Блоки для стальных канатов конструкция и размеры
Обновлено: 18.04.2024
Стальной канат (рис. 3.1, a) состоит из проволок, получаемых волочением. Для изготовления проволок применяют качественную конструкционную сталь марки 60. Проволоки 1 свивают в пряди 2 (одинарная свивка), потом пряди свивают вокруг сердечника 3, в результате получается канат двойной свивки.
Сердечник каната может быть следующих видов:
· органический, изготовленный из органических волокон, пропитанных смазкой;
· металлический, изготовленный из стальных проволок. Канаты с
металлическим сердечником более жесткие.
На рис. 3.1, б показано, как прочитать конструкцию стальных канатов. Величина разрывного усилия каната в основном зависит от его диаметра. При одинаковых диаметрах канат с большим числом проволок является более гибким.
Как различаются стальные канаты?
Стальные канаты различаются по назначению, типу свивки прядей, сочетанию направлений свивки.
1. По назначению:
· канат грузолюдской (ГЛ);
2. По типу свивки прядей:
· канат с линейным касанием проволок в прядях (ЛК) (рис. 3.2, а);
· канат с точечным касанием проволок в прядях (ТК) (рис. 3.2, б);
· канат с точечно-линейным касанием проволок в прядях (ТЛК).
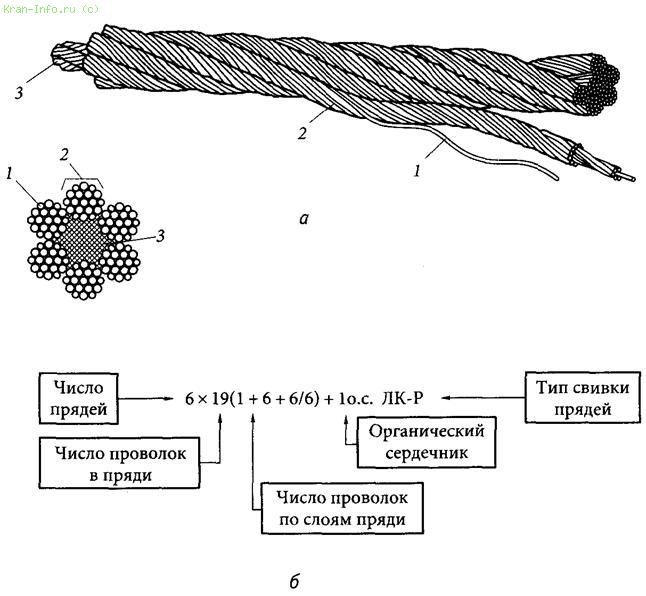
Рис. 3.1. Стальной канат двойной свивки:
а — устройство; б — обозначение конструкции; 1 — проволока; 2 — прядь; 3 — сердечник
Канаты типа ЛК более гибки, чем канаты типа ТК. Пряди типа ЛК изготавливают из одинаковых по диаметру проволок (ЛК-О), разных проволок в наружном слое (ЛК-Р), разных проволок в разных слоях (ЛК-РО).
3. По сочетанию направлений свивки прядей и каната:
· канат односторонней свивки (О) (рис. 3.2, г) — с одинаковым на
правлением свивки проволок в прядях и прядей в канате;
· канат крестовой свивки (рис. 3.2, в) — с противоположным на
правлением свивки прядей и каната.

Рис. 3.2. Типы свивки стальных канатов:
а — прядь ЛК; б — прядь ТК; в — канат крестовой свивки; г — канат односторонней свивки
Внешне канат крестовой свивки отличается тем, что проволоки на его поверхности располагаются параллельно оси каната. Проволоки каната односторонней свивки располагаются под углом к его оси.
Канаты односторонней свивки менее жесткие, но склонны к раскручиванию. В крановых механизмах, а также для изготовления стропов применяют канаты крестовой свивки, более жесткие, но не склонные к раскручиванию под нагрузкой. Существуют также нераскручивающиеся (Н) канаты, свитые из предварительно деформированных проволок.
На рис. 3.3 показано, как прочитать условное обозначение стального каната.
По каким признакам бракуют стальные канаты?
1. Число обрывов проволок на участках длиной шесть диаметров каната (6dK)или тридцать диаметров каната (30dК) превышает допустимое.
Рис. 3.3. Условное обозначение стального каната
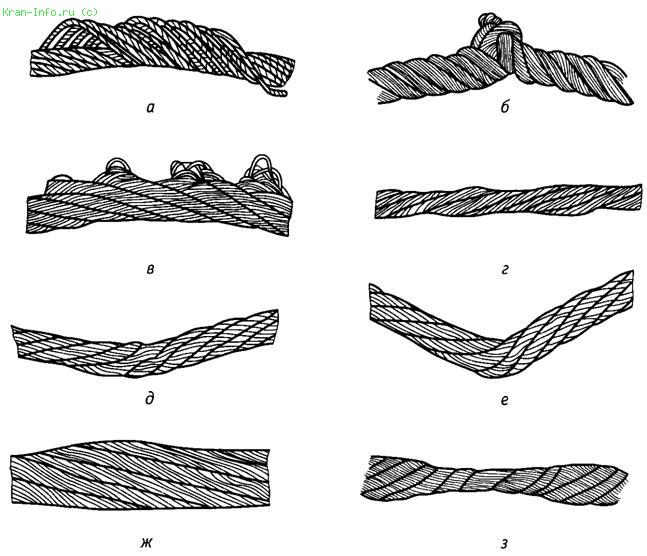
Рис. 3.4. Деформации стальных канатов:
а — корзинообразная деформация; б — перекручивание; в — выдавливание проволок; г — обрыв сердечника; д — залом; е — перегиб; ж — местное увеличение диаметра; з — раздавливание
3. Уменьшение диаметра каната из-за износа или коррозии на 7 %
и более.
4. Уменьшение диаметра наружных проволок из-за износа или коррозии.
5. При возникновении следующих деформаций:
· корзинообразная деформация (рис. 3.4, а);
· перекручивание (рис. 3.4, б);
· выдавливание проволок (рис. 3.4, в);
· обрыв сердечника (рис. 3.4, г);
· залом (рис. 3.4, д);
· перегиб (рис. 3.4, е);
· местное увеличение диаметра каната (рис. 3.4, ж);
· раздавливание (рис. 3.4, з);
· повреждение в результате температурных воздействий или
электрического дугового разряда.
Какими способами может быть выполнена петля на конце каната?
Петля на конце каната (заделка каната) при креплении его на кране, а также петля стропа может быть выполнена следующими способами:
· заплетка свободного конца каната (рис. 3.5, а) с установкой в петлю коуша 1;
· применение клиновой втулки (рис. 3.5, б);
установка винтовых зажимов (рис. 3.5, в);
· заливка легкоплавким сплавом в конусной втулке (рис. 3.5, г). Этот
способ применяют для канатов большого диаметра;
· другие способы в соответствии с нормативными документами.
Клиновая втулка 3 должна быть стальной кованой, штампованной или литой, применение сварных втулок не допускается. Канат закрепляется во втулке клином 2. Клиновая втулка и клин должны иметь маркировку, соответствующую диаметру каната. Втулки и клинья не должны иметь острых кромок, о которые может перетираться канат. Ось рабочей ветви 5 каната должна совпадать с осью отверстия втулки, в противном случае канат будет деформироваться.
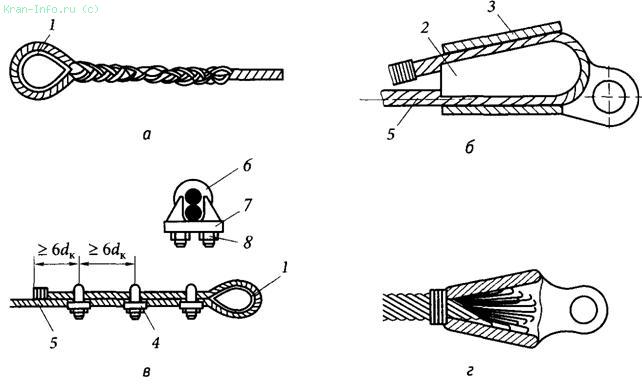
Рис. 3.5. Способы выполнения петли на конце каната:
a — заплетка свободного конца; б — применение клиновой втулки; в — установка винтовых зажимов; г — заливка в конусной втулке; 1 — коуш; 2 — клин; 3 — клиновая втулка; 4 — винтовой зажим; 5 — рабочая ветвь; 6 — скоба; 7 — планка; 8 — гайка
Блоки для стальных канатов конструкция и размеры

Блоки полиспаста → Блоки канатные

Блок полиспаста является деталью кранов и других грузоподъемных машин. Конструкция представляет собой колесо с желобом по окружности, предназначенным для цепи или каната, по внутренней части ступицы выполнены посадочные места для подшипников.
Ступица блока имеет внутреннюю канавку для пружинного кольца для определения осевого положения подшипников и подачи к ним смазочного материала, а на торцовых поверхностях - прямоугольные канавки для уплотнений или резьбовые отверстия для крепления крышек, а также отверстия для смазывания.
Точность обработки поверхности ручья соответствует одиннадцатому квалитету при шероховатости Rz=20 мкм. Профиль ручья выполнен трапецеидальным с глубиной ручья 150. 200%, раствором 200. 230%, радиусом дна ручья 60. 70% от диаметра каната и углом раствора 40..60°.
Канатные блоки обрабатывают на токарных или токарно-карусельных станках за два установа. На токарно-карусельном станке при обработке блоков одновременно используют боковые и верхние суппорты, оснащенные режущим инструментом, соответствующим выполняемому переходу.
Длительность работы каната в значительной степени зависит от диаметра огибаемых им блоков. Чем меньше этот диаметр, тем быстрее канат изнашивается. При очень малом диаметре блока или барабана может произойти деформация каната. Учитывая это, не разрешается изготавливать блоки, диаметр которых меньше определенного по формуле:
D ≥ d·e
D - диаметр блока, измеряемый по средней линии огибающего блок каната, мм;
dк - диаметр каната, мм;
е - коэффициент, зависящий от типа крана и режима его работы.
Значение коэффициента е принимается для кранов всех типов, за исключением стреловых, 20 - при легком режиме работы; 25 - при среднем; 30 - тяжелом и 35 - при весьма тяжелом.
Для стреловых самоходных и прицепных кранов и электрических талей с учетом компактности механизмов значение коэффициента е принимается несколько меньше, чем для кранов мостового типа, башенных и портальных.
Во всех случаях для уравнительных блоков сдвоенных полиспастов, их диаметр может быть принят на 20%, а у стреловых кранов - на 40% меньше, определяемого по формуле. Это объясняется тем, что уравнительный блок не является рабочим и вводится в систему сдвоенного полиспаста для выравнивания неодинакового удлинения правой и левой ветвей каната.
Диаметр блока, огибаемого сварной цепью, у грузоподъемных машин с ручным приводом должен быть не менее 20-кратного калибра (диаметра прутка, из которого сделано звено цепи), а при машинном приводе - не менее 30-кратного калибра цепи. При увеличении диаметров блоков напряжения в звене цепи от изгиба уменьшаются, и цепь работает в более благоприятных условиях.
Блоки изготовляют диаметром от 80 до 2000 мм в зависимости от диаметров канатов при соотношении диаметра каната и блока в среднем 1 : 20.
Заготовками для канатных блоков являются в большинстве случаев отливки, и только блоки малых диаметров изготавливают из штампованых заготовок (при крупносерийном производстве).
Методом литья из серого чугуна СЧ 12, СЧ 18, СЧ 28 ГОСТ 1412-85 изготовливают заготовки блоков для кранов, работающих в легком режиме, или из стали 25Л или 35Л ГОСТ 1050-74 для кранов, работающих в тяжелом режиме (Рисунок 1), а также из стали СтЗсп ГОСТ 380-71 штампованными (Рисунок 2) или сварными (Рисунок 3) с гнутыми ручьями.
Блоки небольших размеров (блочки) также могут изготовливаться литьем в кокиль. Более крупные блоки изготавливают литьем в песчаные формы при их горизонтальном расположении. Отливки должны соответствовать III классу точности ГОСТ 1855-55.
- Направляющие;
- Поддерживающие;
- Приводные.
Приводные блоки передают окружное усилие за счет сцепления каната с ободом блока. В приводных крановых блоках строго выдерживается радиус канавки в пределах 0,52-0,53 диаметров каната. Диаметр приводных блоков следует брать по возможности большим, порядка 40-60 диаметров каната, что уменьшает давление и истирание обода от упругого скольжения каната.
Норма выбраковки для блоков полиспаста
Блоки не допускаются в эксплуатацию при наличии трещин в ребордах или спицах, а также откола на ребордах или отпечатка каната на ручье.
При уменьшении толщины стенки ручьев на 15..20% первоначальной толщины, износе поверхности ручья по оси блока на величину свыше 25% диаметра каната, трещинах на ступице блоки подлежат замене.
Выбор канатов, барабанов и блоков
Cranes. Selection of wire ropes, drums and sheaves
Дата введения 2017-04-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "РАТТЕ" (АО "РАТТЕ")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 декабря 2015 г. N 83-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
4 Приказом Федерального агентства по техническому регулированию и метрологии от 2 июня 2016 г. N 500-ст межгосударственный стандарт ГОСТ 33710-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2017 г.
5 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ISO 16625:2013* "Краны и тали - Выбор канатов, барабанов и блоков" ("Cranes and hoists - Selection of wire ropes, drums and sheaves", NEQ)
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
6 ВВЕДЕН ВПЕРВЫЕ
Введение
Настоящий стандарт устанавливает требования к выбору канатов, блоков и барабанов грузоподъемных кранов по классификации международного стандарта ISO 4306-1:2007 Cranes - Vocabulary - Part 1: General (Краны - Словарь. Часть 1. Общие термины) с учетом нормативных положений, содержащихся в международном стандарте ISO 16625:2013 Cranes and hoists - Selection of wire ropes, drums and sheaves (Краны и тали - Выбор канатов, барабанов и блоков). Применение положений данного стандарта на добровольной основе может быть использовано при подтверждении и оценке соответствия грузоподъемных кранов требованиям Технического регламента Таможенного союза "О безопасности машин и оборудования" (ТР ТС 010/2011).
1 Область применения
Настоящий стандарт устанавливает критерии выбора канатов, минимальные коэффициенты запаса прочности каната в зависимости от назначения и режима работы механизма, типа каната, типа барабана и показывает, как они используются при определении минимального разрывного усилия стального каната.
Настоящий стандарт устанавливает критерии выбора барабанов и блоков для различных типов механизмов в зависимости от типа канатов, режимов их работы, типов барабанов (наматывающих устройств) и показывает, как они используются при определении минимальных расчетных диаметров барабанов и блоков, работающих с выбранным стальным канатом.
Настоящий стандарт распространяется на все виды грузоподъемных кранов в соответствии с [1], а также на плавучие и оффшорные краны. Положения стандарта могут быть использованы при выборе канатов, барабанов и блоков других грузоподъемных механизмов.
В приложении А даны требования и рекомендации для выбора канатов, блоков и барабанов не вошедшие в основные разделы настоящего стандарта.
Невыполнение требований настоящего стандарта может привести к увеличению риска использования кранов или к сокращению срока их службы.
Этот стандарт применим ко всем новым кранам, изготовленным после истечения одного года после его утверждения. Стандарт не имеет целью требовать замены или модернизации существующего оборудования.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 3241-91 Канаты стальные. Технические условия
ГОСТ 25835-87* Краны грузоподъемные. Классификация механизмов по режимам работы
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 25835-83. - Примечание изготовителя базы данных.
ГОСТ 32576.1-2015 Краны грузоподъемные. Средства доступа, ограждения и защиты. Часть 1. Общие положения
ГОСТ 33166.1-2014 Краны грузоподъемные. Требования к механизмам. Часть 1. Общие положения
ГОСТ 33709.1-2015 Краны грузоподъемные. Словарь. Часть 1. Общие положения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 3241, ГОСТ 25835, ГОСТ 33166.1, ГОСТ 33709.1, [1] и [2], а также следующие термины с соответствующими определениями:
3.1 стандартный канат: Канат односторонней или крестовой свивки в соответствии с ГОСТ 3241 и [3] (для отличия от некрутящихся канатов).
3.2 зона перехлеста: Часть каната (зона на канате) переходящая с одного слоя каната на другой при многослойной навивке каната на барабан.
4 Выбор каната
4.1 Тип и конструкция
При выборе каната следует руководствоваться [4] с учетом области применения и/или назначения. Номинальный диаметр каната, его тип, конструкцию, минимальное разрывное усилие и назначение каната, устанавливает производитель каната.
4.2 Коэффициент использования каната
При отсутствии прямых указаний в нормативной документации, для конкретного типа крана или лебедки коэффициенты использования должны быть выбраны из таблиц 1, 2 и 3 настоящего стандарта, в зависимости от режима работы механизма, а также назначения и/или типа каната.
Таблица 1 - Минимальные значения коэффициентов использования для всех видов кранов, кроме стреловых самоходных кранов
Блоки и барабаны для лебёдок, ГОСТы-ОСТы и размышления на тему

Дорогие друзья!
Многие пользователи лебёдок часто задаются вопросом "почему, чёрт побери, стальной трос служит так недолго и лохматится?"
Нормальный вроде бы внешне трос быстро превращается в ёжика с кучей торчащих по всей длине лопнувших проволочек. С таким тросом возможно работать только в очень толстых рукавицах, желательно с усиленными ладонями. А лучше вообще выбросить, от греха подальше…
После всего этого люди плюют на цену и бредут покупать синтетический (кевларовый, нейлоновый) трос.
Да, у него есть свои плюсы. Основной — это вес, и с ним всё понятно. А о втором мы сейчас и поговорим.
Как обычно и бывает, всё новое — это хорошо забытое старое. Ещё в далёком 1965 году в №5 журнала КиЯ (Катера и Яхты) была опубликована статья Д.А. Курбатова "Выбор стальных тросов для такелажа и устройств"
вот ССЫЛКА на её публикацию на сайте парапланеристов. Вот она же у меня на Я.Диске
Прежде, чем читать дальше, рекомендую с ней ознакомиться.
Вот ещё одна интересная СТАТЬЯ, касаемо прочности тросов для лебёдок 9000lbs. Соответственно, для лебёдок 12000lbs тросы будут прочности, соответствующей их макс. тяговым усилиям или чуть выше.
Теперь несколько цитат из статьи в журнале КиЯ:
"Важное значение имеет правильный выбор диаметра и профиля канавки (кипа) шкива, огибаемого тросом. При переходе троса через блок его проволоки, помимо растяжения от нагрузки, получают дополнительные напряжения от изгиба, от скручивания и от смятия между проволоками. Лопнувшие от усталости и износа проволоки всегда лежат в месте касания троса о блок."
"Принятые в промышленности и даже в судостроении нормы на диаметры шкивов часто оказываются неприемлемыми при проектировании оснастки парусной яхты, когда идет борьба за всемерное облегчение парусного вооружения.
Практика парусного спорта выработала следующие минимальные диаметры шкивов в зависимости от гибкости троса:"
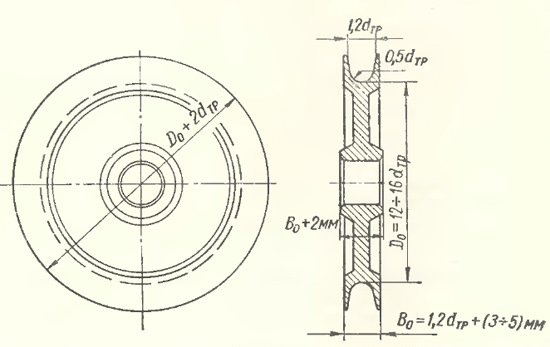
"На практике иногда приходится принимать диаметр шкива даже несколько меньше критического, но в любом случае не рекомендуется делать шкив менее 12 dтр (по возможности следует принимать его диаметр равным 16 dтр и более). Такие же диаметры должны приниматься для барабанов лебедок"
"Проводившиеся опыты показали, что срок службы троса пропорционален отношению квадратов диаметров огибаемых блоков."
"При уменьшении диаметра шкива в два раза (с 16 до 8 dтр) выносливость троса падает в 10-12 раз. При переходе с плоского шкива к кипу нормального профиля, выносливость троса увеличивается в 4-5 раз."
Например фирменный блок ARB и его китайская копия redBTR. Остальные либо точно такие же (т.е. производители не утруждали себя какими бы то ни было расчётами и испытаниями, а просто взяли за основу австралов), либо соревнуются "у кого блок меньше и дешевле", т.к. 90% себестоимости блока с плоскими щёками составляет именно качественный ролик/блок и его подшипник с осью. Почему именно так? Да потому, что качественный ролик, выполненный по стандарту (а не просто выточенный из сыромятины), кроме полированной канавки имеет ещё и термообработку и цементацию поверхности трения. Это даёт существенное снижение трения с тросом, соответственно и снижение нагрузки.
По данным статьи, рекомендуемые диаметры шкивов и барабанов лебёдок должны быть 16 dтр. Критический диаметр 14 dтр.
"Только в отдельных случаях, когда трос не несет большой нагрузки и практически неподвижен на блоке, можно принимать шкивы диаметром 6/10 dтр"
А теперь посчитаем рекомендуемые диаметры барабанов и роликов для тросов 9 / 13мм:
при 12 dтр получаем — 108 / 156мм
при 14 dтр получаем — 126 / 182мм
при 16 dтр получаем — 144 / 208мм
Итого, если уж мы не можем изменить диаметры барабанов лебёдок, то для существенного повышения срока службы стальных тросов можно использовать следующее:
— тросы с как можно более тонкими проволоками, и из как можно более качественной стали
— блок усиления, для уменьшения нагрузки на барабан лебёдки (он и так довольно тонкий и сильно изгибает волокна троса, плюща и разрывая их, особенно на максимальных нагрузках)
— ролик в блоке усиления диаметром не менее 210мм, желательно термообработанный
— механизм укладки троса на барабан, например такой

Касательно диаметров барабанов для лебёдок. Встречал как-то лебёдку, чуть ли не для ГАЗ-66, возможно даже военного образца. Так вот, её барабан был выполнен в виде спиральной навивки канавки, в которую, начиная с точки его крепления, укладывался трос на первом витке при смотке. За счёт полукруглого профиля канавки, нагрузки на тело троса существенно снижались, по сравнению с простым плоским барабаном. А барабан там тоже был не сильно большого диаметра.
Так вот, а теперь касательно второго важного свойства синтетического троса. Он позволяет, под не шибко большими нагрузками, изгибать себя по немного меньшему радиусу, по сравнению со стальным тросом, не сильно теряя в свойствах. Но под большими нагрузками всё вышеописанное точно также применимо и к синтетическим тросам. Так что, если вы не хотите заморачиваться двумя размерами блоков для разных нагрузок, следует выбирать шкив наибольшего диаметра. Расчёты были приведены выше.
Причём для синтетического троса качество поверхности канавки шкива и её геометрия (ни в коем случае не плоская, а только радиусная и обязательно полированная) имеют гораздо большее значение, чем для стального троса.
Приятного вам лебяжения! или лебядения? в общем, вытягивания себя из засады, подобно барону Мюнхгаузену )))
Читайте также: