Высадка металла при ковке
Обновлено: 04.10.2024
Высадку конца заготовки также можно проводить другими способами. Кузнец захватывает заготовку клещами посередине и ставит ее на наличник нагретым концом. Затем он поднимает заготовку и, ударяя нагретым концом заготовки о наличник наковальни, высаживает этот конец (рис. 1, в), после чего отделывает его и придает ему требуемую форму.
При большой длине или неудобной форме заготовки ее кладут в горизонтальном положении на наличник наковальни так, чтобы нагретый конец выступал за край наличника, а холодный конец удерживают руками или укладывают на стойку. Затем выполняют высадку нагретого конца заготовки ударами молотка или кувалды по торцу. Конец длинной заготовки можно также высаживать, как показано на. рис. 1, д, ударяя заготовку о наковальню.
Высадкой с формообразующим инструментом получают поковки с головками, требующими правки (рис. 1, е), или с готовыми головками требуемой формы (рис. 1, ж). В качестве формообразующего инструмента используют гвоздильни или формы.
Высадка средней части заготовки выполняется следующим образом. Осаживаемую среднюю часть заготовки нагревают до ковочной температуры. Если нагрелись концы, то их охлаждают, окуная в воду на требуемую длину. Затем заготовку ставят вертикально на наличник наковальни и удерживают ее в этом положении клещами ниже или выше того места, которое будет высаживаться. По торцу верхнего конца наносят удары молотком или кувалдой. Сначала удары должны быть не сильными, а затем как можно сильнее. Удары через холодную часть заготовки передаются средней и она, как наиболее пластичная, деформируется, приобретая бочкообразную форму (рис. 1, з).
Рис. 2. Виды дефектов при осадке
Дефекты при осадке и высадке (рис. 2).
Изгиб (рис. 2, а) получается чаще всего тогда, когда длина осаживаемой части заготовки больше 2,5 ее диаметров или если заготовку при осадке не поворачивали вокруг продольной оси. Он может появиться также при ковке неравномерно прогретой по сечению заготовки и когда ее не правят во время ковки.
Косогранность (рис. 2, б) образуется в результате интенсивной осадки заготовки с высотой более 2,5 диаметра, когда удары наносились не по центру торца заготовки, а заготовка не поворачивалась вокруг продольной оси и не правилась в процессе ковки.
Зажим (рис. 2, в) представляет собой складку на боковой стороне заготовки. Он образуется при продольном изгибе заготовки, когда запаздывают с правкой. Образовавшийся зажим устранить очень трудно, а иногда и невозможно.
Рюмкообразность (рис. 2, г) появляется при неравномерном прогреве осаживаемой части заготовки по длине и сечению и при слабых ударах по торцу заготовки.
Продольные трещины образуются из-за того, что заготовка была неравномерно прогрета по объему или ковалась подстывшей. Трещины являются наиболее опасным дефектом, так как их не всегда можно обнаружить. Поэтому на осадку и высадку должны поступать заготовки, нагретые до ковочной температуры и равномерно прогретые по объему. Нельзя ковать подстывшие заготовки, особенно из легированных сталей.
Операции ковки
Рассмотрим подробно операции ковки, с видео и рисунками.
Возможно, вам понадобятся следующие ссылки:
Введение
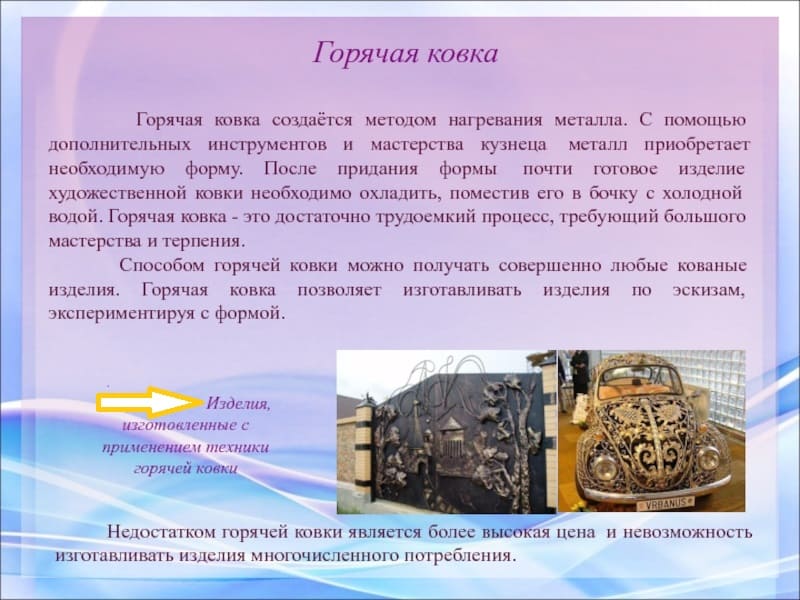
Новшества кузнечного ремесла касаются лишь усовершенствования приемов ковки, основа же остается неизменной вот уже на протяжении сотен лет. Как и раньше технологическая обработка металлов заключается во взаимном скольжении зерен, вследствие чего они вытягиваются, ключевым моментом процесса является направление вытягивания зерен — по течению металла. При этом волокнистость металла обеспечивается вытягиванием неметаллических вкраплений. За счет высокой температуры металл приобретает высокие механические свойства в процессе увеличения размера зерен.
Техника выполнения ковки металла подразумевает его обработку в нагретом состоянии, поскольку высокая температура обеспечивает пластичность, а так и податливость материала. Но холодная обработка металла не исключена, хотя и требует дополнительного оборудования, в то время как для горячей обработки металла основными инструментами являются молот (ручной молоток или механический молот) и наковальня, а для холодной ковки — специальные станки и болгарку.
Видео: как бить молотком
Строгое соблюдение термических условий ковки, позволит упростить работу с металлом и тонко прочувствовать изменения пластичности металла в процессе остывания для придания ему желаемых качеств.
В зависимости от вида стали варьируется продолжительность времени обработки и сложность работы с металлом. Вот, например, высокоуглеродистая сталь требует большего мастерства и затрат времени нежели малоуглеродистая, с которой можно работать дольше без повторного нагрева.
Помимо всего, высокоуглеродистую сталь сложнее ковать из-за особенностей температурного режима при нагревании и последующей работы с металлом.
Протяжка (вытяжка)
Суть операции. Протяжка (Вытяжка) заключается в увеличении длины металлической заготовки методом уменьшения площади поперечного сечения.
Расскажу про вытяжку и покажу на примерах, как это делается.
Видео
Вытяжка может быть направлена на улучшение зернистой структуры металла или для исправления изъянов на внешней части заготовки, а также, когда нужно из заготовки большей толщины сделать заготовку меньшей толщины.
Рисунок: из толстой заготовки делается тоньше.
Например, протяжка арматуры для того, чтобы сделать рукоятки кузнечных клещей.
Вот здесь для примера я взял арматуру на 14 мм, рифленую, чтобы протянуть ее мм до 10 толщиной и сделать гладкой, для будущих клещей.
Специально замерил ее перед протяжкой, длина, как видите, 60 см.
Инструмент, необходимый для выполнения вытяжки на наковальне: кузнечный молоток или ручник (про молотки смотрите подробнее по ссылке). На механическом молоте все конечно, гораздо проще.

Протяжка прутка на механическом молоте
Но мы его не имеем, поэтому говорим про протяжку молотком.
В случае, когда вытяжку выполняет кузнец вместе с молотобойцем, то молоток со скругленным клиновидным бойком – подходящий вариант для увеличения длины заготовки. Процесс происходит таким образом, что после удара кувалдой по задку молотка, кузнец сдвигает молот вдоль заготовки. Длина заготовки увеличивается за счет поперечных углублений, которые образуются в процессе вытяжки, чем их больше и чем сильнее удары кувалды, тем длиннее становится заготовка.
Потом эта заготовка разравнивается с помощью такого вот инструмента, как гладилка.

В случае, когда нужна очень большая разница между размером поперечного сечения исходной заготовки и требуемой поковки, используется вытяжка с переходами. Рассмотрим на примере необходимости перековать круглого сечения толстую заготовку в тонкий прут круглого сечения.
Не делают из толстой вот такой заготовки, вот такую тонкую сразу.
Вот, как на рисунке — из круглого сечения делается квадрат, из квадрата — восьмигранник, из восьмигранника — снова круглый пруток, только уже тоньше.
Напишите мне, пожалуйста, комментарий со своим мнением о том, что смотрите. Вопросы и советы пишите в комментариях, пожалуйста.
Изменение формы заготовки необходимо провести в несколько подходов, которые базируются на проведении вытяжки метала с последующим изменением формы его поперечного сечения.
Для придания необходимой формы заготовке, её следует кантовать во время вытяжки. Процедура кантования заключается в повороте заготовки на 30°, 45° и 90° вокруг продольной оси.
Для того, чтобы получить промежуточное изделие с восьмигранным сечением, необходимо, после проведения нескольких вытяжек, разместить заготовку так, чтобы она лежала одним ребром на наковальне. После того, как ударите по противоположному ребру молотком, стоит проковать по длине изделия и повторять процедуру до получения восьмигранной заготовки. Незаменимыми помощниками для придания правильной формы заготовки станут раскатки и обжимки, а также другие инструменты для придания цилиндрической формы.
Оттяжка
Оттяжка — это разновидность протяжки (вытяжки), когда заготовка оттягивается только на конце и создается утоньшение. Например, так можно заточить гвоздь или строительную скобу.
Это лишь одна операция ковки, с ее помощью мало что можно сделать, разве что сделать толстую заготовку тоньше (протяжка) или заточить пику (оттяжка), подписывайтесь на канал, т. к. дальше будут ролики про то, как это можно на практике применить на конкретных простых изделиях, и включайте колокольчик.
Давайте я покажу небольшую оттяжку, это я начну уже делать практичное кованое изделие, очень простое. Крючок для одежды, ключей или чего-либо еще.
Он будет очень простой, сложные буду делать в дальнейших роликах, тут я хочу показать простейшие операции в действии.
Вот так делаем оттяжку кончика куска прутка, потом будут применяться еще операции разгонка и гибка, и получится вот такой простой крючок. Простой, но сделанный своими руками и это ручная работа, ручная горячая ковка.
Разгонка и раскатка
Разгонка
Суть операции разгонка заключается в увеличении площади металлической заготовки методом уменьшения высоты или толщины поперечного сечения.
Раскатка увеличивает диаметр кольца или трубы за счет утоньшения путем вытяжки стенок.
Расскажу про разгонку и раскатку и покажу на примерах, как это делается.
Инструмент, необходимый для выполнения разгонки на наковальне: кузнечный молоток или ручник (про молотки смотрите подробнее по ссылке выше).
Ну конечно еще надо наковальню и клещи. Как я сделал наковальни своими руками и как можно сделать быстро клещи из старых строительных или даже из плоскогубцев смотрите на моем канале, ссылка.
Предыдущий урок ковки был про протяжку (вытяжку) и оттяжку, см. по ссылке.
Можно также использовать раскатки — дополнительные инструменты и приспособления, о них сейчас тоже расскажу.
Если сказать простым языком — сделать разгонку — расплющить. В принципе, это все. Но для тех, кому интересны подробности, расскажу подробнее.
В ситуации, когда кузнец планирует пластину из заготовки с большим сечением, он выполняет разгонку заготовки по направлению от средней линии к краям. С помощью последовательных ударов молотком формируется ребристая поверхность с желаемыми параметрами ширины и толщины. Таким образом происходит вытяжка площади заготовки посредством увеличения её высоты. В завершение разгонки изделие обрабатывают гладилками.
Покажу на рисунках.
Отличие раскатки от протяжки.
Например, разгонка кончиков прутков для изготовления крючков для одежды, ключей и т.п. Ролики про ковку крючков будут на канале в большом количестве, т. к. я люблю делать именно практичные вещи, имеющие функциональную ценность и считаю, что крючки это одни из самых простых изделий, чтобы учиться ковке, подпишитесь, чтобы не пропустить, только если вам это интересно.
Разгонка на примере багра представлена в данном видео.
Разгонка на примере ложки для обуви здесь.
Раскатки (инструмент)
Про инструмент раскатки (не путать с операцией раскатки).
Суть его применения в том, что он усиливает течение металла в стороны в отличие от бойка молотка. По идее, делая раскатку полукруглым концом молотка мы применяли принцип раскатки.
Раскатка может быть верхняя и нижняя.
Верхняя может выглядеть примерно так.
Нижняя, или нижник, как кузнецы говорят, может выглядеть как-нибудь так.
У меня есть старый ролик, где я экспериментировал с раскатками, см. по ссылке.
Ну и вот здесь показал на примере, как можно разгонять металл на нижнике-раскатке.
Раскатка (операция)
С помощью раскатки увеличивают диаметр кольцевой заготовки за счет использования приема вытяжки стенок полосы, конечной целью которого есть изготовление высокопрочных бесшовных колец.
Это лишь одна операция ковки, с помощью её лишь одной немного что можно сделать, разве что ложку для обуви, подписывайтесь на канал, т. к. дальше будут ролики про то, как это можно на практике применить на конкретных простых изделиях, и включайте колокольчик.
Давайте я покажу разгонку на крючке, который мы уже видели, когда был мой урок ковки про оттяжку (если не смотрели, ссылка), это я сделал практичное кованое изделие, очень простое.
Крючок для одежды, ключей или чего-либо еще. Он будет очень простой, сложные буду делать в дальнейших роликах, тут я хочу показать простейшие операции в действии.
Вот, после того, как была сделана оттяжка кончика крючка, следующим этапом была сделана разгонка на противоположном конце прутка, чтобы впоследствии на этой части изделия просверлить отверстие для крепления его к стене.
Вот так сначала сделали оттяжку кончика куска прутка, потом была проведена операция разгонка (тема этого моего урока ковки) и гибка (о ней будет дальше), и получится вот такой простой крючок. Простой, но сделанный своими руками и это ручная работа, ручная горячая ковка.
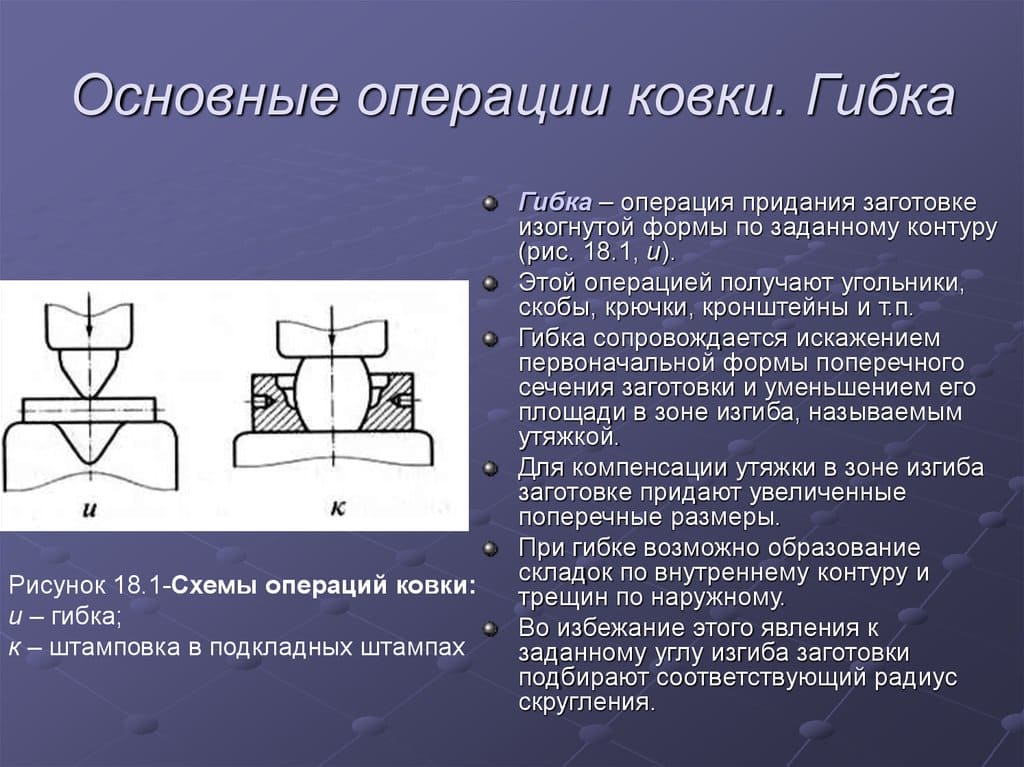
Гибка
Гибка заготовок представляет из себя процесс, в котором происходит деформация заготовок по намеченному контуру.
Гибка заготовок представляет из себя процесс, в котором происходит деформация заготовок по намеченному контуру, причем внешние части заготовки растягиваются, а внутренние части — сжимаются. При этом происходит уменьшение площади поперечного сечения на определенное значение, которое называется «утяжина».
Если вы занимаетесь гибкой плоских заготовок, то изменения площади поперечного сечения будет незаметным. При гибке объемных заготовок, наоборот, происходит большая деформация форм и площади поперечного сечения, возможно появления трещин. Процесс гибки осуществляется на наковальне в холодном и горячем состоянии, используют специальные оправки, кондукторы, приспособления, станки и тиски. Плоские заготовки из пластичной стали гнут в холодном состоянии.
Выделяют несколько основных приемов кузнечной гибки, которые зависят от поперечного сечения заготовки.
Основные приемы кузнечной гибки
Для тонких металлических полос и листового металла используют подкладные инструменты, которые формируют угол и характер гибки. Металлическую полоску необходимо положить на нижник и несколькими точными ударами нужного конца молотка отковать.
Для гибки круглых или квадратного, прямоугольного сечения прутков используют специальную гибочную плиту или делают ее в вилке. Процесс гибки в вилке имеет такую последовательность: берут один конец круглого прутка и зажимают клещами в вилке, а второй конец прутка сгибают с помощью молотка до необходимого угла. Этот процесс гибки менее удобный по сравнению с процессом гибки на плите.
Гибка на гибочной плите происходит так: круглый пруток фиксируется в нужном положении при помощи штырей-держателей, а сгибается при помощи специального рычага.
Также часто гибка в вилке-нижнике делается ручной вилкой. Заметьте разницу — если гнуть заготовку без ручной вилки, то она гнется по всей длине, а если использовать вилку (мартышку), то гибка уже идет более точная, локальная.
Гибка под прямым углом делается на наковальне. Для этого нужно заготовку положить на лицо так, чтобы на ребро наковальни легла вершина угла заготовки. Потом ее нужно прижать. При помощи ручника выполняют сгибание выступающего конца заготовки вниз. Удары нужно осуществлять ближе к ребру наковальни, а не к концу заготовки. Удобнее всего гибку делать в разогретом состоянии.
Для того, чтобы изогнуть пруток в нескольких местах, которые расположены рядом друг с другом, чаще всего применяют оправку с нужной конфигурацией. Оправку можно сделать самому.
Гибка по дуге выполняется на роге наковальни, также возможно использование шперака или подкладочного инструмента. Красивую и сложную гибку получают на гибочной плите и с помощью специальной оправки. В случае, когда существует необходимость в большом количестве элементов с одинаковой конфигурацией рациональнее использовать шаблон. Шаблон представляет из себя доску, в которой находятся штыри-держатели или толстую металлическую полосу, которая имеет соответствующий изгиб.
Гибку завитков делают на коническом роге наковальни или на оправке, форма которой напоминает некоторым перевернутый сапог.
Гибка по спирали делается на специальной оправке. которая имеет конусообразную форму или в тисках.
Если нужно выполнить гибку и получить объемную спираль, необходимо хвостик конической оправы и конец нагретого прутка зафиксировать в тисках. При этом витки на оправке нужно уложить как можно плотнее друг к другу. Длинна конца прутка не имеет значения.
При гибке плоской спирали необходимо изогнуть разогретый конец прутка под прямым углом и зажать в тиски. После этого начинается процесс сгибания прутка до появление спирали. Гнуть по направлению к себе.
Спирали из тонкого прутка и толстой проволоки гнутся в тисках в холодном состоянии.
При изготовлении кованных «шишек» используется прием гибки по спирали. Для этого нужно на двух концах прутка свернуть плоские спирали, которые после нагревания будут выколачиваться на конической оправе. В основании необходимо совместить эти спирали. Или можно сначала совместить плоские спирали, а потом разогреть заготовку и при помощи оправок, отвертки и молотка превратить плоскую заготовку в объемную «шишку» , используя способ растяжки.
Осадка и высадка
Обработка металлов методом ковки: назначение и технологии
Технологии пластического деформирования металлов и сплавов в горячем состоянии являются прогрессивным методом металлообработки, поскольку позволяют существенно повысить коэффициент использования металла и отформовать исходную заготовку быстрее любого процесса механической обработки на металлорежущих станках. Ковка – один из старейших способов, который и сейчас находит применение, особенно в условиях единичного выпуска продукции.
Суть и назначение ковки
Под собирательным термином «ковка» подразумевают совокупность процессов горячей пластической обработки, при которых формоизменение металла происходит непрофилированным инструментом, а материал получает возможность свободного течения во всех направлениях, кроме того, в котором прикладывается деформирующее усилие.
Исходным металлом для ковки являются слитки, болванки или прутковые профили. Ковка литых заготовок и болванок распространена в крупном металлоёмком машиностроении, а мелкие ковочные мастерские предпочитают ковать металл в форме прутков.
Последовательность переходов ковки заключается в следующем. Исходный металл, который поступает на участок из литейного цеха или со склада проходит очистку от прокатной окалины или ржавчины, после чего режется/рубится на мерные заготовки, передаётся на кузнечный участок, где и деформируется специализированным оборудованием – в основном, ковочными прессами или молотами. Затем заготовка проходит очистку и, при необходимости, термическую обработку. После этого полуфабрикат может быть отправлен на штамповочный или станочный участок, где с ним будут выполняться завершающие (отделочные) операции.
Таким образом, ковка редко когда является переходом, в результате которого получается изделие конечной формы и размеров.
Разделка слитков является первичной операцией ковки, которая проводится на пилах или – реже – на ковочных молотах с применением кузнечных топоров – инструмента, имеющего острую кромку. Ещё реже, при обработке особо крупноразмерных заготовок, используют ломку на холодноломах.
Для резки прутков используются пресс-ножницы. Резка на ножницах является наиболее дешёвой, производительной и распространённой операцией, которая обеспечивает повышенную точность и производительность разделки. В условиях мелкосерийного и единичного производства стараются выбирать пруток с размерами, максимально приближёнными к размерам поковки, поэтому иногда обходятся без разделочного оборудования.

В технологии машинной ковки различают подготовительные и завершающие операции. К первым, кроме рубки, относят осадку, гибку, скручивание, оттяжку, выкручивание и другие операции, которые выполняются с использованием плоских бойков. На завершающих переходах ковка металла заключается в применении подкладного формоизменяющего инструмента, при помощи которого выполняются переходы пережима и протяжки. После этих переходов заготовка приобретает примерную форму поковки по длине и размерам поперечного сечения.
Разновидности ковки
Классификация процессов ковки металла может быть произведена по следующим параметрам:
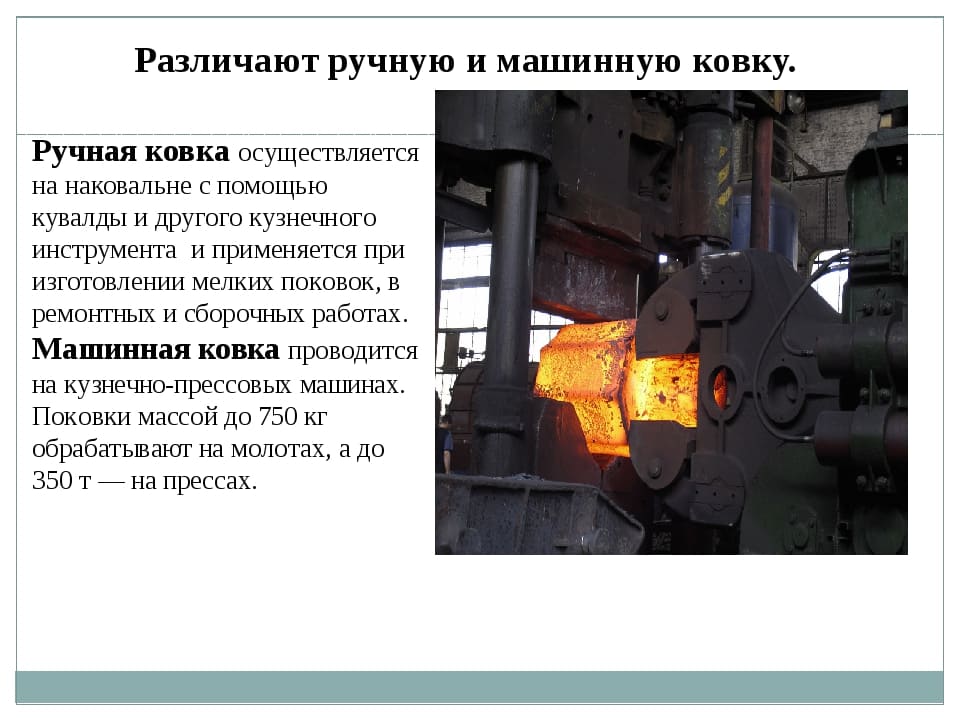
- По виду применяемого оборудования – ручная или на приводных ковочных машинах;
- По температуре обрабатываемого металла – горячая, полугорячая или холодная;
- По материалам – ковка стали или цветных металлов/сплавов.
Выбор технологии определяется размерами готовой поковки, серийностью производства и точностью размеров готовой продукции.
Горячая
Поскольку в нагретом состоянии металл обладает наилучшей пластичностью, то горячая ковка – преобладающий вид рассматриваемого процесса. Выбор ковочной температуры зависит от марки металла. Например, для обычных углеродистых сталей исходным пунктом выбора всегда является диаграмма «железо-углерод». Для доэвтектоидных сталей температура нагрева металла выше, чем для заэвтектоидных, причём с уменьшением количества углерода температура начала ковки выше.
Средний диапазон ковочных температур – от 1200 0 С до 800 0 С, однако мастера кузнечного дела никогда не оперируют понятием «температура нагрева», а вместо него используют два показателя – температура начала и конца ковки. Дело в том, что при выгрузке из печи металл начинает остывать; в зависимости от поперечного сечения болванки или слитка падение температуры может составлять до 100 0 С/10 мм поперечного сечения, поэтому металл нагревают до температур, которые примерно на 30 0 С превышают верхнюю границу ковки.
Конец ковки обычно соответствует условиям образования крупных зёрен в структуре, когда сопротивление металла пластическому деформированию резко возрастает (особенно – для сталей с повышенным содержанием углерода). Это приводит к возрастанию потребного деформирующего усилия и снижает стойкость инструмента.
Ручная
Используется в мелких ремонтных мастерских, а также на предприятиях, которые занимаются технологическими процессами художественной ковки. Здесь процессы металлообработки максимально приближены к условиям работы кузнецов прошлого: для нагрева исходного металла используются открытые печи – горны, в качестве рабочего инструмента применяют ручной молот и наковальню, а для подачи воздуха – кузечные меха с механизированным приводом.
Специфической операцией ручной ковки является кузнечная сварка встык нескольких фрагментов исходной заготовки, при которой обжим соединяемых участков происходит за счёт комбинированного термо-силового воздействия на металл. Поскольку термические напряжения, присущие традиционным видам сварки, здесь отсутствуют, то работоспособность и долговечность сваренного стыка заметно выше.
Холодная
Процесс ковки металла, при котором температура исходной заготовки составляет не более 25 % от температуры плавления металла, из которого она изготовлена, называют холодной ковкой. Не слудет путать понятие холодной ковки с понятием ковки металла при комнатной температуре: например, пластическая обработка свинца в большинстве случаев будет отвечать условиям горячей ковки, а деформирование вольфрама при температуре 650…700 0 С – условиям холодной деформации.
Холодная ковка распространена в небольших мастерских, которые занимаются изготовлением малых форм из металла – статуэток, навесов, перил, баллюстрад и т.п. Исходным видом металлопроката служит здесь профилированный металл – прутки, полосы, а преобладающим видом пластического деформирования – гибка, скручивание, чеканка. Холодной ковке подвергают преимущественно цветной металлопрокат, окалинообразование на поверхности которого практически отсутствует.
Оборудование и инструменты
Самыми распространёнными видами кузнечного оборудования в условиях промышленного производства являются паровоздушные (или пневматические) кузнечные молоты и прессы. Первые деформируют энергией удара, вторые прикладываемым усилием. Поскольку запасаемая мощность единичного удара молота сильно зависит от массы его падающих частей, то ради повышения производительности практикуют несколько ударов подвижной части молота – бабы по проковываемому металлу. Масса падающих частей ковочного молота обычно не превышает 25 тонн; при необходимости развить повышенную энергию пластической деформации применяют гидравлические ковочные прессы, номинальное усилие которых достигает 150…200 тыс. тонн.
Значительно реже используют специализированное кузнечное оборудование, например, выкрутные или горизонтально-ковочные машины.
Для перемещения крупных поковок во время обработки применяются ковочные манипуляторы рельсового или безрельсового типов. Перемещение поковок, средних по своим размерам, ведут при помощи кантователей.
Ассортимент ковочного инструмента представлен ковочными топорами, протяжками, накладками и прошивками. Инструмент размещается на заготовке сверху, после чего приводится в движение баба молота или ползун пресса, выполняя формоизменение.
Приемы обработки металла (кузнечные операции)
Технология ковки включает в себя ряд основных переходов, выбор которых определяется конечной формой поковки и возможностями формоизменяющего оборудования
Осадка
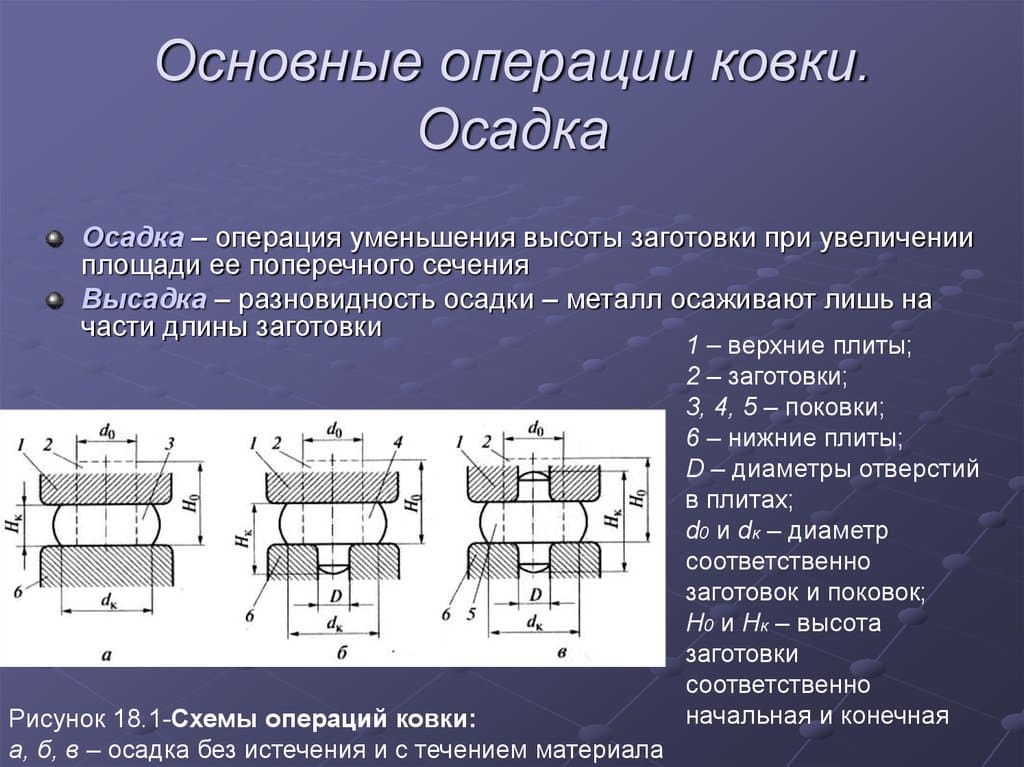
Заключается в увеличении поперечного сечения поковки за счёт уменьшения её высоты. Подразделяется на свободную и закрытую. Свободная осадка практически всегда является первичной операцией ковки, позволяющей предварительно перераспределить металл по длине поковки.
Высадка
Представляет собой осадку части заготовки, при этом основная её часть помещается вне зоны действия бойка молота или ползуна пресса. Высадкой получают поковки со значительным перераспределением металла вдоль оси.
Протяжка (вытяжка)
Операция, которая используется для существенного удлинения поковки. Выполняется всегда за несколько ударов бойка или нажатий ползуна с соответствующим перемещением заготовки по плите оборудования. Протяжку особо крупных заготовок часто ведут с нескольких последовательных нагревов в печи.
Раскатка и протяжка с обкаткой
Так называется операция, при выполнении которой одновременно производят нажатие на заготовку бойком или ползуном при одновременном повороте полуфабриката на специальной оправке. Используется при пластическом деформировании трубчатых или кольцеобразных заготовок.
Прошивка
Операция предназначена для получения в поковке сквозных или глухих отверстий. Выполняется при помощи прошивня, силовое воздействие на который оказывает боёк молота или ползун пресса.
Рубка
Первичная операция ковки, которая заключается в отделении заготовок от первичного прокатного профиля или разделении нескольких однотипных поковок друг от друга. Выполняется при помощи кузнечных топоров.
Гибка
Переход состоит в изменении направления отдельных частей заготовки. Для объёмного металлопроката используется редко, зато незаменима при холодной ковке листовых изделий.
Закручивание
Используется при ковке небольших художественных элементов, которые часто используются в конструкциях ворот, навесов, спиралей и других кузнечной продукции. Заключается в относительном повороте некоторых частей поковки друг относительно друга при одновременном удлинении проката.
Осадка является основной кузнечной операцией, при выполнении которой уменьшают высоту (длину) всей заготовки за счет увеличения площади поперечного сечения (рис. 7.6).
Ее выполняют так же, как и высадку, с целью увеличения диаметра или поперечного сечения исходной заготовки при отсутствии заготовки требуемого сечения, подготовки заготовки для последующей прошивки, выравнивания торцевых поверхностей заготовки, образования головок и фланцев, увеличения степени укова и проч-

ности поковки, а также получения нужной ориентации волокон металла.
Перед выполнением операции осадки заготовку нагревают до максимально допустимой температуры начала ковки для данной стали (см. табл. 5.1). Нагретую заготовку устанавливают вертикально на наковальню и, поддерживая клещами за середину, наносят по верхнему торцу несколько слабых ударов кувалдой, чтобы обеспечить ее устойчивость. Затем силу ударов увеличивают и после каждого удара заготовку клещами поворачивают вокруг вертикальной оси на некоторый угол, что обеспечивает равномерность ее осадки. С каждым ударом высота •заготовки уменьшается, а сечение ее увеличивается и она приобретает бочкообразную форму (рис. 7.6, а). Если
бочкообразность не допускается, то в конце осадки п ковку правят. Следует иметь в виду, что в соответстви с законом наименьшего сопротивления заготовки с ква дратными, прямоугольными и другими поперечными сече» ниями при осадке также будут приобретать круглую форму сечения (см. рис. 5.1). у
Для успешного проведения осадки высота заготовки не должна превышать 2 . 2,5 ее диаметра или длины меньшей стороны поперечного сечения. В процессе осадки необходимо следить за тем, чтобы заготовка не изгибалась и не перекашивалась.
Высадка. При выполнении этой операции уменьшается высота части заготовки у концов или в ее середине с соответствующим увеличением площади поперечного сечения. к
Высадка конца заготовки применяется для получения деталей типа стержней с головками (болты Пальцы и т. п.). Высадку конца заготовки выполняют без формообразующего инструмента или с формообразующим инструментом. В любом случае у заготовки нагревают на требуемую длину только конец ее, который будет подвергаться высадке. Если нагрелась большая часть заготовки, чем требуется для высадки, то участок который не подвергается высадке, охлаждают.
Высадка конца заготовки без формообразующего инструмента выполняется, как показано на рис. 7.6, б.
Высадку конца заготовки также можно проводить Другими способами. Кузнец захватывает заготовку клещами посередине и ставит ее на наличник нагретым концом. Затем он поднимает заготовку и, ударяя нагретым концом заготовки о наличник наковальни, высаживает этот конец (рис. 7.6, в), после чего отделывает его и придает ему требуемую форму.
При большой длине или неудобной форме заготовки ее кладут в горизонтальном положении на наличник наковальни так, чтобы нагретый конец выступал за край наличника, а холодный конец удерживают руками или укладывают на стойку (см. рис. 4.5, а). Затем выполняют высадку нагретого конца заготовки ударами молотка или кувалды по торцу (см. рис. 7.9, г). Конец длинной заготовки можно также высаживать, как показано на рис. 7.6, д, ударяя заготовку о наковальню.

Рис. 7.7. Виды дефектов при осадке
Высадкой с формообразующим инструментом получают поковки с головками, требующими правки (рис. 7.6, е), или с готовыми головками требуемой формы (рис. 7.6, ж).
Высадка средней части заготовки выполняется следующим образом. Осаживаемую среднюю часть заготовки нагревают до ковочной температуры. Если нагрелись концы, то их охлаждают, окуная в воду на требуемую длину. Затем заготовку ставят вертикально на наличник наковальни и удерживают ее в этом положении клещами ниже или выше того места, которое будет высаживаться. По торцу верхнего конца наносят удары молотком или кувалдой. Сначала удары должны быть не сильными, а затем как можно сильнее. Удары через холодную часть заготовки передаются средней и она, как наиболее пластичная, д«[юрмируется, приобретая бочкообразную форму (рис. 7.6, з).
Дефекты при осадке и высадке (рис. 7.7). Изгиб (рис. 7.7, а) получается чаще всего тогда, когда длина осаживаемой части заготовки больше 2,5 ее диаметров или если заготовку при осадке не поворачивали вокруг продольной оси. Он может появиться также при ковке неравномерно прогретой по сечению заготовки и когда ее не правят во время ковки.
Косогранность (рис. 7.7, б) образуется в результате интенсивной осадки заготовки с высотой более диаметра, когда удары наносились не по центру торца заготовки, а Заготовка не поворачивалась вокруг продольной оси и не правилась в процессе ковки.
Зажим (рис. 7.7, е) представляет собой складку на боковой стороне заготовки. Он образуется при продольном
изгибе заготовки, когда запаздывают с правкой. Обра* зовавшийся зажим устранить очень трудно, а иногда и невозможно.
Рюмкообразность (рис. 7.7, г) появляется при неравномерном прогреве осаживаемой части заготовки по длине и сечению и при слабых ударах по торцу заготовки.
Продольные трещины образуются из-за того, что заготовка была неравномерно прогрета по объему или ковалась подстывшей. Трещины являются наиболее опасным дефектом, так как их не всегда можно обнаружить. Поэтому на осадку и высаДку должны поступать заготовки, нагретые до ковочной температуры и равномерно прогретые по объему. Нельзя ковать подстывшие заготовки, особенно из легированных сталей.
Читайте также: