Акт приемки стальных конструкций
Обновлено: 01.05.2024
СТРОИТЕЛЬНЫЕ НОРМЫ И ПРАВИЛА
ПРАВИЛА ПРОИЗВОДСТВА И ПРИЕМКИ РАБОТ
Дата введения 1977-01-01
С 1 июля 1988 г. отменены в части монтажа конструкций (Перечень нормативных документов по строительству, действующих на территории Российской Федерации/Минстрой России - М.: ГП ЦПП, 1996; Перечень действующих нормативных и рекомендательных документов по строительству/Госстрой России - М.: ГУП ЦПП, 1998). - Примечание изготовителя базы данных.
ВНЕСЕНЫ Минмонтажспецстроем СССР
УТВЕРЖДЕНЫ постановлением Государственного комитета Совета Министров СССР по делам строительства от 20 октября 1975 г. N 181
В настоящей главе приведены ссылки на ГОСТы, действующие на 1 января 1975 г., согласно "Указателю государственных стандартов СССР"; все последующие изменения ГОСТов должны учитываться при пользовании этой главой.
Изменения внесены изготовителем базы данных по БСТ N 4 1985 г. и N 1, 1995 г.
1. ОБЩИЕ ПРАВИЛА ДЛЯ ВСЕХ ВИДОВ КОНСТРУКЦИЙ
Общие положения
1.1. Настоящая глава Строительных норм и правил содержит требования изготовления, монтажа и приемки стальных конструкций зданий и производственных сооружений (доменных цехов и газоочисток, цилиндрических вертикальных резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений объектов связи, гидротехнических сооружений, опор линий электропередачи напряжением свыше 1000 В, а также при изготовлении и приемке стальных конструкций мостов).
Правила настоящей главы распространяются на конструкции из углеродистой и низколегированной стали классов С38/23-С60/45.
Правила настоящей главы не распространяются на конструкции из стали класса С60/45, подвергающиеся непосредственному воздействию вибрационных или динамических нагрузок, либо возводимые или эксплуатируемые в районах с расчетной температурой ниже минус 40 град.С и на конструкции, изготовление, монтаж и приемка которых должны производиться в соответствии с правилами, утвержденными Госгортехнадзором СССР.
1.2. Стальные конструкции должны изготовляться и монтироваться в соответствии с чертежами КМД (конструкции металлические, деталировка), разработанными по рабочим чертежам КМ (конструкции металлические).
При разработке чертежей КМД следует учитывать требования, определяемые технологией монтажных работ (членение на отправочные элементы, указания по общим и контрольным сборкам, укомплектование деталями для сборки, установки и сварки на монтаже и др.), и технологические возможности предприятия-изготовителя.
Организация, разрабатывающая чертежи КМД, несет ответственность за соответствие их чертежам КМ, за расчетную прочность всех заводских и монтажных соединений конструкций, не предусмотренных чертежами КМ, за правильность размеров элементов конструкций и увязку их между собой, а также за выполнение требований, определяемых технологией монтажных работ. Отступления от чертежей КМ, как правило, не допускаются. В случае необходимости они должны быть согласованы с составителями чертежей КМ.
1.3. Изготовление и монтаж стальных конструкций должны производиться технически совершенными методами с механизацией работ, а также укрупнением отправочных элементов и обеспечением возможности укрупнения их на монтаже.
Изготовление и монтаж конструкций должны производиться в соответствии с инструкциями и руководствами, проектом производства работ и технологическими картами.
1.4. При изготовлении и монтаже стальных конструкций должен быть обеспечен контроль за выполнением правил настоящей главы, чертежей КМД, технологических карт, проекта производства работ с занесением результатов контроля в заводскую межцеховую сдаточную документацию или журналы промежуточной приемки, а также в исполнительную документацию на монтажные работы (акты, журналы).
Контроль должен осуществляться на следующих стадиях изготовления, монтажа и приемки при:
а) изготовлении деталей;
б) сборке элементов и конструкций под клепку, сварку или сбалчивание;
в) клепке, сварке и постановке болтов;
г) общей или контрольной сборке;
д) предварительном напряжении конструкций;
е) подготовке поверхностей под грунтование;
ж) подготовке поверхности под окраску;
з) грунтовании и окраске;
и) укрупнительной сборке и установке;
к) испытании конструкций.
Контроль за качеством при изготовлении конструкций осуществляется отделом технического контроля (ОТК) предприятия-изготовителя, а при монтаже - линейным инженерно-техническим персоналом.
1.5. Качество и марки материалов, применяемых в соответствии с проектом при изготовлении и монтаже конструкций, должны удовлетворять требованиям соответствующих стандартов и технических условий и удостоверяться сертификатами или паспортами заводов-поставщиков; в виде исключения допускается удостоверять качество и марки лабораторными испытаниями в соответствии с требованиями, установленными стандартами.
1.6. Изготовление стальных конструкций из стали классов до С52/40 включительно, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40 град.С и до минус 65 град.С включительно, следует производить при положительной температуре.
1.7. Для стали классов до С52/40 включительно при температуре ниже минус 25 град.С, а для стали класса С60/45 - при температуре ниже 0 град.С запрещаются ударные воздействия при изготовлении и монтаже, а также резка на ножницах и продавливание отверстий.
1.8. При изготовлении, монтаже и приемке стальных конструкций кроме общих правил настоящей главы следует руководствоваться соответствующими дополнительными правилами для отдельных видов сооружений, изложенными в последующих разделах настоящей главы.
ИЗГОТОВЛЕНИЕ
Хранение стали и сварочных материалов
1.9(К). Вся сталь должна быть проверена на соответствие ее действующим ГОСТам или техническим условиям (на основании документов), рассортирована, замаркирована, сложена по профилям, маркам и плавкам и перед подачей в производство выправлена, очищена от окалины, ржавчины, масла, влаги, снега, льда и других загрязнений.
1.10. Сталь следует, как правило, хранить в закрытых помещениях с укладкой в устойчивые штабеля. При хранении стали на открытом воздухе ей следует придавать уклон, обеспечивающий сток воды.
Стальные плоские подкладки и прокладки, используемые в штабелях, должны иметь кромки с закругленными углами, без заусенцев и завалов. При выполнении транспортных операций необходимо применять приспособления, исключающие образование остаточных деформаций и смятия стали.
1.11. Сварочные материалы (электроды, флюс, проволока) должны храниться отдельно по маркам и партиям в теплом и сухом помещении. Флюс, кроме того, следует хранить в закрытой таре.
Электроды и флюсы перед употреблением должны просушиваться или прокаливаться по режимам, указанным в технических условиях и паспортах, и храниться отдельно от непросушенных и непрокаленных. Сварочная проволока должна очищаться от ржавчины, жиров и других загрязнений.
На рабочее место сварщика флюс и электроды должны подаваться только в просушенном или прокаленном состоянии в количестве, необходимом для работы в одной смене. Для сварки стали класса С60/45 электроды должны подаваться непосредственно из сушильной печи с температурой не ниже плюс 45 град.С и должны быть использованы в течение 2 ч. У рабочего места электроды и флюс необходимо хранить в условиях, исключающих увлажнение.
Разметка, правка и гибка
1.12. Разметку следует производить с помощью рулеток, соответствующих точности второго класса по ГОСТ 7502-69, и линеек измерительных металлических по ГОСТ 427-56. При разметке необходимо учитывать припуски на механическую обработку и усадку от сварки, указываемые в технологической документации.
1.13. Правка стали должна производиться способами, исключающими образование вмятин, забоин и других повреждений на поверхности стали.
1.14. Радиус кривизны деталей в расчетных элементах при правке и гибке в холодном состоянии на вальцах и прессах не должен быть меньше, а стрела прогиба f не должна быть больше величин, приведенных в табл. 1.
Допускаемые отклонения при гибке и правке не должны превышать величин, приведенных в табл. 9.
1.15. Обработка деталей из стали классов до С46/33 включительно в горячем состоянии (давлением) должна производиться после нагрева до температуры 900-1000 град.С, а из стали классов С52/40 и С60/45, поставляемой в нормализованном состоянии, - до температуры 900-950 град.С; обработка должна прекращаться при температуре не ниже 700 град.С. Скорость охлаждения деталей после окончания обработки должна исключать закалку, коробление, появление трещин и надрывов. Термически улучшенную сталь нагревать до температуры выше 700 град.С запрещается. Запрещается правка стали путем наплавки валиков дуговой сваркой.
1.16. При гибке деталей из углеродистой стали на кромкогибочных прессах внутренние радиусы закругления должны быть не менее 1,2 толщины стали для конструкций, воспринимающих статическую нагрузку, и 2,5 толщины для конструкций, воспринимающих динамическую нагрузку, а из низколегированной стали - на 50% больше, чем для углеродистой. Внутренние радиусы закруглений в стали класса С60/45 должны быть не менее трех толщин стали. В деталях из низколегированной стали классов до С60/45 включительно до гибки следует прострогать кромки, пересекающие линии сгиба, и удалить заусенцы.
Отно- си- тель- но оси
Радиус кривизны и стрела прогиба f
Листовая, универсальная и полосовая сталь
Универсальная и полосовая сталь (саблевидность)




Где l - длина погнутой части; - толщина листа; в и h - ширина и высота профиля; d - диаметр трубы.
Примечания: 1. Правку универсальной и полосовой стали нагревом выпуклой стороны пламенем газовой горелки разрешается производить при любой стреле саблевидности.
2. Минимальный радиус кривизны при гибке листовых деталей, воспринимающих статическую нагрузку, может быть принят равным .
3. Формулы для определения стрелы прогиба f при правке и гибке стали действительны при длине хорды, не превышающей .
Резка и обработка кромок
1.17(К). Кромки деталей из низколегированной стали классов до С60/45 включительно и термически улучшенной углеродистой стали, не подлежащие сварке или не полностью проплавляемые при сварке, после ручной кислородной резки и кромки деталей из стали всех классов - после воздушно-дуговой резки подлежат механической обработке (строжке, фрезерованию, обработке абразивным инструментом).
Механическая обработка производится на глубину, обеспечивающую удаление дефектов поверхности, при этом после воздушно-дуговой резки - не менее 2 мм; поверхности кромок не должны иметь надрывов и трещин. При обработке абразивным инструментом следы зачистки должны быть направлены вдоль кромок. Кромки деталей из углеродистой стали класса С38/23 после ручной кислородной резки должны быть очищены и не иметь шероховатостей, превышающих 1 мм, а для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40° С и до минус 65° С включительно, - 0,5 мм.
Шероховатость поверхности приторцовываемых кромок деталей, независимо от способов обработки, должна быть не грубее первого класса чистоты поверхности по ГОСТ 2789-73, при этом неплоскостность поверхности не должна превышать 0,3 мм.
1.18. Кромки деталей после машинной кислородной и плазменно-дуговой резки, не подлежащие сварке или неполностью проплавляемые при сварке, по шероховатости поверхности реза должны соответствовать второму классу по ГОСТ 14792-69 и во всех случаях не иметь неровностей, превышающих 0,3 мм.
Величина неперпендикулярности сопрягаемых кромок устанавливается по третьему классу ГОСТ 14792-69, но не более 2 мм.
Кромки деталей, работающих на растяжение, из низколегированной стали классов до С60/45 включительно, а также кромки всех расчетных деталей в конструкциях, непосредственно воспринимающих динамические или вибрационные нагрузки, либо эксплуатируемых в районах с расчетной температурой ниже минус 40 град.С и до минус 65 град.С включительно, не отвечающие по шероховатости поверхности реза вышеуказанным требованиям, подлежат механической обработке в соответствии с указаниями пп. 1.17 и 1.86 настоящей главы. Отдельные места с высотой неровностей, превышающей 0,3 мм, а также выхваты, не выводящие размер детали за пределы допусков, в количестве не более одного на 1 м длины реза, допускается исправлять плавной зачисткой.
Акт приемки защитного покрытия
Составление акта приемки защитного покрытия является необходимым в тех случаях, когда в процессе каких-либо строительных работ на конструкции наносятся специальные защитные средства.
Для чего нужен акт, его значение
Как и любые другие подобные документы, данный акт удостоверяет факт того, что все работы по нанесению того или иного защитного покрытия были проделаны в полном объеме и надлежащем качестве. Акт обычно применяется в строительстве при использовании антикоррозийных составов, лакокрасочных и полимерных средств, силикатных эмалей и т.д.
Внимание! Этот документ можно скачать в КонсультантПлюс.
- Бланк и образец
- Онлайн просмотр
- Бесплатная загрузка
- Безопасно
Защитные покрытия наносятся на металл (для предупреждения ржавчины и коррозии), на дерево (для придания ему противопожарных свойств), а также на любые сооружения при необходимости обеспечить их химическую и биологическую безопасность.
Кто составляет акт
Для создания акта привлекается комиссия, в которую входят представители организаций по договору со стороны заказчика и исполнителя. Членом комиссии может быть руководитель компании, его заместитель, главный инженер, мастер участка и т.д. Если в строительных работах участвует третья сторона (например, субподрядчик или генеральный заказчик), то работник этого предприятия также включается в комиссию.
Особенности акта
На сегодняшний день акт можно составлять в произвольном виде, поскольку стандартного его образца нет. Однако в некоторых организациях есть свой разработанный и утвержденный руководством шаблон документа – при таком условии акт нужно формировать по его типу.
Для акта можно взять бланк с фирменными реквизитами и логотипом или обычный лист бумаги, при этом его можно сделать печатным или рукописным. Если акт формируется в электронной форме, после того, как он будет окончательно готов, его нужно обязательно распечатать – для простановки в нем необходимых подписей.
Акт формируется как минимум в двух экземплярах, по одному для каждой из сторон, участвующих в его составлении. Если в комиссии, принимающей защитное покрытие, состоит больше членов, акт следует размножить, заверив каждую последующую копию надлежащим образом.
Печати в акте ставить не обязательно, но если в учетной политике организаций, представители которых его делают, есть требование о применении штемпельных изделий для удостоверения бумаг, значит, бланк надо проштамповать.
Как учитывать и хранить
Как документ сопутствующий договору, акт подлежит обязательной регистрации и учету. Сведения о нем следует занести в специальный журнал, отметив дату и место его формирования. Эти данные позволят в случае необходимости оперативно найти документ, а также засвидетельствуют сам факт его создания.
Период хранения акт должен равняться сроку, установленному в локально-нормативных бумагах предприятия или в законодательстве, но в любом случае, он не должен быть меньше трех лет. После того, как время хранения истечет, акт можно уничтожить.
Образец акта приемки защитного покрытия
Если вам надо сформировать акт приемки защитного покрытия, посмотрите приведенный ниже пример и почитайте рекомендации – с их помощью вы без особых усилий сделаете нужный вам документ.
Акт освидетельствования ответственных конструкций
Все сложные строительные конструкции требуют тщательного исполнения и контроля. Для того, чтобы удостоверить тот факт, что работы в отношении ответственных строительных конструкций были проведены должным образом и в высоком качестве, заказчики объекта, строители и представители надзорных структур проводят специальную проверку и составляют соответствующий акт.
Что скрывается под термином «ответственные конструкции»
Ответственными конструкциями можно назвать только часть зданий и сооружений, но весьма значительную. Ими считаются
- опоры,
- сваи,
- каркасы,
- пролеты сводов различных построек,
- железобетонные и металлические конструкции (сборные и несущие),
- подпорные стены и т.п.,
иными словами, все элементы строящегося объекта, способные повлиять на его устойчивость и основание.
В каждом конкретном случае, перечень ответственных конструкций, нуждающихся в освидетельствовании, дается в проектной документацией к объекту.
Особенности составления акта
На сегодняшний день многие унифицированные формы документов отменены. То же самое касается и акта освидетельствования ответственных конструкций: сейчас документ можно составлять в произвольном виде или, если организация имеет собственный разработанный и утвержденный образец документа – формировать по его шаблону.
Однако представители многих компаний предпочитают по-прежнему использовать ранее общеприменимый бланк документа. Это вполне объяснимо: его структура удобна и понятна, он включает в себя все необходимые сведения, не нужно ломать голову над его формой и содержанием.
Акт составляется обычно минимум в трех экземплярах, но при необходимости можно сделать и больше копий. Все документы должны быть подписаны представителями всех сторон, а также, если организации используют для визирования документов печати – проштампованы.
Пример акта
Акт условно разделяется на несколько частей.
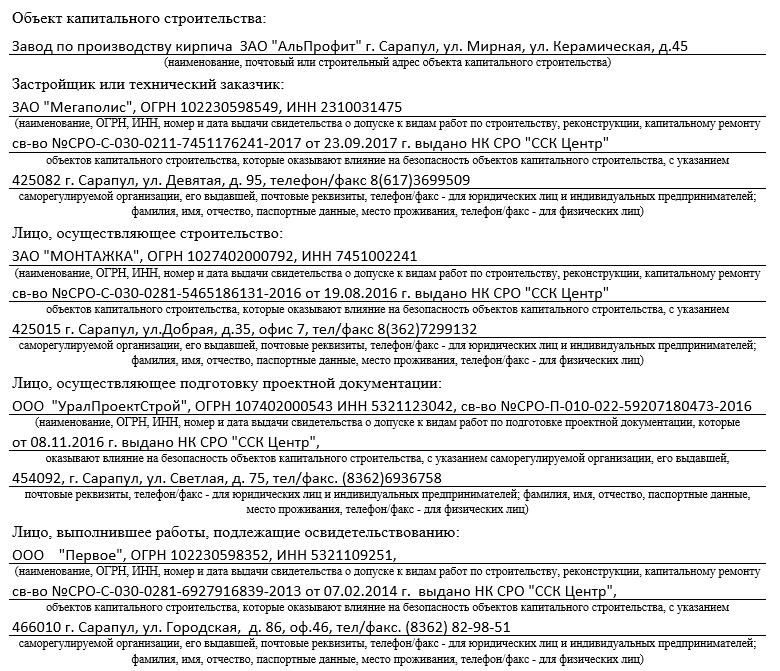
Первая часть – «шапка» заполняется на основе сведений, почерпнутых из разрешения на строительные работы или проектных бумаг. Она включает в себя:
- Данные об объекте строительства: его название и адрес;
- Информацию об организациях, ИП и физических лицах, задействованных в освидетельствовании ответственных конструкций. Обычно это:
- собственник земли или инвестор (в форме данные о нем вносятся в графу «Застройщик или технический заказчик»);
- непосредственный исполнитель работ (подрядчик);
- представитель проектной организации;
- субподрядчик;
- если в работах принимала участие еще какая-то сторона, сведения о ней также следует внести в бланк.
О вышеперечисленных лицах нужно указать:
- наименование предприятия,
- ИНН,
- ОГРН,
- номер и дату выдачи документа, подтверждающего право на проведение определенных видов строительных работ (с включением сведений об учреждении, его выдавшем),
- контактные данные.
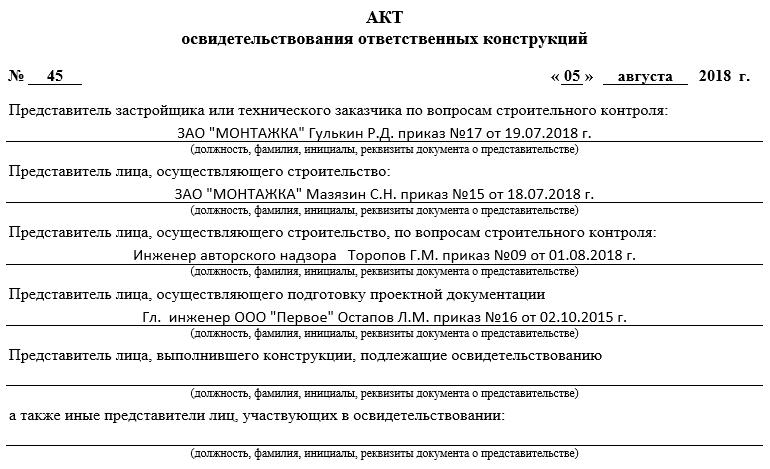
Вторая часть документа включает в себя:
- номер и дату акта;
- должности, фамилии-имена-отчества представителей организаций, принимающих участие в процедуре освидетельствования;
- номер и дату приказа, на основании которого действует то или иное лицо.
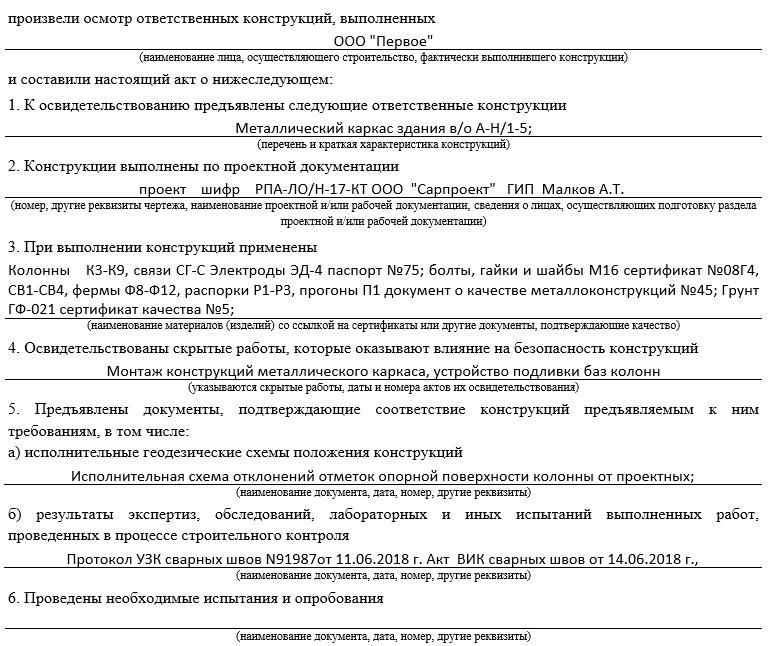
Затем идет третий, основной, наиболее важный и существенный блок. Он содержит девять разделов.
В первый пишется:
- название ответственных конструкций;
- дается их описание (коротко) и месторасположение;
- данные о строительных осях, этажах, и прочих координатах внутри сооружения или здания, в котором располагаются конструкции.
Во второй раздел вносится:
- код проекта и ссылки на его конкретные листы, в соответствии с которыми производились работы;
- наименование предприятия-проектировщика, которое является автором этой части проектных бумаг.
В третий пункт включается:
- подробное описание абсолютно всех предметов оборудования и материалов, использованных для строительства и сборки ответственных конструкций;
- рядом с названием нужно обязательно сослаться на документ, который удостоверяет их соответствие установленным нормам качества и различным требованиям законодательства (это могут быть сертификаты на пожарную и экологическую безопасность, технический паспорт, санитарно-эпидемиологическая справка и т.п.).
Четвертый раздел фиксирует сведения о всех актах освидетельствования скрытых работ, сформированных в период строительства (сюда нужно внести их название, а также дату и номер каждого акта).
Пятый раздел делится на два подраздела:
- В подраздел «А» надо вписать информацию о схемах по геодезии, выполненных во время установки ответственных конструкций.
- В подраздел «Б» вносятся сведения о лабораторных работах: проделанных в рамках строительного контроля: экспертизах, проверках, исследованиях, оформленных в виде протоколов, актов и т.п.
Шестой раздел дает представление о названии, номере и дате документа, удостоверяющего факт того, что все необходимые испытания и пробирования были проведены.
В седьмой раздел вписываются фактические даты проведения работ по строительству рассматриваемых конструкций. Они должны быть идентичны тем, что указаны в общем журнале работ, в протоколах, актах и прочих сопроводительных документах к объекту.
В восьмом разделе указывается:
- подробная информация о рабочей документации, на основании которой осуществлялись работы (код проекта и нумерация листов);
- название основополагающего нормативного документа.
Девятый пункт фиксирует решение о применения конструкций по назначению, который выносит комиссия – допускается их использование или не допускается. В некоторых случаях следует указать условия, которые требуется соблюдать для эксплуатации конструкции без ограничений, а также все последующие работы, разрешаемые к выполнению.
В «Приложения» вписывается весь список документов, которые прикрепляются к акту (протоколы, акты, схемы, экспертизы, заключения и т.д.).
В завершение акт подписывается всеми участниками освидетельствования (данные о них должны совпадать с теми, что указаны вначале документа).
Акт приемки стальных конструкций
Правила производства работ
Steel structures. Rules of work production
Дата введения 2020-06-17
Предисловие
Сведения о своде правил
1 ИСПОЛНИТЕЛЬ - АО "НИЦ "Строительство" - Центральный научно-исследовательский институт строительных конструкций им.В.А.Кучеренко (ЦНИИСК им.В.А.Кучеренко)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Департаментом градостроительной деятельности и архитектуры Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России)
6 ВВЕДЕН ВПЕРВЫЕ
В случае пересмотра (замены) или отмены настоящего свода правил соответствующее уведомление будет опубликовано в установленном порядке. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте разработчика (Минстрой России) в сети Интернет
Введение
Свод правил разработан авторским коллективом АО "НИЦ "Строительство" - ЦНИИСК им.В.А.Кучеренко (руководитель работы - д-р техн. наук И.И.Ведяков; ответственный исполнитель - канд. техн. наук Д.В.Конин, П.В.Нахвальнов), ЗАО "ЦНИИПСК им.Мельникова" (канд. техн. наук В.Ф.Беляев, канд. хим. наук Г.В.Оносов, В.В.Скороспелов).
1 Область применения
1.1 Настоящий свод правил устанавливает правила производства работ при изготовлении и контроле качества стальных строительных конструкций на строительной площадке.
1.2 Настоящий свод правил не распространяется на конструкции, выполняющие роль технологического оборудования (стальные конструкции доменных печей и воздухонагревателей, надшахтные копры, конструкции подъемно-транспортного оборудования и лифтов, магистральные и технологические трубопроводы), а также резервуаров и газгольдеров, железнодорожных и автодорожных мостов и гидротехнических сооружений.
2 Нормативные ссылки
В настоящем своде правил использованы нормативные ссылки на следующие документы:
ГОСТ 2.101-2016 Единая система конструкторской документации. Виды изделий
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.072-2017 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Термины и определения
ГОСТ 9.105-80 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Классификация и основные параметры методов окрашивания
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 164-90 Штангенрейсмасы. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7566-2018 Металлопродукция. Правила приемки, маркировка, упаковка, транспортирование и хранение
ГОСТ 8420-74 Материалы лакокрасочные. Методы определения условной вязкости
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9980.5-2009 Материалы лакокрасочные. Транспортирование и хранение
ГОСТ 10692-2015 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11284-75 Отверстия сквозные под крепежные детали. Размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 14140-81 Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15140-78 Материалы лакокрасочные. Методы определения адгезии
ГОСТ 19903-2015 Прокат листовой горячекатаный. Сортамент
ГОСТ 21779-82 (СТ СЭВ 2681-80) Система обеспечения точности геометрических параметров в строительстве. Технологические допуски
ГОСТ 22261-94 Средства измерений электрических и магнитных величин. Общие технические условия
ГОСТ 24045-2016 Профили стальные листовые гнутые с трапециевидными гофрами для строительства. Технические условия
ГОСТ 25346-2013 (ISO 286-1:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Основные положения, допуски, отклонения и посадки
ГОСТ 27751-2014 Надежность строительных конструкций и оснований. Основные положения
ГОСТ 31149-2014 (ISO 2409:2013) Материалы лакокрасочные. Определение адгезии методом решетчатого надреза
ГОСТ 31993-2013 (ISO 2808:2007) Материалы лакокрасочные. Определение толщины покрытия
ГОСТ 32299-2013 (ISO 4624:2002) Материалы лакокрасочные. Определение адгезии методом отрыва
ГОСТ 32702.2-2014 (ISO 16276-2:2007) Материалы лакокрасочные. Определение адгезии методом Х-образного надреза
ГОСТ Р 1.4-2004 Стандартизация в Российской Федерации. Стандарты организаций. Общие положения
ГОСТ Р 58033-2017 Здания и сооружения. Словарь. Часть 1. Общие термины
СП 72.13330.2016 "СНиП 3.04.03-85 Защита строительных конструкций и сооружений от коррозии" (с изменением N 1)
СП 260.1325800.2016 Конструкции стальные тонкостенные из холодногнутых оцинкованных профилей и гофрированных листов. Правила проектирования (с изменением N 1)
Примечание - При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования - на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем своде правил приведены термины по ГОСТ 2.101, ГОСТ 9.072, ГОСТ 2601, ГОСТ 24045, ГОСТ 25346, ГОСТ 27751, ГОСТ 29273, ГОСТ Р 1.4, ГОСТ Р 58033, а также следующие термины с соответствующими определениями:
3.1 абразивоструйная очистка: Процесс очищения поверхности воздействием потока абразива (песок, металлическая дробь, купершлак, корунд, гранатовый песок, кварцевый песок, стеклянная дробь, алюминиевая дробь, стальной песок), который с помощью сжатого воздуха с высоким ускорением направляется на очищаемый объект через сопло.
3.2 адгезионная прочность лакокрасочного покрытия (адгезия): Совокупность сил, связывающих высохшее лакокрасочное покрытие с окрашиваемой поверхностью.
3.3 деталь: Изделие, изготовленное из однородного материала без применения сборочных операций.
контроль качества: Деятельность, направленная на обеспечение качества производимых работ путем контроля соответствия выполняемых работ и применяемых материалов, изделий и конструкций требованиям проектной документации, норм и правил.
3.5 механическая очистка: Способ очистки поверхности с применением ручного или механического инструмента, специального оборудования, а также методом струйной абразивной очистки.
3.6 монтажный элемент: Готовое изделие, отправляемое на монтаж без сборки и сварки на предприятии (фасонка, накладка, прокладка, "рыбка", связь и т.д.)
3.7 полуфабрикат: Изделие предприятия-поставщика, подлежащее дополнительной обработке или сборке (стальное литье для опорных частей, поковки, холодногнутые профили и т.д.).
3.8 сборка: Соединение в определенной последовательности и закрепление деталей, подузлов и узлов для получения конструкции, соответствующей ее назначению.
3.9 сварочные деформации: Перемещения точек сварного изделия (укорочение, изгиб, поворот сечений, потеря устойчивости листа и т.д.) в процессе сварки и последующего охлаждения металла.
Примечание - Собственные деформации и напряжения в сварной конструкции называют остаточными.
3.10 технологический (монтажный) припуск: Размер монтажного элемента, конструктивно предусмотренный больше требуемого, для максимально точного монтажа этого элемента и (или) компенсации усадок от сварки.
Исполнительная-схема.ру
Состав исполнительной документации по разделу «Конструкции металлические» (КМ)

1. Реестр исполнительной документации
2. Общий журнал работ и специальные журналы работ:
- Общий журнал работ
- Журнал работ по монтажу строительных конструкций
- Журнал сварочных работ (СНиП 3.03.01-87)
- Журнал антикоррозионной защиты сварных соединений
- Журнал производства антикоррозионных работ
- Журнал входного контроля
- Журнал авторского надзора (заполняется ответственным лицом от проектной организации)
- Исполнительная схема отклонений отметок опорной поверхности колонны от проектных
- Исполнительная схема смещения осей колонн относительно разбивочных осей в опорном сечении
- Исполнительная схема отклонений осей колонн от вертикали в верхнем сечении
- Исполнительная схема смещения ферм, балок ригелей с осей на оголовках колонн из плоскости рамы
- Исполнительная схема сварных соединений
- Исполнительная схема нивелировки и смещения от разбивочных осей подкрановых балок (на каждой опоре)
- Исполнительная схема подкрановых путей
4. Акты, протоколы приемки и испытаний строительных конструкций:
- Акт освидетельствования ответственных конструкций (каркас здания)
- Акт визуального осмотра сварных швов
- Протокол контроля сварных швов неразрушающим способом (прилагается свидетельство об аттестации лаборатории неразрушающего контроля, аттестация специалистов лаборатории неразрушающего контроля, документы на используемое оборудование и материалы)
- Акт приемки защитного покрытия металлоконструкций
- Протокол проверки качества огнезащитного состава на металлические конструкции (выполняется ГУ «СЭУ ФПС «ИПЛ»)
- Монтаж металлоконструкций (колонн, балок, ригелей, ферм, прогонов, горизонтальных и вертикальных связей и т.д.)
- Антикоррозионная защита сварных соединений
- Устройство подливки под базы колонн
- Подготовка поверхности металлоконструкций под покраску
- Подготовка поверхности металлоконструкций к нанесению грунта
- Нанесение грунта подготовленную поверхность металлоконструкций
- Нанесение огнезащитного состава на металлоконструкции каркаса здания
6. Удостоверения сварщиков, протоколы аттестации сварщиков
7. Лицензии на проектирование и производство работ по огнезащите. Свидетельство СРО
8. Паспорта , сертификаты качества , пожарные сертификаты, санитарно-гигиенические заключения на строительные материалы, изделия и конструкции. На все поступающие на строительную площадку строительные материалы, изделия, конструкции и оборудование должен составляться акт входного контроля с последующим подписанием его ответственными лицами
9. Комплект рабочих чертежей на строительство предъявляемого к приемке объекта, разработанных проектными организациями, с надписями о соответствии выполненных в натуре работ этим чертежам или внесенным в них изменениям, сделанными лицами, ответственными за производство строительно-монтажных работ, согласованными с авторами проекта.
10. Документы о согласовании отступлений от проекта при строительстве
В комплект приемо-сдаточной документации входит пакет разрешительной документации:
- Информационный лист монтажной организации
- СРО монтажной организации
- Приказы на ответственных представителей
- Удостоверения на персонал (сварщики, электротехнический персонал и т.п.)
- Рабочая документация со штампом Заказчика «В производство работ»
- Проект производства работ (титульный лист и лист ознакомления)
*Представленный состав исполнительной документации является приблизительным. Точный состав исполнительной документации уточняйте у заказчика.
Читайте также: