Анализ неметаллических включений в сталях и сплавах
Обновлено: 15.05.2024
Металлографические методы определения неметаллических включений
Steel. Metallographic methods for the determination of nonmetallic inclusions
Дата введения 1972-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Центральным научно-исследовательским институтом черной металлургии им.И.П.Бардина (ЦНИИЧМ)
Директор института Голиков И.Н.
Руководитель темы Каплан А.С.
Ответственные исполнители - Виноград М.И., Колясникова Р.И., Балакина И.А., Киселева С.А., Павперова И.А., Аполовникова Л.Г.
2. ВНЕСЕН Министерством черной металлургии СССР
Зам. министра Борисов А.Ф.
3. ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Отделом металлургии Комитета стандартов, мер и измерительных приборов при Совете Министров СССР
Начальник отдела Федин Б.В.
Инженер Васильева Р.А.
4. Отделом металлургии Всесоюзного научно-исследовательского института стандартизации (ВНИИС)
Начальник отдела Степанов А.В.
Мл. научный сотрудник Бушина Э.Г.
5. УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 28 сентября 1970 г. (протокол N 190)
Председатель Научно-технической комиссии зам. председателя Комитета Милованов А.П.
Члены комиссии - Ушаков В.П., Тихонов В.Т., Федин Б.В.
6. ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 29 декабря 1970 г. N 1832
7. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
Настоящий стандарт распространяется на стали и сплавы и устанавливает металлографические методы определения загрязненности их неметаллическими включениями.
Стандарт полностью соответствует СТ СЭВ 4077-83 и ИСО 4967-79*.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 2).
1. КЛАССИФИКАЦИЯ
1.1. Неметаллические включения определяют:
Методом Ш (варианты Ш1-Ш14) - сравнением с эталонными шкалами, применяется для испытания деформированного металла;
методом К (варианты К1-К2) - подсчетом количества включений, применяется для испытания деформированного и литого металла;
методом П (варианты П1-П4) - подсчетом количества и объемного процента включений, применяется для испытания деформированного и литого металла;
методом Л (варианты Л1-Л2) - линейным подсчетом включений; применяется для испытания литья.
1.2. Применение методов и их вариантов для испытания металлов, а также нормы загрязненности стали и сплавов неметаллическими включениями предусматриваются в стандартах или технической документации, утвержденной в установленном порядке, на конкретную металлопродукцию.
Рекомендации по выбору методов указаны в приложении 1.
2. ОТБОР ОБРАЗЦОВ И ИЗГОТОВЛЕНИЕ МИКРОШЛИФОВ
2.1. Количество образцов для определения загрязненности металла неметаллическими включениями указывается в стандартах на продукцию и в технической документации, утвержденной в установленном порядке, и должно быть кратным трем и не менее 6 от каждой плавки. Количество образцов зависит от требуемой точности определения.
(Измененная редакция, Изм. N 1).
2.2. Образцы от деформированного металла отбирают в следующем порядке:
а) при контроле на 6 шлифах - от 6 прутков, бунтов, труб, листов, полос;
б) при контроле более чем на 6 шлифах - по 1, 2, 3, 4 и т.д. от каждого из 6 или более прутков, бунтов, труб, листов, полос.
1. По соглашению сторон может быть установлено место отбора образцов от прутков по высоте слитка. Образцы прутков могут быть отобраны от одного или нескольких слитков по ходу разливки металла.
2. При контроле деформированного металла диаметром или толщиной более 150 мм допускается отбор образцов от двух прутков.
3. При контроле сверленой или предназначенной для сверления трубной заготовки диаметром до 600 мм и толщиной стенки не более 250 мм образцы отбирают от двух заготовок.
4. При контроле листов шириной более 1000 мм образцы отбирают от двух листов.
2.3. Образцы деформированных прутков диаметром или толщиной не более 120 мм вырезают из прутков поставляемого размера, а образцы прутков диаметром или толщиной более 120 мм - из проб, перекованных или перекатанных на круг или квадрат диаметром или толщиной 80-120 мм.
Примечание. По соглашению сторон допускается вырезать образцы из прутков диаметром или толщиной свыше 120 до 270 мм, а также из трубной заготовки (сверленой или предназначенной для сверления) диаметром до 600 мм, без перековки или прокатки.
2.4. Образцы от литого металла отбирают:
а) от одного или более слитков или от пробы одной плавки;
б) для отливок - от одного или более пробного литого бруска, от одной или более литой заготовки разрывных образцов или от одного пробного приливочного бруска данной плавки.
Пробные бруски и заготовки литых разрывных образцов устанавливаются соответствующими стандартами, а место расположения приливных пробных брусков - по соглашению сторон.
2.5. Образцы из деформированного металла для изготовления шлифов с продольным направлением волокон вырезают:
а) из круглого и квадратного профилей диаметром или толщиной до 40 мм включительно - через центр прутка от края до края (черт.1),
б) из круглого и квадратного профилей диаметром или толщиной свыше 40 до 80 мм включительно - от центра прутка до края (черт.2),
в) из круглого и квадратного профилей диаметром или толщиной свыше 80 до 120 мм включительно - от центра до 1/4 диаметра или толщины (черт.3), или от центра до края (черт.2),
1 - плоскость реза; 2 - плоскость шлифа


1 - плоскость реза; 2 - плоскость шлифа
г) из круглого и квадратного профилей диаметром или толщиной свыше 120 мм - на расстоянии 1/6 диаметра или толщины от центра и от края (черт.4) так, чтобы центр шлифа совпадал с серединой радиуса или четвертью толщины,
д) из труб - по всей толщине стенки (черт.5),
е) из сверленой или предназначенной для сверления трубной заготовки диаметром до 600 мм, толщиной стенки до 250 мм - в соответствии с черт.6, причем размер каждого образца в радиальном направлении должен составлять 1/5 толщины стенки заготовки,
1 - образцы для испытания; 2 - плоскости шлифов
ж) из листа и полосы толщиной до 40 мм включительно - по всей толщине (черт.7а), а толщиной свыше 40 мм - до половины толщины (черт.7б) из середины листов и полос по ширине.

1 - плоскость реза; 2 - плоскость шлифа
Длину образца выбирают с таким расчетом, чтобы площадь шлифа была 400±50 мм.
1. Из фасонных симметричных профилей (трехгранных, шестигранных, ромбических и др.) образцы вырезают по чертежам для образцов из круглого или листового проката, а из несимметричных фасонных профилей - по чертежам, утвержденным в установленном порядке.
2. Допускается образцы большой длины разрезать перед изготовлением шлифов на несколько частей, считая эти части за один шлиф, а при малой длине образцов набирать необходимую площадь из нескольких образцов, считая их за один шлиф.
3. Допускается контроль тонких профилей диаметром или толщиной менее 10 мм производить на уменьшенной площади шлифа, но не менее 200±50 мм.
4. Допускается производить контроль включений на шлифах площадью 500±100 мм.
2.6. Образцы из деформированного металла для изготовления шлифов с поперечным направлением волокон вырезают:
а) из круглого и квадратного профилей диаметром или толщиной до 20 мм включительно - в виде поперечных шайб высотой 15-20 мм (черт.8),
б) из круглого и квадратного профилей диаметром или толщиной свыше 20 до 40 мм включительно - от края до края прутка через центр (черт.9),
Исследование неметаллических включений
В технических металлах всегда присутствует некоторое количество частиц оксидов, сульфидов, фосфидов, нитридов и иногда карбидов специальных элементов.
Количество включений в затвердевшем металле обычно невелико и составляет доли процента к массе металла. Однако, несмотря на столь малое количество, они оказывают отрицательное влияние на свойства металла. Степень влияния включений на свойства металла зависит от целого ряда их качественных и количественных характеристик, изучение которых является одной из важнейших областей металлургии.
Все неметаллические включения, возникающие в результате тех или иных реакций в процессе производства металла, обычно называют природными или эндогенными. Кроме природных включений в металле присутствуют также частицы шлака, огнеупоров, материала литейной формы, т. е. те вещества, с которыми металл непосредственно соприкасается и взаимодействует в ходе производства. Подобного рода неметаллические включения называют посторонними, или экзогенными.
В сталях присутствуют неметаллические включения различного состава и характера; наряду с простыми соединениями встречаются включения сложного состава и комплексного строения.
По химическому составу включения в сталях принято классифицировать на: простые и сложные (шпинели) оксиды, силикаты, сульфиды, фосфиды и нитриды.
Простые оксиды и силикаты являются чаще всего продуктами раскисления. В нераскисленных сталях оксиды представлены включениями закиси железа (рис.7.15). При добавке в металл ферросплавов, содержащих кремний, образуются силикатные включения разнообразного состава (рис.7.16).Состав и размеры силикатных включений зависят от содержания кислорода, растворенного в металле, количества и состава раскислителя, а также от скорости затвердевания стали. При раскислении стали алюминием имеет место образование мельчайших твердых частичек глинозема (рис. 7.17). Оксидные посторонние включения, попадающие в сталь в результате эрозии металлом огнеупорных материалов, могут быть частицами кварца, кварцевого стекла, корунда со стеклом, муллита и др. Подобного рода включения отличаются от
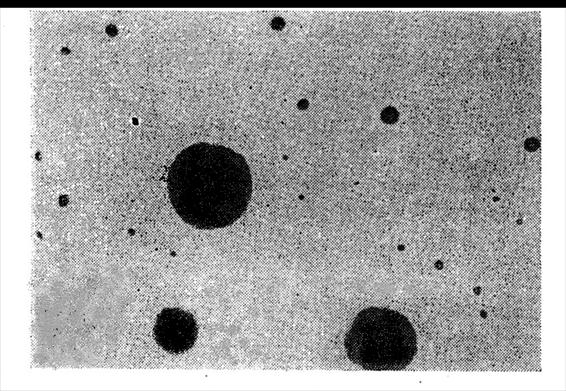
Рисунок 7.15 – Включения закиси железа в чистом железе, насыщенном кислородом (×600)
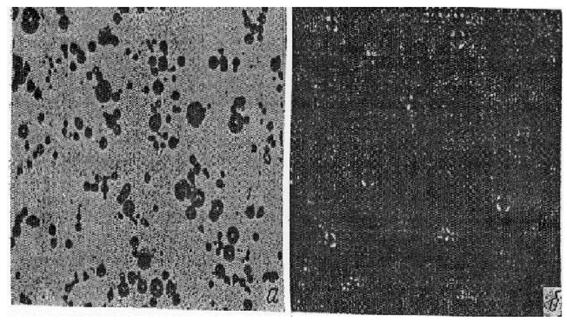
Рисунок 7.16 – Включения силикатного стекла в малоуглеродистой стали, раскисленной ферросилицием (×600): а – при обычном освещении; б – в поляризованном свете
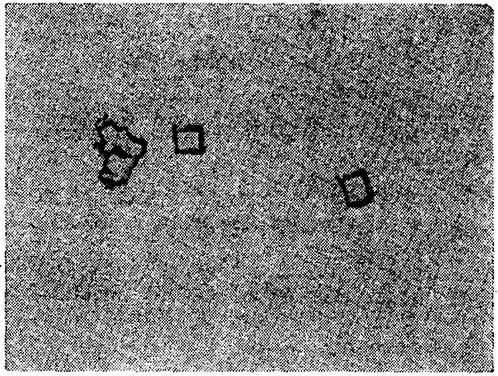
Рисунок 7.19 – Включения нитрида титана в малоуглеродистой стали (в литом металле) (×400)
продуктов раскисления неправильной формой, значительными размерами и случайным беспорядочным расположением в твердом металле. Включения шлака встречаются в стали довольно редко, они представляют собой сложные оксиды и силикаты: оливин, кнебеллит и др.
Простые оксиды и силикаты являются чаще всего продуктами раскисления. В нераскисленных сталях оксиды представлены включениями закиси железа (рис.7.15). При добавке в металл ферросплавов, содержащих кремний, образуются силикатные включения разнообразного состава (рис.7.16).Состав и размеры силикатных включений зависят от содержания кислорода, растворенного в металле, количества и состава раскислителя, а также от скорости затвердевания стали. При раскислении стали алюминием имеет место образование мельчайших твердых частичек глинозема (рис.7.17). Оксидные посторонние включения, попадающие в сталь в результате эрозии металлом огнеупорных материалов, могут быть частицами кварца, кварцевого стекла, корунда со стеклом, муллита и др. Подобного рода включения отличаются от продуктов раскисления неправильной формой, значительными размерами и случайным беспорядочным расположением в твердом металле. Включения шлака встречаются в стали довольно редко, они представляют собой сложные оксиды и силикаты: оливин, кнебеллит и др.
Состав и кристаллическаяструктура сульфидных включений определяются содержанием в железе серы и металлических примесей, способных ее связать.
В углеродистых сталях встречаются твердые растворы сульфидов железа и марганца переменной концентрации, обычно с преобладанием MnS (рис.7.18).
Нередко в кипящих сталях присутствуют оксисульфидные включения железа и марганца различного состава и строения. В легированных сталях, наряду с сульфидами марганца и железа, присутствуют сульфиды легирующего элемента, которые образуют между собой твердые растворы сложного состава или выделяются в виде избыточных фаз. Содержание сульфида легирующего элемента во включениях зависит от сродства элемента к сере и концентрации марганца, серы и легирующей примеси.
Фосфидные включения, как правило, в сталях не встречаются.
Кислородные включения фосфора (твердые растворы FeO - Р205) и фосфид железа (Fe 2Р) могут присутствовать в малоуглеродистых сталях с повышенным содержанием фосфора (более 0,1%).
Нитридные включения (рис.7.19) можно встретить в сталях, содержащих титан, цирконий и ванадий, т. е. те элементы, которые с азотом образуют стойкие нитриды.
При изучении неметаллических включений ставится задача определения химического и минералогического составов включений и установление на этой основе природы и источников включений.
Кроме того, преследуется цель определения количества и закономерностей распределения включений в слитке, отливке, полуфабрикате или в готовом изделии. Для изучения неметаллических включений применяют две группы методов:
1. Металлографические методы, в которых объектом исследования является тщательно подготовленная поверхность образца. На поверхности образца выявляются включения и путем применения различных способов анализа устанавливается их количественное содержание и качественная характеристика.
2. Методы выделения и последующего изучения изолированных от металла включений.
При металлографическом исследовании включения выявляют на поверхности образца металла. Объектом исследования может быть шлифованная, полированная или просто механически обработанная поверхность образца металла, а также поверхности из лома или среза. Качественными признаками распознавания включений, обнаруживаемых невооруженным глазом или под микроскопом, являются цвет, форма, размеры, изменение формы вследствие пластической деформации, способность отражения света и отношение к различным химическим реактивам.
При изучении неметаллических включений рекомендуется начинать исследование с простого осмотра образцов металла, а затем переходить к просмотру под металлографическим микроскопом вначале при небольших и далее при более сильных увеличениях.
При микроскопических исследованиях из слитков или изделий в требуемых местах вырезают образцы с линейными размерами 10 - 40 мм, одну из поверхностей которых полируют и рассматривают под металлографическим микроскопом. Тип и состав включений определяют по их виду, цвету, форме, при различном освещении. Для четкой идентификации включений требуется определенный опыт. Загрязненность стали включениями оценивается по стандартным шкалам, обычно пятибалльным. Этот метод носит главным образом качественный характер.
В последние годы для исследования неметаллических включений используются микрозонды, основанные на отражении от образцов рентгеновского излучения. Наиболее известны приборы типа «Камека». Они позволяют изучать химический состав включений на площади диаметром 2-5 мкм.
Для контроля качества стали по степени загрязненности включениями нет необходимости подсчитывать все включения и определять их общее содержание: обычно на небольшом числе образцов устанавливают наличие включений максимальной величины, так как именно они оказывают наиболее вредное влияние на свойства металла.
Методы определения общего содержания предусматривают подсчет всех включений, при этом исследуется обычно значительное число образцов.
В зависимости от принципа определения количества включений применяемые методы подразделяются на две основные группы:
1) методы сравнения с эталонными шкалами;
2) методы измерения суммарной площади включений с последующим определением объемного или весового процента содержания включений в металле.
Метод сравнения с эталонными шкалами и метод определения суммарной площади включений отличается своей трудоемкостью и их результаты в какой-то мере зависят от субъективного подхода исследователя.
В этом отношении совершенным является новый метод автоматического подсчета включений, основанный на различной отражательной способности включений и металлической матрицы. Сульфидные включения имеют более низкую отражательную способность, чем металл; в свою очередь отражательная способность оксидных включений ниже, чем у сульфидных.
Метод воплощен в электронную установку, которая позволяет быстро и дифференцированно подсчитать раздельно включения сульфидов и оксидов на обычных металлографических шлифах.Установка отличается компактностью и сравнительной простотой и дает возможность за одну операцию произвести подсчет включений на площади шлифа до 17 мм. Кроме того, на установке можно определить долю сульфидных и оксидных включений и распределение их по размерам (при минимальном размере частиц 2 мкм).
Металлографический метод изучения включений, несмотря на многие его преимущества, в ряде случаев не позволяет установить точный химический и минералогический состав включений и дает возможность довольно приближенно определить количественное содержание включений. Более удобным объектом исследования с этой точки зрения являются неметаллические включения, извлеченные тем или иным способом из металла.
Выделять включения можно химическим или электролитическим растворением металла.
При использовании этих методов необходимо стремиться к тому, чтобы включения по возможности остались неразрушенными, были выделены в том виде, в каком они находятся в металле, и были свободны от посторонних загрязнений, не содержали продуктов вторичных реакций, протекающих при растворении металла.
Электролитический метод заключается в анодном растворении образца металла в электролите, улавливании остатка неметаллических включений c последующим всесторонним их изучением.
Из электролитов наиболее широко применяют 3%-ный водный раствор сернокислого закисного железа (FeSO4 . 7H20) с добавками 1%-ного хлористого натрия (NaC1) и 0,1-0,3% сегнетовой соли (KNaC4H406). Сегнетову соль можно заменить лимонной кислотой. Сегнетова соль и лимонная кислота, образуя прочный комплекс c солями железа, устраняет возможность выпадения основных солей железа, которые могут загрязнить осадок неметаллических включений. Кроме того, их добавки позволяют поддерживать почти постоянную кислотность раствора. Наличие в электролите хлористого натрия препятствует пассивированию поверхности образца и тем самым обеспечивает равномерное растворение его.
Растворение стали в этом электролите обеспечивает сохранение в неразрушенном виде включений сульфидов, закиси железа и других неустойчивых в химическом отношении и устойчивых включений.
Полученный осадок подвергают качественному и количественному химическому анализу. Для проведения таких исследований необходимо специальное лабораторное оборудование.
Анализ неметаллических включений в сталях и сплавах
Влияние неметаллических включений на свойства стали
Факторы, в наибольшей мере снижающие срок эксплуатации металлоизделий, особенности оксидных неметаллических включений. Ограничение содержания серы и кислорода в стали, характеристика уровня балльности и максимально допустимого размера включений.
| Рубрика | Производство и технологии |
| Вид | статья |
| Язык | русский |
| Дата добавления | 10.12.2018 |
| Размер файла | 82,0 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Влияние неметаллических включений на свойства стали
За последнее время, особенно в XXI веке, за счет накопления знаний существенно изменились подходы к высоконадежным конструкционным материалам. Среди факторов, в наибольшей мере снижающих срок эксплуатации металлоизделий, все большее значение приобретают оксидные неметаллические включения. Загрязненность ими готовой металлопродукции традиционно регламентируют посредством ограничения содержания серы и кислорода в металле, и характеризуют уровнем балльности и максимально допустимого размера включений.
Неметаллические включения практически не влияют на "объемные" процессы пластической деформации и упрочнения, но разнообразно проявляют себя в локальных процессах - в разрушении, а также в формировании зерна и фазового состава стали.
От неметаллических включений во многом зависят как технологические (технологическая пластичность, разливаемость), так и механические (ударная вязкость) и эксплуатационные свойства (стойкость к коррозии) стали.
Основным видом включений в стали являются оксиды. Современные требования к стали различных типов по содержанию кислорода и максимальному размеру оксидов приведены ниже в табл. 1.
Табл. 1. Максимально допустимое содержание кислорода и размер неметаллических включений в сталях различных типов.
Для глубокой вытяжки
Для магистральных газо- и нефтепроводов
Для судостроения, платформ буровых станций, мостов
Для изготовления проволоки
Для корпусов атомных реакторов
* Катанка сорбитизированная из высокочистой стали для металлокорда диам. 5,5-6,5 мм. ТУ 14-1-4752-89. ГУП "БМЗ"
** ГОСТ Р 51685-2000. Рельсы железнодорожные. Общие технические условия
***Cпецификация на St. 152 (10 % Cr и 10 % Ni)
неметаллическое включение сталь оксидный
Указанные значения рассматриваемых характеристик установлены, исходя, с одной стороны, из наработанного массива данных о влиянии балла неметаллических включений на конкретные механические, технологические и служебные свойства материалов, а, с другой, из технологической связи между баллом включений и содержанием кислорода в металле. Примеры подобных зависимостей, полученные авторами при исследовании низколегированной марганцовистой стали марок 10Г2ФБ и 06ГФБАА приведены на рис. 1 и рис. 2. Из представленных графиков видно, что, например, загрязненность металла по оксидам на уровне первого-второго балла (ГОСТ 1778) отвечает общей концентрации кислорода около 0,002 %.
Рис. 1. Влияние балла включений (а) и их размера (б) на ударную вязкость трубной стали (исследование балльности проводили методом "Ш" по ГОСТ 1778; основная доля включений, имеющих максимальный размер, по ГОСТ 1778 относится к силикатам недеформируемым)
Для получения металла, содержание кислорода и максимальный размер неметаллических включений в котором удовлетворяют требованиям, приведенным в табл. 1 необходимо не только правильно организовать технологию глубокого раскисления, но и обеспечить удержание достигнутого уровня окисленности металла вплоть до окончания его затвердевания. Последнее достигается за счет предотвращения взаимодействия металлического расплава с окисляющими фазами, к которым, прежде всего, относятся шлак и атмосфера. Кроме того, заметное влияние на уровень содержания кислорода в стали может оказывать его взаимодействие с футеровкой.
Рис. 2. Влияние загрязненности трубной стали (типа 06ГФБАА) металлическими включениями на содержание в ней кислорода (максимальный балл преимущественно имели включения, по ГОСТ 1778 относящиеся к силикатам недеформируемым)
При содержании серы в металле более 0,01 % может возникнуть эффект красносломкости стали, обусловленный наличием сульфида железа FeS. Эвтектика Fe-FeS плавится при 975 °С. Оттесняемый фронтом кристаллизации легкоплавкий сульфид FeS, образует жидкие пленки вокруг дендритов. В затвердевающем слитке на выходе из кристаллизатора перепад температуры доходит до 400. 500 °С, и от термических напряжений по пленкам идут кристаллизационные трещины. Эти пленки оплавляются и при нагреве под прокатку, так что слиток при обжатии разваливается - сталь горячеломкая.
Для предотвращения кристаллизационных трещин и горячеломкости почти во все стали вводят марганец: 0,25. 0,80 % в рядовой углеродистой стали по ГОСТ 380. Цель избавиться от эвтектики, заместив сульфид железа на сульфид марганца. В слябе непрерывной разливки гарантией против кристаллизационных трещин считают пропорцию [Mn]:[S] > 40. 50 и даже [Mn]:[S] > 60. В тонком слябе, вытягиваемом с большой скоростью, продольные поверхностные трещины предотвращались лишь при < 0,008 % S. При дальнейшей переработке, при охлаждении слитка и при нагреве под прокатку, сульфид железа обогащается марганцем в твердом состоянии. Он полностью превращается в сульфид марганца за 1 час при 1100. 1200 °С, и тогда горячеломкость предотвращается, если в стали [Mn]:[S] >25.
Сульфиды марганца мягкие, пластичны при 950. 1100 °С, а при размере частиц менее 1 мкм они не деформируются. Наиболее опасны сульфиды - дендриты, при прокатке они вытягиваются в плоские пучки нитей и даже при холодной деформации удлиняются почти так же, как сам металл.
Список использованных источников
1. Англо-русский словарь по технологии машиностроения и металлообработке. - М.: Русский язык, 1990. - 0 c.
2. Багдасарова, Т. А. Токарь. Технология обработки / Т.А. Багдасарова. - М.: Академия, 2010. - 0 c.
3. Беккерт, М. Железо. Факты и легенды / М. Беккерт. - М.: Металлургия, 1984. - 0 c.
4. Беляев, А. И. Поверхностные явления в металлургических процессах / А.И. Беляев, Е.А. Жемчужина. - М.: Государственное научно-техническое издательство литературы по черной и цветной металлургии, 1952. - 0 c.
5. Блинов, О. М. Теплотехнические измерения и приборы. Учебник для вузов / О.М. Блинов, А.М. Беленький, В.Ф. Бердышев. - М.: Металлургия, 1993. - 0 c.
6. Болобов, В. И. Безопасность применения титана в автоклавных процессах цветной металлургии с применением газообразного кислорода: моногр. / В.И. Болобов. - М.: Лань, 2015. - 0 c.
7. Вереина, Л. И. Фрезеровщик. Оборудование и технологическая оснастка / Л.И. Вереина. - М.: Academia, 2008. - 0 c.
8. Вигдорович, В. И. Электрохимическое и коррозионное поведение металлов в кислых спиртовых и водно-спиртовых средах / В.И. Вигдорович, Л.Е. Цыганкова. - М.: Радиотехника, 2009. - 0 c.
9. Время свершений. История Ленинградского сталепрокатного завода. - М.: Лениздат, 1987. - 0 c.
10. Выращивание кристалловолокон из расплава. - М.: ФИЗМАТЛИТ, 2009. - 0 c.
11. Гарофало, Ф. Законы ползучести и длительности прочности металлов / Ф. Гарофало. - М.: Металлургия, 1968. - 0 c.
Подобные документы
Влияние неметаллических включений на надежность и долговечность машин и механизмов. Классификация неметаллических включений. Влияние на загрязненность стали рафинирующих переплавов. Основные металлографические признаки неметаллических включений.
практическая работа [6,4 M], добавлен 23.01.2012
Анализ влияния микроструктуры графита на свойства чугунов. Графит и механические свойства отливок. Расчет зависимости параметра формы от минимального размера учитываемых включений. Гистограмма распределения параметра формы по количеству включений.
курсовая работа [2,6 M], добавлен 08.02.2013
Обоснование параметров сталеразливочного ковша. Расчет параметров обработки стали. Определение снижения температуры металла. Расчет количества и состава неметаллических включений. Параметры вакуумной камеры. Обработка металла на установке "Ковш-печь".
курсовая работа [229,0 K], добавлен 29.10.2014
Автоматизированные анализаторы изображений. Кристаллическая решетка графита, его применение, свойства. Исследование зависимости параметра формы (вытянутость и диаметр) от размера графитовых включений. Построение графиков и выявление зависимостей.
курсовая работа [1,0 M], добавлен 16.02.2015
Особенности взаимодействия алюминия и его сплавов с газами окружающей атмосферы во время их плавления и разливки. Основные типы изменений в составе и состоянии расплава. Причины и факторы образования газообразных включений. Дегазация алюминиевых сплавов.
Читайте также: