Зависимость скорости плавления металла от полярности тока электрической дуги
Обновлено: 15.05.2024
Сварочная дуга. Источником тепла при дуговой сварке является сварочная дуга — устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, используемых при сварке, и характеризуемый высокой плотностью токов и высокой температурой.
Тепло, выделяемое в дуге, расходуется на нагрев газа, создание светового потока и непосредственно на сварку. Температура дуги—неравномерная, наиболее высокая в центре газового столба—около 6000° С (рис. 7.1).
Основной характеристикой сварочной дуги как источника энергии является эффективная тепловая мощность qэ — это количество теплоты, введенное в металл в процессе сварки в единицу времени и затраченное на его нагрев. Эффективная тепловая мощность является частью полной тепловой мощности дуги q,так как при любом виде сварки наблюдаются непроизводительные расходы теплоты дуги на излучение, теплоотвод в металл и пр. Отношение эффективной тепловой мощности к полной тепловой мощности называют эффективным коэффициентом полезного действия процесса нагрева:
Для различных видов сварки значение ηэ может меняться в довольно широких пределах от 0,3 до 0,95, например, коэффициент полезного действии процесса нагрева открытой дуги, возбуждаемой угольным электродом— 0,5 — 0,65; сварка штучными электродами с покрытием — 0,7 — 0,85; дуга в аргоне — 0,5 — 0,6; сварка под флюсом — 0,85 — 0,93.
Количество теплоты, вводимое в металл в процессе горения дуги, отнесенное к единице длины шва получило название погонной энергии сварки. Погонная энергия равна отношению эффективной мощности дуги к скорости перемещения дуги υсв.
При восстановлении деталей используют три вида сварочных дуг (рис. 7,2). Они отличаются количеством электродов и способом их включения и свариваемого металла в электрическую цепь, Когда дуга горит между электродом и изделием, ее называют дугой прямого действия. Когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь, ее называют дугой косвенного действия. Трехфазная дуга возбуждается между двумя электродами, а также между каждым электродом и основным металлом.
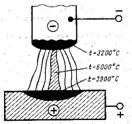
Рис. 7.1, Распределение температуры t в сварочной дуге
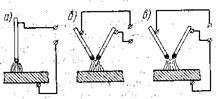
Рис. 7.2. Виды сварочных дуг:
а —- прямого действия; б — косвенного действия; в —комбинированного действия (трехфазная)
По роду тока различают электрические дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности. При горении электрической дуги постоянного тока наибольшее количество тепла выделяется на положительном полюсе. Это объясняется тем, что поток электронов в дуге испускается отрицательным полюсом — катодом. Электроны как бы бомбардируют положительный полюс (анод), вследствие чего он разогревается сильнее, чем катод. При сварке для плавления свариваемого металла необходимо затратить больше тепла, чем для расплавления самого электрода. Поэтому обычно отрицательный полюс сварочной цепи присоединяют к электроду, а положительный – к свариваемому металлу. Такое присоединение называется прямой полярностью. Если же отрицательный полюс источника питания присоединен к свариваемому металлу, а положительный — к электроду, то такая полярность называется обратной, Она применяется реже и только в тех случаях, когда необходимо получить меньший нагрев детали. Например, обратная полярность применяется при сварке тонколистовых изделий для предотвращения сквозного проплавления, сварке легированных сталей, которые очень чувствительны к перегреву и в прочих случаях.
При питании дуги переменным током полярность тока многократно изменяется соответственно числу периодов, т. е. 50 раз в секунду. Поэтому в сварочной дуге переменного тока поток электронов также будет менять свое направление, бомбардируя попеременно то свариваемый металл, то коней электрода. В результате этого тепло между электродом и свариваемым металлом будет распределяться равномерно.
Более экономичны источники питания переменным током. Так, при ручной сварке на переменном токе расход электроэнергии составляет 3 — 4 кВт-ч на 1 кг наплавленного металла, а при сварке на постоянном токе 6 — 8 кВт-ч. Однако при постоянном токе электрическая дуга получается более стабильной и устойчивой.
В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися (металлическими)электродами.
Влияние кислорода, азота, водорода, серы и фосфора на свойства металла шва. При сварке плавлением происходит взаимодействие между жидким и твердым металлами, газами и жидким шлаком, образующимся при расплавлении шлакообразующих веществ, входящих в состав электродных покрытий или флюса.
Основными реакциями, происходящими в зоне сварки, являются реакции окисления и раскисления металла. Характерные условия металлургических реакций при сварке, как и при кристаллизации — высокая температура нагрева, относительно малый объем расплавленного металла, кратковременность процесса.
Средняя температура капель электродного металла, поступающих в ванну, увеличивается с увеличением плотности тока и составляет при сварке 2200 — 2700° С, т. е. характеризуется значительным перегревом. Температура сварочной ванны при дуговой сварке также характеризуется значительным превышением над точкой плавления, перегрев составляет 100 — 500° С. Высокая температура способствует высокой скорости протекания реакций, однако из-за больших скоростей охлаждения реакции при сварке не успевают завершиться полностью.
Основными реакциями, происходящими в зоне сварки, являются реакции окисления и раскисления металла. Кислород в атомарном состоянии образует с железом закись (FеО), окись (Fе2О3), а также закись-окись (Fе3О4). В жидком металле растворяется только закись железа. Остальные окислы находятся в виде шлаковых включений и всплывают на поверхности сварочной ванны.
Кислород реагирует с металлом по реакции
где т и п — численные коэффициенты формулы химических реакций; Ме — масса элемента металла; О2 — масса кислорода.
Химические реакции протекают до состояния равновесия между исходными веществами и продуктами реакции. О состоянии равновесия можно судить по константе равновесия &.
Из закона действующих масс известно, что
где МemО — соответственно содержание вмассе элемента Ме и кислорода в зоне реакции, %. Реакция окисления будет происходить тем интенсивнее, чем больше произведение концентраций, вступающих в реакцию веществ (в данной формуле значение числителя), по сравнению с равновесной. Если константа будет меньше равновесной, идет реакция восстановления металла из его окисла. Константа равновесия, выраженная через парциальное давление пара веществ, вступающих в реакцию,
где рМе — парциальное давление веществ, вступающих в реакцию.
Наиболее сильным раскислителем является кремний и марганец. При окислении они дают соответственно окись кремния SiO2 и закись марганца МnО. Активным раскислителем является углерод. При сварочных температурах углерод образует окись СО. Кислород попадает в металл шва в основном из воздуха при некачественной защите шва, из ржавчины и окалины при недостаточной зачистке свариваемой поверхности или же из влаги при сварке сырыми электродами. Сильными раскислителями являются также титан, углерод и алюминий.
Окружающий воздух является источником попадания в наплавленный металл азота. При сварочных температурах азот, переходя в атомарное состояние, хорошо растворяется в жидком металле сварочной ванны. Азот при охлаждении выделяется из раствора и при взаимодействии с металлами образует нитриды: Fe2N, МnN, SiN и др., которые значительно снижают пластичность металла. Водород попадает в наплавленный металл из влаги, содержащейся в электродном покрытии, или из ржавчины на свариваемой поверхности, а также из флюса.
При кристаллизации металла шва водород, не успевая выделиться из металла, образует поры и мелкие трещины, а также "флокены" — дефект в виде светлого пятна, видимый на поверхности излома.
Очень вредными примесями в наплавленном металле являются сера и фосфор. Сера образует сернистое железо FeS с низкой температурой плавления, равной 1193° С. При кристаллизации стали сернистое железо, оставаясь в расплавленном состоянии, распределяется между кристаллами, вызывая появление трещин. Фосфор, присутствуя в наплавленном металле в виде фосфидов железа Fe3S и Fe2S, резко снижает пластичность металла:
Кристаллизация металла шва. При охлаждении и затвердевании жидкого металла шва происходит его кристаллизация, т. е. образование кристаллитов из жидкой фазы. Кристаллиты представляют собой кристаллы неправильной формы. Процесс образования кристаллитов из жидкого расплавленного металла при переходе его в твердое состояние называется первичной кристаллизацией. Первичная кристаллизация начинается по условной границе сплавления (рис. 7.3), по линии 1 начала охлаждения сварочной ванны, при этом происходит зарождение центров кристаллизации и рост зерен 2. Выросшие зерна имеют различную форму и расположение. В том случае, если зерна не имеют определенной ориентации и напоминают форму многогранника, структура гранулярная (зернистая). Она может быть крупно и мелкозернистой. Процесс изменения формы кристаллитов в металле, находящемся в твердом состоянии, носит название вторичной кристаллизации. Если же зерна вытянуты в одном направлении, структура называется столбчатой и дендритной. Крупнозернистое строение металла со столбчато-дендритной структурой характерно для медленного охлаждения.
Рис. 7.3. Первичная кристаллизация металла шва. Стрелки показывают направление отвода тепла
Конечная структура металла шва зависит в основном от способа сварки, условий ее проведения, а также химического состава основного и присадочного металлов. Так, при ручной сварке электродом из низкоуглеродистой стали (содержание углерода до 0,2 %) металл шва имеет структуру с менее выраженной ориентировкой кристаллов и округлыми зернами феррита и перлита. При автоматической сварке этой же стали под флюсом, когда скорость охлаждения более медленная, чем при ручной сварке металлическим электродом, металл шва приобретает столбчатодендритную структуру.
В околошовной зоне сварного соединения малоуглеродистой незакаливающейся стали, выполненного способом плавления, имеются следующие структурные участки (рис. 7.4); участок перегрева, температурными границами которого являются со стороны шва температура, близкая к солидусу, а со стороны основного металла температура 1100° С;
участок 'нормализации; имеющий мелкозернистую структуру и повышенные свойства по сравнению с исходной структурой;
участок неполной перекристаллизации, находящейся в интервале температур от 725 до 850 ° С, при которых происходит частичная перекристаллизация металла. Средние размеры зоны участков для некоторых видов сварки приведены в табл. 7.1.
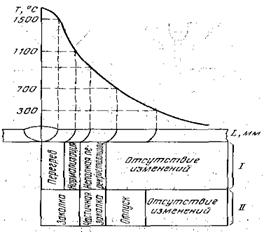
Рис. 7.4. Структурные участки околошовной зоны в зависимости от удаленности от сварочного шва:
/ — зона малоуглеродистой незакаливающейся стали; // — зона за наливающейся легированной стали
В закаливающейся легированной стали участки располагаются в та кой последовательности по мере удаления от шва: закалки, частичной закалки и отпуска.
Таблица.7.1. Размеры структурных участков околошовной зоны
Зависимость скорости плавления металла от полярности тока электрической дуги
В большинстве случаев сварку под флюсом выполняли с применением источников питания, рассчитанных только на постоянный (ОС) или переменный (АС) ток.
При дуговой сварке под флюсом постоянным током основным преимуществом является стабильность процесса, недостатком — усложнение оборудования для сварки и необходимость применения сварочных выпрямителей.
При сварке переменным током отрицательным фактором всегда является время, затрачиваемое на переход с прямой полярности на обратную. В определенных случаях при переходе через ноль возникают проблемы с обеспечением стабильности горения дуги, проплавлением и наплавкой валика.
Кроме того, авторы работ отмечают изменение коэффициента наплавки и глубины проплавления при изменении полярности, подчеркивая, что род и полярность тока влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара примерно на 40—50 % больше, чем при сварке постоянным током прямой полярности. При сварке переменным током глубина провара на 15—20 % меньше, чем при сварке постоянным током обратной полярности. Такое влияние рода и полярности тока объясняется выделением различного количества теплоты на аноде и катоде.
Однако известно, что в анодной области дуги энергии выделяется значительно больше, чем в катодной. На катоде не вся выделяемая энергия переходит в теплоту, часть ее уносится электронами в плазму. На аноде, наоборот, потенциальная энергия и термическая энергия электронов прибавляются к энергии, определяемой анодным падением, и, следовательно, при прямой полярности глубина проплавления должна быть больше.
Появление нового поколения сварочных источников питания позволяет выполнять сварку как переменным, так и постоянным током, при этом появляется возможность регулировать баланс тока, сдвиг фаз и частоту. Функция баланса позволяет изменять время, в течение которого дуга горит на обратной/прямой полярности. Величина баланса определяется как доля положительного полупериода (обратная полярность) по отношению к длительности периода волны. Изменяя соотношение положительного и отрицательного полупериодов волны, возможно изменять соотношение между фазами наплавки и проплавления. Таким образом, с помощью данной функции можно исключать прожоги и изменять коэффициент наплавки.
До настоящего времени влияние баланса тока на формирование сварного шва при сварке плавящимся электродом является малоизученным, поэтому исследование возможностей управления формой шва и проплавления за счет изменения формы эпюры переменного тока при сварке под флюсом, является актуальным.
Методика проведения исследований. Для определения влияния баланса на проплавление провели экспериментальные исследования с применением сварочного оборудования фирмы «Линкольн Электрик» (США), в состав которого входит инверторный источник питания АС/С 1000. Этот источник питания оснащен цифровой системой управления, позволяющей строить различные эпюры переменного и для качественного расплавления электрода. На остальных режимах получены качественные валики. Значения геометрических параметров наплавленных валиков (средние значения по трем измерениям) и скорости подачи проволоки приведены в таблице.
Влияние величины и полярности тока на скорость плавления проволоки. График зависимости скорости подачи проволоки от величины и баланса сварочного тока приведен на рис. 3. Видно, что с ростом сварочного тока скорость подачи проволоки во всех случаях увеличивается, что связанно с увеличением скорости плавления электрода, но при прямой полярности скорость подачи (плавления) превышает скорость подачи, полученную при всех исследуемых вариантах параметров режима и во всем диапазоне значений тока. Так, например, увеличение тока на 150А (от 500 до 650 А) при прямой полярности ведет к увеличению скорости подачи проволоки на 0,014 м/мин (от 0,043 до 0,057 м/мин), а при переходе с обратной полярности постоянного сварочного тока без изменения аппаратной конфигурации и регистрировать сварочный ток, напряжение дуги и скорость подачи проволоки в режиме реального времени.
Сварку выполняли при падающей вольт-амперной характеристике и прямоугольной форме эпюры переменного тока с частотой 60 Гц. При такой характеристике устанавливали предварительные значения тока и напряжения, а в процессе сварки цифровая система синергетического управления регулировала скорость подачи проволоки таким образом, чтобы обеспечить установленное значение сварочного напряжения. Эго позволило при регистрации скорости подачи проволоки судить об изменении скорости плавления электрода в зависимости от режимов сварки.
Исследования проводили при наплавке валиков на составной образец, представлявший собой две пластины размером 250 х 170 х 12 мм из стали Ст3, которые собирали встык с помощью прихваток. На один образец при различном балансе тока наплавляли несколько валиков поперек стыка пластин (рис. 1). Перед наплавкой каждого последующего валика для соблюдения постоянства условий эксперимента проводили контроль температуры образца. Валики наплавляли постоянным током прямой (р) и обратной (100 %) полярности и переменным током с изменением баланса от 25 до 75 % (рис. 2) низкоуглеродистой проволокой (0,05—0,15 % С; 0,80—1,25%Мп; 0,10—0,35 % $1) диаметром 4 мм под флюсом 761 на следующих режимах: сварочный ток 400—650 А; напряжение дуги 29 В; скорость сварки 30 м/ч. На каждом режиме выполняли наплавку трех валиков. После выполнения наплавки составной образец разрушали вдоль линии стыка двух пластин для проведения измерений геометрических размеров проплавления и наплавленного валика.
Результаты проведенных исследований. Установлено, что при сварочном токе 400 А процесс сварки электродом диаметром 4 мм нестабильный, что связано с недостатком энергии на прямую при токе 650А она увеличивается на 0,023 м/мин (от 0,034 до 0,057 м/мин), т. е. в 2 раза больше.
Электрические процессы в дуге
Сварочная дуга показанная на рисунке 1.2 представляет собой один из видов устойчивого электрического разряда через газовый промежуток, в котором находится смесь нейтральных атомов, электронов и ионов. Этот разряд характеризуется высокими плотностью тока и температурой. Ток протекает через газ, находящийся между двумя электродами, присоединенными к источнику электрической энергии. Электрод, соединенный с отрицательным зажимом источника, называется катодом, а электрод, соединенный с положительным зажимом — анодом. Под действием напряжения, имеющегося между электродами, электроны и отрицательно заряженные ионы перемещаются к аноду, а положительно заряженные ионы — к катоду. В дуговом разряде наблюдается неравномерное распределение электрического поля в межэлектродном пространстве, состоящем из трех областей: катодной, анодной и столба дуги. Такая структура связана с тем, что столб дуги не может граничить непосредственно с металлом электродов, так как в большинстве случаев точка кипения последних значительно ниже температуры столба. В приэлектродных областях, соединяющих столб дуги с электродами, происходит постепенное снижение температуры и степени термической ионизации газа. На поверхности электродов часто наблюдаются пятна — катодное и анодное, на границе которых с соответствующими областями дуги наблюдаются скачки потенциалов. Поэтому процессы образования заряженных частиц и переноса тока в этих областях существенно отличаются от соответствующих процессов в столбе, причем основные свойства столба мало зависят от процессов в катодной и анодной областях. В связи с этим отдельно рассмотрим явления в столбе дуги и пограничных областях.
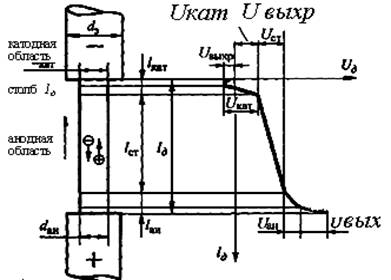
Рисунок 1.2. - Модель сварочной дуги и распределение потенциала по ее длине
Катодная область.Большую роль в обеспечении проводимости дугового промежутка играет поток эмитированных катодом электронов. Этот процесс обеспечивается как за счет нагрева поверхности катода (термоэлектронная эмиссия), так и за счет создания у его поверхности электрического поля высокой напряженности (автоэлектронная эмиссия). При термоэлектронной эмиссии электроны за счет нагрева приобретают необходимый запас кинетической энергии для преодоления потенциального барьера, ограждающего поверхность катода. Эту энергию характеризуют работой выхода электрона UВЫХ, величина которой для разных металлов составляет от 2 до 5 В. При автоэлектронной эмиссии энергия, необходимая для вырывания электронов из катода, сообщается внешним электрическим полем, которое вытягивает их за пределы воздействия электростатического поля металла. Определенный вклад вносит и бомбардировка катода движущимися частицами. Электроны, которые не могут преодолеть барьер, возвращаются в металл, а имеющие достаточную кинетическую энергию эмитируются в дуговой промежуток. Электроны, прошедшие барьер, ускоряются в поле катодного потенциала в сторону столба дуги и, отдавая свою кинетическую энергию в столкновениях с нейтральными атомами, поддерживают ионизацию и нагрев газа на границе между столбом дуги и катодной областью. Внешнее электрическое поле положительных ионов, скопившихся в катодной области, уменьшает работу выхода электронов Uвых на 1-2 В. Данное явление называется эффектом Шоттки. Поскольку реальная работа выхода электронов Uвых и катодное падение напряжения Uкат имеют разные знаки, то в общем случае потенциальный барьер для выхода электронов уменьшается, что может быть выражено так: Uкат-Uвых При малых размерах катодной области экспериментально можно определить именно эту величину, которая и принимается за катодное падение напряжения. Протяженность lкат катодной области электрической дуги очень мала и составляет 10- 4 – 10- 3 мм. Величина катодного падения напряжения Uкат лежит в пределах 5-20 В. Тогда градиент падения напряжения (Uкат/ lкат) равен 10 4 -10 5 В/мм. Исследования показывают, что в катодной области доля электронного тока составляет около 60% от полного тока ld, а плотность тока на стальном катоде близка к 25 А/мм 2 .
Анодная область.Анод не эмитирует положительно заряженных ионов, поэтому анодный ток обусловлен переносом к нему отрицательно заряженных частиц — электронов и ионов. В связи с этим вблизи анода образуется избыток отрицательных зарядов, в результате чего у поверхности анода возникает дополнительный потенциальный барьер, величина напряжения которого равна работе выхода электронов UВЬ1Х. Электроны не могут выйти из анода и за счет энергии теплового движения, так как анодное падение напряжения Uан создает для них непреодолимый барьер. Общее значение потенциала в анодной области равно Uан + U вых. Электроны, выходящие из плазмы столба дуги и попадающие в анодную область, ускоряются в поле анодного падения потенциала и приобретают дополнительную энергию, которой оказывается достаточно для ионизации атомов, сталкивающихся с электронами. Появившиеся ионы также ускоряются под действием анодного падения напряжения в сторону столба дуги и отдают плазме свою избыточную энергию посредством деионизации и соударений. Протяженность анодной области сопоставима с длиной свободного пробега электрона и составляет около 10- 3 мм. В общем случае в зависимости от материала анода и типа ионизирующих присадок Uан лежит в пределах 2-10 В. Градиент напряжения имеет порядок 10 4 В/мм, т. е. ниже, чем в катодной области. Доля ионного тока в анодной области составляет около 20% от общего тока ld, а плотность тока для стальных электродов в анодной области приблизительно равна 15 А/мм 2 .
Столб дуги. Эта часть дуги расположена между катодной и анодной областями и имеет длину, на несколько порядков превышающую размеры указанных областей, lСТ = 1-40 мм. Заряженные частицы поступают в столб дуги из катодной и анодной областей, а также возникают в нем за счет термической ионизации нейтральных частиц. Последний процесс играет подчиненную роль. Так, степень диссоциации в парах железа у сварочных дуг не превышает 4%, что свидетельствует о слабой ионизации плазмы столба дуги. В столбе электронная составляющая тока намного больше ионной. Падение напряжения в столбе UСТ достигает 40 В, что обеспечивает градиент напряжения 1-4 В/мм. При этом падение напряжения прямо пропорционально длине столба lст. Плотность тока в столбе дуги со стальными электродами достигает 20А/мм 2 .
Поскольку протяженность приэлектродных областей мала по сравнению с длиной столба, то длину дуги считают равной длине столба:
Распределение потенциала в дуге имеет вид, показанный на рисунке 1.2. Из приведенного графика следует, что падение напряжения на дуге для точных расчетов можно записать как сумму падений напряжений в анодной и катодной областях, а также в столбе дуги:
При использовании экспериментальных данных указанная зависимость упрощается:
Экспериментально сумму катодного и анодного падения напряжений можно найти, постепенно уменьшая длину дуги и замеряя напряжение при минимальной ее длине, когда падением в столбе можно пренебречь. Отдельные же величины, входящие в выражение мощности дуги, определяют следующим образом. Катодное падение напряжения Uк часто принимают равным потенциалу ионизации газа. Например, потенциал паров железа равен UiFe = 7,83 В, а воздуха – Uiвозд = 14 В.
В случае если нет точных измерений потенциала паров металла, которые экспериментально довольно трудно выполнить, в среднем берут Uк ≈ 10 В. Для анодного падения напряжения, сильно меняющегося в зависимости от разных обстоятельств, при ручной сварке стальным электродом часто принимают Uа = 6. 8 В. Что же касается столба дуги, то градиент напряжения в нем можно принять 2. 3 В/мм, в среднем – 2,5 В/мм. Таким образом, напряжение дуги длиной 6 мм будет
При прямом действии электрической дуги свариваемое изделие включается в электрическую цепь и служит одним из электродов дуги. Если дуга питается постоянным током и электрод присоединяется к отрицательному полюсу источника тока (электрод 1), а изделие – к положительному полюсу (электрод 2), то имеем прямую полярность дуги. Присоединение электрода к положительному полюсу, а изделия – к отрицательному полюсу дает обратную полярность. Изменение полярности влияет на распределение тепла и перенос электродного металла в дуге. В практике дуговой сварки применяют и прямую, и обратную полярность, учитывая особенности технологии сварки.
Из принципа термического равновесия между катодной областью и столбом дуги следует: сколько тепла приходит из катодной области в столб дуги, столько же приходит из столба в катодную область. Поэтому вся мощность, выделяемая в катодной области Ркат =lа (Uкат — Uвыхр). идет в катод на плавление, испарение и теплоотвод. Аналогично для анодной области: энергия, возвращающаяся в плазму столба дуги с ионами и излучением анода, полностью покрывает потери энергии из столба дуги с уходящими электронами и излучением плазмы в сторону аноа. Мощность тепловыделения на аноде вычисляется по соотношению Pан = lд( Uан +Uвых). Знание соотношения мощностей, выделяемых на катоде и аноде, необходимо для выбора полярности дуги при сварке на постоянном токе. Для большинства покрытых электродов Ран больше Ркат в 1,3-1,5 раза. Поэтому при ручной дуговой сварке для увеличения скорости плавления электрода используют обратную полярность (+ на электроде). Такая же полярность используется при механизированной сварке плавящимся электродом. При сварке неплавящимся вольфрамовым электродом для уменьшения его перегрева и износа применяют прямую полярность (на электроде).
Что влияет на выбор сварочного тока
При выполнении сварочных работ, качество получаемого соединения зависит в первую очередь от того, насколько правильно выбран режим сварки. Основным регулируемым параметром процесса или главной режимной характеристикой является электрический ток, который называют сварочным током.
Сила тока при сварке зависит главным образом от параметров заготовки, которую предстоит варить и от некоторых других факторов.
Основные понятия
Сварочный ток, кроме своего абсолютного значения, выражаемого в амперах, характеризуется постоянством или периодическим изменением во времени величины и направления.
В первом случае ток называется постоянным. Его источниками являются сварочные выпрямители, автономные сварочные генераторы, а также современные аппараты для сварки, использующие инверторные технологии.

Если направление и (или) величина тока меняются во времени, то его называют переменным. Источниками переменного сварочного тока служат понижающие трансформаторы, первичная обмотка которых включается в сеть переменного тока 220 или 380 вольт.
На выбор параметров сварки, то есть ее режима, влияют следующие факторы, тесно между собой связанные:
- толщина свариваемой заготовки;
- вид металла или сплава, который предстоит варить;
- диаметр применяемого электрода;
- расположение и характер шва.
Выбираемый токовый режим работы сварочного аппарата определяет величину энергии электрической дуги. Чем больше значение этого параметра, тем больше тепла выделяется при горении дуги, а значит, более интенсивно и глубоко плавится заготовка и применяемый электрод.
Отсюда становится понятным, что чем толще и массивней свариваемый металл, тем большее значение тока должно быть установлено при его сварке. Кроме этого, существует прямая зависимость между толщиной заготовки, токовым режимом и диаметром электрода при ручной дуговой сварке.
Зависимость от толщины электрода
Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины.
При увеличении тока сварки, увеличивается скорость плавления, как заготовки, так и материала электрода, это определяет прямую зависимость между сварочным током и диаметром электрода.
Например, если электродом, имеющим диаметр 2мм, рекомендуется сваривать металл толщиной 2 – 3 мм, выбирая при этом сварочный ток в диапазоне 40 – 80 ампер, то для электродов диаметром 5 – 6 мм указывается токовая величина 220 – 320 ампер при сварке металла 10 – 24 мм.
Стоит упомянуть ещё об одной характеристике сварочного процесса, связанной с диаметром используемого электрода. Речь идет о плотности тока сварки, определяемой отношением сварочного тока к площади поперечного сечения электрической дуги и измеряемой в амперах на миллиметр квадратный (А/мм2).
Этот параметр играет важную роль в формировании сварного шва. С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
Это обусловлено тем, что электрод с диаметром большего размера создает более толстую дугу, имеющую большее значение площади. Показатель плотности зависит также от длины электрической дуги.
При увеличении разрядного промежутка между электродом и заготовкой, дуга вытягивается, становясь тоньше, уменьшая площадь поперечного сечения разряда. При этом уменьшается температура, создаваемая дугой, замедляется процесс переноса вещества электрическим разрядом.
При дальнейшем увеличении зазора, процесс начинает терять стабильность, поверхность сварочной ванны становится неровной, и в итоге дуговой разряд гаснет. Таким образом, в относительно небольших пределах, энергию сварочного процесса можно регулировать путем изменения длины дуги.
Что касается сварки полуавтоматом, роль электрода здесь играет специальная проволока для сварки, диаметр которой также выбирается по таблицам, в зависимости от характеристик свариваемого металла и его толщины.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.

Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока.
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
при диаметре 3-4 мм формула меняется на:
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Расположение и характер шва
Оптимальная величина тока сварки зависит от пространственной ориентации свариваемого соединения и положения, из которого производится сварка, а также от того, скошены ли кромки свариваемых деталей и под каким углом. Понятнее станет, если рассмотреть примеры.
При сваривании горизонтального шва в положении сверху, значение тока можно установить более высокое, чем при сварке вертикальных или горизонтальных потолочных швов в положении снизу.
Это объясняется тем, что сварочная ванна горизонтального, свариваемого сверху шва более устойчива и не склонна к растеканию. Повышенное значение тока в этом случае обеспечивает более глубокий провар заготовок, следовательно, более прочное сплавление по всей толщине детали.
Наименьший ток должен быть выбран при сварке потолочных швов снизу. В этом случае жидкий металл под воздействием силы тяжести стремится оторваться от шва и упасть, чему до определённого момента препятствуют лишь силы поверхностного натяжения расплавленного металла.
Это обстоятельство предъявляет более высокие требования к квалификации сварщика, которому в процессе выполнения работы необходимо тщательно следить за жидкой массой сварочной ванны, предотвращая вытекание из неё металла.
Следует заметить, что опытный сварщик может регулировать этот процесс, не уменьшая значение тока, а увеличивая скорость перемещения электрода вдоль шва, что кстати, уменьшает затраты времени на выполнение работы.
Подготовленные к сварке торцевые поверхности деталей путём их скашивания, требуют несколько уменьшить величину тока сварки, так как неподготовленные кромки необходимо проваривать гораздо глубже, чем предварительно снятые. Однако и в этом случае, при наличии опыта, выбор требуемого режима может быть осуществлен изменением скорости сварочного процесса.
Некоторые нюансы при выборе сварочного тока вносит тип покрытия применяемых электродов, но влияние этого фактора существенно ниже перечисленных ранее.
Какое влияние имеет полярность
При сварке инвертором, или классическим аппаратом постоянного тока, выбор режима сварки связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
Особенностью сварочного процесса при прямой полярности является то, что плавление материала электрода происходит более интенсивно, чем плавление заготовки. Объясняется это следующим образом.
Несмотря на то, что условное направление протекания электрического тока принято от плюса к минусу, реальный физический процесс представляет собой движение отрицательно заряженных частиц – электронов, от минуса к плюсу.
Благодаря этому, при такой полярности происходит быстрый расход материала электрода. Использование прямой полярности целесообразно в случае относительно тонких заготовок, либо если к массивному элементу приваривается тонкая деталь.
При подключении электрода к плюсу, а заготовки соответственно, к минусу, получаем полярность, которую называют обратной. При таком включении интенсивней плавится заготовка, что определяет преимущество его применения при сваривании более толстых деталей.
Поскольку каждая металлическая заготовка и сварочный аппарат имеет свои особенности, выбор оптимального значение тока зависит от опытности сварщика. Тем же, кто только учится варить, необходимо ориентироваться на расчетные и табличные значения.
Сварка током прямой и обратной полярности
В зависимости от условий проведения сварочных работ используются различные способы подключения токовой цепи сварочного агрегата.
Прямая полярность при сварке предполагает подключение плюсовой шины к свариваемой заготовке, а минусовой – к рабочему электроду. В случае обратной подачи питающего тока подключение осуществляется «с точностью до наоборот».
Основное отличие в подключении
В случае прямой полярности сварочный кабель подключается к положительной клемме аппарата, так что носители электрических зарядов поступают к нему через обрабатываемое изделие. Отрицательный же полюс притока зарядов образуется в районе основного инструмента сварщика – держателя с электродом.

Описанное различие прямой и обратной полярности подключения к инверторам оказывает существенное влияние на температурный режим в зоне сварки.
Так, прямое подсоединение увеличивает температуру на анодном полюсе дугового разряда (знак «+») в сравнении с катодным контактом (знак «-»). Этим эффектом и обуславливается возможная сфера применения прямой полярности при проведении сварочных работ.
Прямая направленность тока обеспечивает выделение значительных количеств тепловой энергии со стороны заготовки. Вследствие этого прямую полярность можно применяться для резки крупногабаритных металлических конструкций и массивных стальных изделий с толстыми стенками.
При обратном включении картина распределения выделяемой тепловой энергии совершенно другая. В этом случае избыток тепла наблюдается на электроде сварочного инвертора, а со стороны обрабатываемой заготовки его уровень заметно понижается.
Вот почему обратная полярность используется в тех случаях, когда нужно свести к минимуму риски выбраковки заготовок, а также при проведении ювелирно выверенных, точных работ.
Обратную полярность применяют также при сварке тонколистовых материалов и сталей различной степени легирования, чувствительных к перегреву. Наибольшее распространение получило использование тока обратного включения при работе под флюсом, а также в среде инертных газов.
Постоянный и переменный ток
Помимо прямой и обратной полярности подачи напряжения, большое влияние на сварку оказывает род тока (постоянный или переменный). Зависимость сварочного процесса в этом случае проявляется в том, что при сварке постоянным током прямой направленности электрод выгорает значительно дольше.
Род и полярность тока, как факторы, совместно влияющие на особенности сварки, имеет смысл рассматривать лишь для постоянного напряжения.
При формировании электрической дуги в режиме переменного тока понятие полярности автоматически исключается из рассмотрения.
Влияние типа питающего напряжения (постоянное или переменное) сказывается при выборе оборудования для сварки. Оно выражается в следующих разноречивых факторах:
- при работе инвертором на постоянном токе удаётся получить более качественный и надёжный шов;
- тот же результат получается при работе с полуавтоматом;
- с другой стороны большинство электронных и автоматизированных систем сварки чувствительно к величине питающего напряжения и нуждаются в стабилизаторе;
- обычный трансформаторный преобразователь в части питающего напряжения не имеет строгих ограничений и может запускаться даже при сильно заниженных его показаниях.
По этой причине при большой нестабильности эксплуатируемой сети лучше всего приобретать обычный трансформаторный агрегат, работающий в режиме переменного тока (в какой-то мере жертвуя качеством).
В противном случае встроенные в инверторы электронные системы будут автоматически отключаться в самый неподходящий момент.
Влияние на выбор электродов

Род тока сказывается и на выборе электродов для сварки. Так, работающий на переменном токе агрегат сможет сваривать изделия только специально предназначенными для этих целей электродами.
При работе с такой аппаратурой допускается использовать и универсальные расходные материалы.
А вот электродами, предназначенными для использования в режиме постоянного тока (УОНИИ, например) этот аппарат работать не может. Отметим также, что инвертор может варить с практически любыми расходными материалами, но предпочтение обычно отдаётся универсальным стержням.
Таким образом, род тока, как фактор влияния на сварочные процедуры, определяет выбор подходящего аппарата и используемых при сварке электродов.
Особенности каждого из подключений
Изменение полярности подключения агрегата в первую очередь отражается на качестве сварочного шва и на состоянии электрода. Применение обратной полярности при сварке характеризуется следующими положительными чертами:
- повышенное количество тепловой энергии, расходуемое со стороны электрода;
- качественная и глубинная проплавка обрабатываемой заготовки;
- минимальное разбрызгивание со стороны сплавляемого изделия.
В свою очередь прямой ток ограничивает поступление тепла к заготовке со стороны электрода и меньшую по сравнению с обратной полярностью её проплавку. При этом электродный стержень всё равно быстро расплавляется и требует частой замены.
При оценке каждого из этих режимов нельзя гарантированно утверждать, что один из них предпочтительнее, чем другой.
На первый взгляд явное преимущество имеет сварка обратным током, но при этом должны учитываться и другие факторы сварочного процесса.
С этой целью для большинства используемых при сварке электродов рекомендуемая полярность указывается на их упаковке (на специальной этикетке).
Работа с полуавтоматом
Специфика работы полуавтоматических агрегатов предполагает определённую скорость подачи проволоки к месту соединения заготовок и соответственно этому – несколько режимов сварки.
Это может быть работа либо в среде защитных газов (аргона или углекислоты), либо со специальной порошкообразной проволокой. При этом полярность включения зависит от конкретно выбранного режима и определяется требованиями эффективности сварочных операций и их экономичности.
Обратная полярность востребована при сварке в среде защитных газов, тогда как прямая чаще всего применяется при работе с порошковой (флюсовой) проволокой.
За счёт правильно выбранной полярности подачи тока в полуавтоматическом режиме обеспечивается полное выгорание флюса и образование в зоне сварки требуемой защитной среды. В этом случае металл прогреваться заметно меньше, а его разбрызгивание сводится к возможному для данных условий минимуму.
Прямой полярностью при обращении с таким оборудованием сварщики пользуются при работе с вольфрамовыми электродами, чаще всего применяемыми для сплавления изделий из цветных металлов.
За счёт их использования удаётся повысить температуру в зоне нагрева, что очень важно для такого сложного в обработке металла, как алюминий.
Можно сделать вывод, что выбор той или иной полярности подключения питающего напряжения определяется рядом факторов, порой не связанных с классом используемого оборудования.
Основное влияние оказывает тип применяемого расходника (электрода), материал свариваемой заготовки и режим работы конкретного сварочного агрегата.
Читайте также: