Алюминизированная сталь чем варить
Обновлено: 16.05.2024
Чесно говоря никогда не сталкивался с "алюминизированной сталью", просто этот термин незнаком, хотя в нете о ней разговоры идут(только что в нете посмотрел). Если Вы пытаетесь варить глушитель на машине то не заморачивайтесь особо-обыкновенный ПА сварит без проблем, правда сам метал глушителя плеватся будет если покрытие не удалить. Глушители варю довольно часто, давно обратил внимание на цвет-думал что цинк, но характерного сизого дыма при сварке нет.
Чесно говоря никогда не сталкивался с "алюминизированной сталью", просто этот термин незнаком, хотя в нете о ней разговоры идут(только что в нете посмотрел). Если Вы пытаетесь варить глушитель на машине то не заморачивайтесь особо-обыкновенный ПА сварит без проблем, правда сам метал глушителя плеватся будет если покрытие не удалить. Глушители варю довольно часто, давно обратил внимание на цвет-думал что цинк, но характерного сизого дыма при сварке нет.
Суть в том что в наличии есть лишь эти трубы и TIG инвертор, ПА нету( А покрытие это. Чем его удалить можно? Я остервенело его пытался счищать, но толку - 0. По сути там не просто покрытие, а сама сталь не простая?
Есть предположение - поступить как с оцинковкой, когда абразивом проблематично отжечь.В вашем случае несколько сложнее - надо греть так, что бы алюминь остался без защиты.Как вариант греть по обратной от места сварки стороне детали.
Алюминизированные глушаки варятся без особых проблем - но там чернуха алюминизированная, а что у вас не известно, хотя тоже скорее всего "черняшка".Простым электродом варить не пробовали?
Есть предположение - поступить как с оцинковкой, когда абразивом проблематично отжечь.В вашем случае несколько сложнее - надо греть так, что бы алюминь остался без защиты.Как вариант греть по обратной от места сварки стороне детали.
Алюминизированные глушаки варятся без особых проблем - но там чернуха алюминизированная, а что у вас не известно, хотя тоже скорее всего "черняшка".Простым электродом варить не пробовали?
Ну вообще это тоже "черняга", но с добавлением алюминия. А как это греть с обратной стороны? Внутреннюю часть трубы в месте сварки прогреть на огне? Или чем? Как это вообще что-то даст?
Электродом тоже не пробовал. Под аргон электродов у меня нет плавких, а просто дуговой не пробовал.
Суть в том что в наличии есть лишь эти трубы и TIG инвертор, ПА нету( А покрытие это. Чем его удалить можно? Я остервенело его пытался счищать, но толку - 0. По сути там не просто покрытие, а сама сталь не простая?
Ну вообще это тоже черняга но с добавлением алюминия. А как это греть с обратной стороны? Внутреннюю часть трубы в месте сварки прогреть на огне? Или чем? Как это вообще чтото даст?
Электродом тоже не пробовал. Под аргон электродов у меня нет плавких, а просто дуговой не пробовал.
Можно огнем, можно аргоновой горелкой погреть до красна - главное алюминь нагреть до температуры горения и что бы он остался вне струи аргона.
Нашел в инете такую интересную заметку:
Алюминиевое покрытие удаляют путем погружения детали с алюминиевым покрытием в раствор горячей минеральной кислоты (например, 20%-ный раствор соляной кислоты в воде) и последующей выдержки ее до полного растворения алюминиевого покрытия. Протравку раствором кислоты можно применять только для тех деталей, основной материал которых является стойким к воздействию данной минеральной кислоты в течение времени, необходимого для удаления алюминиевого покрытия.
Алюминиевое покрытие удаляется с помощью сжатого воздуха, который используется для обдувки мелкими частицами твердого керамического материала, такого как окись алюминия. Алюминиевое покрытие отличается хрупкостью и легко скалывается с поверхности сплавов на основе никеля и железа, которые часто используются как основные материалы, под действием такой обработки.
Любой из описанных выше способов может быть использован для снятия алюминиевого покрытия с поверхности сплава на основе никеля или железа, но на практике предпочтительно сочетать оба эти способа. При снятии покрытий с деталей, обработанных в соответствии с примерами, использовалась такая комбинация, причем вначале применялась керамическая обдувка, а за ней следовала протравка кислотой. При желании можно применять комбинацию этих методов при многократном использовании как минимум одного из них
Поищу кислоту. надо пробовать. Хоть какой то конкретный пример)))
Сжатый воздух с керамикой-это обыкновенная пескоструйка, описание просто какое то заумное.
Травить в горячей кислоте конечно можно, если это на производстве-вытяжки, ТБ и прочее, если в домашних условиях, то лучше не связыватся. У кислотного способа есть еще один неприятный момент- после снятия покрытия чернуха ржаветь будет со страшной силой-хлор штука весьма агресивная. Промывка в воде и щелоче мало помагает, применение ингибиторов тоже малоэфективно, да и стоимость работы воэрастет. Если выполнение сварки "для себя", это не критично конечно. Попробуй сначала простым электродом сварить.
Нашел в инете такую интересную заметку:
Алюминиевое покрытие удаляют путем погружения детали с алюминиевым покрытием в раствор горячей минеральной кислоты (например, 20%-ный раствор соляной кислоты в воде) и последующей выдержки ее до полного растворения алюминиевого покрытия. Протравку раствором кислоты можно применять только для тех деталей, основной материал которых является стойким к воздействию данной минеральной кислоты в течение времени, необходимого для удаления алюминиевого покрытия.
Алюминиевое покрытие удаляется с помощью сжатого воздуха, который используется для обдувки мелкими частицами твердого керамического материала, такого как окись алюминия. Алюминиевое покрытие отличается хрупкостью и легко скалывается с поверхности сплавов на основе никеля и железа, которые часто используются как основные материалы, под действием такой обработки.
Любой из описанных выше способов может быть использован для снятия алюминиевого покрытия с поверхности сплава на основе никеля или железа, но на практике предпочтительно сочетать оба эти способа. При снятии покрытий с деталей, обработанных в соответствии с примерами, использовалась такая комбинация, причем вначале применялась керамическая обдувка, а за ней следовала протравка кислотой. При желании можно применять комбинацию этих методов при многократном использовании как минимум одного из них
Поищу кислоту. надо пробовать. Хоть какой то конкретный пример)))
Если имеем дело со сталью, покрытой алюминием - что мешает удалить тонкий слой Al механическим способом: напильником, болгаркой? Если покрытие внутри трубки - шарошкой, установленной в дрели. Проблемы не видно. А алюминий можно и в щелочи растворить (KOH, NaOH). Но с химией нужна осторожность, по возможности лучше не применять. Магнитом пробовали трубку?
РАДС алюминизированной стали.Telvin 164 и выхлопная труба
И еще пару рекомендаций. Если инвертор на стабилизирован по выходному току, то величина дугового промежутка будет влиять на силу тока сварки. При его увеличении сопротивление дуги растет, ток сварки уменьшается, и наоборот. Это надо учитывать.
При сварке труб/листов небольших толщин, особенно если сборка с зазором (неплотная подгонка) очень важно вовремя подавать присадочный материал в сварочную ванны. Небольшая задержка и прожег. Схему подачи присадки tig на этом форуме выкладывал.
По показанной схеме сваривания трубы все очень классно получается! Использовал в качестве подставки внутри трубы алюминиевую трубу меньшего диаметра, пропали сопли внутри трубы, края перестали проваливаться))) Огромное спасибо что правильно ткнули носом!
Значит выходит чем ближе электрод к детали, тем ток выше и все быстрее плавится? Хотя я заметил что если его отводить дальше, то плавится просто большая площадь.
Вот такой вопрос, от чего расплав может кипеть? То есть бывает просто плавится, образуется лужица и итог нормальный шов. А бывает Плавится не равномерно как то, нормальной ванночки нет и шов выходит никакой - дырявый весь и ощущение что оно там все кипело и ямки всякие по месту сварки.
Так что скажете по поводу осциллятора? Помогает ли он в работе? Или это фишка исключительно для сварки цвет мета?
По показанной схеме сваривания трубы все очень классно получается! Использовал в качестве подставки внутри трубы алюминиевую трубу меньшего диаметра, пропали сопли внутри трубы, края перестали проваливаться))) Огромное спасибо что правильно ткнули носом!
Значит выходит чем ближе электрод к детали, тем ток выше и все быстрее плавится? Хотя я заметил что если его отводить дальше, то плавится просто большая площадь.
Вот такой вопрос, от чего расплав может кипеть? То есть бывает просто плавится, образуется лужица и итог нормальный шов. А бывает Плавится не равномерно как то, нормальной ванночки нет и шов выходит никакой - дырявый весь и ощущение что оно там все кипело и ямки всякие по месту сварки.
Так что скажете по поводу осциллятора? Помогает ли он в работе? Или это фишка исключительно для сварки цвет мета?
Осциллятор - штука полезная. Предназначен для бесконтактного возбуждения дуги, стабилизации дуги и повышения эффекта разрушения оксидной пленки при сварке алюминя переменным током. Если инвертор не оборудован осциллятором самому подключать не советую. Осциллятор генерирует высоковольтное (несколько киловольт) высокочастотное напряжение, которое без соответствующей защиты запросто может прошить сварочник.
Сварочная дуга по форме похожа на конус с вершиной на электроде, при увеличении длины дуги анодное пятно, конечно, растет. Ток надо подбирать все-таки сварочником, длиной дуги корректируется в процессе сварки, напр. при нагреве изделия провар увеличивается, что можно скорректировать увеличением длины дуги или скорости перемещания горелки.
Шов "дырявый весь и ощущение что оно там все кипело и ямки всякие по месту сварки" - не было газовой защиты (аргон). Или забыл краник открыть, или сдуло сквозняком. Попробуй на образце поварить без аргона. Или грязь. Зона сварки должна быть зачищена до металлического блеска.
Осциллятор - штука полезная. Предназначен для бесконтактного возбуждения дуги, стабилизации дуги и повышения эффекта разрушения оксидной пленки при сварке алюминя переменным током. Если инвертор не оборудован осциллятором самому подключать не советую. Осциллятор генерирует высоковольтное (несколько киловольт) высокочастотное напряжение, которое без соответствующей защиты запросто может прошить сварочник.
Сварочная дуга по форме похожа на конус с вершиной на электроде, при увеличении длины дуги анодное пятно, конечно, растет. Ток надо подбирать все-таки сварочником, длиной дуги корректируется в процессе сварки, напр. при нагреве изделия провар увеличивается, что можно скорректировать увеличением длины дуги или скорости перемещания горелки.
Шов "дырявый весь и ощущение что оно там все кипело и ямки всякие по месту сварки" - не было газовой защиты (аргон). Или забыл краник открыть, или сдуло сквозняком. Попробуй на образце поварить без аргона. Или грязь. Зона сварки должна быть зачищена до металлического блеска.
Значит попробую прибавить аргона, так как зачищено болгаркой все основательно и маловероятно что остались частицы алюминия, хотя.
Так что выходит, мне теперь осциллятор ни как не использовать?((( Продаются же отдельно они, непросто же так? В чем там сложность подключения если следовать инструкции? В нескольких передачах на тв видел что осциллятор идет отдельно, а не 2 в одном. Инвертор то уже есть(
Значит попробую прибавить аргона, так как зачищено болгаркой все основательно и маловероятно что остались частицы алюминия, хотя.
Так что выходит, мне теперь осциллятор ни как не использовать?((( Продаются же отдельно они, непросто же так? В чем там сложность подключения если следовать инструкции? В нескольких передачах на тв видел что осциллятор идет отдельно, а не 2 в одном. Инвертор то уже есть(
По разному бывает. С осцилляторами (2 в одном) серьезные профессиональные сварочники, установки воздушно - плазменной резки, в них осциллятор обязательно. Техника очень быстро развивается, возможно и бытовые аппараты с осцилляторами есть. Отдельно не только осцилляторы продают. Если к сварочному трансформатору подключить аргонодуговую горелку (с магистралью подачи аргона), а параллельно дуговому промежутку (горелка - изделие) включить выход осциллятора то получится относительно недорогой аппарат для сварки алюминиевых сплавов. Лишь бы изоляция обмоток трансформатора выдержала импульсы осциллятора. Для защиты источников питания сварочной дуги обычно параллельно выходным клеммам включают конденсатор небольшой емкости, рассчитанный на несколько киловольт. Какая схема включения осциллятора в сварочную цепь подходит для конкретного источника питания - лучше всего проконсультироваться с производителем. На худой конец - с сервисным центром, и на самый худой - поэкспериментировать самому, если не жалко инвертор.
По разному бывает. С осцилляторами (2 в одном) серьезные профессиональные сварочники, установки воздушно - плазменной резки, в них осциллятор обязательно. Техника очень быстро развивается, возможно и бытовые аппараты с осцилляторами есть. Отдельно не только осцилляторы продают. Если к сварочному трансформатору подключить аргонодуговую горелку (с магистралью подачи аргона), а параллельно дуговому промежутку (горелка - изделие) включить выход осциллятора то получится относительно недорогой аппарат для сварки алюминиевых сплавов. Лишь бы изоляция обмоток трансформатора выдержала импульсы осциллятора. Для защиты источников питания сварочной дуги обычно параллельно выходным клеммам включают конденсатор небольшой емкости, рассчитанный на несколько киловольт. Какая схема включения осциллятора в сварочную цепь подходит для конкретного источника питания - лучше всего проконсультироваться с производителем. На худой конец - с сервисным центром, и на самый худой - поэкспериментировать самому, если не жалко инвертор.
Ну как я понял, при покупке осцилятора нужно консультироваться о возможности его применения с моим инвертором и способе подключения и специфике работы.
Ну как я понял, при покупке осцилятора нужно консультироваться о возможности его применения с моим инвертором и способе подключения и специфике работы.
Начать лучше с консультаций у производителя инвертора. Если что не так, с осциллятором ничего не случится, пострадает инвертор. А что мешает варть без осциллятора? Он ведь работает только в момент поджига дуги, потом отключается. Удобно, конечно, но и без него многие варят, не жалуются.
Начать лучше с консультаций у производителя инвертора. Если что не так, с осциллятором ничего не случится, пострадает инвертор. А что мешает варть без осциллятора? Он ведь работает только в момент поджига дуги, потом отключается. Удобно, конечно, но и без него многие варят, не жалуются.
Да в последнее время все более остро встает вопрос сварки алюминия, я занимаюсь тюнингом своей машины, а впускная система (коллектор, пайпы) целиком из алюминия и дюраля. Нужно варить, а не где((( Вот от того и решил раз в городе нет ни одного места где подобную сварку выполняли бы, почему не купить себе ее и забыть эту проблемму. + ко всему при достижении необходимого опыта, можно будет хотя бы отбить стоимость оборудования)
Да в последнее время все более остро встает вопрос сварки алюминия, я занимаюсь тюнингом своей машины, а впускная система (коллектор, пайпы) целиком из алюминия и дюраля. Нужно варить, а не где((( Вот от того и решил раз в городе нет ни одного места где подобную сварку выполняли бы, почему не купить себе ее и забыть эту проблемму. + ко всему при достижении необходимого опыта, можно будет хотя бы отбить стоимость оборудования)
тут нужно оборудование несколько другого уровня чем телвин164 с осцилятором - как минимум нормальный транс+осцилятор+балластник ли другое устройство для устранения постоянной составляющей, или АЦ/ДЦ инвертор или установка
Понятно. Выпрямитель для этого по большому счету не годится (на форуме обсуждалось). Нужна или специализированная установка, или собранная по трансформаторной схеме. Помимо этого понадобится присадочная проволока, и оборудование для предварительного подогрева. Это не дорого: баллон с пропаном (удобно 12 литровый, с вентилем, не с клапаном), пропановый редуктор, (только не "лягушка", лучше барнаульский или «КРАСС» БПО-5-3) и небольшая (не для кровельных работ) газовоздушная горелка. Шланг лучше Ф6,5 он легче.
Прикрепленные файлы
Понятно. Выпрямитель для этого по большому счету не годится (на форуме обсуждалось). Нужна или специализированная установка, или собранная по трансформаторной схеме. Помимо этого понадобится присадочная проволока, и оборудование для предварительного подогрева. Это не дорого: баллон с пропаном (удобно 12 литровый, с вентилем, не с клапаном), пропановый редуктор, (только не "лягушка", лучше барнаульский или «КРАСС» БПО-5-3) и небольшая (не для кровельных работ) газовоздушная горелка. Шланг лучше Ф6,5 он легче.
Ну про подогрев детали я в курсе. Но вот почему не подойдет в качестве источника тока для осциллятора инвертор не пойму. Вроде выход инвертора идет на вход осциллятора, а с него уже на деталь выходит ток высокой частоты. В чем там проблема объясните пожалуйста.
Варить придется на обратной полярности, макс ток 20А на 1мм диаметра электрода, очень большой расход по вольфраму.Если опыта сварки алюминия нет то врядли сразу получится варить. Осцилятор предназначен для зажигания дуги, окись алюминия он не разрушает.
Варить придется на обратной полярности, макс ток 20А на 1мм диаметра электрода, очень большой расход по вольфраму.Если опыта сварки алюминия нет то врядли сразу получится варить. Осцилятор предназначен для зажигания дуги, окись алюминия он не разрушает.
Как это не разрушает. А как же тогда люди варят аргоном при помощи инвертора и осциллятора? Про спец установки это отдельный разговор, а вот на том что есть.
Ну этот способ я тоже знаю. слишком уж велик расход вольфрама(( Так я собственно писал про то что бы варить с осциллятором переменкой.
" Вроде выход инвертора идет на вход осцилятора, ас него уже на деталь выходит ток высокой частоты. В чем там проблема объясните пожалуйста"
Выходное напряжение и сварочный ток с инвертера постоянный и наложение высоковольтных и высокочастотных импульсов осцилятора не делает его переменным. Ток как был постоянным так и остается постоянным. Поэтому ты сможеш иметь или прямую или отрицательную полярность сварочной дуги(которая легко будет зажигатся благодаря импульсам осцилятора. Но при прямой полярности алюминий будет иметь неразрушенную пленку окиси и расплавленный алюминий под ней. При обратной полярности окись алюминия будет разрушатся катодным распылением, но электрод будет иметь намного выше температуру чем алюминий. . Поэтому и ток сварки не получится установить выше чем 20А на 1 мм диаметра электрода. Вот и думай, хватит ли тебе этого тока для сварки деталей? Мне для 3 мм толщины хватало с трудом.
" Вроде выход инвертора идет на вход осциллятора, а с него уже на деталь выходит ток высокой частоты. В чем там проблема объясните пожалуйста"
Выходное напряжение и сварочный ток с инвертора постоянный и наложение высоковольтных и высокочастотных импульсов осциллятора не делает его переменным. Ток как был постоянным так и остается постоянным. Поэтому ты сможешь иметь или прямую или отрицательную полярность сварочной дуги(которая легко будет зажигаться благодаря импульсам осциллятора. Но при прямой полярности алюминий будет иметь не разрушенную пленку окиси и расплавленный алюминий под ней. При обратной полярности окись алюминия будет разрушатся катодным распылением, но электрод будет иметь намного выше температуру чем алюминий. . Поэтому и ток сварки не получится установить выше чем 20А на 1 мм диаметра электрода. Вот и думай, хватит ли тебе этого тока для сварки деталей? Мне для 3 мм толщины хватало с трудом.
Все собрали в кучу.Значит от сварки обратной полярностью никуда не деться( Ок. А не подскажете какой ток ставить при сварке алюминия 1,5-2мм мне больше не надо. Толщина электрода 2.6мм.
30-40А должно хватить. Но электрод лучше взять толще.Дело в том что при обратной полярности электрод будет иметь более высокую температуру и будет оплавлятся собираясь в шарик. Тем самым он будет укорачиватся и увеличится дуговой промежуток. При толщине 3-4 мм будет запас по току.
Если будет время попробую сегодня сделать фото.
Все собрали в кучу.Значит от сварки обратной полярностью никуда не деться( Ок. А не подскажете какой ток ставить при сварке алюминия 1,5-2мм мне больше не надо. Толщина электрода 2.6мм.

Вот и юбилейная, десятая запись о ШНиве. Спасибо, что следите и не забываете. Да и мы сегодня потрудились очень даже юбилейно и сварили весь выпуск. И скажу честно, сами довольны как два слона. Очень неплохо получилось, смотрите сами.


А теперь расскажу подробнее о том как это было.
Помните вчерашнюю живопись Вована? Он исправился))

Затем немного переварили даунпайп и проблема со стабилизатором решилась.

Продолжаем. Дальше по плану разъёмное соединение и гофра.

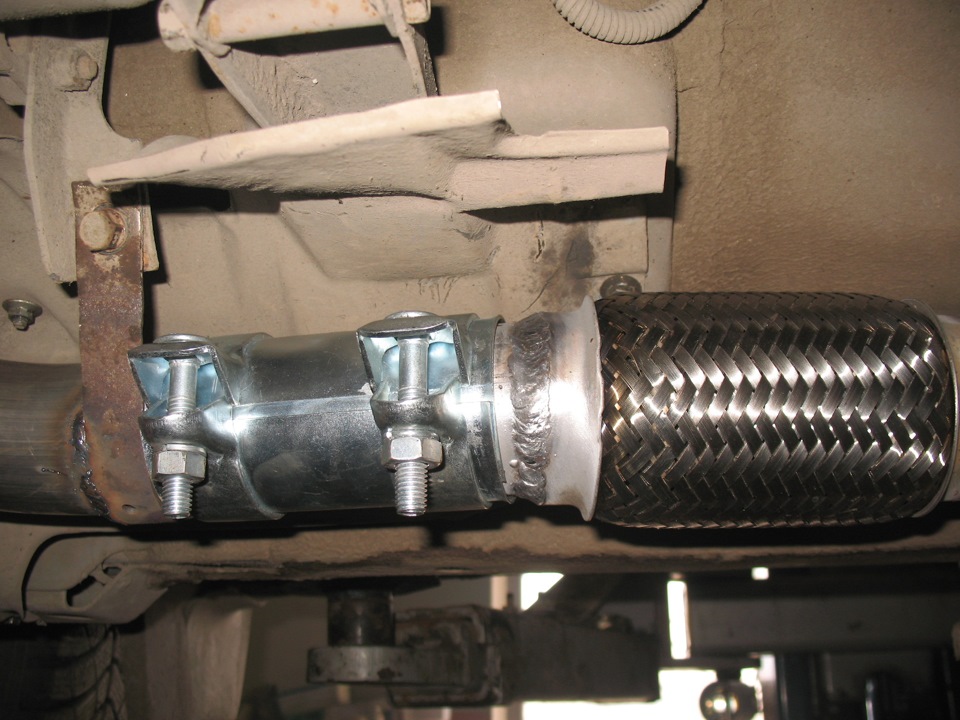
Как всегда приходится впихнуть невпихуемое и следить что бы 60мм труба ни за что задевала. По этому мелких изгибов получается достаточно много, но главная цель повесить выпуск максимально выше к кузову. Приходится повторять все изгибы.
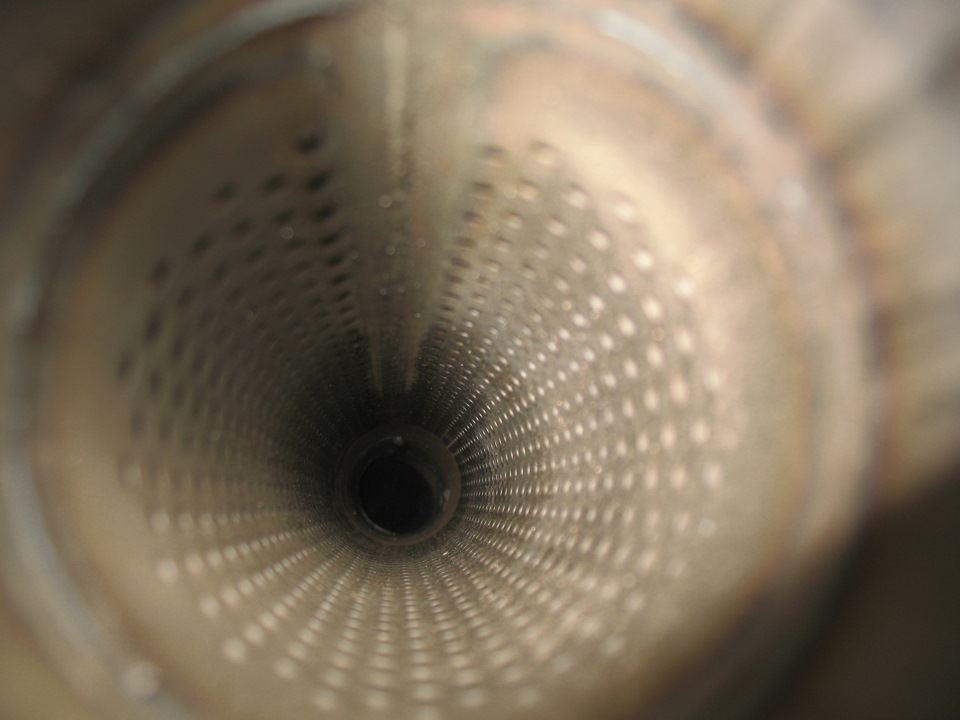
Теперь очередь пламегасителя (он же стронгер, он же терка).

С обоих сторон сфоткать не успел, Вован уже прихватил его. Можете пойти на кухню и поглазеть на крупную терку для маркошки. С одной стороны он выглядит так. то бы не ошибиться с направлением установки, на корпусе стронгеров есть стрелка, она должна указывать в сторону двигателя.

Дальше очередь резонатора. Резик выбирали недлинный, но с небольшим поджатием.
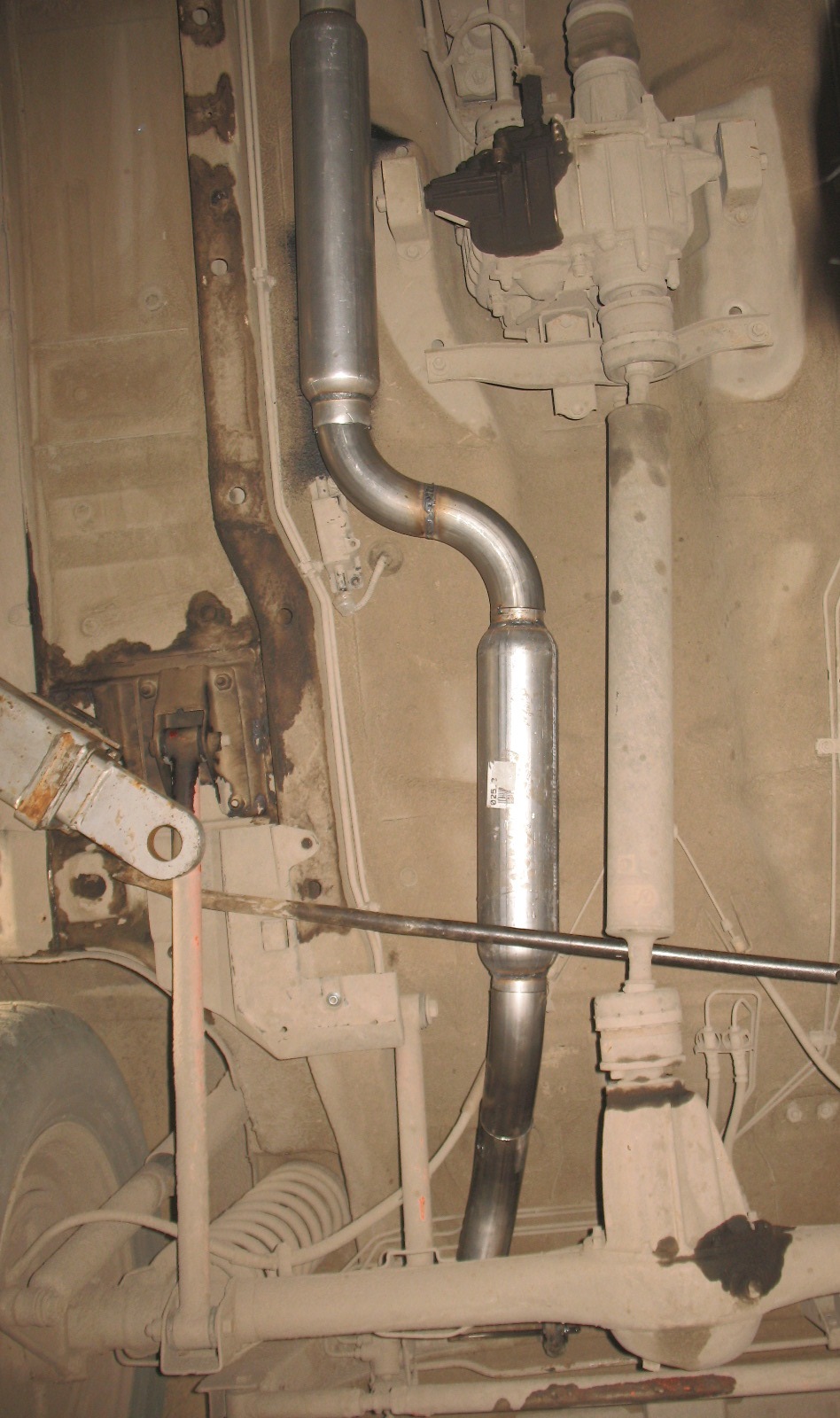
Затем еще один соединитель и начинается самое интересное, переход через задний мост и разворот к глушителю. Пришлось повозиться с этими изгибами, но в итоге все получилось.


К глушителю привариваем хвост (о же самец) и полируем выступающую наружу кромку трубы. А это всего лишь 3см если смотреть сверху бампера (скромно но со вкусом).

Получаем вот такой замечательный глушитель который невозможно разглядеть под кузовом даже присев на корточки.

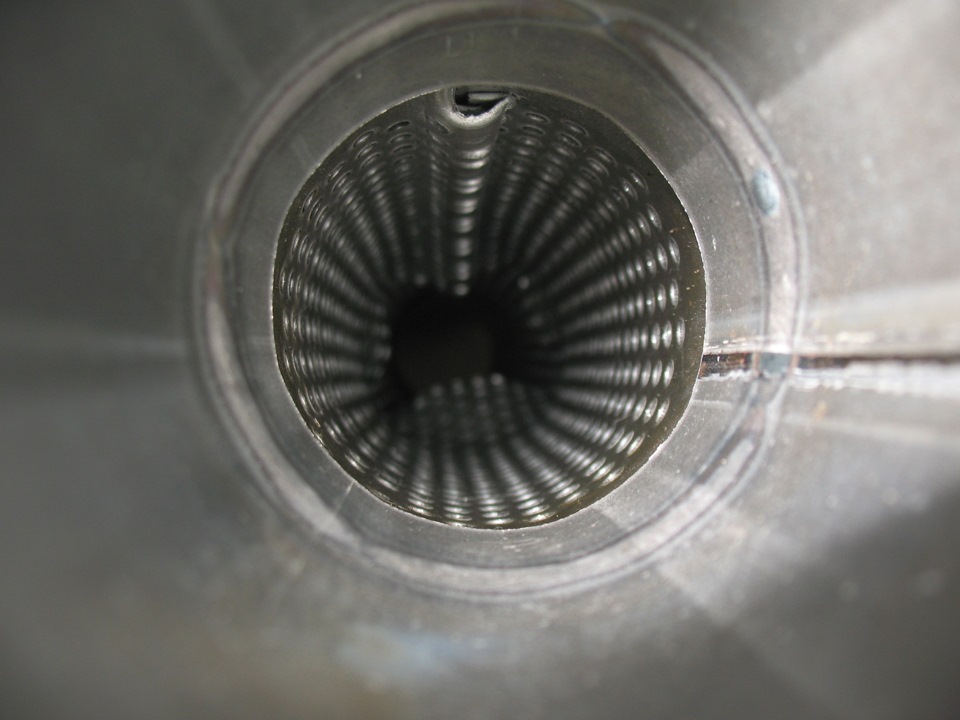
Глушитель, вид изнутри.
А теперь итоги: Трасса из неполированной нержавейки (понты ни к чему), пламик и резик из алюминизированной стали, глушитель нержа. Сварка полуавтомат+Вован (Диванные теоретики с постами типа "сварные швы сгниют" и " нержу нужно варить аргоном и нержей" сразу идут в опу. У Вована еще ни один шов не сгнил, сгнивали трассы, банки, машины но не Вовановские сварные швы. Во вторых сварить всю трассу аргоном, это прибавить к стоимости еще 15тр, а бюджет и так не резиновый). Трасса выпуска получилась легко разборная (в отличие от стока) и максимально приближенная к кузову авто. Расстояние между банками и кузовом не превышает 2см (Автоваз нервно курит).
Вот такой вот выпуск у нас получился. Жаль что нельзя завести и послушать, но все еще впереди и я обязательно запилю видосик со звуком.
На этом пока все, жмите кнопки и следите за продолжением!
Комментарии 70
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Наверное глупый вопрос, но почему +15 т.р. за аргон? я насчитал порядка 25 швов, не знаю как у Вас, но у нас круговой шов на 60-63 трубе стоит порядка 300 руб, получается 7.5 руб


Как варится алюминизированная сталь к нерже? Мой аргонщик выдает много страшных слов когда к нему несут выхлопные отфольцев из алюминьстали )
Ценник на стронгеры какой вышел?

Чем варили так и не озвучил? Полуавтомат? Смесь аргона и кислоты?
полуавтомат и кислота


Приятно смотреть когда у людей руки не из опы! :)
Ага из плеч вроде (только что проверял)))))

а точно ли стрелка на резонаторах должна указывать на мотор?
а не направление движения газов она показывает?
не понятно как нарисована стрелка на картинках ))
если взять терку (на кухне), то сверху вниз перфорация для нарезки, так вот верх это сторона мотора или наоборот?
наоборот, "сверху вниз перфорация для нарезки" к выхлопу
понял, все верно, стрелки у разных производителей разное означают. ))

Стронгер "терка" — большое заблуждение . Он не нужен в выпускной системе, от него только вред . Пропускная способность ни в какие ворота, и "закручивающиеся" потоки газов этому некисло помогают ) Да и резонатор с заужением на турбо тачке лишний, уменьшение сечения ни к чему . Достаточно прямоточного, улитка сама по себе не плохо глушит неприятные децибелы . ПыСы : Не сочти за "умника", просто все это давным давно проходили, решил поделиться ) И это, нержа фортлюфт, самая хреновая, а "глушитель онлайн", их контора по соседству, занимающаяся реализацией )
Чем варят алюминизированную сталь
Сварка алюминия со сталью: особенности сварочного процесса, способы и применяемые технологии
Сварку алюминия со сталью часто применяют в радиоэлектронике, авиации и производстве бытовой техники.
Особенности сварки алюминия со сталью
Соединение этих металлов позволяет изделиям из них совмещать их преимущества. Если нужно получить качественный сварной шов, обязательна подготовка металлов перед сварочным процессом и соблюдение технологии сварки.
Сварка алюминия и его сплавов со сталью имеет свои нюансы:
Качественное сварное соединение должно обладать пластичностью не ниже, чем у стали, и прочностью не ниже, чем у алюминия.
Для соединения алюминия и стали чаще всего используются аргонодуговая сварка с неплавящимся электродом или сварка через биметаллические вставки. В промышленности также используют сварку взрывом, диффузионную, лазерную, электронно-лучевую и точечную сварки.
Сварка алюминия со сталью аргонодуговым способом
Перед началом сварочного процесса кромки металлов рекомендуется очистить и нанести на них защитное покрытие. Самое доступное по цене из них — цинковое.
Присадочный материал в этом случае — проволока марки АД1 из алюминия с присадкой кремния (он хорошо влияет на формирование диффузионной прослойки стабильного качества) или проволока из сплава АК-5.
Важно! АМг-6 не рекомендуют применять, поскольку эта присадка дает низкую прочность сварного шва.
Чтобы подготовить стальную деталь к сварке, для стыкового соединения нужно скосить кромки под углом 70° для максимальной прочности соединения.
Кромки нужно тщательно очистить пескоструем или механически обработать, затем нанести поверхностный слой.
Аргонодуговую сварку алюминия и стали отличает расположение дуги: в начале сварки первого прохода оно удерживается на присадочном прутке, а в процессе сварки последующих проходов — на присадочном прутке и образующемся валике. Это обезопасит покрытие от преждевременного выгорания.
Во время сварочного процесса важно последовательно накладывать валики шва (зависит от вида соединения).
- сварка МИГ — происходит на постоянном сварочном токе обратной полярности;
- сварка ВИГ — бывает и на переменном сварочном токе, и на постоянном токе прямой полярности.
Величина сварочного тока должна зависеть от толщины свариваемого металла:
Техника выполнения сварных швов
Для соединения алюминия и стали нужно выбирать способ техники сварки углом вперёд, с углом наклона электрода от вертикали вдоль оси сварного шва 40-45 градусов.
Важно правильно выбрать скорость сварки, поскольку от неё зависит, сколько между собой будут взаимодействовать жидкий алюминий и сталь. Это напрямую влияет на толщину и стабильность соединительного слоя.
Скорость сварки необходимо выбирать максимально возможной: не менее 7 м/ч для сварки первых проходов многопроходных сварных швов и не менее 12 м/ч для однопроходных и последующих проходов многопроходных сварных швов. На это есть причины:
- интенсивное образование интерметаллидов во время длительного контакта стали и алюминия на высоких температурах;
- интенсивное образование корунда и рост зоны слабины;
- интенсивное выгорание цинка.
Сварочные и наплавочные швы нужно выполнять без поперечных и возвратно-поступательных колебательных движений. Присадку в сварочную ванну нужно подавать со стороны оцинкованной стали для уменьшения выгорания цинка.
Горелку нужно смещать относительно стыка сварного шва в сторону алюминия или алюминиевого сплава на 1-3 мм. Это связано не только с уменьшением выгорания цинка, но и с тем, что, обладая высокой теплопроводностью, алюминий нагревается и расплавляется значительно медленнее, чем сталь и цинк, который её покрывает.
Послесварочная термическая обработка сварного соединения нежелательна, температура его эксплуатации не должна превышать 270 градусов. В противном случае, толщина прослойки может увеличиться, что приведёт к снижению динамической прочности или разрушению сварного шва.
Сварка через биметаллические вставки
Биметаллические переходные материалы (вставки) — это алюминиевые элементы, к которым уже прикреплен другой материал.
Для сварки вставок чаще применяют стандартные технологии — GMAW и GTAW.
Стальную сторону вставки нужно приварить к стали, алюминиевую — к алюминию. В процессе важно не перегреть вставки, иначе образуется хрупкое интерметаллическое соединение на стыке стали и алюминия внутри вставки.
Разрушение сварного шва, содержащего интерметаллиды происходит, как правило, ещё во время горения сварочной дуги. Но даже если шов не разрушится в процессе или в конце сварки, он напомнит о себе, когда изделие будут эксплуатировать.
Сначала лучше варить алюминий с алюминием. Это позволит увеличить отвод тепла при сварке стали со сталью и не допустит перегрева на участке соединения стали с алюминием.
Этот способ часто применяют, когда хотят получить качественные сварные швы. Подобную технологию используют в судостроении.
Другие способы сварки алюминия со сталью
Лазерным способом пользуются не только для создания миниатюрных соединений, но и для того, чтобы получить длинные швы, например, в автомобильной промышленности. Этот способ позволяет тонко управлять тепломощностью импульсного лазерного излучения.
Чтобы получилось нахлёсточное соединение, нагрев лазером нужно вести со стороны стали. Она нагреется до температуры, когда алюминий уже расплавится, но останется твёрдой.
Прочность швов можно повысить с помощью присадки на основе алюминия.
Диффузионная
В этом сварочном процессе соединяемые детали не расплавляются. Но из-за их продолжительного контакта на высокой температуре образуются интерметаллидные фазы.
Электронно-лучевая
На сталь наносят буферные покрытия из титана, никеля и циркония: тогда сварочный процесс будет успешен.
Точечная контактная
Хорошее точечное соединение стали и алюминия получается не всегда, даже если варить на конденсаторных машинах с жестким режимом разряда.
Этого можно избежать, применив промежуточную биметаллическую ленту. Полученные точечные соединения по прочности можно сравнить с клепаными.
Сварка взрывом
Соединения алюминия и стали, которые получаются при взрывном сварочном процессе, применяют на верфях Японии, Польши, США, Великобритании, Франции и других стран в качестве промежуточного элемента, который потом приваривают к основным материалам изделия.
А теперь итоги: Трасса из неполированной нержавейки (понты ни к чему), пламик и резик из алюминизированной стали, глушитель нержа. Сварка полуавтомат+Вован (Диванные теоретики с постами типа «сварные швы сгниют» и » нержу нужно варить аргоном и нержей» сразу идут в опу. У Вована еще ни один шов не сгнил, сгнивали трассы, банки, машины но не Вовановские сварные швы. Во вторых сварить всю трассу аргоном, это прибавить к стоимости еще 15тр, а бюджет и так не резиновый). Трасса выпуска получилась легко разборная (в отличие от стока) и максимально приближенная к кузову авто. Расстояние между банками и кузовом не превышает 2см (Автоваз нервно курит).
Вот такой вот выпуск у нас получился. Жаль что нельзя завести и послушать, но все еще впереди и я обязательно запилю видосик со звуком.
На этом пока все, жмите кнопки и следите за продолжением!
Comments 70
Приятно смотреть когда у людей руки не из опы! 🙂
наоборот, «сверху вниз перфорация для нарезки» к выхлопу
Стронгер «терка» — большое заблуждение . Он не нужен в выпускной системе, от него только вред . Пропускная способность ни в какие ворота, и «закручивающиеся» потоки газов этому некисло помогают ) Да и резонатор с заужением на турбо тачке лишний, уменьшение сечения ни к чему . Достаточно прямоточного, улитка сама по себе не плохо глушит неприятные децибелы . ПыСы : Не сочти за «умника», просто все это давным давно проходили, решил поделиться ) И это, нержа фортлюфт, самая хреновая, а «глушитель онлайн», их контора по соседству, занимающаяся реализацией )
Читайте также: