
- Обратный — перемещается навстречу движениям пуансона.
Использование этой тактики ОМД нередко сокращает срок эксплуатации, в связи с чем рекомендуется периодически наносить на рабочие поверхности минеральные масла, графит, канифоль или жидкое стекло. Несмотря на множество достоинств этой обработки, её главным недостатком считается большой пресс остаток (порядка 20%) в прессовочной камере.
Волочение металла
Главным инструментом, используемым в этой методике, является фильера (или волока). Овальная или фасонная форма пропускается через фильерное отверстие, из-за чего создаётся необходимый профиль с поперечным сечением. Лучший пример исполнения этой техники — это создание проволоки, подразумевающее протягиванием заготовки с большим диаметром через несколько фильеров. В результате этих действий происходит его превращение в изделие нужного размера. Технология пользуется спросом при необходимости получения деталей маленького диаметра, создании фасонных профилей, производстве тонкостенных труб и калибровки.
Материалом для волоки может быть инструментальная сталь, металлокерамический сплав или технический алмаз (при тонкой проволоке). Целью этой техники служил уменьшение трения, повышение стойкости инструментария и улучшение отвода тепла.
Существует несколько разделений волочения по разным критериям. Одной из них является:
- Сухое — в случае привлечения мыльной стружки.
- Мокрое волочение предполагает работу с мыльной эмульсией.
Также к основным категориям обработки металлов давлением на практике относятся следующие разновидности:
- Однократное — осуществляемся единственным проходом.
- Многократное — требует более одного прохода, благодаря чему осуществляется постепенное снижение поперечного сечения.
Объемная штамповка
Это технологический процесс, в результате которого происходит пространственное изменение различных объемных заготовок, имеющих простейшую геометрическую конфигурацию (цилиндрическую, призматическую и т.п.), для того, чтобы изготовить из них детали гораздо более сложной формы. Такой эффект реализуется посредством специального штампа. Исходя из конструктивной реализации, эта методика делится на 2 основных вида:
- Открытая — даёт возможность не придерживаться весовой точности. В ней предусмотрен зазор, расположенный между их движущимися элементами, куда отправляется лишний объём материала. Работая с открытым типом, необходимо удалить облой, который формируется по контуру.
- Закрытая — эта холодная и горячая обработка металлов под давлением не имеет специальных отверстий, а создание изделия проводится в ограниченном пространстве. Но важным условием является грамотный расчёт габаритов (вес и объём).
Листовая
Исходя из ожидаемого результата, эта разновидность ОМД делится на:
- Разделительную — включает в себя пробивку, отрезку и вырубку.
- Формообразующую — состоит из таких элементов, как чеканка, а также гибка и раздача и т.д.
При работе с этой методикой требуется гидравлический пресс или кривошипно-шатунный. Главной деталью этого оборудования считается штамп из матричных элементов и пунсона. Отличительной особенностью метода является отсутствие необходимости обрабатывать в дальнейшем. Для обеспечения высококачественного эффекта, применяемые детали должны иметь высокую точность.
Сегодня самым популярным и распространенным способом обработки является штамповка листового металла под давлением. Она пользуется спросом среди большинства промышленных отраслей, что значительно расширяет область применения. С ее помощью производятся как небольшие элементы радиоэлектронных аппаратов, так и кузова автомобилей и иных транспортных средств.

Комбинированная
Эта разновидность ОМД актуальна при возникновении необходимости одновременного использования нескольких технологий. Комбинировать можно любые доступные на сегодняшний день методы. Их определение зависит от конечной цели, желаемого результата и текущего технического оснащения. На практике комбинирование проводится достаточно часто, так как это дает возможность создавать более сложные формы и конфигурации.
На практике используется схема прокатки, которая позволяет оптимизировать производственный процесс и ускорить обработку. Благодаря высокому уровню пластичности используемого в производстве сырья, выбор наиболее подходящей технологии проходит исходя из конечной цели изготовителя. Показатели способствуют созданию продукта необходимых размеров, заданным показателям или конкретным тех.заданиям. Максимальное количество промышленных отраслей задействуют в своем рабочем процессе разнообразные методы и технологии. При этом учитываются такие обязательные факторы, как общие условия, при которых проводится изготовление и направление деятельности предприятия.
Работа с металлическими изделиями — это сложный, кропотливый и длительный процесс, требующий ответственного подхода. Для достижения желаемого и технически верного результата обязательно требуется привлечение специалистов и оборудования. Добиться этого в домашних условиях практически невозможно, поэтому крайне важно обратиться в проверенную фирму, которая сможет предоставить достаточное количество оборудования, способного удовлетворить требования заказчика. Компания «Сармат» обладает этими возможностями, позволяя реализовать самые сложные задумки.
Гравировка на металле: нанесение и виды

Сегодняшнее оборудование и техническое оснащение помогает создавать эстетичные и универсальные картины как собственными руками, так и при помощи специальных аппаратов. В статье разбираем, что такое гравировка по металлу, как и чем её делают, виды, техники и способы нанесения рисунков. Этот метод преображает повседневный предмет в эффектное и оригинальное творение, которое станет отличным подарком или памятной вещью.
.jpg)
Что представляет собой процедура
Гравировальное мастерство является одним из древних методов отделки металлической поверхности. Изначально оно применялось для придания бытовым предметам изыска, после чего вещи передавались из поколения в поколение. Несмотря на то, что это древнее искусство, сегодня его активно используют как для личных, так и для общественных целей (украшение улиц, городских памятников и т.д.).
Раньше роспись осуществлялась исключительно вручную, без помощи специального оборудования. Теперь для этой цели применяются различные аппараты и приспособления, позволяющие создать любой узор, надпись или картину. В зависимости от того, чем делают гравировку на металле и как именно гравировать (выбор методики), получают различные результаты. Поэтому стоит ознакомиться с доступными способами, так как каждый из них имеет свои особенности.
Описание технологий
Стремительное развитие этого ремесла привело к тому, что существует несколько различных способов нанесения изображения на металлическую поверхность. Если изначально для реализации фантазий использовались только руки мастера и простые подручные средства, то сегодня для этого применяются гравировальные аппараты и даже лазер.
Ручная
Данный тип нередко называется художественным, так как нанести гравировку на металл вручную крайне сложно. Это трудоёмкий и затратный по времени процесс, требующий наличия у мастера специальных навыков, знаний и терпения. Для создания необходимого рисунка или надписи применяется только режущий стальной инструмент — штихель. Это специальный резец для нанесения линий и точек разного углубления, которые в дальнейшем превращаются в картину. Подобная работа считается эксклюзивной, поэтому пользуется особой ценностью у людей, желающих заполучить уникальную в своём роде вещь или творение именитого мастера.

Механическая
Механическая гравировка по металлу пользуется популярностью, поскольку отличается особой долговечностью – убрать или стереть рисунок практически невозможно. Она реализуется остро заточенной вращающейся фрезой путём резки материала, имеющего исключительно плоскую поверхность. Фреза расположена внутри гравировального станка, который позволяет получить объёмные и рельефные рисунки. Результат зависит от глубины проникновения сверла, использования разнообразных клише (с учётом характеристик фрезы) и мастерства человека. Главными преимуществами этого вида являются:
- Гарантия высокой точности и получения желаемого результата с достижением нужной реалистичности.
- Длительный срок службы. Созданные рисунки не теряют первоначальный внешний вид даже спустя несколько десятков лет и при неблагоприятных внешних условиях.
- Возможность создавать объёмные изображения.
Пескоструйная
Этот вид имеет и другое название — абразивная обработка. Надпись на металле гравировкой или прочие изображения наносятся травлением верхнего слоя изделия песком или прочими абразивными порошкообразными веществами. Они распыляются мощным воздушным потоком, приводящим к образованию эффекта матирования. Применение специальных трафаретов позволяет получать не только узоры, рисунки или надписи, но даже фотографии.
Для этого вида нанесения изображения требуются пескоструйные системы, маска и воздушный компрессор. Большинство профессионалов отдают предпочтение замкнутым аппаратам средних размеров, так как они фильтруют пыль. Также для реализации этой технологии потребуется много свободного пространства, так как делать гравировку на металле пескоструйным методом можно только при наличии воздушного компрессора, который занимает много места и издаёт сильный шум.

Лазерная сублимация
Эта разновидность подразумевает под собой применение для окрашивания металлических материалов цветного принтера, специальных картриджей, сублимационной бумаги и термопресса. Для получения нужного изображения, в первую очередь, его необходимо распечатать. Полученный трансфер помещается сверху на изделие, после чего на последнее воздействуют высокими температурами, способствующими окрашиванию и переходу веществ из твёрдого состояния в газообразное.
Глубокая лазерная гравировка на металле отличается производительностью и практичностью, что особенно важно для бизнеса, например для сувенирного при нанесении фотографий. Она одновременно сочетает в себе высокую скорость, массовость, точность, низкую стоимость и отличное качество. Эта техника подразумевает под собой применение сфокусированного лазерного луча. Он позволяет корректировать мощность лазера, благодаря чему изображению придают различную тональность и рельеф. Помимо этого, полученный рисунок сохраняется на протяжении долгих лет и не деформируется под влиянием воды или влаги.

Различная мощность лазера для гравировки металла позволяет создавать утонченные и сложные узоры, имеющие необходимую глубину. Лазерное гравирование предусматривает снятие наружного слоя металлической поверхности, что важно учитывать в процессе работы. Отдельно выделяется лазерное контурное гравирование, подразумевающее обрисование исключительно контуров. В большинстве случаев эта методика используется для обработки монет, наград и прочих сувениров. Главными преимуществами лазера называют:
- Возможность работать на готовой продукции.
- Неограниченное количество обрабатываемых экземпляров.
- Низкая цена услуги и отличное качество.
- Отсутствие необходимости устанавливать опоры и фундамент.
- Возможность наносить эскизы даже на труднодоступные части изделия.
- Высокая точность, благодаря которой изделия отличаются реализмом и отличной передачей даже небольших узоров.
Цветная гравировка на металле
Перенос изображений разного цвета происходит при помощи стеклографа, изготовленного в виде карандаша или тушью. После гравирования заготовка покрывается бесцветныым лаком, чтобы на долгий срок сохранить полученный эффект в первозданном виде. Для обеспечения чёткости применяются краски на масляной основе, которыми обрабатывается металлическое изделие. Чтобы добиться насыщенного чёрного оттенка, не обязательно прибегать к профессиональному оснащению. С этой целью можно использовать смесь карбоната калия и серы в пропорции 1:2. Эти вещества нагреваются на слабом огне при постоянном перемешивании.После того, как состав заметно почернел, он снимается с огня, а смесь перетирается в ступе. Как делается гравировка на металле в чёрном цвете:
- Смешать состав с водой в пропорции 1:9.
- Опустить нужный предмет в заранее подготовленную ёмкость.
- Нагреть детали до черноты (должен получиться желаемый цветовой оттенок).
Общая технология
Главными техниками гравировки являются ручная и механическая, которая также делится на объёмный и штриховой тип. Так как сделать гравировку на металле с рисунками, имеющими объём, без применения специальных аппаратов невозможно, то обработка поверхности проводится при помощи трёхмерного метода. Штриховая технология используется при выполнении поверхностных действий. Работа осуществляется в несколько последовательных стадий: нанесение линий контурной обработки и снятие штриховыми движениями участка металлической поверхности.
Для дальнейших манипуляций обязательна хорошая заточка штихеля. Чтобы обеспечить высокое качество, рабочий аппарат обтачивается мелкозернистым точильным камнем, а затем протирается кусочком кожи. Работая с маленькими деталями, приготовьте специальную подушку. Изготавливается она следующим способом: сшиваются заготовки одинаковых размеров, полученный чехол набивается песком. В процессе работы при изменении направления узора, подушка вместе с заготовкой разворачивается в необходимую сторону, что обеспечивает удобство нанесения рисунка.

Как гравировать на металле гравёром
Работать с гравёром можно даже в домашних условиях. Рабочее место должно быть просторным и хорошо освещённым. Перед началом работы на поверхность изделия обычным карандашом, маркером или копировальным листом наносится эскиз. После этого по нанесённым линиям вырезаются узоры. При этом важно следить за тем, чтобы фрезы шли в единой направленности. Завершающим этапом является обработка прозрачным закрепляющим лаком или воском.
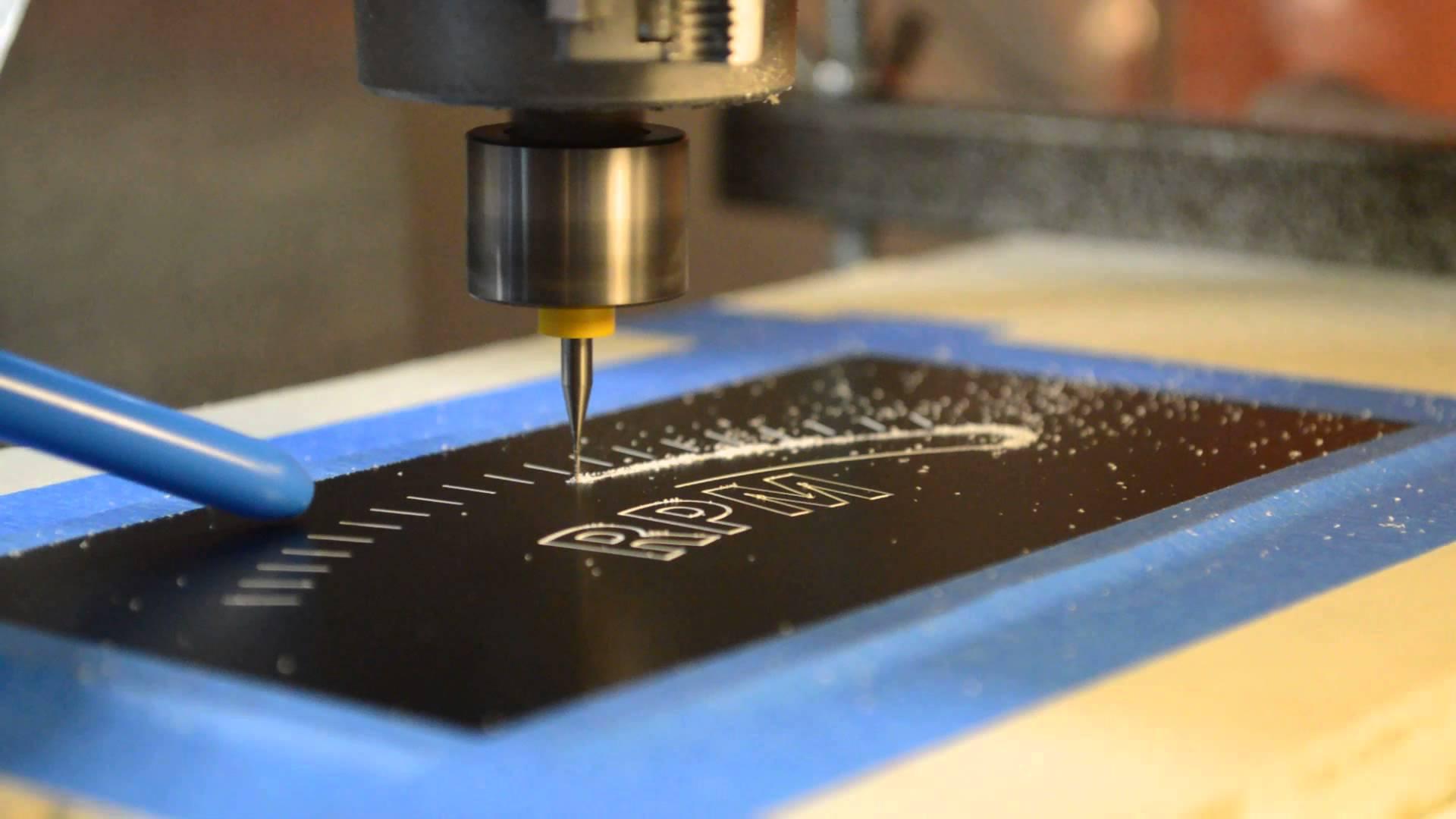
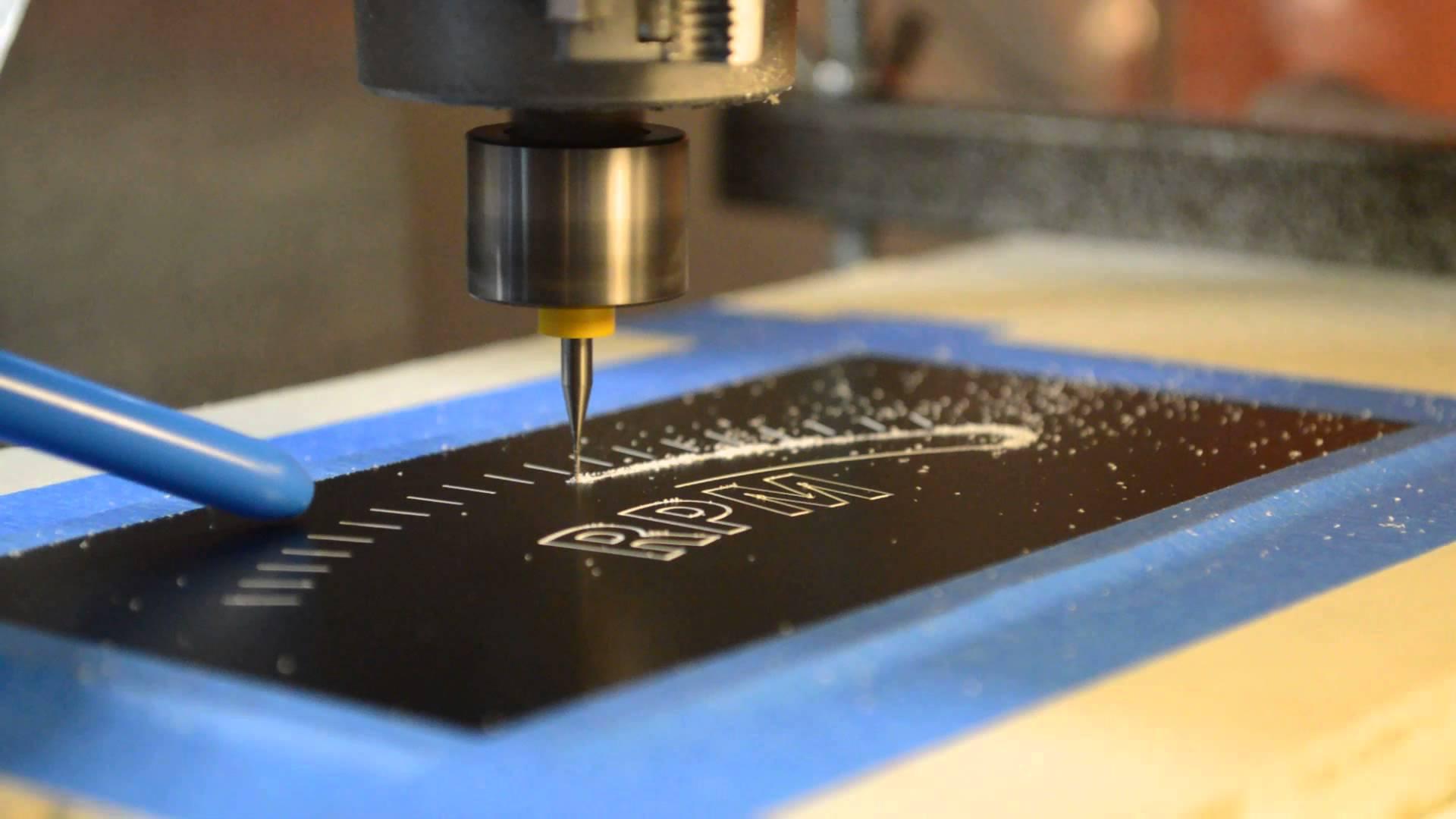
Как делать гравировку на металле на станках с ЧПУ
Фрезерные станки с ЧПУ активно эксплуатируются для создания памятных металлических сувениров. Они дают возможность значительно увеличить производительность и ускорить рабочий процесс. Особой популярностью пользуется нержавеющая сталь, отличающаяся прочностью, эстетичностью, демократичной ценой, устойчивостью к коррозийным изменениям и временному износу. Используемые станки имеют особые крепежные системы для заготовок нестандартных габаритов.
Сегодня гравировка по металлу на станках с ЧПУ пользуется повышенным спросом в ресторанном бизнесе. Наличие логотипа на столовых приборах придает статусность и оставляет приятное впечатление у гостей заведения. Процесс нанесения изображения на фрезерном станке происходит в несколько стадий:
- Подготовка рисунка в специальной программе.
- Составление маршрута прохождения фрезы. На данном этапе нужно уделить особое внимание подбору фрезы и частоте её вращения. Также подбирают участок, на котором будет располагаться эскиз будущей картины или надписи.
- Фиксация заготовки на станке. Если необходимо, сверху наносится специальная смазка, обеспечивающая лучший результат.
- Закрепление фрезы в шпинделе посредством цанги, имеющей нужный диаметр.
- Проверка уровня жидкости в механизме.
- Загрузка программы управления станком и завершение автоматизированной работы.
Существует множество способов нанесения изображений на сувенирную и подарочную продукцию. Однако на протяжении многих лет успехом пользуется гравирование по металлу.

Помимо создания таких шедевров руками мастера, можно воспользоваться высокотехнологичным аппаратами, обеспечивающими высокую точность и отличное качество нанесённого изображения. Они способны создать любые надписи и даже настоящие художественные картины, неподвластные умениям человека. Автоматизированная система самостоятельно устанавливает правильную глубину, а также определяет, какая мощность лазера нужна для гравировки металла и нанесения фото (при лазерной методике).
Чтобы получить оригинальный, качественный рисунок, обращайтесь в компанию «Сармат». Наши специалисты за максимально короткое время создадут для вас уникальное изделие при помощи лазерного гравировального станка в точном соответствии с вашими пожеланиями.
Обработка металла давлением. Все способы и нюансы
Один из технологических способов обработки металла — воздействие на него давлением. Особенность данного процесса — меняется внешний вид продукта и его физические свойства. При воздействии давлением увеличивается производительность.
Разные формы пластической деформации используются на современном производстве, для получения как окончательных деталей, так и исходного материала.
Основы процесса обработки давлением металла
Процедура опирается на физические свойства металла безвозвратно изменять свою форму под давлением внешней нагрузки без разрушения. Это основано на механическом свойстве атомов менять свое стабильное состояние на новое при воздействии сил, которые превышают упругость самого металла.
Обработка проводится горячим и холодным способом. При горячем методе температура заготовки выше, чем показатель рекристаллизации.

При холодном методе давление производится при показателях температуры ниже, чем у рекристаллизации.
Применяется несколько процессов воздействия на металл давлением:
- волочение;
- воздействие прессом;
- ковочный процесс;
- прокатный станок;
- объемный вариант штамповки;
- листовой метод;
- комбинированные методы.
Каждый из них отличается многими нюансами.
Прокатка
Для прокатки используется вращательный инструмент — валка. Заготовка втягивается в зазор между валками и приобретает необходимую форму детали. Прокатка имеет несколько разновидностей:
- Продольная: один из самых распространенных методов прокатки.
- Поперечная: заготовка в таком методе не делает поступательных движений.
- Поперечно-винтовая: средний вариант обработки между двумя методами обработки.
Последняя разновидность чаще применяется для изготовления полых заготовок. Прокатка является одним из наиболее широко применяемых методов создания металлических заготовок давлением. При помощи данного процесса получают: балки, рельсы, листы, прутковый материал, трубы.
На производстве несколько валков, соединенных в станину, получается клеть. Всем известный станок проката — это несколько клетей, которые имеют соединения. На прокатных станах используется, и горячий, и холодный метод обработки металла.

В зависимости от готовой продукции, которую выпускает прокатный стан, их делян на: листопрокатные, трубопрокатные, рельсобалочные, а также специальные.
Такие станки подразделяются на то, сколько валков расположено в нем.
Волочение
В данном метода обработки применяется принудительное пропускание профиля (круглого или фасонного) через фильеру. Ее еще называют волокой. Волока изготавливается из твердых сплавов, а также инструментальной стали и алмазов. Таким образом, изготавливается проволока.
При этом толщина и ширина сечения должны иметь соотношение не больше 20. В таком процессе через несколько фильер протягивается заготовка большого диаметра. Процесс волочения так же разделяется на виды.
- По типу волочения: сухое или мокрое. При мокром волочении используется мыльная эмульсия, а при сухой обработке давлением применяется емкость с мыльным раствором.
- Много- и однониточное волочение. Многониточное волочение допускает протягивание 8 одновременных заготовок.
- По обработке поверхности: чистовое или черновое. Чистовое волочение используется как оканчивающая процедура, а черновой вариант является заготовительным.
- По температурным показателям: холодный и горячий вариант.
- По числу обработки: однократное или многократное. Считается по количеству протягиваний полосы через станок.
При помощи данной технологической процедуры получается проволока до 8 мм в диаметре. Волочение полых конструкций помогает произвести тонкостенные трубы небольшого диаметра.
Прессование
Это процедура выдавливания давлением металла через отверстие матрицы. В качестве стартового материала для прессования используют заготовки, предварительно обработанные на прокатном станке. Детали получаются самого разного сечения. При помощи прессования в промышленных масштабах изготавливают:
- пруты в диаметре 0.5-20 см;
- трубы в диаметре до 80 см и толщина стенок до 8 мм.
Различия прессования только по методу: прямой и обратный.
При такой процедуре используются в качестве необходимого материала алюминий, медь, магний, титановые сплавы. При прямом варианте следует разогреть заготовку и выложить ее в углубление пресса.
На одной из сторон контейнера расположена матрица с отверстием для выхода материала, которое имеет круглое сечение. С противоположного конца расположен пуансон и пресс-шайба. При таком методе к концу прессования в контейнере остаются пресс-остатки. Они не участвуют в процессе обработки давления металлом.
Обратный вариант обработки заготовок. При таком варианте в контейнер входит полый пуансон, оканчивающийся матрицей. Пуансона давит на приготовленный список, а через матричное отверстие выходит металл.
Отходы по умолчанию меньше, чем при прямом варианте обработки — на 10%. Но из-за сложной конструкции станка, этот метод применяется реже, чем прямой.
Технология процесса имеет следующий алгоритм:
- Подготавливают начальный материал в виде слитка или заготовки. Для этого удаляют все дефекты, разрезают на определенные участки.
- Разогрев материал в электрической или плавильной печи.
- Размещение нагретого материала непосредственно в контейнер.
- Вывод материала через матрицу.
- Доработка металла — резка, избавление от дефектов, правка.
При соблюдении технологического процесса можно добиться 80% выхода готовой продукции.
Ковка
Это один из самых древних методов обработки металла. Первые известные человечеству кузнецы работали еще 6 тысяч лет назад. Сейчас ковка применяется на всех видах производства.
По сути, ковка — это обработка материала нагретого до ковочной температуры. Есть и варианты холодной ковки. На данный момент существует 3 вида ковки:
- Свободная, при которой нет ограничения по формам материала. Сюда же относятся и ручные варианты ковки.
- Машинная — используется с массовой, тяжелой промышленности. Масса механизированного молота до 5 тонн.
- Штамповка — используется для массового производства.
Кузнечный очаг на современном производстве имеет несколько вариаций:
- установленное оборудование;
- мобильные варианты;
- закрытое или открытое;
- топливные;
- с электрическим разогревом;
- жидкостные, твердотопливные и газовые;
- по месту подачи воздуха: через боковые сопла или через центральное.
Наиболее распространённые кузнечные операции:
- Осадочные — уменьшает высоту заготовки и увеличивает ее поперечное сечение.
- Неполная осадка, при которой следует сделать утолщение.
- Протяжка — операция по удлинению заготовки.
- Обкатка — придача заготовке форме цилиндра.
- Образование кольцевой заготовки.
- Выработка широкой заготовки при помощи разгонки.
При ковке важно контролировать температуру, которая напрямую устанавливается в зависимости от твердости материала. Мелкие детали производят ручной поковкой, а средние и крупные — машинной.
Объемная штамповка
Под этой процедурой используется пластическая деформация материала по перераспределению материала на первичном продукте. При этом изменяется простая геометрическая конфигурация на более сложный вариант. Рабочий инструмент — штамп, форму которого получает деталь.
Холодная объемная штамповка проводится без разогрева детали. Этим методом выпускаются надежные детали и механизмы, применяемые в ответственных агрегатах. Штамповка осуществляется без рекристаллизации металла и со значительным упрочнением исходного материала. Но есть и недостаток у данного метода: детали изнашиваются на порядок быстрее.

Горячая объемная штамповка производится при температуре +200°С -1300°С. Начальный материал разрезан на отдельные части, которые по размеру равны будущим готовым деталям. По физическим свойствам эта процедура схожа со свободной ковкой. Отличие только в использовании штампов, которые позволяют достичь сложной конфигурации.
При горячем штамповании используется штамп из матрицы и пуансонов. При этом матрицы статичны, а пуансоны — подвижные. Штампы для горячего штампования бывают:
- закрытыми, когда поверхность разъема находится по периметру поковки;
- открытая, когда поверхность располагается под прямым углом к направлению штамповки.
Открытые штампа более просты в обращении, но могут привести к образованию заусениц на детали. Если используется штамп закрытый, то заусениц не будет, но такой станок не обладает универсальностью.
Листовая штамповка
Это вторичный вариант обработки после прокатки. В качестве исходного материала используются листы, полосы, а также ленты. Процесс проходит на кривошипных или гидравлических прессах. Листовая штамповка предусматривает два вида процедур:
При использовании листовой штамповки изготавливаются детали, которые имеют высокую точность. Практически все детали микроэлектроники произведены именно таким методом обработки давлением.
Эта процедура давно автоматизирована и штампует детали на скорости до нескольких сотен в минуту. При этом расход материала очень маленький.
Комбинированные методы
Если комбинировать несколько методов обработки металла давлением, то в конечном результате можно получить конечный продукт, который лучше отвечает всем требованиям, необходимым для его эксплуатации.
Одним из комбинированных методов является применение помимо давления еще и сварки. Это позволяет процесс удешевить и упростить, а в итоге получить деталь с заданными характеристиками.
Важно! При использовании данного метода необходимо помнить, что место сварки (шов) может стать слабой частью конструкции.
При совмещении в одном штамповочном переходе обжима и вытяжки можно без проблем уменьшить диаметр конечного продукта. Можно добиться и смены толщины заготовленного продукта в процессе деформации.

Если комбинировать холодный и горячий метод обработки давлением, то легко добиться более высокой прочности за счет холодной деформации.
При влиянии на металл давления используются технологические процессы, основанные на простых законах физики. При этом значительно повышается производительность, а также конечные качества изготавливаемой детали. Есть несколько видов обработки металла давление.
Прежде всего, методы могут быть горячие и холодные, которые зависят от разницы температур между рекристаллизацией и материалом. Это помогает выпустить самые разные детали, по форме, толщине, прочности и эксплуатационным качествам.
При этом самым первым методом воздействия на металл при помощи давления является обыкновенная ковка, которая появилась вместе с выплавкой металла и позволила людям производить надежные орудия труда.
Обработка металлов давлением
Обработка металлов давлением — технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал.
Содержание
Виды обработки металлов давлением
Процессы обработки металлов давлением по назначению подразделяют на два вида:
- для получения заготовок постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления из них деталей — только обработкой резанием или с использованием предварительного пластического формоизменения, основными разновидностями таких процессов являются прокатка, прессование и волочение;
- для получения деталей или заготовок (полуфабрикатов), имеющих приближённо формы и размеры готовых деталей и требующих обработки резанием лишь для придания им окончательных размеров и получения поверхности заданного качества; основными разновидностями таких процессов являются ковка и штамповка.
Прокатка - процесс пластического деформирования тел, между вращающимися приводными валками.
Прессование заключается в продавливании заготовки, находящейся в замкнутой форме, через отверстие матрицы, причём форма и размеры поперечного сечения выдавленной части заготовки соответствуют форме и размерам отверстия матрицы.
Волочение
Волочение заключается в протягивании заготовки через сужающуюся полость матрицы; площадь поперечного сечения заготовки уменьшается и получает форму поперечного сечения отверстия матрицы.
Ковкой изменяют форму и размеры заготовки путём последовательного воздействия универсальным инструментом (бойками) на отдельные участки нагретой заготовки.
Штамповка
Штамповкой изменяют форму и размеры заготовки с помощью специализированного инструмента — штампа (для каждой детали изготовляют свой штамп), который состоит из матрицы, пуансона и дополнительных частей. Различают объёмную и листовую штамповку. При объёмной штамповке в качестве заготовки используют сортовой металл, разрезаемый на заготовки. На заготовку в процессе объемной штамповки воздействуют специализированным инструментом — пуансоном, при этом металл заполняет полость матрицы, приобретая её форму и размеры.
Листовая штамповка
Листовой штамповкой получают плоские и пространственные полые детали из заготовок, у которых толщина значительно меньше размеров в плане (лист, лента, полоса). Обычно заготовка деформируется с помощью пуансона и матрицы.
Комбинации
Существуют так же процессы, при которых используются комбинации из нескольких методов. Например, метод прокатка-волочение.
Сущность обработки металлов давлением
Обработка металлов давлением основана на их способности в определенных условиях пластически деформироваться в результате воздействия на деформируемое тело (заготовку) внешних сил.
Если при упругих деформациях деформируемое тело полностью восстанавливает исходные форму и размеры после снятия внешних сил, то при пластических деформациях изменение формы и размеров, вызванное действием внешних сил, сохраняется и после прекращения действия этих сил. Упругая деформация характеризуется смещением атомов относительно друг друга на величину, меньшую межатомных расстояний, и после снятия внешних сил атомы возвращаются в исходное положение. При пластических деформациях атомы смещаются относительно друг друга на величины, большие межатомных расстояний, и после снятия внешних сил не возвращаются в свое исходное положение, а занимают новые положения равновесия.
Холодная штамповка как технология известна достаточно давно. Ещё в конце первого тысячелетия древнерусские мастера стали применять метод холодной штамповки для производства металлической посуды. Саму холодную штамповку отличает достаточно высокое качество получаемых изделий, высокая скорость их изготовления, а также низкая цена на само изделие — разумеется, как уже было отмечено, при массовом их производстве. Холодная штамповка заключается в механическом воздействии штампа в процессе прессования листов металла, итогом которого получаются готовые изделия. Таким образом, сам штамп выступает в роли технологической насадки для прессовального механизма, его можно использовать только для одной операции. Кроме того, операции холодной штамповки легко поддаются автоматизации, в том числе могут проводиться с помощью промышленных роботов, что способно сделать производство методом холодной штамповки ещё более выгодным.
Холодная штамповка технологически подразделяется на два основных вида. Первый — это операции разъединительные, в ходе которых над листом металла проводятся операции рубки, резки, изготовления отверстий различной формы. Второй тип операций — формование, или пластическое воздействие, в ходе которых форма самой заготовки — вытяжка, выдавливание, гибка, формовка, чеканка. Иногда операции двух типов объединяют — например, производят одновременно вытяжку и рубку или гибку и обрезку. В таком случае применяются так называемые комбинированные штампы. Для операций холодной штамповки необходимо использовать металлы и сплавы, которые обладают гибкостью, пластичностью, а также дешевизной
Читайте также: