Жидкость для сверления металла
Обновлено: 19.05.2024
В процессе сверления металлических деталей нужно использовать смазочно-охлаждающую жидкость. В нашей статье вы узнаете, почему смазка и охлаждение так важны и какую СОЖ выбрать для обработки различных материалов.
Для чего нужна СОЖ при сверлении металла?
Процесс сверления металла всегда сопровождается сильным нагревом в зоне обработки. Иногда температура превышает несколько сотен градусов Цельсия. Такие тепловые нагрузки не выдерживают даже устойчивые к нагреву твердосплавные инструменты. А свёрла из быстрорежущей стали при сверлении отверстий на сухую практически сразу лишаются такого свойства, как твёрдость, и начинают плавиться, терять форму и ровность краёв режущих кромок. Появляются заусенцы, наросты… Ухудшается качество проделанного отверстия, стенки становятся неровными. В большинстве случаев изделие после такой обработки просто отбракуют.
Кроме того, обработка без смазки значительно увеличивает трение инструмента о деталь. Это уменьшает срок эксплуатации сверла в несколько раз. Инструмент часто не справляется и выходит из строя.
Отсутствие смазки и охлаждения не может не влиять и на работу сверлильного оборудования в целом. Регулярные перегрузки становятся серьезной проблемой, ведущей к износу и поломке двигателя станка. В результате это оборачивается дорогостоящим ремонтом оборудования.
Какую СОЖ выбрать для сверления?
Смазочно-охлаждающую жидкость выбирают исходя из материала обрабатываемой детали. Однако, есть ряд жидкостей, которые при обработке металла применять нельзя. Например, воду, незамерзайку, спиртовые растворы, стеклоомыватель и т.п. В частности, замена СОЖ водой ведёт к коррозии обрабатываемой заготовки, инструмента и даже рабочих частей станка.
Итак, перечислим наиболее зарекомендовавшие себя эффективные смазочно-охлаждающие жидкости.
При сверлении нержавейки и жаропрочных сплавов в качестве смазки подойдет смесь, в которую входит олеиновая кислота и сульфофрезола в соотношении 1:4. Для нержавеющей стали сульфофрезолу разрешается заменить на керосин и осерненное масло. Тогда пропорция смеси будет такой: на 2 части олеиновой кислоты добавить 3 части керосина и 5 частей осерненного масла.
Когда сверлят алюминий, для смазки применяют керосин, эмульсию или смешанные масла. Однако допускается глубокое сверление без применения СОЖ.
Также без охлаждения можно сверлить другие мягкие металлы – медь, латунь, бронзу, чугунное литье. Но с СОЖ лучше.
Для меди выбирайте смешанные масла и эмульсию; для латуни – 3-5% эмульсию; для бронзы – смешанные масла; для чугуна – керосин и 3-5% эмульсию.
Цинк и никель также смазывают эмульсией. А вот легированную и инструментальную сталь – смешанными маслами. Смесь осерненного масла и керосина применяется при сверлении конструкционной стали, а для обработки углеродистой стали лучше предпочесть осерненное масло или эмульсию.
Всегда необходимо помнить о «золотом правиле» при выборе СОЖ – нельзя экономить на качестве. Чем качественнее вы приобретете СОЖ, тем дольше окажется срок эксплуатации инструмента и оборудования и тем чище будет обработка.
Смазки для сверления металлов
Для сверления толстолистового металла и проделывания глубоких отверстий в крупных заготовках необходимо использовать смазку. Расскажем, для чего это нужно, и какие составы применяют для сверления различных материалов в промышленности и в быту.
Для чего нужны смазки при сверлении металлов
Сильный разогрев при сверлении — это серьезная проблема. В месте контакта инструмента и заготовки температура достигает сотен градусов Цельсия.
При сильном разогреве материалы начинают гореть или плавиться. Это касается как сверл, так и обрабатываемых металлов.
Сталь, из которой изготовлен инструмент, при сильном разогреве теряет твердость. В результате режущие кромки быстро изнашиваются. Это приводит к значительному повышению силы трения. Из-за этого эффективность обработки уменьшается, а сверла быстро выходят из строя. Применять смазочно-охлаждающую жидкость (СОЖ) необходимо даже при использовании твердосплавных сверл.
Сильный разогрев, если деталь начнет плавиться, повлияет на качество и геометрию отверстия. Это во многих случаях недопустимо.
Еще один побочный эффект от сверления металла без смазки — быстрый износ двигателей сверлильных станков. К нему приводят постоянные перегрузки. Итог — дорогостоящий ремонт.
Именно эти проблемы и решают смазочно-охлаждающие жидкости.
Обратите внимание! Для охлаждения ни в коем случае нельзя применять неподходящие подручные средства (вода, растворители, «незамерзайка», спирт, жидкость для мытья стекол и пр.). К примеру, использование воды вместо рекомендуемых СОЖ приводит к коррозионному разрушению заготовок, а также рабочих станин станков.
Экономическая оправданность применения смазочно-охлаждающих жидкостей
Использование рекомендуемых смазочно-охлаждающих жидкостей полностью себя оправдывает с экономической точки зрения. Это доказывают результаты различных испытаний.
Отличный пример — данные с завода Karnasch (Германия). На нем было проведено испытание, при котором двумя корончатыми сверлами проделывали отверстия диаметром 25 мм в стали толщиной 10 мм. При сверлении первым сверлом использовали 7-процентный раствор эмульсии, при обработке материала вторым инструментом — воду. В первом случае удалось просверлить 1500 отверстий, а во втором — 835. Это на 45 % меньше.
В среднем, если учесть стоимость СОЖ, экономические затраты на металлообработку снижаются на 15 %. При этом срок службы станка продлевается. Этот факт также стоит учитывать.
Чем охлаждать сверло при сверлении металла
В промышленности и быту сверла при сверлении металлов охлаждают различными СОЖ и рекомендованными к применению заменителями.
В промышленности
На производстве чаще всего используют следующие составы.
Материал обрабатываемой заготовки
Нержавеющие и жаропрочные сплавы
Смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %). Последний компонент этой смазки для сверления нержавейки можно заменить керосином (30 %) и осерненным маслом (50 %)
Керосин, эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смешанные масла, эмульсия. Допускается глубокое сверление без охлаждения.
Эмульсия (3–5 %). Допускается глубокое сверление без охлаждения.
Смешанные масла. Допускается глубокое сверление без охлаждения.
Алюминий и сплавы на его основе
Керосин, эмульсия, смешанные масла. Допускается глубокое сверление без охлаждения
Смесь осерненного масла и керосина
Осерненное масло, эмульсия
При этом используют различные технологии подачи смазочно-охлаждающих жидкостей.
Прямая подача. Осуществляется через каналы, которые имеют многие цельные и корпусные сверла.

Фотография №1: подача СОЖ через каналы сверла
Наружное охлаждение. Для него станки оснащают специальными автоматизированными системами.

Фотография №2: наружное охлаждение.
При работе с ручными промышленными и бытовыми дрелями сверла периодически окунают в СОЖ, а также заливают жидкости в отверстия различными методами.
В быту
В домашних условиях для охлаждения режущих инструментов при сверлении металлов можно применять следующие СОЖ. Они, конечно, менее эффективны, чем специально разработанные составы, но это лучше, чем ничего.
Чем смазывать сверло при сверлении металла?
Правильная работа станков всегда требует охлаждения. Элементы перегреваются, и отсутствие качественной смазки приведет к поломке. Ознакомьтесь с информацией по смазочно-охлаждающим жидкостям для сверлильных станков.

Сверление или выполнение иных токарных работ на станке невозможно без использования специальных смазочно-охлаждающих жидкостей. Важно купить СОЖ, подходящие под конкретный станок и материал, чтобы обеспечить максимальную эффективность воздействия. Применение правильных СОЖ отвечает за решение ряда задач:
- улучшает чистоту обработки заготовки;
- повышает производительность магнитного станка;
- охлаждает резец, который сильно нагревается при металлообработке.
- Сталь, из которой изготовлен инструмент, при сильном разогреве теряет твердость. В результате режущие кромки быстро изнашиваются. Это приводит к значительному повышению силы трения. Из-за этого эффективность обработки уменьшается, а сверла быстро выходят из строя. Применять смазочно-охлаждающую жидкость (СОЖ) необходимо даже при использовании твердосплавных сверл.
- Сильный разогрев, если деталь начнет плавиться, повлияет на качество и геометрию отверстия. Это во многих случаях недопустимо.
- Еще один побочный эффект от сверления металла без смазки — быстрый износ двигателей сверлильных станков. К нему приводят постоянные перегрузки. Итог — дорогостоящий ремонт.
Обратите внимание! Для охлаждения ни в коем случае нельзя применять неподходящие подручные средства (вода, растворители, «незамерзайка», спирт, жидкость для мытья стекол и пр.). К примеру, использование воды вместо рекомендуемых СОЖ приводит к коррозионному разрушению заготовок, а также рабочих станин станков.







Выбор материала
Рекомендуемые покрытия для крепежа из нержавеющей стали – MODENGY 1001, MODENGY 1005, MODENGY 1010, MODENGY 1011, MODENGY 1012, MODENGY 1014. Выбор конкретного материала зависит от многих факторов: диапазона рабочих температур, коэффициента закручивания, температуры и выдержки, необходимых для полимеризации, а также характера воздействующей среды (химически агрессивные вещества, влажность и т.д.).
Перечисленные покрытия обладают различным балансом антифрикционных свойств, адгезии и химической стойкости, отличаются условиями полимеризации.

Покрытие MODENGY 1001 на основе дисульфида молибдена и графита обладает самым широким диапазоном рабочих температур – от -180 до +440 °С. Высокая несущая способность (2500 МПа на машине трения SRV) позволяет этому покрытию долгое время сохранять смазочные и защитные свойства даже при значительных нагрузках на крепеж.
MODENGY 1005 отличается высокими антикоррозионными свойствами (720 часов в соляном тумане), что актуально даже для нержавеющего крепежа, работающего в условиях агрессивных сред (например, в морской). Покрытие характеризуется отличной адгезией и прочностью.
MODENGY 1010, MODENGY 1011 и MODENGY 1014 можно условно объединить в одну группу – ПТФЭ-покрытий.
MODENGY 1010 придает изделиям эстетичный черный глянцевый цвет. Его формула позволяет обеспечить нужный баланс антифрикционных и антикоррозионных свойств. При испытаниях на крепеже М10 класса прочности 10.9 коэффициент трения на деталях с данным покрытием имел разброс не более ±0,01 в течение пяти циклов сборки-разборки. Это демонстрирует способность АТСП снижать и стабилизировать трение. Аналогичные измерения на крепеже без покрытия показали разброс коэффициента трения до двух раз.
MODENGY 1011 имеет аналогичные 1010 характеристики, но отличается серебристым цветом.
Покрытие MODENGY 1014 характеризуется повышенными антикоррозионными и усиленными противозадирными свойствами за счет дополнительного введения в состав дисульфида молибдена – широко известного твердого смазочного материала слоистой кристаллической структуры. Благодаря ему покрытие обладает характерным серым цветом.
Уровень защиты от коррозии у АТСП MODENGY 1014 доведен до значения 672 часа по данным ускоренных испытаний в соляном тумане. Этот показатель может быть существенно увеличен путем дополнительной подготовки поверхности перед нанесением покрытия, например, с помощью фосфатирования.
Полупрозрачные покрытия MODENGY 1012 и MODENGY PTFE-A20 не меняют цвет деталей, поэтому применяются в тех случаях, когда важно сохранить эстетичный внешний вид крепежных изделий. Составы устойчивы к смыванию водой и не токсичны. MODENGY PTFE-A20 производится на основе политетрафторэтилена, MODENGY 1012 также содержит ПТФЭ, но имеет водную основу, поэтому не подвержен воспламенению.
Как наносятся покрытия?
Обработке подвергаются предварительно очищенные и обезжиренные поверхности. От качества подготовки во многом зависят адгезия и долговечность покрытий. Составы наносят методами, привычными в технологиях окрашивания – окунанием, распылением, центрифугированием.
Для небольших крепежных изделий и фурнитуры оптимален метод окунания на автоматических или полуавтоматических центрифугах (рис. 3). Такой метод нанесения обладает высокой производительностью (один цикл занимает около 2 минут), позволяет избежать неравномерности покрытия и его избытка во впадинах резьбы.

Рис. 3 Центрифуга для нанесения антифрикционных покрытий
Рекомендуемая толщина покрытия MODENGY составляет 15‑25 мкм. Этот параметр можно регулировать путем изменения вязкости материала. При необходимости составы наносятся в несколько слоев с промежуточной сушкой.
В целях экономии покрытием можно обрабатывать только болт или только гайку. В этом случае между контактирующими поверхностями также образует разделительный смазочный слой.
Контроль качества нанесения осуществляется стандартными методами: путем измерения адгезии, толщины (см. видео) и коэффициента трения.
| Материал обрабатываемой заготовки | СОЖ |
| Нержавеющие и жаропрочные сплавы | Смесь, состоящая из олеиновой кислоты (20 %) и сульфофрезола (80 %). Последний компонент этой смазки для сверления нержавейки можно заменить керосином (30 %) и осерненным маслом (50 %) |
| Чугунное литье | Керосин, эмульсия (3–5 %). Допускается глубокое сверление без охлаждения. |
| Ковкий чугун | Эмульсия (3–5 %) |
| Цинк | Эмульсия |
| Медь | Смешанные масла, эмульсия. Допускается глубокое сверление без охлаждения. |
| Никель | Эмульсия |
| Латунь | Эмульсия (3–5 %). Допускается глубокое сверление без охлаждения. |
| Бронза | Смешанные масла. Допускается глубокое сверление без охлаждения. |
| Алюминий и сплавы на его основе | Керосин, эмульсия, смешанные масла. Допускается глубокое сверление без охлаждения |
| Легированная сталь | Смешанные масла |
| Инструментальная сталь | Смешанные масла |
| Конструкционная сталь | Смесь осерненного масла и керосина |
| Углеродистая сталь | Осерненное масло, эмульсия |
- Прямая подача. Осуществляется через каналы, которые имеют многие цельные и корпусные сверла.

Фотография №1: подача СОЖ через каналы сверла

Фотография №2: наружное охлаждение.
| Обрабатываемый металл | Охлаждающая жидкость |
| Алюминий | Мыльная вода |
| Дюралюминий | Смесь касторового масла и керосина |
| Алюминиевые сплавы типа Д16Т | Хозяйственное мыло |
| Мягкие стали | Касторовое масло, технический вазелин |
| Силумин | Разведенный спиртом скипидар |
Если нет каких-либо компонентов, можете приготовить универсальную охлаждающую жидкость для сверления металла в домашних условиях.
- Возьмите 200 г мыла и растворите его в ведре воды.
- Добавьте 5 столовых ложек машинного масла.
- Прокипятите раствор до получения мыльной однородной эмульсии.
Как предотвратить заедание и обеспечить качественную затяжку резьбы?
Эффективная мера профилактики заеданий нержавеющего крепежа при монтаже – применение специальных антифрикционных покрытий и паст на основе твердосмазочных композиций.
В их состав входят высокодисперсные порошки графита, дисульфида молибдена и других специальных наполнителей в точно подобранных концентрациях. Материалы разработаны с учетом синергетического взаимодействия различных твердых смазок, что позволяет добиться их высочайших эксплуатационных свойств.
Антифрикционное твердосмазочное покрытие – новый метод предотвращения закусывания резьбы
Существует несколько способов предотвращения избыточного трения в резьбовом соединении из нержавейки. Все они основаны на технологии твердой смазки, когда в зону трения вводится антифрикционный материал на основе минералов, «мягких» металлов или полимеров. Для надежной фиксации и удержания антифрикционного наполнителя используют связующее вещество.
Относительно трудозатратной и неэффективной технологией является применение резьбовых паст, поэтому сейчас предпочтения отдаются покрытиям, в которых связующее надежно удерживает наполнитель в зоне трения.
Покрытия на основе «мягких» металлов (омеднение, серебрение и др.) имеют сложную технологию нанесения и не обеспечивают нужных антифрикционных характеристик. При высоких моментах свинчивания не обеспечивается надежный антифрикционный слой для разделения трущихся поверхностей. Кроме того, гальванические технологии нанесения металлов требуют условий для хранения и утилизации отработанных компонентов.
На основании многочисленных тестов и практического опыта доказано, что эффективным решением проблемы закусывания резьбы является нанесение на резьбовой участок фитинга или крепежа антифрикционных покрытий на основе минералов и полимеров.
Наиболее эффективным и современным решением сегодня является применение антифрикционных твердосмазочных покрытий (АТСП) MODENGY. На рисунке ниже приведена структура такого покрытия (Рисунок 3) на поверхности резьбового соединения или фитинга.

Рис.3. Структура антифрикционных твердосмазочных покрытий
Тонкая пленка, формируемая покрытием на поверхности резьбы, представляет собой прочно сцепленную с основой матрицу связующего вещества, в ячейках которой расположены очень мелкие частицы твердого смазочного материала. Происходит заполнение впадин микронеровностей поверхности, увеличивается ее опорная площадь и несущая способность (см. рисунки 4, 5).
Рис.4. Схема контактного взаимодействия при трении деталей без антифрикционных твердосмазочных покрытий
Рис. 5. Схема контактного взаимодействия при трении деталей, на одну из которых нанесено антифрикционно твердосмазочное покрытие
Благодаря особой структуре покрытие имеет высокое сопротивление сжатию и малое сопротивление сдвигу – коэффициент сухого трения значительно снижается, происходит разделение и защита трущихся поверхностей при высоких моментах закручивания.
Резьбовые пасты

Распространенным видом резьбовых составов для крепежа из аустенитных сталей являются пасты. Их применение позволяет снизить и стабилизировать трение при свинчивании резьбового соединения и обеспечить его качественную затяжку.
Резьбовые пасты Molykote и EFELE содержат в составе твердые смазки в высокой концентрации (до 60 %). Высокодисперсные частицы твердых веществ заполняют впадины микронеровностей поверхности, увеличивая ее опорную площадь и несущую способность. Такой слой выдерживает значительные нагрузки и обеспечивает хорошее разделение поверхностей, защищая детали нержавеющего крепежа от непосредственного контакта и схватывания.
Пасты Molykote, рекомендованные для резьбовых соединений из аустенитных сталей, в качестве твердых смазок содержат в своем составе дисульфид молибдена и графит. Благодаря ярко выраженной слоистой структуре они обладают уникальными антифрикционными свойствами в широком диапазоне нагрузок и температур. Взаимодействие этих веществ в определенных пропорциях дает выраженный синергетический эффект.
Эти твердые смазки отличаются химической инертностью, термической и окислительной стабильностью. Они остаются эффективными после продолжительного простоя узла и позволяют при необходимости без повреждений разобрать резьбовое соединение с использованием стандартного инструмента.
Резьбовые пасты наносятся на поверхность резьбы болта и торцевую поверхность гайки с помощью кисти (илл. 4) или путем распыления из аэрозольного баллона.

Илл. 4. Пример нанесения пасты Molykote 1000 на болт перед сборкой крепежа
Основные свойства некоторых резьбовых паст Molykote, которые могут применяться для нержавеющего крепежа, а также результаты проведенных в ЦНИИПСК им. Мельникова экспериментальных исследований затяжки нержавеющего крепежа приведены в статье «Пасты Molykote для резьбовых соединений из нержавеющих сталей»
Резьбовые пасты и антифрикционные покрытия Molykote, MODENGY и EFELE обладают необходимым комплексом свойств для эффективного управления трением в резьбовом соединении и защиты нержавеющего крепежа от заедания при монтаже и демонтаже. Резьбовые пасты удобно использовать непосредственно на монтажной площадке, нанося их перед сборкой крепежа.
В то же время применение антифрикционных покрытий позволяет осуществить подготовку крепежа к сборке на заводе-изготовителе и исключить выполнение связанных с этим трудоемких операций в условиях монтажной площадки. Достаточно наносить покрытие только на одну из нержавеющих деталей резьбового соединения – болт или гайку.
Нержавеющий крепеж незаменим там, где превыше всего надежность и долговечность конструкции. Год за годом он не теряет своей коррозионной стойкости, прочности и внешнего вида, несмотря на самые жесткие условия эксплуатации.
Нержавеющая сталь получена в результате добавления в железный сплав хрома и никеля. На воздухе атомы легирующих добавок входят в реакцию с кислородом, в результате чего образуется оксидная пленка, предупреждающая коррозию. При повреждении поверхности защитная пленка восстанавливается (процесс самопассивации).
СОЖ своими руками - как приготовить эмульсию для токарного станка?
Самодельные аналоги СОЖ делают на основе масла (при необходимости лучшей смазки заготовки и инструмента) или воды (если требуются более высокие охлаждающие свойства).
На вопрос о том, из чего лучше самому приготовить СОЖ для станка, нет однозначного ответа. Например, дорогую смазку WD-40 для сверления алюминия можно заменить смесью керосина (70 %) и скипидара (30 %). При изготовлении эмульсий для обработки черных металлов нужно помнить о том, что в их составе обязательно должны быть ингибиторы коррозии.
Как самому сделать СОЖ на основе масла

Чтобы приготовить эмульсию на масляной основе своими руками, достаточно тщательно смешать три компонента – масло, воду и ПАВ (поверхностно-активное вещество).
Как самому приготовить СОЖ на водной основе
На изготовление самодельных СОЖ для токарного станка по этим рецептам вы потратите минимум времени и денег: все компоненты дешевые и доступные, быстро растворяются в теплой воде.
Растворы соды и тринатрий-фосфата оказывают одинаковое охлаждающее действие.
Мыло специальное калийное
Сода кальцинированная техническая или тринатрийфосфат
Черновое и фасонное точение.
Сода кальцинированная техническая
- нейтрализует жесткость и снижает кислотность воды, за счет чего уменьшается риск коррозии металла заготовки, инструмента, деталей станка;
- препятствует развитию бактерий и грибков, чем продлевает срок службы раствора.
Калийное мыло повышает смазывающие и очищающие характеристики самодельных аналогов водосмешиваемых СОЖ, оказывает дезинфицирующее действие. Его можно заменить любым водорастворимым мылом, не содержащим хлористых соединений (например, хозяйственным, натертым мелкой стружкой).
Чем можно заменить СОЖ
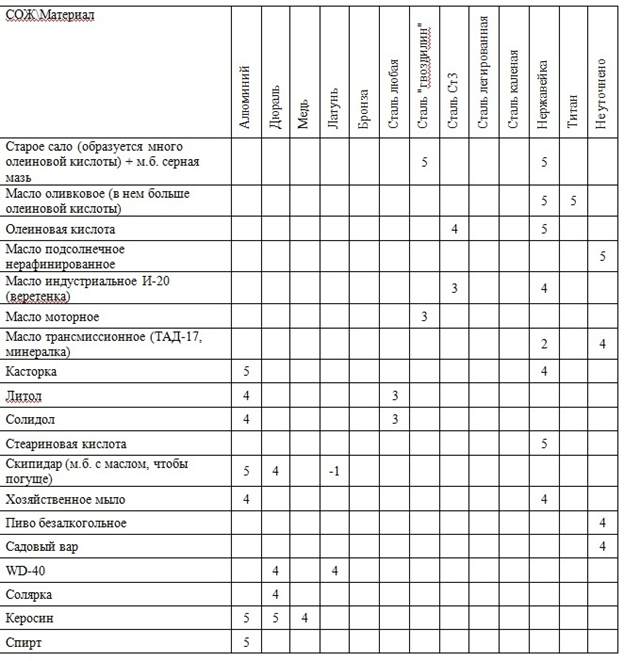
Точные аналоги современных эмульсий для станков приготовить своими руками невозможно, но ряд из них вполне реально заменить, воспользовавшись этой таблицей:
Здесь по пятибалльной шкале резание «всухую» - это 1 балл. Если применение заменителя СОЖ дает улучшение/ухудшение по сравнению с сухой обработкой, баллы добавляются/вычитаются.
Если вы решите заменить эмульсию в станке самодельным аналогом, тщательно промойте и продезинфицируйте бачок и систему подачи. Это необходимо, чтобы избежать проблем из-за совместимости составов, уничтожить бактерии, грибки и плесень. Для этой процедуры вы можете использовать системные очистители Oilcool XR.

Некоторые «домашние Кулибины» считают аналогами СОЖ тормозную жидкость и незамерзайку. Эти жидкости действительно обладают отличными охлаждающими и смазывающими свойствами, но содержат вещества (метанол, этиленгликоль, пропиленгликоль), которые могут вызвать тяжелое отравление, привести к инвалидности и даже летальному исходу. Поэтому заменять ими эмульсию для станка нельзя.
Что лучше: приготовить СОЖ самому или купить фабричную
Хоббийщики-металлообработчики упорно разрабатывают собственные рецепты изготовления эмульсий для станков по разным причинам: кто-то хочет создать аналог импортной СОЖ, которая исчезла из продажи, кому-то просто нравится самому достигать желаемых результатов.
Сделанные своими руками СОЖ дешевле фабричных, но проигрывают им по эксплуатационным характеристикам и сроку службы, а некоторые самодельные составы еще и весьма опасны для здоровья.
Сегодня российские предприятия производят полные аналоги СОЖ мировых брендов и публикуют таблицы взаимозаменяемости, с помощью которых можно самому выбрать качественную и недорогую эмульсию для токарного станка. Поэтому не стоит проводить рискованные домашние эксперименты с изготовлением составов по рецептам из интернета.
СОЖ - видео изготовления своими руками
Для тех, кто всё-таки решился сделать СОЖ самостоятельно, напоследок, предлагаем ознакомиться с одним из популярных видео по этой темеСОЖ - что это? Состав, виды и преимущества использования.
При всех видах механической обработки металлов в зоне контакта инструмента с заготовкой действуют мощные силы трения и выделяется большое количество тепла. Это приводит к ухудшению качества обработки поверхностей, ускоренному износу инструментальной оснастки и оборудования, изменению свойств и структуры обрабатываемого металла из-за перегрева. Чтобы избежать негативных последствий, при токарной и других видах металлообработки рекомендуется применение СОЖ.
Что такое СОЖ?

Аббревиатура СОЖ в производстве и металлообработке расшифровывается как “смазочно-охлаждающая жидкость”, также употребляется термин СОТС — “смазочно-охлаждающие технологические средства”. СОЖ — это многокомпонентные составы, главным назначением которых является охлаждение и смазка инструментов и обрабатываемых деталей из черных и цветных металлов и сплавов. Они уменьшают трение и защищают инструменты и заготовку от перегрева и коррозии, эффективно удаляют абразивную пыль и мелкую стружку из рабочей зоны, предотвращают быстрый износ основных элементов оборудования.
Виды и характеристики СОЖ
Основными техническими характеристиками СОЖ являются плотность и вязкость, которые зависят от состава и определяют их смазывающие и охлаждающие качества. Также важным свойством охлаждающей жидкости является температура замерзания, определяющая условия, в которых возможно применение смазки.
В зависимости от состава, СОЖ подразделяются на две группы:
По форме выпуска различают концентраты и готовые к применению эмульсии. В особую группу можно выделить аэрозоль, применяемый на нестационарных рабочих местах.
Масляные СОЖ
Масляные СОЖ — это чистые минеральные масла (вязкость 2 — 40 мм2/с при 50°С) или с добавками разнообразных функциональных присадок (противозадирные, антифрикционные, антитуманные, антикоррозионные и пр.). Производятся из нефтепродуктов, в связи с чем относятся к горючим жидкостям.
Имеют отличные смазывающие свойства, но при этом отмечается ряд недостатков: низкая способность к охлаждению, испаряемость и высокий уровень пожарной опасности. Масляные смазочно-охлаждающие жидкости не требуют специального приготовления, они выпускаются готовыми к применению.
Выбор и применение СОЖ на масляной основе
Масляные СОЖ характеризуются показателями плотности, вязкости и температурой вспышки, что и является основными критериями выбора определенной марки смазочно-охлаждающей жидкости. Они традиционно используются при тяжелых режимах работы на металлорежущих станках — с низкими скоростями подачи и большой глубиной резания. Эмульсолы на основе минерального масла широко применяются при хонинговании, развертывании и сверлении, а также в случаях, когда уплотнение станка не позволяет использовать водосодержащие продукты.
Чистые минеральные масла без присадок имеют ограниченное применение и чаще всего применяются при простых работах с цветными металлами (бронза, латунь, медь), а также с углеродистыми сталями и чугуном. Для труднообрабатываемых материалов подходят масляные смазочно-охлаждающие жидкости более сложного состава с присадками.
Делая выбор между несколькими марками смазочно-охлаждающей жидкости с аналогичными характеристиками, специалисты рекомендуют отдать предпочтение тем продуктам, которые:
- имеют более высокую прозрачность для лучшего обзора рабочей зоны
- не образуют масляный туман и безопасные для персонала
- не содержат хлора и при этом обладают высокими смазывающими свойствами и обеспечивают требуемое качество обработки
Синтетические и полусинтетические СОЖ
Водосмешиваемые СОЖ в своем составе содержат различные органические и неорганические вещества, среди которых: спирты, вода, эмульгаторы, электролиты, биоциды, ингибиторы коррозии, противозадирные присадки и пр.
Преимущества этого вида эмульсолов — невысокая стоимость, простота приготовления рабочих эмульсий, низкая пожароопасность, хорошие охлаждающие свойства. Недостатки — пенообразование, высокая степень биопоражения микроорганизмами и расходы на утилизацию.
Классификация водорастворимых СОЖ
Поставка водосмешиваемых эмульсолов осуществляется в виде концентрата, который используется для приготовления рабочих эмульсий непосредственно на месте применения. При этом обязательным условием получения качественного продукта является правильное разбавление концентрата водой — он добавляется в воду и тщательно перемешивается.
Эта группа включает три основных разновидности СОЖ с разной дисперсностью основного компонента:
- Эмульсионные: грубодисперсные продукты, получаемые путем разбавления водой эмульсолов, содержащих до 85% минеральных масел. Вследствие смешивания эмульсола и воды в концентрации 5-30% образуется эмульсия белого цвета, обладающая высокими смазывающими характеристиками.
- Полусинтетические: концентрированные продукты с коллоидной степенью дисперсии, содержат до 50% минеральных масел. Рабочий полупрозрачный раствор концентрацией 1-10% получают при смешивании с водой. Он в равной мере характеризуется хорошими смазывающими и охлаждающими свойствами.
- Синтетические: концентраты, не содержащие масел, имеют молекулярную степень дисперсности. Основные компоненты: поверхностно-активные вещества (ПАВ), вода, водорастворимые полимеры и присадки. Рабочий раствор в концентрации 1-10% обладает высокими охлаждающими свойствами.
Состав и характеристики СОЖ на водной основе
Водорастворимые СОЖ характеризуются отличными охлаждающими свойствами и поэтому подходят для высокоскоростных режимов обработки металлов. Кроме того, они дают возможность получить рабочий раствор различной концентрации, что расширяет применяемость данного вида эмульсолов в металлообработке.
Например, одна и та же марка смазочно-охлаждающей жидкости может использоваться для черновой механической обработки в концентрации 2-5%, а при выполнении особо трудных операций (глубокого зенкования, сверления и пр.) — в повышенных концентрациях до 8%. Синтетические СОЖ с невысокой концентрацией 1,5-2,5% обычно выбирают для шлифовальных операций.
Рекомендуемые концентрации и применяемость каждой марки СОЖ для определенного вида механической обработки приводятся в технической документации производителей. Точное соблюдение дозировок гарантирует стабильность готового раствора СОЖ и позволяет достичь максимально эффективной обработки металлов.
Выбор и применение СОЖ
Основными сферами применения смазывающе-охлаждающих жидкостей являются токарная и фрезерная обработка металлов. Эмульсол для металлообработки выбирается, исходя из конкретных условий производства: типа оборудования, применяемого инструмента, выполняемых технологических операций, материала заготовки, способа подачи рабочей эмульсии и пр.
СОЖ для токарных станков - какую выбрать?
Однозначного ответа на вопрос, какая СОЖ лучше для токарной обработки , нет: ее нужно выбирать с учетом скоростного режима и свойств обрабатываемого металла.
При высокоскоростной токарной обработке необходимо использовать СОЖ с улучшенными теплоотводящими и антифрикционными характеристиками.
Даже при обработке нержавеющих металлов в составе концентрата СОЖ, эмульсола или эмульсии для токарных станков должны быть специальные присадки для предотвращения коррозии инструмента и узлов оборудования.
В состав токарной эмульсии для обработки вязких металлов обязательно вводят антизадирные компоненты.
Как выбрать СОЖ для фрезерования?

Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. Например:
при использовании фрез с твердосплавными пластинами они должны сочетать высокие смазочные и низкие охлаждающие свойства (фрезерование является прерывистым процессом, поэтому интенсивное охлаждение зоны реза приводит к образованию термических трещин на режущих кромках инструмента из-за резких перепадов температуры);
при обработке деталей из алюминия и нержавейки необходимо для улучшения качества обработки поверхностей следует применять СОЖ с антизадирными присадками.
Особенности выбора СОЖ для шлифовальных станков
К СОЖ для шлифовки металлов предъявляются повышенные требования по пожаробезопасности, пено- и туманообразованию, содержанию опасных для здоровья персонала веществ.
Во время шлифования в рабочей зоне образуется большое количество мелкой стружки и абразивной пыли, что приводит к образованию царапин на обрабатываемых поверхностях. Поэтому для обеспечения высокого качества деталей необходимо выбирать СОЖ с улучшенными моющими свойствами.
СОЖ для сверления

Выбирая смазочно-охлаждающую жидкость для сверлильного станка, необходимо обязательно учитывать глубину отверстий: СОЖ для глубокого сверления должны обладать повышенными теплоотводящими и антифрикционными свойствами.
Для повышения качества обработки поверхностей отверстий в деталях из нержавеющей стали в состав СОЖ вводят компоненты, предотвращающие налипание металла на сверло.
Одним из важнейших требований к СОЖ при использовании твердосплавных сверл является содержание присадок, препятствующих выгоранию кобальта.
СОЖ для обработки металлов давлением
Подбор СОЖ для обработки металлов давлением осуществляют с учетом особенностей технологических режимов выполняемых процессов (прессование, горячая или холодная штамповка).
В основном для операций горячей штамповки применяются пожаробезопасные смазочно-охлаждающие жидкости на водной основе с графитом и без графита, а также масляные СОЖ с графитом. Эти продукты образуют термостойкую смазочную пленку с хорошими разделительными свойствами. Они уменьшают износ оборудования, предотвращая жесткий контакт матрицы и заготовки.
Широкое применение получило также специальное испаряющееся масло для штамповки, в состав которого входят особые полярные присадки (эфиры). Оно отличается невысокой вязкостью, легко наносится на рабочие поверхности, испаряется при нагреве и не требует последующей очистки.
Для холодной обработки металлов давлением выпускаются СОЖ на масляной основе со значительным содержанием различных присадок и смазочных добавок, придающих нужные эксплуатационные свойства — коррозионную устойчивость и износостойкость, хорошие противозадирные качества. Создаваемая защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемой детали.
Марки и рейтинг СОЖ
Первые места в рейтинге СОЖ для металлообработки занимают продукты марок Henkel, Blaser, Cimcool - данные фирмы специализируются на выпуске смазочно-охлаждающих жидкостей. Для компаний Castrol, Shell, Mobil основным направлением является производство моторных масел, а выпуск СОТС для них - "побочное" дело. При этом стоимость СОЖ всех вышеперечисленных марок одинаково высока , в том числе из-за немалых затрат на доставку и растаможку.
Кроме того, под видом эмульсий и эмульсолов известных марок нередко продаются фальсификаты, опасные не только для оборудования, но и для здоровья людей.
Смазывающе-охлаждающие жидкости отечественного производства стоят значительно дешевле, но при этом обладают рядом недостатков, в числе которых:
- быстрое расслоение, бактерицидное заражение и, как следствие, и потеря рабочих свойств;
- коррозия и разрушение деталей станка, выполненных из цветных материалов;
- вспенивание и выпадение осадка при использовании с жесткой водой;
- аллергические реакции и другие проблемы со здоровьем у персонала;
- высокая токсичность отработанной эмульсии и проблемы с её утилизацией.
При разработке нашей продукции мы учли эти факторы, поэтому концентрат СОЖ для металлообработки марки Oilсool полностью отвечает современным санитарно-гигиеническим требованиям, а пакет присадок Ecoboost 2000 обеспечивает высокие антикоррозионные, антифрикционные, противозадирные и другие важные эксплуатационные свойства. Производимые нами смазочно-охлаждающие жидкости ничем не уступают зарубежным аналогам и при этом стоят дешевле.
Когда требуется замена СОЖ
Замена эмульсола производится по истечению срока годности продукта, а также в тех случаях, когда в процессе использования его качество, внешний вид и эксплуатационные характеристики значительно ухудшились.
Как показывает практика, масляные эмульсолы имеют более длительный срок годности по сравнению с СОЖ на водной основе. Это объясняется тем, что вода является хорошей средой для развития всевозможных микроорганизмов, что приводит к снижению уровня кислотности рН и появлению неприятного запаха. Вредными факторами для водосмешиваемых СОЖ являются также повышенные температуры, загрязнение смазочными материалами и абразивами. Такая эмульсия теряет стабильность и свои свойства, становится более токсичной. Текущий контроль состояния СОЖ дает возможность своевременно выявить несоответствия и внести корректировки. Периодичность контроля устанавливается стандартами:
Читайте также: