Жидкий металл в воду
Обновлено: 20.05.2024
ПАРОВОЙ ВЗРЫВ / STEAM EXPLOSION / КОНТАКТ РАСКАЛЕННОГО МЕТАЛЛА С ВОДОЙ / CONTACT OF THE HEATED METAL WITH WATER / ТЕПЛООБМЕН / HEAT EXCHANGE / ФРАГМЕНТАЦИЯ / FRAGMENTATION / ПУЗЫРЬКОВОЕ КИПЕНИЕ / BUBBLE BOILING / ПАРОВАЯ ПЛЕНКА / STEAM FILM
Аннотация научной статьи по химическим наукам, автор научной работы — Лупачев Дмитрий Андреевич, Ивочкин Юрий Петрович
В статье подробно рассмотрены межфазные взаимодействия раскаленного металла и холодной жидкости. Раскрывается многофакторный характер парового взрыва , детально описываются ключевые этапы его развития и процессы, непосредственно влияющие на образование данного явления. Рассматриваются механизмы фрагментации капли жидкого расплавленного металла при паровом взрыве и приводятся примеры его проявления в природе и на производстве. В работе озвучена важность продолжения исследования данной тематики и перспективы ее применения.
Похожие темы научных работ по химическим наукам , автор научной работы — Лупачев Дмитрий Андреевич, Ивочкин Юрий Петрович
Физическая и математическая модели процесса теплопереноса через границу раздела твердое тело-теплоноситель
К вопросу о роли механизма «Парового взрыва» в природных катастрофах. Взрывы метеоритов и извержения вулканов
Текст научной работы на тему «Паровой взрыв при попадании раскаленного металла в воду»
STEAM EXPLOSION WHEN A HOT METAL HITS THE WATER
1 2 Lupachev D.A. , Ivochkin Yu.P. (Russian Federation)
1Lupachev Dmitry Andreevich - Graduate Student;
2Ivochkin Yuri Petrovich - Candidate of Technical Sciences, LOW TEMPERATURE DEPARTMENT, NATIONAL RESEARCH UNIVERSITY «MOSCOWPOWER ENGINEERING INSTITUTE»,
Abstract: the article discusses in detail the interphase interactions of hot metal and cold liquid. The multi-factor character of the steam explosion is revealed, the key stages of its development and processes directly influencing the formation of this phenomenon are described in detail. Mechanisms of fragmentation of a droplet of liquid molten metal during a steam explosion are considered and examples of its manifestation in nature and in industry are given. The importance of continuing research on this topic and the prospects for its application has been voiced in the work.
Keywords: steam explosion, contact of the heated metal with water, heat exchange, fragmentation, bubble boiling, steam film.
ПАРОВОЙ ВЗРЫВ ПРИ ПОПАДАНИИ РАСКАЛЕННОГО
МЕТАЛЛА В ВОДУ 12 Лупачев Д.А. , Ивочкин Ю.П. (Российская Федерация)
1Лупачев Дмитрий Андреевич - магистрант;
2Ивочкин Юрий Петрович - кандидат технических наук, кафедра низких температур, Федеральное государственное бюджетное образовательное учреждение высшего образования Национальный исследовательский университет «Московский энергетический институт»,
Аннотация: в статье подробно рассмотрены межфазные взаимодействия раскаленного металла и холодной жидкости. Раскрывается многофакторный характер парового взрыва, детально описываются ключевые этапы его развития и процессы, непосредственно влияющие на образование данного явления. Рассматриваются механизмы фрагментации капли жидкого расплавленного металла при паровом взрыве и приводятся примеры его проявления в природе и на производстве. В работе озвучена важность продолжения исследования данной тематики и перспективы ее применения.
Ключевые слова: паровой взрыв, контакт раскаленного металла с водой, теплообмен, фрагментация, пузырьковое кипение, паровая пленка.
Паровой взрыв является физическим процессом, в ходе которого горячая, чаще всего жидкая, среда (расплавленный металл, шлак, магма и пр.) соприкасается с холодной легкокипящей жидкостью (в большинстве случаев - это вода), что сопровождается чрезвычайно интенсивным межфазным взаимодействием [6].
Взрыв, возникающий при контакте расплавленного металла с водой, объясняется физико-химическими свойствами воды, изучение которых позволяет раскрыть сущность механизма и кинетику такого рода взрыва [1]. Соприкосновение воды с расплавленным металлом приводит к мгновенному ее испарению, сопровождающемуся резким увеличением объема и давления.
При атмосферном давлении вода закипает при 100°С и весь процесс парообразования идет при температуре кипения. При нагревании воды выше 100°С в
замкнутом пространстве интенсивность испарения несколько снижается, что объясняется свойством воды при высоких температурах изменять режим кипения. Так, в интервале 100—300°С режим кипения имеет пузырьковый характер, т. е. на поверхности идут образование мелких пузырьков пара, их отрыв, поднятие на поверхность и переход в газовую фазу. При более высокой температуре режим кипения усиливается и переходит в пленочный. При этом паровые пузыри сливаются в сплошную паровую прослойку между поверхностью нагрева и водой, что препятствует передаче тепла другим слоям воды.
Температура кипения воды зависит от давления над ее поверхностью: с ростом давления температура кипения повышается. Так, при давлении 490 кПа вода начинает закипать при температуре 151,1°С. Если внезапно давление над поверхностью воды снизится до атмосферного, вода окажется перегретой на 51°С и мгновенно превратится в пар, объем которого примерно в 1600 раз больше объема воды. Такое превращение носит взрывообразный характер.
Энергия взрыва при контакте расплавленного металла во много раз превышает энергию рабочего пара при расширении даже при коэффициенте полезного действия, равном 100%. Это объясняется физико-химическими свойствами воды. Соотношение масс водорода и кислорода в воде составляет 11,19 и 88,81%, т. е. содержание кислорода в воде больше, чем в любом другом соединении. При нормальных условиях (атмосферном давлении и температуре 20°С) диссоциация воды не протекает. При повышении температуры до 1500°С скорость разложения воды возрастает, однако до 2000°С интенсивность разложения незначительна, так как вода является химически стойким соединением. Лишь при достижении 4000°С вода разлагается на газообразные водород и кислород, что сопровождается взрывом. В этом случае содержание водорода значительно больше, чем при диссоциации воды, в связи с тем, что взаимодействие водяного пара с железом, нагретым до высоких температур, приводит к выделению свободного водорода: Fe+H2O=FeO+H2.
Эта реакция протекает достаточно энергично уже при температуре нагрева железа 350°С, а при более высокой температуре — практически мгновенно. В производственных условиях, при контакте расплавленных металла с водой, одновременно протекают процессы испарения, диссоциации воды и ее взаимодействия с железом, сопровождающиеся выделением водорода, который при определенных условиях образует с кислородом взрывчатую смесь. Воспламенение этой смеси приводит к взрыву, энергия которого изменяется в широких пределах и зависит от многих факторов. При этом взрыв происходит только при взаимодействии жидких фаз — расплавленных металла и воды. Контакт воды с металлом в твердом состоянии при температуре, близкой к температуре солидуса, взрыва не вызывает.
При взаимодействии расплавленного металла с водой контакт может быть поверхностным и внутренним [8]. При поверхностном контакте возможны два варианта: взаимодействие незначительных масс расплава и воды, либо больших масс. В первом случае при контакте наблюдается интенсивное кипение и свободное удаление пара, а также, образовавшихся в результате диссоциации воды и реакции окисления железа, водорода и кислорода в окружающую среду. Такой контакт металла с водой взрыва не вызывает. Во втором случае, когда взаимодействуют большие массы металла и воды, у поверхности контакта образуется парогазовая прослойка, содержащая пары воды, водород и кислород, выделяющиеся вследствие диссоциации воды и окисления железа. Контактирующая с водой часть расплава в твердой фазе в результате действия охлаждения при испарении воды и возникновении напряжений может растрескиваться, что приводит к контакту расплавленного металла с водой. Это явление усугубляется при наличии на поверхности металла расплавленного шлака, контакт которых с взрывоопасной газовой смесью повышает вероятность взрыва. Критическими параметрами в этом случае являются масса металла, масса воды и время соприкосновения металла с водой.
Потери тепла металлом складываются из тепла, выделяющегося при охлаждении металла от начальной температуры до температуры плавления, и тепла, выделяющегося при затвердевании металла. Так как масса жидкого металла незначительна, процесс образования твердой фазы в пограничном слое необратим. В данном случае массы металла и воды находятся в соотношении, обеспечивающем взаимодействие между ними без возникновения взрыва.
Внутренний контакт расплава с водой возможен в двух случаях: при поступлении жидкого металла в воду и при поступлении материалов, содержащих воду, в расплав [1]. Отметим, что капельное тонко-струйное поступление жидкого металла в воду взрыва не вызывает. Увеличение массы жидкого металла, поступающего в воду, приводит к взрыву. При контакте с водой жидкого шлака взрывоопасность значительно ниже. Вероятность взрыва при поступлении жидкого шлака в воду резко возрастает при наличии в шлаке жидкого металла. Контакт жидкого металла и шлака с водой, вызванный попаданием в расплав пористых материалов, пропитанных влагой, как правило, приводит ко взрыву.
Паровой взрыв достаточно широкое явление и хотя иногда высказываются сомнения относительно возможности отнесения того или иного события к паровому взрыву, различные стадии парового взрыва исследуются не только на твердых частицах, но и напрямую, на каплях расплавленного металла, попавших в холодную жидкость. Это накладывает свои трудности на проведение экспериментов, однако их проведение позволяет изучить такие процессы как соприкосновение жидко -металлической поверхности капли с окружающим хладагентом, образование неустойчивости на поверхности жидкостей и в том числе такой хорошо экспериментально известный процесс как фрагментация поверхности расплава.
Фрагментация возможна в случае расплавленного металла, находящегося в жидкости [3]. При попадании расплавленной капли металла в объем легкокипящей холодной жидкости, сначала над горячим металлом образуется пленка пара и наблюдается пленочный режим кипения. Однако, после срыва этой пленки, у поверхности капли довольно быстро начинают формироваться пузырьки пара, и наступает пузырьковый режим кипения. Иногда бывает, что пленочное кипение сменяется пузырьковым взрывообразным образом. Если подобный эффект имеет место при кипении теплоносителя над поверхностью расплава, то последний, в результате, может раздробиться на отдельные капли. Вследствие чего, возникает процесс неустойчивости Рэлея-Тейлора на поверхности металла [2], развитие которой приводит к дроблению расплавленного металла и интенсивному перемешиванию воды и горячих капель. Данное явление возникает как в промышленности, при авариях на металлургическом производстве и в энергетике, так и в природе, например при извержении подводных вулканов. В любом случае расплавленные металл, шлак или магма струей вытекают в холодную легкокипящую жидкость (чаще всего - это вода), далее струя расплава дробится на капли [5], которые в свою очередь, взрывообразным образом распадаются на мелкие фрагменты. В результате этого процесса теплообмен между расплавом и легкокипящей жидкостью усиливается сразу на несколько порядков, а давление в системе резко возрастает. Данное явление весьма напоминает взрыв, почему и называется паровым взрывом [7]. Возможной причиной дробления металла могут быть струйки, бьющие в поверхность при схлопывании паровых пузырьков, образующихся вблизи поверхности расплавленной капли. Площадь поверхности взаимодействия расплава и теплоносителя в таком случае резко возрастает и возникает собственно паровой взрыв [4]. Если же поверхность, над которой кипит теплоноситель, является твердой, то в аналогичный момент фиксируется хлопок и наблюдаются парожидкостные струи, бьющие от поверхности. Тот же эффект наблюдается когда раскаленный образец с некоторой регулируемой скоростью опускается в холодную жидкость. Даже при относительно невысоких
скоростях, при которых тело погружается в жидкость, может быть зафиксирован прямой электрический контакт между жидкостью и телом.
Не менее существенным, чем фрагментация процессом является испарение окружающей холодной жидкости при попадании в нее нагретой до высокой температуры твердой частицы. На поверхности твердой частицы возникает паровая пленка, соприкасающаяся с охлаждающей жидкостью. При наличии ансамбля горячих частиц, попадающих в холодную, недогретую до температуры кипения жидкость, появляется возможность возникновения парового взрыва - мгновенного вскипания большой массы жидкости, сопровождающегося резким ростом давления в системе, содержащей горячие частицы в холодной жидкости. Не исключена возможность возникновения парового взрыва в химической промышленности, при варке целлюлозы, в металлургии и в ряде других технологических процессов.
Поэтому, при изучении данного явления очень важно учитывать ряд аспектов, которые являются важными составляющими парового взрыва: скорость нагрева жидкости и остывания отдельно взятой капли, тепловые потоки на поверхности раздела жидкостей, время начала кипения и параметры паровой пленки, возникающей вокруг капель расплава.
Тщательное изучение данного процесса способствуют более глубокому пониманию исследуемых явлений и позволяют прогнозировать и проводить оценки параметров возможного парового взрыва, что позволит более эффективно предотвращать и устранять аварии на важных для экономики и экологии производствах.
Список литературы /References
1. Бринза В.Н., Зеньковский М.М. «Охрана труда в черной металлургии»: учебное пособие. М. «Металлургия», 1982. 336 с.
2. Inoue A., Fujii Y., Matsuzaki M., Takahashi M. Thermal-Hydraulic Behaviors of Vapor-Liquid Interface due to Arrival of a Pressure Wave // Proc. 7th Int. Topical Meet. NURETH-7 NUREG/CP-0142. Saratoga Springs, U.S.A., 1995.1. P. 1663-1976.
3. Глазков В.В., Синкевич О.А. Механизмы фрагментации поверхности расплава при прямом контакте с теплоносителем // Теплоэнергетика, 1998. Т. 3. С. 27-30.
4. Corradini М. Vapor Explosions: a Review of Experiments for Accident Analysis // Nucl. Safety, 1991. V. 32. P. 337-362.
5. Евдокимов И.А., Лиханский В.В., Хоружий О.В. Влияние пленочного кипения на фрагментацию струи расплава в теплоносителе // Исследовано в России, 2000. Т. 3. С. 33.
6. ЗейгарникЮ.А., Ивочкин Ю.П., Григорьев B.C., Оксман А.А. Заметки о некоторых аспектах парового взрыва // ТВТ, 2008. Т. 46. № 5. С. 797-800.
7. ЗейгарникЮ.А., Ивочкин Ю.П., Король Е.З. Термомеханический механизм тонкой фрагментации жидких капель при паровом взрыве // ТВТ. Т. 43. № 3, 2004. С. 491, 492.
8. Вавилов С.Н., Жатухин А.В., Киреева А.Н. Исследование контакта холодного теплоносителя с перегретой поверхностью // Тепловые процессы в технике, 2011. № 3. С. 118.
Список литературы на английском языке /References in English
1. Brinza V.N., Zenkovsky M.M. "Protection of labor in ferrous metallurgy": textbook. M. "Metallurgy", 1982. 336 p.
2. Inoue A., Fujii Y., Matsuzaki M., Takahashi M. Thermal-Hydraulic Behavior of Vapor-Liquid Interface due to Arrival of a Pressure Wave // Proc. 7th Int. Topical Meet. NURETH-7 NUREG / CP-0142. Saratoga Springs, U.S.A., 1995.1. P. 1663-1976.
3. Glazkov V.V., Sinkevich O.A. Mechanisms of fragmentation of the melt surface in direct contact with the heat carrier // Teploenergetika, 1998. T. 3. P. 27-30.
4. Corradini M. Vapor Explosions: a Review of Experiments for Accident Analysis // Nucl. Safety, 1991. V. 32. P. 337-362.
5. Evdokimov I.A., Likhansky V.V., Horuzhy O.V. Influence of film boiling on the fragmentation of a melt stream in a heat carrier // Investigated in Russia, 2000. T. 3. P. 33.
6. Zeigarnik Yu.A., Ivochkin Yu.P., Grigoriev B.C., Oxman A.A. За-labels about some aspects of the steam explosion // TVT, 2008. T. 46 № 5. P. 797-800.
7. Zeigarnik Yu.A., Ivochkin Yu.P., King Ye.Z. Thermomechanical Mechanism of Fine Fragmentation of Liquid Drops in a Steam Explosion // TVT. ^ 43. № 3, 2004. C 491, 492.
8. Vavilov S.N., Zhatukhin A. V, Kireeva A.N. Investigation of the cold coolant contact with superheated surface // Thermal processes in engineering, 2011. № 3. Q 118.
Технологические взрывы в металлургическом производстве
Взрывы, возникающие в ходе технологического процесса производства металлов и сплавов, называются технологическими. К ним относятся взрывы при контакте расплавленного металла и шлака с водой, взрывы газо- и пыле-воздушных смесей, а также порошков металлов и сплавов. Высокая вероятность возникновения взрыва существует во всех основных металлургических цехах. Так, в доменном производстве взрывы возникают при контакте расплавленных металла и шлака с водой, при о воде доменного газа и подаче в доменную печь природного газа (взрывы газо-воздушных смесей). При применении в ряде случаев угольной пыли и вдувании ее в доменную печь возможны взрывы пылевоздушных смесей и т. п.
В сталеплавильном производстве возможны взрывы газов, порошков металлов и сплавов-раскислителей, экзотермических смесей, утепляющих засыпок; в прокатном производстве — взрывы паров смазочных материалов, газо-воздушных смесей и др. Взрывы паров смазочных материалов, строго говоря, нельзя отнести к категории технологических, однако они влияют на ход технологического процесса.
Технологический взрыв отличается рядом характерных особенностей от других видов взрывов, даже если последние вызывают аварийную остановку оборудования или технологического процесса. При возникновении технологического взрыва в нем непосредственно участвуют компоненты технологического процесса, обусловливающие обычно нормальное протекание процесса и работу оборудования. Технологический взрыв приводит к резкому изменению параметров процесса, неустойчивой работе оборудования, что вызывает необходимость его остановки. Экономические потери вследствие технологического взрыва в связи с потерями производства во много раз выше затрат на восстановление оборудования и ликвидацию последствий разрушения.
Технологические взрывы органически связаны с технологией производства и работой оборудования, поэтому их следует рассматривать как экстремальные отклонения параметров безопасности производственного процесса.
1. Взрывы при контакте расплавленных металла и шлака с водой
1.1 Механизм и кинетика взрыва
При контакте расплавленных металла и шлака .с водой происходит взрыв, что объясняется физико-химическими свойствами воды, изучение которых позволяет раскрыть сущность механизма и кинетику такого рода взрыва. Соприкосновение воды с расплавленным металлом и шлаком приводит к мгновенному испарению ее, сопровождающемуся резким увеличением объема и давления.
При атмосферном давлении вода закипает при 100° С и весь процесс парообразования идет при температуре кипения. При нагревании воды выше 100° С в замкнутом пространстве интенсивность испарения несколько снижается, что объясняется свойством воды при высоких температурах изменять режим кипения. Так, в интервале 100—300° С режим кипения имеет пузырьковый характер, т. е. на поверхности идут образование мелких пузырьков пара, их отрыв, поднятие на поверхность и переход в газовую фазу. При более высокой температуре режим кипения усиливается и переходит в пленочный; при этом паровые пузыри сливаются в сплошную паровую прослойку между поверхностью нагрева и водой, что препятствует передаче тепла другим слоям воды.
Температура кипения воды зависит от давления над ее поверхностью: с ростом давления температура кипения повышается. Так, при давлении 490 кПа вода начинает закипать при температуре 151,1° С. Если внезапно давление над поверхностью воды снизится до атмосферного, вода окажется перегретой на 51°С и мгновенно превратится в пар, объем которого примерно в 1600 раз больше объема воды. Такое превращение носит взрывообразный характер.
Энергия взрыва при контакте расплавленного металла или шлака во много раз превышает энергию рабочего пара при расширении даже при коэффициенте полезного действия, равном 100%. Это объясняется физико-химическими свойствами воды. Соотношение масс водорода и кислорода в воде составляет 11,19 и 88,81%, т. е. содержание кислорода в воде больше, чем в любом другом соединении. При нормальных условиях (атмосферном давлении и температуре 20° С) диссоциация воды не протекает. При повышении температуры до 1500° С скорость разложения воды возрастает, однако до 2000° С интенсивность разложения незначительна, так как вода является химически стойким соединением. Лишь при достижении 4000° С вода разлагается на газообразные водород и кислород, что сопровождается взрывом. В этом случае содержание водорода значительно больше, чем при диссоциации воды, в связи с тем, что взаимодействие водяного пара с железом, нагретым до высоких температур, приводит к выделению свободного водорода: Fe+H2O=FeO+H2.
Эта реакция протекает достаточно энергично уже при температуре нагрева железа 350° С, а при более высокой температуре — практически мгновенно. В производственных условиях при контакте расплавленных металла и шлака с водой одновременно протекают процессы испарения, диссоциации воды и ее взаимодействия с железом, сопровождающиеся выделением водорода, который при определенных условиях образует с кислородом взрывчатую смесь. Воспламенение этой смеси приводит ко взрыву, энергия которого изменяется в широких пределах и зависит от многих факторов. При этом взрыв происходит только при взаимодействии жидких фаз — расплавленных металла, шлака и воды. Контакт воды с металлом или шлаком в твердом состоянии при температуре, близкой к температуре солидуса, взрыва не вызывает.
При взаимодействии расплавленных металла и шлака с водой контакт может быть поверхностным и внутренним. В первом случае возможны два варианта: взаимодействие незначительных масс расплава и воды либо больших масс. В первом случае при контакте наблюдается интенсивное кипение и свободное удаление пара, а также образовавшихся в результате диссоциации воды и реакции окисления железа водорода и кислорода в окружающую среду. Такой контакт металла с водой взрыва не вызывает.
Во втором случае, когда взаимодействуют большие массы металла и воды, у поверхности контакта образуется парогазовая прослойка, содержащая пары воды, водород и кислород, выделяющиеся вследствие диссоциации воды и окисления железа. Контактирующая с водой часть расплава в твердой фазе в результате действия охлаждения при испарении воды и возникновении напряжений может растрескиваться, что приводит к контакту расплавленного металла с водой. Это явление усугубляется при наличии на поверхности металла расплавленного шлака, контакт которых с взрывоопасной газовой смесью повышает вероятность взрыва. Критическими параметрами в этом случае являются масса металла или шлака, масса воды и продолжительность контакта металла с водой.
Потери тепла металлом складываются из тепла, выделяющегося при охлаждении металла от начальной температуры до температуры плавления, и тепла, выделяющегося при затвердевании металла. Так как масса жидкого металла незначительна, процесс образования твердой фазы в пограничном слое необратим.
В данном случае массы металла и воды находятся в соотношении, обеспечивающем взаимодействие между ними без возникновения взрыва.
Внутренний контакт расплава с водой возможен в двух случаях: при поступлении жидких металла или шлака в воду и при поступлении материалов, содержащих воду, в расплав. Отметим, что капельное тонко-струйное поступление жидкого металла в воду взрыва не вызывает. Увеличение массы жидкого металла, поступающего в воду, приводит к взрыву. При контакте с водой жидкого шлака взрывоопасность значительно ниже. Вероятность взрыва при поступлении жидкого шлака в воду резко возрастает при наличии в шлаке жидкого металла. Контакт жидкого металла и шлака с водой, вызванный попаданием в расплав пористых материалов, пропитанных влагой, как правило, приводит ко взрыву.
1.2. Виды взрывов и их предотвращение
В металлургических цехах возможны случаи, когда жидкий металл или шлак попадают на влажные пол, почву, материалы или конструкции. Такие явления обычно сопровождаются взрывами с выбросом жидкого металла или шлака. Взрывы происходят также и при выпуске металла по непросушенным желобам или при сливе в ковш с плохо просушенной футеровкой. Причины этих взрывов — образование пара вследствие контакта жидких раскаленных масс с водой и взрывоопасных смесей.
Если расплавленный металл касается влажного песка, между ним и поверхностью песка образуется паровая прослойка, через которую в дальнейшем и будет происходить переход тепла от металла к влажному песку.
Пар имеет очень низкую теплопроводность. При таких условиях потери тепла металлом во влажный песок будут относительно небольшими и на поверхности металла, прилегающей к песку, корка будет образовываться очень медленно. Давление пара в прослойке из-за отсутствия свободного выхода для него все время повышается.
В любой точке, лежащей в центре паровой прослойки между металлом и влажным песком, образовавшийся пар не может уйти вниз через влажный песок и через контактную поверхность между металлом и песком. Минимальное сопротивление для выхода пара наружу будет оказывать жидкий металл. При толщине металла 30 см гидростатическое давление жидкого чугуна на песок
Ρ = 0,098*hΜ*γ = 0,098*30*7 = 2,0594 кПа,
где hΜ — высота слоя металла, см; γ — плотность чугуна, г/см 2 .
Давление же пара в прослойке легко может достигнуть 4900 кПа и более. В конечном счете давление пара прослойки достигает такой величины, что он пробьет слабую, еще не окрепшую металлическую корку и в виде отдельных пузырьков проникнет в толщу жидкого металла. В металле пар нагревается, переходит из влажного в сухой и взаимодействует с окружающей металлической оболочкой. На нагрев пара в пузырьках и на химическое взаимодействие его с оболочкой затрачивается много тепла, что приводит к затвердеванию окружающей металлической оболочки. Размеры пузырьков при этом становятся фиксированными.
Нагревание пара и водорода в изолированном пузырьке будет продолжаться до тех пор, пока давление их не достигнет предела прочности затвердевшей окружающей металлической оболочки. Как только оно достигнет этого значения, оболочка разорвется на части и газы будут с большой силой выброшены наружу, т. е. произойдет взрыв. Сила взрыва зависит от вязкости металла и толщины его слоя: чем больше вязкость, т. е. чем больше металл охладится и чем толщина его слоя больше, тем взрыв сильнее. В результате разрыва металлической оболочки пузырьки пара и водорода выбрасываются в окружающую атмосферу, водород смешивается с воздухом и образует смесь взрывоопасной концентрации, которая в зависимости от условий либо сгорает голубоватым пламенем, либо взрывается.
2. Взрывы в доменных цехах.
Распространенными видами взрывов в доменных цехах являются взрывы вследствие соприкосновения жидкого чугуна, шлака с водой или влажными материалами. Взрыв такого вида возникает главным образом при прогарах стенок горна или лещади, в зонах леток. Особенно опасны взрывы в фурмах, шлаковых фурмочках и шлаковых ковшах. Взрывы в фурмах весьма опасны, потому что при этом открывается горн и через фурменное отверстие выбрасываются на рабочую площадку раскаленные кокс и газы, которые в атмосфере воспламеняются и горят, образуя длинные языки пламени. Взрывы в фурмах происходят главным образом из-за повышения давления пара, образовавшегося внутри полости фурмы, и возникновения взрывоопасных газо-воздушных смесей в канале фурмы.
Взрывы, вызываемые повышением давления пара, происходят вследствие внезапного прекращения поступления воды в полость фурмы. Такие условия создаются, если водоподводящая и водоотводящая трубки фурмы или обе одновременно почему-либо забиваются и не пропускают воду. Тогда оставшаяся в полости фурмы вода испаряется, давление пара, не имеющего выхода, превышает предел прочности фурмы, и она разрушается. При таких взрывах отбрасывается часть фурменного прибора, состоящая из фурменного колена, сопла и самой фурмы.
Образование взрывоопасных газо-воздушных смесей происходит в канале фурмы при остановках доменных печей или при осадках шихтовых материалов, когда давление газов и дутья выравнивается; иногда давление газов в горне становится даже выше, чем давление горячего дутья в фурменных приборах. В такие периоды газы из горна проникают в фурменные рукава и здесь встречаются с воздухом дутья, который так же, как и газы, нагрет до высокой температуры; встреча их приводит к воспламенению и горению, которое иногда происходит со взрывом.
Особенно опасна встреча газов с воздухом дутья в присутствии воды (вследствие течи фурм). Температура газов и дутья в фурменном приборе может оказаться ниже температуры их воспламенения вследствие потери тепла на испарение воды. В результате образуются взрывоопасные газо-воздушные смеси.
В арматуре шлаковой летки фур мочка является отверстием для выпуска шлака из горна доменной печи. Отливаются фурмочки из бронзы и обрабатываются на токарных станках. Через отверстие шлаковой фурмочки выпускается только шлак. Если по каким-либо причинам вместе со шлаком из летки начинает выходить чугун, то немедленно произойдет прогар фурмочки, и охлаждающая вода начнет поступать в шлаковый канал. Обычно это заканчивается соприкосновением воды с жидким чугуном или шлаком и взрывом с выбросом фурмочки. Взрывы в шлаковых ковшах происходят сравнительно редко. Они возникают вследствие скопления воды на дне чаши. Вода на дне чаши может оказаться также под слоем остывшего, неслитого остатка шлака.
3.Взрывы в мартеновских цехах.
Взрывы, вызываемые водой или влажными материалами, загружаемыми в мартеновские печи, являются наиболее частыми. Вода попадает в печи вместе с шихтовыми материалами в виде отдельных кусков льда, снега, обледенелых руд и металлического лома и т. д.
Взрывы, вызываемые попавшей в печь водой, бывают двух видов: глухой — с выбросом через завалочные окна части полурасплавленных шихтовых материалов и длинных языков горящих газов и звонкий, при котором, кроме того, взрывной волной повреждается кладка печи— свод, стенки или головки. Глухие взрывы происходят в период прогрева и плавления шихтовых материалов твердой завалки, а звонкие — во время загрузки в печь добавочных материалов — руды, известняка, лома или холодного чугуна, когда уже все шихтовые материалы расплавлены и в печи находится жидкий металл, покрытый шлаком.
Первый вид взрыва вызывается испарением воды, скопившейся под шихтовыми материалами. Вследствие прогрева сверху заваленных на подину материалов находящаяся в них влага постепенно начинает стекать вниз, собираясь в тех местах, где шихта плохо прогрета. Испарение этой влаги происходит, когда сильно прогревается вся масса шихтовых материалов. Образующийся пар в местах скопления воды не имеет свободного выхода, вследствие чего давление его повышается и достигает такой величины, что он поднимает лежащий над ним слой шихты и с силой прорывается в рабочее пространство печи. Сила взрыва зависит от количества воды, проникшей в печь вместе с шихтовыми материалами, толщины и плотности слоя материалов, лежащих на подине печи.
Второй вид взрывов, вызываемых водой, объясняется сложными физико-химическими процессами, протекающими в мартеновской печи над ванной. В печи во время нормального процесса плавки находится расплавленный металл, покрытый сверху слоем шлака. Загрузка в такую ванну добавочных шихтовых материалов не всегда приводит к их глубокому погружению в ванну; многие из них погружаются в шлак и находятся на поверхности металла.
Причины взрывов, происходящих в печах при попадании воды па раскаленный шлак или при завалке влажных шихтовых материалов, изучены недостаточно.
Вода, попавшая на поверхность шлака в печи, нагревается и переходит в пар; одновременно происходят процессы химического взаимодействия образующего пара со шлаком по реакции: 2FeO + H2O = Fe2O3 + H2
Водород и водяной пар поднимаются с поверхности шлака, смешиваются с газовой атмосферой печи; в результате этого взрываемость окиси углерода в газовой атмосфере печи сильно повышается. Так как газы в печи нагреты до температуры, превышающей точку их самовоспламенения, и имеют избыток кислорода, то происходит взрыв смеси.
Основные физико-химические понятия. Взрывы при проливах жидкого металла или шлака
В доменных, мартеновских и конвертерных цехах иногда происходят проливы жидкого металла или шлака на влажные пол, почву, материалы или мокрые конструкции. Такие проливы обычно сопровождаются взрывами или хлопками с выбросом жидкого металла или шлака. Взрывы и хлопки также происходят и при выпуске металла по непросушенным желобам или при сливе в ковш с плохо просушенной футеровкой.
Причины этих взрывов еще плохо изучены, но не подлежит сомнению, что они связаны с образованием пара вследствие контакта жидких раскаленных масс с водой. Взрывы и хлопки происходят только в том случае, если металл (или шлак) находится в жидком состоянии, и их не бывает, если металл (или шлак) находится в твердом виде, хотя бы нагретом до высоких температур, близких к температурам плавления металла (или шлака).
Рассмотрим процессы, которые происходят между пролитым расплавленным металлом (или шлаком) и водой, содержащейся в смоченном песке.
Как только пролитый металл (2) коснется влажного песка (1) (рис. 2), между ним и поверхностью песка образуется паровая прослойка, через которую в дальнейшем и будет происходить переход тепла от металла к влажному песку.

Рис. 2. Схема взрыва при проливе жидкого металла на влажный песок
Пар имеет очень низкую теплопроводность, его коэффициент теплопроводности X = 0,022 ккал/м час°С ниже коэффициента теплопроводности самого лучшего изоляционного материала, который применяется в технике— стеклянной ваты (X = 0,032 ккал 1м час°С).
При таких условиях потери тепла металлом во влажный песок будут относительно небольшими и на поверхности металла, прилегающей к песку, корка будет образовываться очень медленно. Давление же пара в прослойке, из-за отсутствия свободного для него выхода, все время будет повышаться.
Если взять точку А, лежащую в центре паровой прослойки между металлом и влажным песком, то образовавшийся в этой точке пар (3) не может уйти вниз через влажный песок (Р) и через контактную поверхность между металлом и песком (К). Наименьшее сопротивление для выхода пара наружу будет оказывать жидкий металл, находящийся над точкой А.
Если принять толщину пролитого металла hM = 30 см, то гидростатическое давление жидкого чугуна на песок будет равно
Р = hM *y= 30*7 = 210 Г/см2, или 0,21 кГ/см2,
где hM — высота слоя металла, см;
y — удельный вес чугуна, Г/см5; тогда как давление пара в прослойке легко может достигнуть 0,5 кГ/см2 и выше.
В конечном счете давление пара прослойки достигнет такой величины, что он пробьет слабую, еще не окрепшую металлическую корку и в виде отдельных пузырьков проникнет в среду жидкого металла. В среде металла пар нагревается, переходит из влажного в сухой и взаимодействует с окружающей металлической оболочкой. Расчеты показывают, что на нагрев пара в пузырьках и на химические взаимодействия его с окружающей оболочкой затрачивается много тепла, что приводит к затвердеванию окружающей металлической оболочки и размеры пузырьков становятся фиксированными.
Нагревание пара и водорода в изолированном пузырьке будет продолжаться до тех пор, пока давление их не достигнет предела прочности затвердевшей окружающей металлической оболочки. Но как только оно достигнет этого значения, оболочка разорвется на части и газы будут с большой силой выброшены наружу. Произойдет взрыв (4).
Сила звука взрыва зависит от вязкости металла и от толщины его слоя (hм): чем больше вязкость, т. е. чем больше металл охладится и чем толщина его слоя больше, тем звук взрыва сильнее.
Опыты в лаборатории показывают, что при тонком слое пролитого металла никаких взрывов не бывает: металл как бы кипит, когда через его слой проходит пар.
После разрыва металлической оболочки пузырька пар и водород выбрасываются в окружающую атмосферу, водород встречается с воздухом и может образоваться взрывная смесь, которая, в зависимости от условий, сгорает фиолетовым пламенем или взрывается и тогда слышатся хлопки либо раздается звук взрыва.
Взрывы при сливах жидкого металла в воду
При сливах большой струи жидкого металла в воду происходят взрывы.
Сущность этого явления плохо изучена, что объясняется трудностью проведения опытов.
Простейшее объяснение взрывов основывается на мгновенном испарении воды вследствие контакта расплавленной массы металла с водой; пар имеет объем и 1600 раз больший, чем объем испарившейся влаги, что и создает ударную волну, вызывающую выбросы и звук взрыва. Аналогичные взрывы происходят и при сливах в воду большой струи шлака.
Не так страшен жидкий металл

Наверное многие знают или хотя бы раз слышали о существовании такой «термопасты» как жидкий металл. Если коротко — это термоинтерфейс, теплопроводность которого на порядок выше даже самой лучшей обычной термопасты. Именно так — не в 2, не в 3, а в целых 10 раз выше.
Но почему же его не используют все и везде? У многих жидкий металл ассоциируется со страшной процедурой delidding (скальпирование, снятие верхней крышки процессора). Страх повредить драгоценный процесор, плюс страх перед сложностью нанесения (по сравнению с обычной термопастой). И главное — боязнь, что жидкий металл случайно попадет куда-то не туда и что-нибудь замкнет.
Да, все эти страхи обоснованы. Однако если Вы уверены, что руки растут из правильного места, то глупо хотя бы раз не попробовать воспользоваться магией под названием liquid metal. Ни один кулер никогда не даст вам такого прироста производительности системы охлаждения.
А в некоторых случаях даже в скальпировании нет необходимости. О чем и пойдет речь далее.
Предисловие
Сколько себя помню, меня всегда раздражали «тормоза» компьютеров. Всегда искал способы повысить отзывчивость. Еще на далекой Windows 98 правил реестр для минимальных задержек меню (MenuShowDelay=1 > HKEY_CURRENT_USER\Control Panel\Desktop), один из первых использовал только появившийся Gigabyte I-Ram (4 планки памяти с li-ion аккумулятором) под операционку, а уж про опыт с самыми разными SSD так вообще отдельную статью можно писать.
Ну и конечно же разгон процессора — это само собой разумеется. Нет, без экстрима и даже без водяных установок, но с температурой приходилось бороться. Корпус с огромным 40см вентилятором, различные дополнительные радиаторы, лучшие термопасты (Noctua NT-H1, Gelid GC-Extreme), много чего перепробовано.


Жидкий металл конечно тоже давно не давал покоя. Но сперва решил потренироваться «на кошках».
Подопытный
Суть в том, что эксперименты со скальпированием можно отложить на потом, а опробовать супер-термоинтерфейс уже сейчас. Правда ли жидкий металл так хорош как говорят или привирают. Ведь процессоры ноутбуков в большинстве своем уже «голые». Просто добавь воды жидкого металла.
Есть у меня Lenovo T450s. Уже относительно старенький, но на вполне бодром (по меркам ноутбуков) i7-5600u. Надо ли уточнять что базовая производительность меня совершенно не устраивала. Конечно же были отключены все энергосбережения, только max performance, только хардкор. Пусть и в ущерб времени работы от увеличенной (72Wh) батареи, но процессор почти всегда работает на 3+ Ггц. Ну не люблю я когда медленно, это уже зависимость.
В итоге конечно же за этим ноутом руки всегда в тепле. Нет, до фена ему далеко, но небольшой перегрев чувствуется даже при не на 100% занятом процессоре.
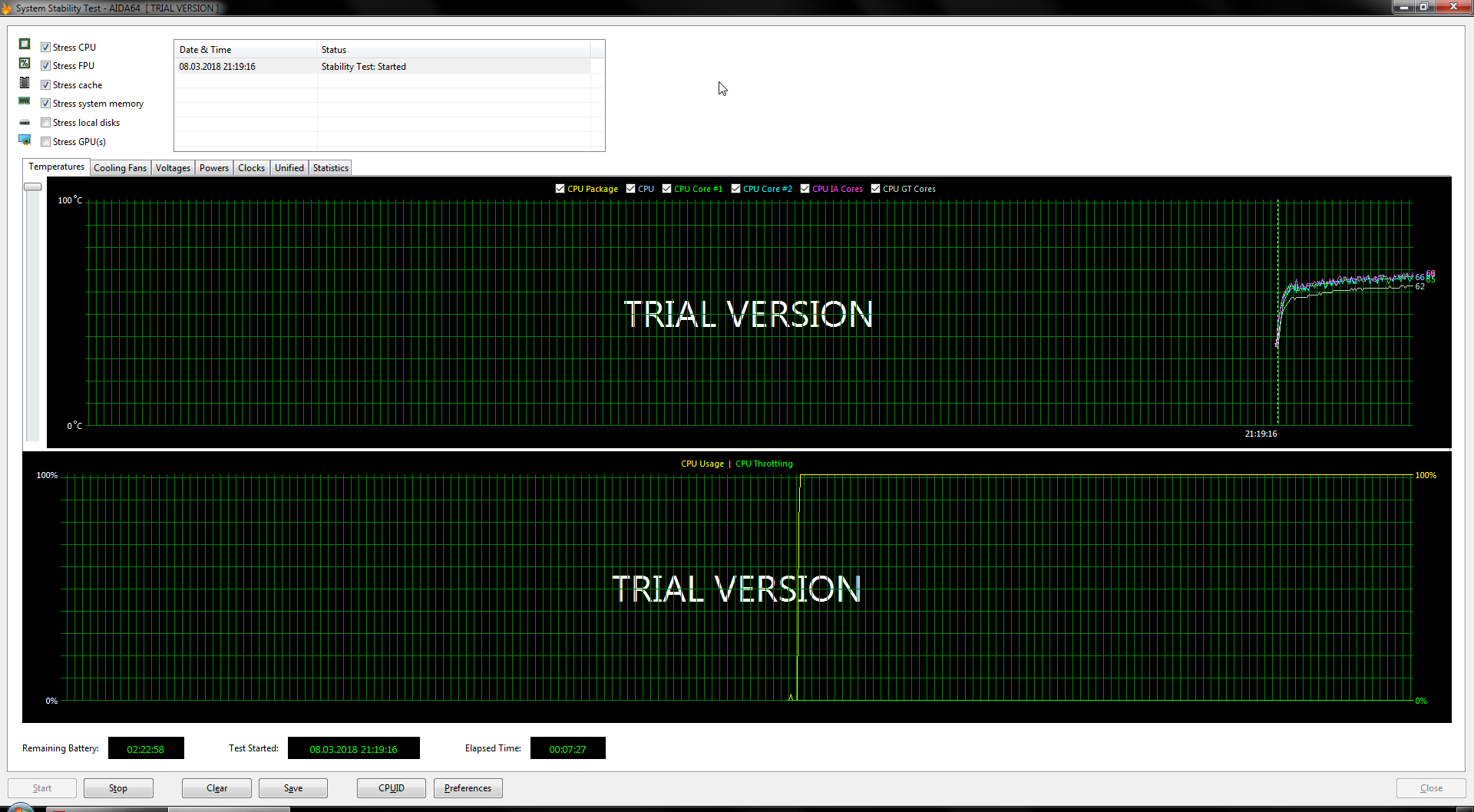
Вот как это выглядит графически:
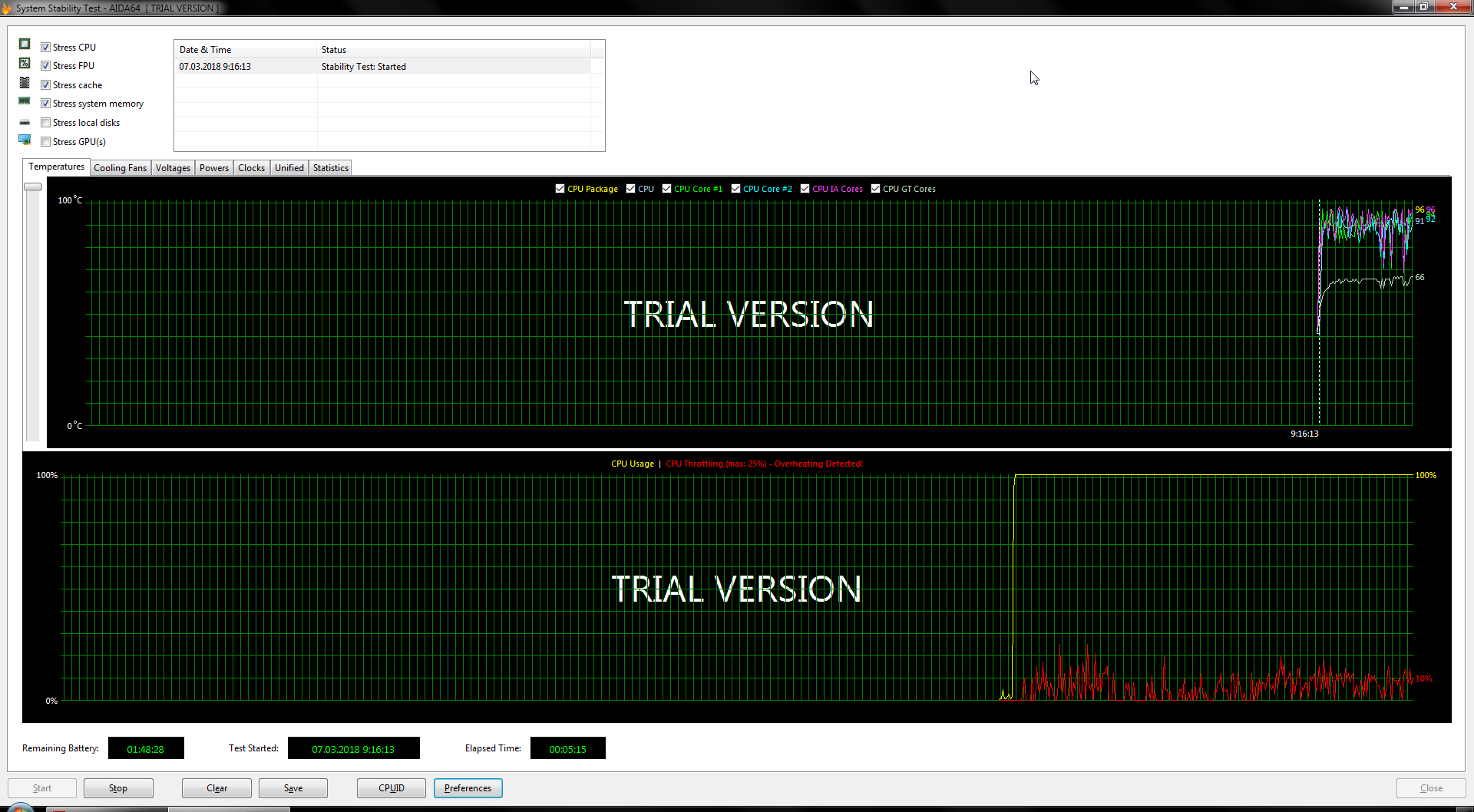
При 100% нагрузке имеем температуру 95+ градусов и постоянный троттлинг процессора.
Conductonaut
Жидкий металл можно купить от нескольких производителей. Возможно какие-то лучше/хуже или выгодней по цене за грамм. Но задачи не стояло выяснить кто лучший. Было решено попробовать вариант от Thermal Grizzly.
Обычно за подобными эксклюзивными вещами иду всегда закупаться на ebay, amazon и т.п. Но каково же было удивление когда обнаружил то что нужно, да еще и по более низкой цене, в местном сетевом магазине. Хоть и под заказ конечно, но ожидание заняло всего лишь дня 3.
Все полностью локализировано.


В комплекте, помимо самого шприца с волшебным веществом, получаем: металлическую насадку-иглу и подобную пластиковую (даже не знаю зачем она), алкогольные тампоны для протирки, две ватные палочки, инструкция и большое красное предупреждение — «Не использовать с алюминиевыми радиаторами». Хотя слабо представляю кого-то, кто на столько заморочится термоинтерфейсом, но при этом будет использовать менее термопроводные алюминиевые радиаторы.
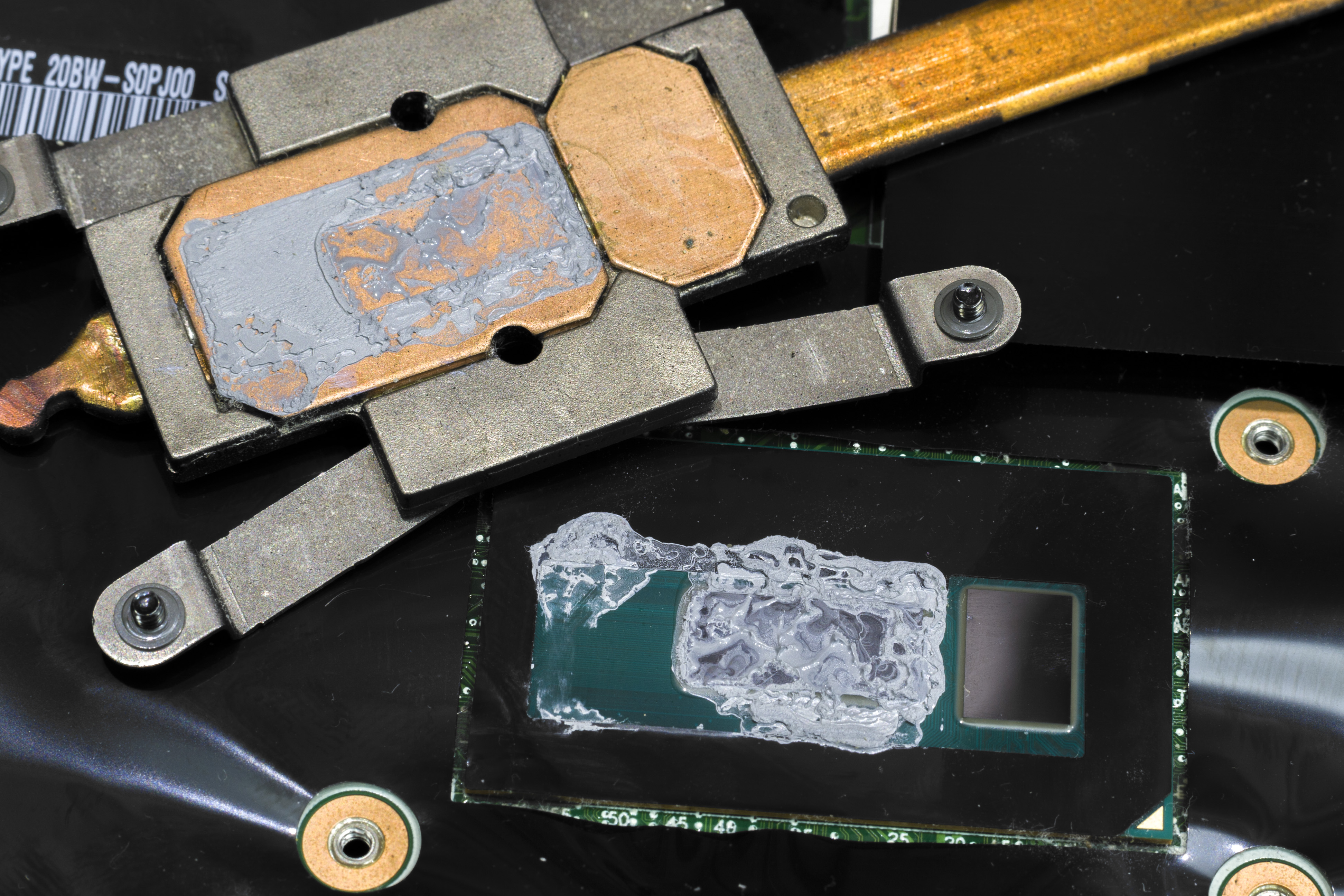
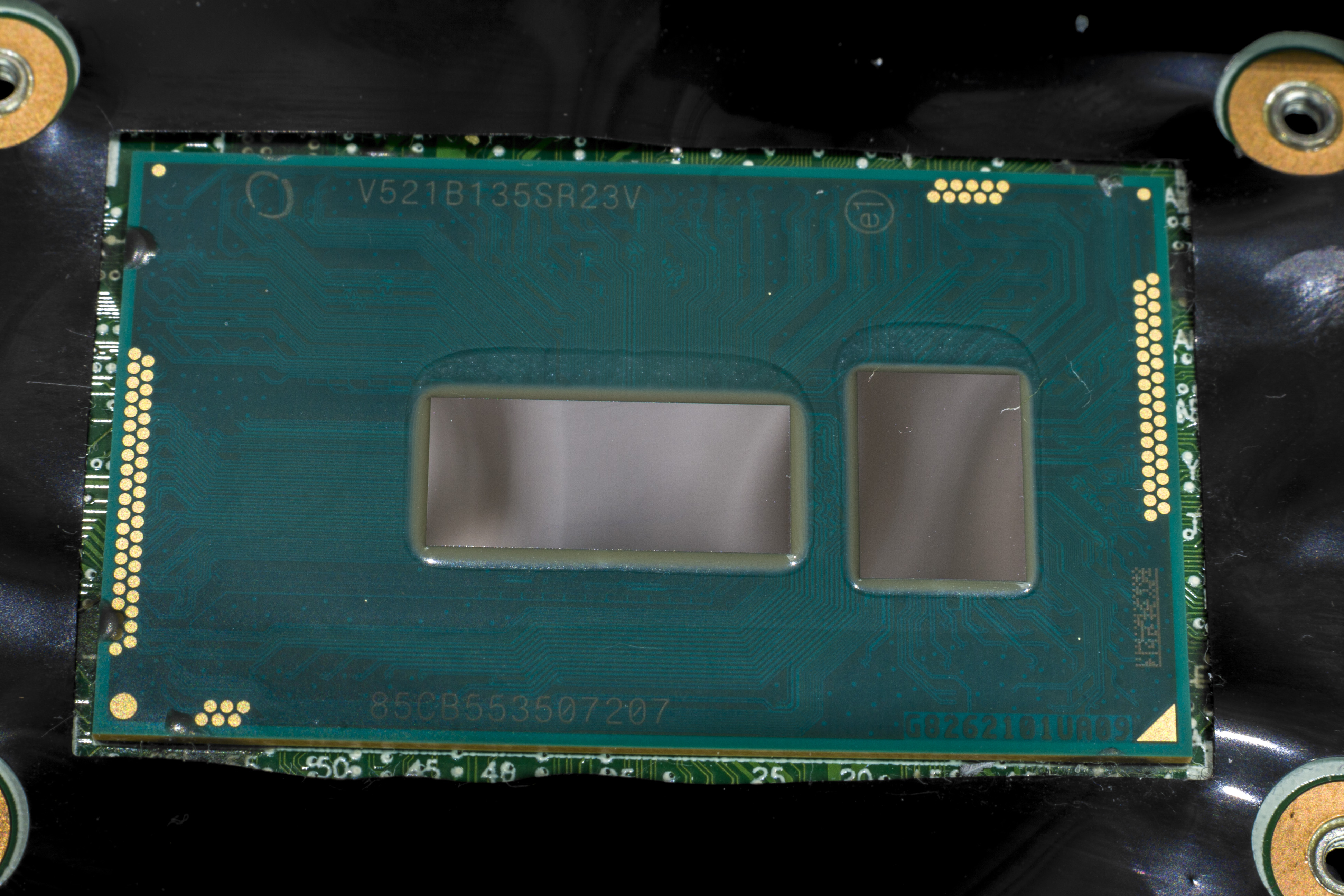
Добравшись до процессора, очень удивился когда увидел один из кристаллов совершенно без термопасты. Еще более удивила медная пластина радиатора над ним, сделанная более утопленной на примерно 1мм. Таким образом слой термоинтерфейса там должен быть очень уж толстый.
Но погуглив, узнал что на самом деле так и должно быть. Второй кристалл — это PCH (южный + частично серверный мост). И он так понимаю не особо греется и уж тем более не должен дополнительно подогреваться теплом процессора. Поэтому оставил его как есть.
Снял черную защитную наклейку и очистил старую термопасту с процессора и радиатора.
Следующий шаг — защита от короткого замыкания. Не думаю конечно, что жидкий металл будет как вода плескаться по всему окружению. Но минимальную защиту сделать необходимо.
В строительном магазине приобрел балончик жидкой резины.

И с помощью ватной палочки (обычной, не из комплекта Thermal Grizzly) аккуратно закрасил все контакты процессора. Вместо жидкой резины можно много чего другого использовать, но решил испробовать именно ее.

Далее, вернул обратно черную защитную пленку и сверху еще раз прошелся жидкой резиной вокруг самого кристалла процессора.

И наконец самое интересное. Крайне аккуратно выдавил из шприца капельку похожую на ртуть.
Сперва на медную пластину радиатора. Начал растирать ее тампоном, но ничего не получалось вначале. По ощущениям это похоже на лужение меди. По началу припой никак не хочет прилипать, но потом схватывается и очень хорошо и равномерно держится. Повторюсь, не надо сразу много жидкого металла, нужно выдавить крохотную каплю и «залудить» необходимую поверхность. Примерно на глаз прикидывая в каком месте радиатор будет как раз над кристаллом процессора. А дальше при необходимости можно чуть добавить в центр. Но не нужно наносить толстый слой, иначе жидкий металл просто выдавится каплями наружу. И хорошо если попадет на нашу жидкую резину, а не куда-то дальше.
И точно также размазал поверхность CPU. Соединил смазанные части бутерброда и собрал все обратно как было.
Уже хорошо. Но нет, самое интересное оказалось дальше.
Я конечно ожидал улучшения, но без особых иллюзий. Ну максимум на 10-15 градусов улучшения расчитывал. Однако, как говорится, фото заменит тысячу слов:
Средняя температура под полной нагрузкой снизилась с ~95 до ~65 градусов. Это целых 30 градусов разницы. И абсолютно никакого троттлинга.
Спустя несколько дней использования, могу сказать что процессор конечно выделять тепла меньше не стал. Он как жарил так и жарит, но тепло его теперь гораздо быстрей отводится и больше нет и намека на перегрев.
Выводы
Действительно ли есть толк от жидкого металла — есть, еще и какой.
Действительно ли так сложно и страшно его наносить — как по мне так слишком преувеличивают.
В общем, однозначно рекомендую всем.
Буду позже еще экспериментировать с разными другими процессорами и возможно на видеокарте испробую.
Читайте также: