Завод красный октябрь металл
Обновлено: 18.05.2024
Производственные мощности НПО Красный Октябрь позволяют изготавливать металлоизделия и сборочные единицы любой сложности.
Не ограничиваясь выпуском типизированной продукции. Современные потребности заказчиков намного шире, поэтому изготовление не стандартных металлоизделий актуально и с каждым годом все более востребовано.
Сварка — это процесс получения неразъёмных соединений посредством местного или общего нагрева, пластическом деформировании или совместном действии того и другого.
Обработка деталей осуществляются с помощью фрезы – многолезвийного зубчатого режущего инструмента, совершающего главное вращательное движение вокруг своей оси, заготовка при этом выполняет поступательное движение в вертикальном, поперечном или продольном направлении, называемое движением подачи.
Процесс электроэрозионной обработки основан на свойстве электрического разряда расплавлять и удалять металл. В результате взаимодействия двух электродов, находящихся в жидкой диэлектрической среде и подключенных к источнику электрического тока, образуются искровые разряды.
Эта технология основана на действии мощного лазерного луча, сконцентрированного на поверхности металла.
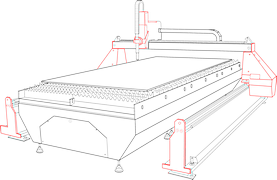
Суть процесса состоит в расплавлении металла потоком плазменного газа и проникающей электрической дугой. При этом расплавленный металл выдувается и образуется щель без наплыва. Плазменная струя подается через плазмотрон и режет металл, не изменяя его общую структуру.
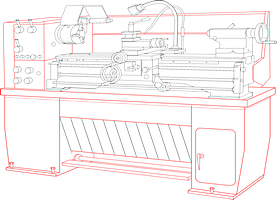
Станки токарной группы представлены токарно-револьверными станками, на которых выполняется обработка изделий сложных конфигураций, токарно-карусельными станками, предназначенными для обработки крупногабаритных деталей. На токарных автоматах и полуавтоматах работы ведутся несколькими режущими инструментами.
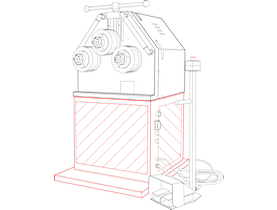
Гибка тонкостенной трубы осуществляется с дорном, что обеспечивает высокое качество гиба. Что даёт возможность производить на данном оборудовании изделия с высокой повторяемостью и качественным гибом.
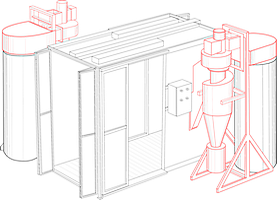
В настоящее время технология порошковой покраски является самой современной и не имеющей аналогов и с каждым днем получает все более широкое распространение.
Разработка чертежей и конструкторской документации
В ОКБ НПО Красный Октябрь работают высококвалифицированные инженеры - конструкторы с новейшим программным обеспечением, имеющие значительный опыт в разработке и внедрении конструкторской документации.
Резка водой происходит под напором водной струи, которая подается под высоким давлением. Причем при резке не происходит деформации материала, потому что механическое воздействие на материал происходит на микроуровне. Термическое влияние на кромку реза отсутствует.
Применение такой технологии как гибка металла позволяет получать некоторые изделия без применения сварки, что положительным образом влияет на их прочность и долговечность. Гибка листового металла является неотъемлемой частью комплекса производственного процесса при изготовлении различных металлоизделий.
Для выполнения операций по изготовлению и обработке зубчатых изделий используется специализированная группа станков – зубообрабатывающие. Часть операций может выполняться на резьбообрабатывающих станках.
Оборудование для вальцовки позволяет производить гибку листов из черной, оцинкованной, нержавеющей стали, алюминия, черных металлов толщиной до 30мм. Процесс вальцовки листа заключается в прокатывании заготовок между вальцами и деформировании листа в заданном направлении методом обкатки.
Компанией Красный Октябрь был освоен метод микрообработки мелкомодульных зубчатых колес (прямозубых,косозубых, цилиндрических, конических) и вспомогательных изделий токарно-фрезерной группы. До 5 квалитета с модулем от 0.05 до 1.5мм и с наружним диаметром от 1 до 120мм
Завод Красный Октябрь производит изделия и конструкции из металла как собственных разработок, так и по чертежам заказчика. Такие как: Крупногабаритные каркасы, ёмкостное оборудование, сварная балка, складские и архивные стеллажи, торговое оборудование, корпуса электрощитов и электроприборов, корпуса платежных терминалов, корпуса светильников, вентилируемые фасады, металлическая мебель.
Стальное сердце. История «Красного Октября» вплетена в судьбу Волгограда
История «Красного Октября» тесно вплетена в судьбу города-героя.
В преддверии Дня города Наталия Болдырева, кандидат исторических наук, директор корпоративного музея Волгоградского металлургического комбината «Красный Октябрь» рассказывает о роли легендарного предприятия в развитии города-героя.
Становление гиганта
С возникновением металлургического завода «Урал-Волга» (ныне «Красный Октябрь») существенно вырос город Царицын. Он пополнился одним из крупнейших районов города, который теперь называется Краснооктябрьским.
Металлургический гигант стал одним из первых мест города, где появилось электрическое освещение, свой железнодорожный транспорт и многое другое: амбулатория, школа, церковь, клуб, музей, драмкружок. В дореволюционный период металл завода «Урал-Волга», а с 1912 года - «ДЮМО» («Донецко-Юрьевское металлургическое общество») использовался в железнодорожном и жилищном строительстве, вооружал царскую армию и флот, помогал стране и семьям мобилизованных в Первую мировую войну.
Одним из первых завод поддержал советскую власть, свидетельство тому - название «Красный Октябрь», которое предприятие получило в честь пятилетия Великой Октябрьской революции. Завод выпускал военную продукцию: созданные из его металла бронепоезда сыграли решающую роль в Гражданскую войну.
В 30-е годы завод стал одним из первых предприятий в стране, начавших изготавливать сталь для отечественных тракторов, автомобилей и самолётов. В то время предприятие имело свой санаторий-профилакторий, яхт-клуб, лучшую в стране парашютную вышку и лучший в Сталинграде Дом культуры им. Ленина.
В начале Великой Отечественной войны, когда многие предприятия были захвачены врагом, завод продолжал производить необходимую для победы сталь. «Красный Октябрь» не только снабжал фронт металлом, но и участвовал в производстве танка «Т-34», реактивной установки «Катюша», бронеколпаков для ДЗОТов, касок и многого другого.
Воспитал героев
В период Сталинградской битвы на территории завода шли ожесточённые бои. Начальник штаба 79-й пехотной немецкой стрелковой дивизии генерал фон Шверин говорил: «Если мы возьмём мартен (цех ЗКО), то битва за Сталинград уже в прошлом!». А начальник штаба легендарной 62-й армии генерал (впоследствии маршал) Николай Крылов писал: «С 23 октября главным объектом вражеских атак стал завод «Красный Октябрь» - старейший из трёх сталинградских промышленных гигантов и последний, на территорию которого не ступала нога гитлеровского солдата… Для нас удержаться на «Красном Октябре» означало удержать переправу, без которой армия не могла бы существовать».
Завод воспитал знаменитого народного борца Ивана Заикина, исследователя Арктики, контр-адмирала Василия Бурханова, девять Героев Советского Союза (не считая Виктора Хользунова, получившего это звание ещё до войны), семь Героев Соцтруда, не считая Василия Гречанного, Героя Труда и полного кавалера орденов Трудовой Славы Александра Смольянинова, отряд кандидатов наук, рационализаторов, многотысячную армию добросовестных тружеников, поддерживающих развитие города и страны.
После войны предприятие строило крупнейшие в стране, Европе и мире цеха. Город украсили заводские ДК им. Ленина (ныне «Царицынская опера»), санаторий-профилакторий (областной геронтологический центр), Дом техники (штаб военных железнодорожников), металлургический техникум (колледж). Комбинат «Красный Октябрь» сохраняет своё наследие. Содержит корпоративный музей, памятник - руины центральной заводской лаборатории, заводской храм Георгия Победоносца, участвует в благотворительных акциях. Является опорой для нескольких тысяч металлургов и членов их семей, оказывает содействие в трудоустройстве беженцев с Украины. На легендарном заводе работали и трудятся родственники и знакомые большинства волгоградцев.
Как закалялась сталь. Чем живет «Красный Октябрь» в Волгограде?

Легендарный волгоградский завод «Красный Октябрь» в особом представлении не нуждается. Долгие годы он был флагманом советской металлургической промышленности, одной из визитных карточек региона, градообразующим предприятием.
В 1990-е, напротив, стал символом кризиса, наступившего по всей стране в реальном секторе экономики. Были моменты, когда казалось, что «Красный» канет в Лету так же, как и другие столпы волгоградской экономики. Но пессимистичные прогнозы не сбылись: завод не только продолжает действовать, но и постепенно выходит на новый виток развития.
Что происходит в наши дни на «Красном Октябре»? Какие технологические новинки здесь осваивают? Не приведёт ли рост производства к повышению экологической напряжённости в районе? Вот что удалось узнать на предприятии.
Словно феникс из пепла
…Пройдя через проходные, после непродолжительного пути на заводском автобусе мы оказываемся перед входом в электросталеплавильный цех № 2. Это, без преувеличения, производственное сердце всего металлокомбината. Внутри цехов стоит постоянный шум и гул, порой полностью заглушающий человеческие голоса. Иногда он становится настолько резким, что создаётся ощущение, что где-то рядом взлетает самолёт. Но это не авиационный шум, а всего лишь загрузка лома и начало цикла электроплавки стали в огромной печи.
Волгоградские металлурги намерены стать поставщиком качественного металлопроката для судостроения в Арктике. В частности, предприятие готово участвовать в строительстве уникального флота и платформ для разработки газового месторождения в акватории Обской губы.
«Высокопроизводительная печь № 5 ёмкостью 200 тонн запущена после ремонта в конце мая нынешнего года, - объясняет начальник цеха ЭСПЦ-2 Владимир Лазарев. - Это производство вынужденно остановили перед прошлогодним чемпионатом мира по футболу».
На протяжении целого года электропечь стояла без работы. За это время проверили все её элементы, механизмы, обновили. При ремонте было демонтировано старое оборудование и программное обеспечение, смонтирован мощный современный трансформатор производства Швеции. Заодно заменили систему управления на более современную, цифровую.
Теперь гигантская печь варит сталь под контролем современной автоматики, которая точно фиксирует необходимые режимы и загрузки. Задача оператора - лишь следить за правильностью заранее заданных режимов изготовления.
К слову, заново запущенная печь № 5 - одновременно ещё и самая большая в Европе. Особенно завораживает зрелище, когда раскалённая сталь из печи выливается в ковш. На выходе температура достигает огромных значений - свыше 1600 градусов. При этом столь гигантский плавильный агрегат способен давать восемь плавок в сутки - это минимум 1 тыс. тонн жидкой стали. За одну загрузку в речи выплавляется до 130 тонн жидкой стали.
«До ремонта пятой в цеху работала единственная печь № 6. На ней плавили как нержавеющую сталь, так и конструкционный сортамент, - говорит директор по развитию и реконструкции ВМК Валерий Явецкий. - Такое вынужденное совмещение существенно отражалось на производительности предприятия. Теперь технологически оправданное разделение двух печей восстановлено. Печь № 6 выплавляет исключительно нержавеющие марки стали».
Руководство предприятия уверено: у реконструированного и вновь запущенного производства есть хорошие перспективы на будущее.
В том числе и в отношении экологической безопасности - а этот вопрос особо волнует жителей Краснооктябрьского района. Как выяснилось, в процессе производства в ЭСПЦ-2 функционирует система мокрой газоочистки, эффективность которой близка к 100%. Это позволяет эффективно нейтрализовать вредные выбросы.
С реанимированием производства руководство комбината планирует расширить штат специалистов. Так, в июне завод принял на работу 50 человек, до конца лета возьмут ещё сотню рабочих.
Знаки перемен
Перезапуск печи на ЭСПЦ-2 - далеко не единственное новшество на огромном комбинате. В июне нынешнего года на территории завода обустроили новую площадку отстоя грузового автотранспорта, одновременно начали возводить ещё один терминал для грузовиков, поставляющих металлолом на «Красный Октябрь».
Подобные новшества позволят оптимизировать логистику поставок на комбинат металлического лома, одновременно избавят от шума автотранспорта прилегающие городские кварталы.
Также недавно после ремонта было запущено высокоэффективное оборудование - гидравлические пресс-ножницы Metso Lindemann Eto Cut 1240-10. Это позволит лучше перерабатывать металлический лом, повысить качество загружаемой шихты, следовательно, сократится продолжительность выплавки стали, снизится расход электроэнергии.
В эти же дни в листопрокатном цехе «Красного Октября» после длительного простоя запущен стан «1600». Он предназначен для производства холоднокатаного листа из никельсодержащей стали. Агрегат имеет давнюю историю - его восстановили после боев за Сталинград, затем останавливали и запускали вновь. С ноября прошлого года он стоял из-за нехватки заказов, а также из-за необходимости ремонта. Теперь, когда объёмы производства увеличиваются, стан снова запущен в работу.
Комфортная среда
На заводе стремятся не только эффективно работать, но и создать комфортную среду как внутри предприятия, так и вокруг него. Здесь приступили к воплощению проекта по реконструкции зелёной зоны вблизи главной заводской проходной.
Проблемным участком - а иначе парковую зону, прилегающую к предприятию, сейчас не назовёшь - завод «Красный Октябрь» начал заниматься с 2013 года. В настоящий момент проект по благоустройству территории уже реализуется. Идёт обустройство площади размером более четырёх га, в ходе которого прилегающую к предприятию зелёную зону воссоздают заново. Здесь высадят декоративные деревья, разобьют цветники, обустроят прогулочную зону и стоянку для автотранспорта.
Завершение работ по благоустройству фасадов исторических зданий завода, в частности, торгового дома ВМК и сквера перед «Красным Октябрем», запланировано на осень текущего года.
Помимо этого, идёт ремонт и в цехах завода. Здесь уверены: знаменитые в советскую эпоху слова «на работу, как на праздник» - это не пустой звук.
Комментарий
Исполнительный директор АО «ВМК «Красный Октябрь» Александр Александрович Сиваков:
- У нас амбициозные планы. Мы намерены к сентябрю этого года выйти на 24-25 тысяч тонн жидкой стали, а до конца года - на уровень до 40-45 тысяч тонн, как в хорошие советские времена.
Скоро на предприятии решится ещё одна давняя проблема: на заводе начнут строить систему сухой газоочистки. Она улучшит экологическую обстановку, с её помощью мы уберём так называемые рыжие хвосты - облако из технологической пыли, которое образуется над предприятием в начале каждого цикла плавки. Уже подписан договор о разработке рабочей документации на её установку, монтаж начнётся в ближайший год.
Справка
Завод «Красный Октябрь» был основан в 1870 г. в Царицыне акционерами из Франции и Бельгии. Тогда он назывался «Урал-Волга». В ноябре 1898 г. здесь была пущена первая мартеновская печь.
В годы первых советских пятилеток на заводе наладили производство стали для предприятий автомобильной, тракторной промышленности, сельскохозяйственного машиностроения. К 1941 году предприятие становится единственным металлургическим гигантом юга страны, производит 9% всей выпускаемой стали для оборонной промышленности СССР.
Во время Сталинградской битвы завод был полностью разрушен, но уже через пять месяцев после окончания боёв «Красный» под руководством легендарного директора Паруйра Матевосяна выдал первую плавку стали. К 1949 году здесь был превзойдён довоенный уровень производства.
К моменту развала СССР завод мог обеспечить в год выплавку стали в объёме 2 млн тонн, проката - 1,5 млн тонн. Его доля составляла 12% производства сталей в стране.
После смены череды собственников и угрозы полного прекращения производства новая эра в жизни «Красного» началась в 2018 г., когда администрация региона взяла ситуацию на ВЗМК на постоянный контроль.
Продукция

15Г, 20Г, 25Г, 30Г, 35Г, 40Г, 45Г, 50Г, 15ХА, 20Х, 30Х, 35Х, 40Х, 45Х, 50Х, 25ХГМ, 38ХГМ, 18ХГ, 18ХГТ, 25ХГТ, 30ХГТ, 33ХС, 38ХС, 40ХС, 15ХМ, 20ХМ, 30ХМ, 35ХМ, 38ХМ, 40ХМФА, 12ХН3А, 20ХН3А, 30ХН3А, 15ХГН2ТА, 12Х2Н4А, 20 х 2Н4А, 20ХГНМ, 40ХГНМ, 40ХН2МА, 38Х2МЮА, 10Г2, 20ХГР, 30Х3МФ, 30ХМА, 40ХФА, 20ХН, 40ХН, 45ХН, 50ХН, 20ХНР, 12ХН2, 20ХГСА, 25ХГСА, 30ХГСА, 35ХГСА, 30ХГС, 30ХГСН2А, 20ХГНР, 20ХГНТР, 19ХГН, 20ХН2М, 38ХН3МА, 18Х2Н4МА, 38ХН3МФА, 30ХН2МА, 38Х2Н2МА, 40 х 2Н2МА,30ХН2МФА, 25ХГНМТ
1.6510/39NiCrMo3, 1.7160/16MnCrB5, 1.7147/20MnCr5, 1.7243/18CrMo4, 1.6571/20NiCrMoS6-4, 1.6587/18CrNiMo7-6, 1.6580/30CrNiMo8, 1.1148/C16E, 1.1133/20Mn5, 1.1170/28Mn6, 1,1157/40Mn4, 1.0912/46Mn7, 1.7016/17Cr3, 1.7030/28Cr4, 1.7033/34Cr4, 1.7035/41Cr4, 1.7045/42Cr4, 1.7131/16MnCr5, 1.7337/16CrMo4-4, 1.7255/23CrMo5, 1.7258/24CrMo5, 1.7218/25CrMo4, 1.7216/30CrMo4, 1.7220/34CrMo4, 1.7223/41CrMo4, 1.1109/12Mn5, 1.6563/41NiCrMo7-3-2, 1.7707/30CrMoV9, 1.8519/31CrMoV9, 1.7225/42CrMo4, 1.6582/34CrNiMo6, 1.6565/40NiCrMo6, 1.8509/41CrAlMo7-10, 1.6523/20NiCrMo2-2, 1.5752/15NiCr13, 1.5711/40NiCr6, 1.6657/14NiCrMo13-4
1039, 1046, 1551,1022,
1525, 1037, 1513, 4137,
5135, 5145, 8640, 1016,
1330, 5115, 5120, 5140,
5130, 4130, 4140, 4142,
4320, 4330, 4340, E3310,
8617, 8620, 8740, 1026,
5150, 6135, 3135
200…360 х 200…360
ТУ 14-1-4492-88, группа 1, 2, ГОСТ 20072-74
12Х1МФ, 25Х1МФ, 20Х3МВФ, 15Х5М, 12МХ
ТУ 14-1-4492-88, группа 1, 2, ГОСТ 14959-2016
50ХГФА, 60Г, 65Г, 70Г, 55С2, 55С2А,
60С2, 60С2А, 50ХФА, 60С2ХФА
1.8159/51CrV4, 1.1740/C60W, 1.5026/56Si7, 1.1231/C67S
9255, 9260, 6150
1561, 1566, 1572
ТУ 14-1-4492-88, группа 1, 2, ГОСТ 4543-71
45ХН2МФА-Ш, 40ХН2МА-Ш, 38Х2МЮА-Ш, 30ХМА-Ш,
40ХФА-Ш, 40ХС-Ш, 20 х 2Н4А-Ш, 38ХН3МА-Ш,
38ХН3МФА-Ш, 25ХГСА-Ш, 30ХГСА-Ш, 12ХН3А-Ш,
20ХН3А-Ш, 18Х2Н4ВА-Ш
по согласованию сторон
14Х2Н3МА, 07Х3ГНМЮА,
60ХФА-Ш, 16Х3НВФМБ-Ш (ДИ39-Ш)
Сталь инструментальная
ТУ 14-1-4492-88, группа 1, 2, ГОСТ 1435-99
У7, У7А, У8, У8А, У9, У9А, У10, У10А, У12, У12А
1.1620/C70W2, 1.1520/C70U, 1.1625/C80W2, 1.1525/C80U,
1.1535/C90U, 1.1545/C105U, 1.1645/C105W2,
1.1563/C125U, 1.1555/С120U
W1, W108, W110, W112
ТУ 14-1-4492-88, группа 1, 2, ГОСТ 5950-2000
4Х5МФ1С, ХВГ, 4Х5МФС, 4ХМФС,
3Х3М3Ф, 5ХНМ, 6ХВ2С, 9ХФМ, 9ХФ
1.2365/X32CrMoV33, 1.2344/X40CrMoV5-1, 1.2713/55NiCrMoV6,
1.2419/105WCr6, 1.2343/X38CrMoV5-1, 1.2714/55NiCrMoV7
H13, L6, D3, O2, O1, H11, L2
Сталь конструкционная шарикоподшипниковая
ТУ 14-1-4492-88, группа 1, 2, ГОСТ 801-78
1.2067/102Cr6, 1.3505/100Cr6, 1.3520/100CrMnSi6-4
Сталь нержавеющая коррозионностойкая, жаропрочные стали и сплавы
ТУ 14-1-4492-88, группа 1, 2, ГОСТ 5632-2014
08Х13, 12Х13, 20Х13, 30Х13, 40Х13, 08Х18Н10Т, 08Х14МФ, 08Х14МФ-Ш, 08Х17Н13М2Т,
08X17H6T, 10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н10Т, 40Х9С2, 40Х10С2М, 14X17H2,
08X22H6T, 15X11MФ-Ш, 07X16H6-Ш, 13Х11Н2В2МФ-Ш (ЭИ 961-Ш)
420, 410, 431, 321,
316Ti, 304, 304L, 301, 316
06Х14Н6Д2МБТ-Ш (ЭП 817-Ш),
07Х12НМБФ-Ш (ЭП 609-Ш),
15Х12Н2МВФАБ-Ш (ЭП 517-Ш)
Прокат горячекатаный круглого сечения
Сортамент
Профиль
Технические требования к химсоставу и сортаменту
Марки представители
Аналоги зарубежных стандартов
Размер, мм
Длина, мм
Европейские стандарты DIN, EN
Стандарты США ASTM/AISI
Сталь рядовая и конструкционная углеродистая
1.0037/St 37-2, 1.0050/St 50-2
A570 GR 36, A570 GR 50
необточенный круг Ø 65…270
Требования по геометрии: ГОСТ 2590 В1 прокат горячекатаный, горячекатаный термообработанный
Требования к качеству поверхности ГОСТ 535: 2 гп, 3 гп
обточенный круг Ø 70…340
Требования по геометрии: ГОСТ 2590 В1 прокат горячекатаный, горячекатаный термообработанный, свыше круга Ø 270мм по согласованию сторон
Требования к качеству поверхности ГОСТ 535: 1гп, 2 гп, 3 гп
10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60
1.1121/С10Е, 1.1141/С15Е, 1.1151/С22Е, 1.1158/С25Е, 1.1178/С30Е, 1.1181/С35Е, 1.1186/С40Е, 1.1191/С45Е, 1.1206/С50Е, 1.1203/С55Е, 1.1221/С60Е
1010, 1015, 1020, 1025, 1030, 1035,
1040, 1045, 1050, 1055, 1060
Требования к качеству поверхности ГОСТ 1050: 2 гп, 3 гп
Требования к качеству поверхности ГОСТ 1050: 1 гп, 2 гп, 3 гп
1.1231/C67S, 1.1248/C75S, 1.1269/C85S
1065, 1070, 1075, 1080, 1084
необточенный круг Ø 65…250
Требования к качеству поверхности ГОСТ 14959: 2 гп, 3 гп
09Г2С, 10ХСНД,
15ХСНД, 12ГС, 17ГС
Требования по геометрии: ГОСТ 2590 В1 прокат горячекатаный, горячекатаный термообработанный. Свыше круга Ø 270мм по согласованию сторон
Требования к качеству поверхности ГОСТ 535: 1 гп, 2 гп, 3 гп
Сталь конструкционная легированная, конструкционная никельсодержащая
15Г, 20Г, 25Г, 30Г, 35Г, 40Г, 45Г, 50Г, 15ХА, 20Х, 30Х, 35Х, 40Х, 45Х, 50Х, 25ХГМ, 38ХГМ, 18ХГ, 18ХГТ, 25ХГТ, 30ХГТ, 33ХС, 38ХС, 40ХС, 15ХМ, 20ХМ, 30ХМ, 35ХМ,
38ХМ, 40ХМФА, 12ХН3А, 20ХН3А, 30ХН3А, 15ХГН2ТА, 12Х2Н4А, 20 х 2Н4А, 20ХГНМ, 40ХГНМ, 40ХН2МА, 38Х2МЮА, 10Г2, 20ХГР, 30Х3МФ, 30ХМА, 40ХФА, 20ХН, 40ХН, 45ХН, 50ХН, 20ХНР, 12ХН2, 20ХГСА, 25ХГСА, 30ХГСА, 35ХГСА, 30ХГС, 30ХГСН2А, 20ХГНР, 20ХГНТР, 19ХГН, 20ХН2М, 38ХН3МА, 18Х2Н4МА, 38ХН3МФА, 30ХН2МА, 38Х2Н2МА, 40 х 2Н2МА, 30ХН2МФА, 25ХГНМТ
1039, 1046, 1551, 1022, 1525, 1037,
5135, 1513, 4137, 8640, 5145, 1016,
1330, 5115, 5120, 5140, 5130, 4130,
4140, 4142, 4320, 4330, 4340,
E3310, 8617, 8620, 8740, 1026,
5150, 6135, 3135
Требования к качеству поверхности ГОСТ 4543: 2 гр, 3 гр
Требования к качеству поверхности ГОСТ 4543: 1 гр, 2 гр, 3 гр
необточенный круг Ø 65…200
Требования к качеству поверхности ГОСТ 20072: подгр. а, подгр. б
обточенный круг Ø 70…200
Требования к качеству поверхности ГОСТ 20072: подгр а, подгр. б
60Г, 65Г, 70Г, 55С2, 55С2А, 60С2, 60С2А, 50ХФА, 50ХГФА, 60С2ХФА
1.1740/C60W, 1.8159/51CrV4, 1.5026/56Si7, 1.1231/C67S
1561, 1566, 1572, 9255, 9260, 6150
обточенный круг Ø 70…250
45ХН2МФА-Ш, 40ХН2МА-Ш, 38Х2МЮА-Ш, 30ХМА-Ш, 40ХФА-Ш,
40ХС-Ш, 20 х 2Н4А-Ш, 38ХН3МА-Ш, 38ХН3МФА-Ш,
25ХГСА-Ш, 30ХГСА-Ш, 12ХН3А-Ш, 20ХН3А-Ш, 18Х2Н4ВА-Ш
Требования к качеству поверхности ГОСТ 4543: 2 гр, 3 гр;
1.1555/C120U, 1.1620/C70W2, 1.1520/C70U, 1.1625/C80W2, 1.1525/C80U, 1.1535/C90U, 1.1545/C105U, 1.1645/C105W2, 1.1563/C125U
Требования к качеству поверхности ГОСТ 1435: 2 ГП, 3 ГП
обточенный круг Ø 70…270
4X5MФ1С, ХВГ, 4Х5МФС, 4ХМФС, 3Х3М3Ф,
5ХНМ, 6ХВ2С, 9ХФМ, 9ХФ
1.2419/105WCr6, 1.2343/ X38CrMoV5-1,
1.2714/55NiCrMoV7, 1.2365/X32CrMoV33,
1.2344/X40CrMoV5-1, 1.2713/55NiCrMoV6
Требования к качеству поверхности ГОСТ 5950 3ГП, 4ГП
Требования к качеству поверхности ГОСТ 5950 2ГП, 3ГП, 4ГП
Требования к качеству поверхности ГОСТ 801 ОГ, ОХ
Требования к качеству поверхности ГОСТ 801: ОГ, ОХ
08Х13, 12Х13, 20Х13, 30Х13, 40Х13, 08Х18Н10Т, 08Х14МФ, 08Х14МФ-Ш, 08Х17Н13М2Т, 08X17H6T, 10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н10Т, 40Х9С2, 40Х10С2М, 14X17H2, 08X22H6T, 15X11MФ-Ш, 07X16H6-Ш, 13Х11Н2В2МФ-Ш
420, 410, 431, 321,
316, 316Ti, 304, 304L, 301
Требования по геометрии: ГОСТ 2590 В1 прокат горячекатаный, горячекатаный термообработанный (аустенитные марки стали без термообработки)
Требования к качеству поверхности ГОСТ 5949: 3ГП
Требования по геометрии: ГОСТ 2590 В1 прокат горячекатаный, горячекатаный термообработанный, (аустенитные марки стали без термообработки).
Для круга свыше Ø 200мм по согласованию сторон
Требования к качеству поверхности ГОСТ 5949: 2ГП, 3ГП
06Х14Н6Д2МБТ-Ш (ЭП 817-Ш), 07Х12НМБФ-Ш (ЭП 609-Ш),
15Х12Н2МВФАБ-Ш (ЭП 517-Ш)
Трубная заготовка
по согласованию сторон,
ГОСТ Р 53932-2010, ГОСТ 380, ГОСТ 1050,
ГОСТ 14959, ГОСТ 19281, ГОСТ 4543
Ст3сп, 10, 15, 20, 25, 30, 35, 40, 45, 50,
55, 60, 70, 09Г2С, 10ХСНД, 12Г2А
1.0037/St 37-2, 1.1121/С10Е, 1.1141/С15Е,
1.1151/С22Е, 1.1158/С25Е, 1.1178/С30Е, 1.1181/С35Е,
1.1186/С40Е, 1.1191/С45Е, 1.1206/С50Е, 1.1203/С55Е,
1.1221/С60Е, 1.0045/S355JR, 1.1231/C67S
A570 GR 36, 1010, 1015, 1020,
1025, 1030, 1035, 1040, 1045,
1050, 1055, 1060, 1070
Читайте также: