Цементация это насыщение поверхностного слоя стальных изделий
Обновлено: 25.04.2024
Химико-термической обработкой (ХТО) называют поверхностное насыщение стали соответствующими элементами путем их диффузии в атомарном состоянии из внешней среды при высоких температурах.
ХТО следует рассматривать как физико-химический процесс взаимодействия металла с газовой средой. Он включает три элементарные стадии:
- образование атомарного диффундирующего элемента;
- контактирование его с поверхностью стального изделия и проникновение в кристаллическую решетку;
- диффузия атомов насыщающего элемента в глубь металла.
Глубина проникновения зависит от температуры и продолжительности процессов. Диффузионные процессы протекают легче при образовании твердых растворов внедрения (углерод, азот) по сравнению с твердыми растворами замещения. В результате в поверхностном слое могу образовываться твердые растворы переменной концентрации или химические соединения.
Целью ХТО является повышение прочности, твердости, коррозионной стойкости и износостойкости поверхностного слоя. Основными видами ХТО являются цементация, азотирование, нитроцементация, цианирование, борирование.
Цементацией называется процесс насыщения поверхностного слоя стали углеродом.
Цементацию проводят при температурах выше точки Ас3 (930… 950 0 С), когда аустенит может растворять углерод в большом количестве. Окончательные свойства достигаются в результате закалки и низкого отпуска, выполняемых после цементации.
Для цементации обычно используют низкоуглеродистые стали (0,10… 0,23 % С), которые практически не упрочняются закалкой. Толщина цементованного слоя обычно составляет 0,5…1,8 мм. Концентрация углерода в поверхностном слое должна составлять 0,8…1,2 %; твердость слоя 50…62 НRС.
Цементацию можно проводить в твердом и газовом карбюризаторе.
Цементация твердым карбюризатором
Этот процесс проводится в древесном угле или каменноугольном полукоксе и торфяном коксе, к которым добавляют активаторы. Широко применяемый карбюризатор состоит из древесного угля, 20…35 % ВаСО3 и 3,5 % СаСО3, который добавляют для предотвращения спекания частиц карбюризатора.
Детали, подлежащие цементации, после предварительной очистки укладывают в ящики. На дно ящика насыпают и утрамбовывают слой карбюризатора толщиной 20…30 мм, на который укладывают первый ряд деталей. Их засыпают слоем карбюризатора толщиной 10…15 мм, а на него укладывают следующий слой деталей и т.д. Последний ряд деталей засыпают слоем карбюризатора толщиной 35…40 мм. Ящик закрывают крышкой, кромки которой обмазывают огнеупорной глиной или смесью глины и речного песка. После этого ящик помещают в печь. Нагрев до температуры цементации составляет от 7 до 9 мин на каждый сантиметр минимального размера ящика. Время выдержки может достигать 14 часов. После цементации ящики охлаждают на воздухе до 400…500 0 С и затем открывают.
Цементация стали осуществляется атомарным углеродом. Кислород, который находится в ящике взаимодействует с углеродом карбюризатора, образуя оксид углерода СО (из-за недостатка кислорода), который в присутствии железа диссоциирует:
Этот атомарный углерод диффундирует в аустенит. Добавление углекислых солей активизирует карбюризатор, обогащая атмосферу оксидом углерода:
ВаСО3 + С -> ВаО + 2СО.
Газовая цементация
Процесс осуществляется нагревом изделия в среде газов, содержащих углерод. В качестве карбюризатора используют природный газ, состоящий почти полностью из метана (СН4) и пропанбутановых смесей, а также жидких углеводородов (керосина, бензола), из которых пиролизом получает СО. Основными реакциями получения атомарного углерода являются диссоциация оксида углерода или метана:
В печах непрерывного действия для цементации применяют эндотермическую атмосферу, состоящую из 95…97 % эндогаза (20 % СО, 40 % Н2 и 40 % N2) и 3…5 % природного газа.
Газовая цементация имеет ряд преимуществ по сравнению с цементацией в твердом карбюризаторе: можно получить заданную концентрацию углерода в слое; сокращается длительность процесса; обеспечивается возможность полной механизации и автоматизации процесса; значительно упрощается последующая термическая обработка деталей, так как закалку можно проводить непосредственно из цементационной печи.
Нитроцементация стали
Изделия из стали, которые применяются в узлах трения, например, в шестернях редукторов, требуют повышенной прочности для увеличения срока службы и надежности работы узлов. Высокопрочная легированная сталь имеет высокую стоимость и трудно обрабатывается. Вместе с тем, для большинства узлов не требуется высокая прочность всего объема детали, а только поверхностного слоя, непосредственно воспринимающего нагрузку. Для таких целей разработаны методы упрочнения поверхностного слоя, одним из них является нитроцементация.

Среди химико-физических методов можно выделить следующие:
- цементация;
- азотирование;
- цианирование;
- нитроцементация.
Два последних пункта подразумевают насыщение атомами азота и углерода тонкого внешнего слоя металла, но различаются технологией применения. Нитроцементация стали производится в газовой среде, а цианирование ведется в жидком расплаве солей. Рассмотрим метод нитроцементации подробнее.
Технология нитроцементации
Сущность и назначение нитроцеменетации стали заключается в особой методике процесса обработки тонкого внешнего слоя металла, который производится следующим образом. Заготовку для нитроцементации металла помещают в среду из смеси газов, в которую входит аммиак и углеродосодержащий газ. Далее металл нагревают и выдерживают в газовой смеси некоторое время. При этом происходит диффузия атомов углерода и азота в металл. Изменяются его физико-механические свойства. Попутно образуются твердые растворы соединений углерода, азота и железа.

Влияние температуры и длительности на глубину нитроцементации
Присутствие азота в атмосфере приводит к следующим особенностям нитроцеменетации, в отличие от цементации:
- Дополнительное насыщение поверхности азотом;
- Снижение температуры нагрева для возможности осуществления процесса;
- Ускорение процесса диффузии углерода.
Варьируя параметры процесса, то есть состав газовой смеси, температуру, время обработки, можно изменять глубину воздействия. Исследования показали, что с повышением температуры увеличивается скорость диффузии углерода и азота в глубину металла. Глубина проникновения атомов газа в металл регулируется временем выдержки нагретого изделия в рабочей среде.
По сути, нитроцементация и цианирование – это виды нитроцементации, которые различаются технологией. Детали, поверхность которых упрочнена посредством цианирования или нитроцементации, будут иметь одинаковые технические характеристики. При цианировании обрабатываемые детали помещают в расплав цианистых солей натрия или кальция. Температура обработки остается примерно такая же, как и при газовой обработке. При цианировании можно легко получить легированный слой металла до 2-х мм, но при этом следует помнить, что при увеличении толщины слоя в структуре начинают появляться темные области, хорошо заметные под микроскопом, которые указывают на избыток азота на границах кристаллов. Данные области снижают механическую прочность, увеличивая хрупкость металла.
Применение нитроцементации или цианирования возможно только для легированных сталей, в которых углерод содержится в количестве не более 0.25%.
Для осуществления процесса диффузии азота и углерода из среды газа необходим нагрев металла до температуры 700 – 950 °С. Наиболее часто работа ведется при температуре нитроцементации 850 – 870 °С. Данные значения температуры лишь немного превышают температуру закалки и поэтому позволяют упростить процесс закалки деталей, снижают вероятность деформации и сокращают общее время производственного цикла. Уменьшить развитие деформации может также ступенчатая закалка в горячем масле. Все сказанное говорит о том, что данный вид обработки наиболее применим к деталям сложной геометрической формы, у которых повышенные требования к форме поверхности и совершенно недопустимо образование закалочных трещин.

Основная область применения нитроцементации стали – машиностроение и автомобильная промышленность. Более 90% автомобильных деталей – шестерен редукторов, валов, упрочняются при помощи нитроцианирования. Данный процесс упрочнения стали является основным в технологии производства зубчатых колес любого назначения, а также некоторых категорий инструмента из быстрорежущей стали.
Низкотемпературная нитроцементация
В некоторых областях применения нет необходимости в большой толщине обработанного упрочненного внешнего слоя. Изменив состав исходной газовой смеси, выполняют нитроцементацию металла при более щадящих температурах, чем при стандартном процессе. Используя смесь аммиака с метаном или эндогазом в равных пропорциях (по 50%) при сравнительно небольшой температуре 570°С в течении времени от получаса до 3-х часов получают тонкий поверхностный слой карбонитрида Fe3(N,C). Такой слой имеет очень высокую твердость и износоустойчивость.
Нитроцементация с низкой температурой выполняется в качестве окончательной операции уже после термической обработки — закалки и отпуска. Высокая твердость поверхности определяет область применения технологии для увеличения срока службы быстрорежущего инструмента.
Структурные изменения в металле
При внедрении атомов азота и углерода в поверхностном слое металла происходят некоторые изменения. При нитроцианировании меняется соотношение остаточного количества аустенитов и мелкокристаллических мартенситов в поверхностном слое, добавляется небольшое количество твердого раствора карбонитридов, что влияет на механические свойства – твердость и износостойкость.
Такая особенность структуры нитроцементированного слоя, как повышение количества аустенитов, улучшает прирабатываемость стали, что важно при работе зубчатых передач, поскольку снижается шумность работы механизмов.
В то же время несколько повышается хрупкость и снижается усталостная и контактная прочность. Особенно это качество проявляется в легированной стали с содержанием никеля более 1.2 %. Таким образом, не все марки стали допустимо обрабатывать по данной методике. Уменьшение размеров зерен структуры достигается путем дополнительной закалки и отпуска непосредственно после процесса нитроцементации. Обработанная таким образом сталь имеет меньший размер зерен, чем цементированная, что повышает ее прочность на изгиб при одновременном уменьшении толщины обработанного слоя.
По окончании процесса обработки содержание азота в слое доходит до 0.4%, а углерода до 0.9%.
Достоинства и недостатки нитроцементации
Среди достоинств нитроцементации можно отметить высокую технологичность процесса, простоту и удобство регулировки параметров. Подбирая температурный режим, состав газовой смеси и, в особенности, время обработки, можно легко регулировать толщину насыщаемого слоя в зависимости от предъявляемых требований. Низкая температура обработки снижает риск деформации изделия и упрощает дальнейшую закалку, поскольку необходимо лишь минимальное время для снижения температуры заготовки. Таким образом уменьшается время технологического цикла производства продукции. Обработанные изделия имеют высокое качество поверхности и отличные физико-механические свойства. У низколегированных сталей после обработки наблюдается повышение коррозионной стойкости.

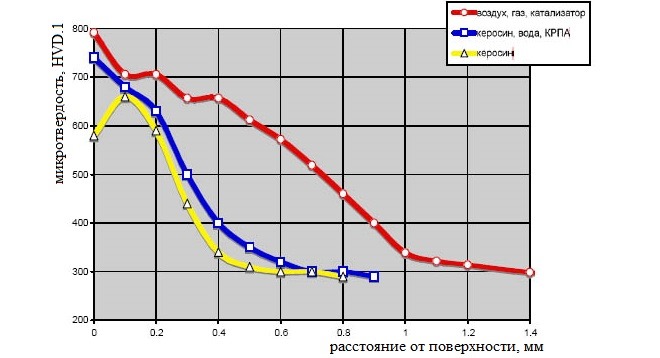
Микроструктура нитроцементованных слоев
Среди множества полезных свойств нельзя забывать, что подобная методика обработки металла имеет и недостатки. Самый существенный недостаток такой разновидности нитроцементации, как цианирование – высокая токсичность компонентов производства. Для насыщения азотом и углеродом используются цианистые соли натрия и кальция, которые являются крайне токсичными веществами.
Менее существенный недостаток, который во многих областях применения является несущественным – несколько повышенная хрупкость металла после обработки. Но поскольку изменения затрагивают только сравнительно тонкий слой, данная характеристика является несущественной и нивелируется повышенной сопротивляемостью материала к износу.
При производстве деталей, нуждающихся в цианировании и последующей закалке необходимо строго соблюдать последовательность и время выполнения частей технологического процесса. Так закалка должна выполняться сразу же после окончания процесса насыщения, поскольку повторный нагрев заготовки приведет к оттоку молекул азота от обработанной поверхности. Уменьшение концентрации азота может составлять до 60%.
Как уже говорилось, низкая температура обработки позволяет объединить в едином процессе несколько видов обработки. Детали после окончания процесса насыщения требуют небольшого времени на подстуживание для дальнейшей закалки в масле. Таким образом, закалку в масле можно производить непосредственно в нитроцементационной печи.
Все виды нитроцементации засчет ускорения насыщения стали углеродом по сравнению с цементацией дают преимущество во времени обработки до 50-60%. Таким образом, основные преимущества нитроцементации заключаются в сокращении времени производства с минимальным риском отрицательного воздействия на геометрию деталей. Одновременно повышаются эксплуатационные качества благодаря присутствию азота.
Состав газовой смеси достаточно просто регулировать как до, так и в процессе обработки. Значительно сокращается время нагрева составляющих процесса, так как газ, подаваемый в камеру, может уже иметь необходимую температуру.
Поскольку процессы нитроцементации и цементации технологически очень похожи, для них может использоваться одно и тоже оборудование, что существенно облегчает переход на иной ассортимент продукции или изменение технологии производства.
Цементация стали
Цементация металла – это вид термической обработки металлов с использованием дополнительного химического воздействия. Атомарный углерод внедряется в поверхностный слой, тем самым его насыщая. Насыщение стали углеродом, приводит к упрочнению обогащенного слоя.

Процесс цементации
Целью цементация стали является повышение эксплуатационных характеристик детали. Они должны быть твердыми, износостойкими снаружи, но внутренняя структура должна оставаться достаточно вязкой.
Для достижения данных требований требуется высокая температура, среда, выделяющая свободный углерод. Процесс цементации применим к сталям с содержанием углерода не больше двух десятых долей процента.
Для науглероживания слоя наружной поверхности, детали нагревают с использованием печи до температуры в диапазоне 850С — 950С. При такой температуре происходит активизация выделения углерода, который начинает внедряться в межкристаллическое пространство решетки стали.
Цементация деталей достаточно продолжительный процесс. Скорость внедрения углерода составляет 0,1 мм в час. Не трудно подсчитать, что требуемый для длительной эксплуатации 1 мм можно получить за 10 часов.

Влияние на глубину слоя продолжительности цементации
На графике наглядно показано на сколько зависит продолжительность по времени от глубины наугрероживаемого слоя и температуры нагрева.
Технологически цементация сталей производится в различных средах, которые принято называть карбюризаторами. Среди них выделяют:
- твердую среду;
- жидкую среду;
- газовую среду.

Поверхностный слой, получаемый цементацией
Стали под цементацию обычно берутся легированные или же с низким содержанием углерода: 12ХН3А,15, 18Х2Н4ВА, 20, 20Х и подобные им.
Способы цементации
Цементация получила широкое распространение при обработке зубчатых колес и других деталей, работающих при ударных нагрузках. Высокая твердость рабочих поверхностей обеспечивает продолжительный срок работы, а достаточно вязкая середина позволяет компенсировать ударные нагрузки.
Разработаны множество способов науглероживания. Чаще всего используются следующие:
- в твердой среде;
- в жидкости;
- в газе;
- в вакууме.
Как происходит процесс цементации с использованием твердой среды
В качестве твердого карбюризатора берется смесь древесного угля (береза, дуб) и соли угольной кислоты с кальцием и другими щелочными металлами. Количество древесного угля может достигать 90%. Для приготовления смеси компоненты дробятся для улучшения выхода углерода. Размер частиц не должен превышать 10 мм. Так же не должно быть микроскопических частив в виде пыли и крошек, поэтому смесь просеивается.

Цементация стали в твердой среде
Для получения готовой смеси пользуются двумя способами. Первый – соль с углем в сухом состоянии тщательно перемешивается. Второй способ – из соли получают раствор. Для этого ее разводят в воде, а после чего этим раствором обильно смачивают древесный уголь. Перед помещением в печь уголь сушат. Его влажность не должна превышать 7%. Получение карбюризатора последним способом более качественно.
Смесь насыпается в ящики. После чего в них помещают детали. Для исключения оттока газа, получаемого во время нагрева, ящики подвергаются герметизации. Плотно закрывающую крышку дополнительно замазывают шамотной глиной.
Ящики подбираются в зависимости от формы детали, их количества и объема засыпанной смеси. Обычно они бывают прямоугольными и круглыми. Материалом для изготовления ящиков может служить сталь как жаростойкая, так и низкоуглеродистая.
Технологический процесс цементации стали можно представить в следующем порядке:
- Детали, предназначенные под цементацию, закладываются в металлические ящики, при этом равномерно пересыпаются угольным составом.
- Ящики герметизируются и подаются в заранее нагретую печь.
- Первоначально производится прогрев до температурных показаний порядка 700С — 800С.
- Контроль прогреваемости производится визуально. Ящики и подовая плита имеют равномерный цвет без затемненных пятен.
- Далее температуры в печи увеличивают до требующихся 850С 950С. В данном диапазоне происходит диффузия внедрения атомов углерода.
- Длительность выдерживания деталей в печи напрямую зависит от требуемой толщины слоя.
Как происходит процесс цементации в газовой среде
Цементация стали в среде газов производится при массовом выпуске деталей. Глубина цементации не превышает 2-х мм. Используемые газы – естественные или искусственные газы, содержащие углерод. Обычно используется газ, получающийся при распаде нефтепродуктов.

Цементация стали в газовой среде
Его получают в большинстве случаев нагреванием керосина. Больше половины газа подвергают модификации, его крекируют.
Активный углерод при данном способе обработки получается при распаде, и формула имеет следующий вид:
2СО=СО2+С
СН4=2Н2+С
Если пиролизный газ использовался без модифицированного, то в результате обогащенный слой металла будет недостаточным. К тому же пиролизный газ создает обильную сажу.
Печи для данного способа цементации должны быть герметичными. Обычно пользуются стационарными печами, но как вариант методическими.
Цементацию стали и технологический процесс можно представить в следующем порядке:
Подвергаемые цементации изделия помещаются в печь. Температура поднимается порядка 910С — 950С. Производится подача газа в печь. Выдержка в газовой среде определенное время.
Длительность термического воздействия составляет 15 часов при температуре в 920С с получаемым слоем 1,2 мм. Для ускорения производственного процесса температуру поднимают. Уже при 1000С получить такой же науглероженный слой возможно за 8 часов.
В последнее время широкое применение нашел способ проведения процесса в эндотермической среде. Во время активного науглероживания в газовой среде поддерживается значительный потенциал углерода за счет введения природного газа (пропана, бутана или метана). На этот период концентрация газ из нефтепродуктов устанавливается на уровне 1%.
Процесс проведения цементации в жидкой среде
Жидкая среда – это расплавленные соли. В качестве солей используются карбонаты металлов, правда, металлы должны быть щелочными с низкой температурой плавления. Температура проведения цементации при данном методе составляет 850С. Процесс происходит во время погружения деталей в ванну с расплавом и выдерживании их там.

Цементация стали в жидкой среде
Цементация в жидкой среде отличается не большим насыщенным слоем, который не превышает 0,5 мм. Соответственно времени занимает до 3 часов. Среди достоинств следует отметить: обработанные детали имеют незначительную деформацию, а также возможна закалка без промежуточного этапа.
Как происходит процесс цементации в вакууме
Недостаточное давление, создаваемое в печи, значительно сокращает время проведения обработки. Цементацию стали и технологический процесс можно представить в следующем порядке:
- При данном методе детали помещаются в холодную печь.
- После герметизации камеры нагрева в ней создается вакуум.
- Затем производят нагрев до требуемой температуры.
- Производится выдержка, которая занимает до часа по времени. За это время выравнивается температура и с поверхности нагретых деталей осыпаются загрязнения, мешающие науглероживанию.
- Затем подается в камеру углеводородный газ под давлением. За счет чего происходит активная фаза обогащения поверхностного слоя.
- На следующем этапе происходит диффузионное внедрение углерода. На этом этапе в камере опять создают вакуумическое давление.
- За короткий промежуток времени не получается требуемого науглероженного слоя, поэтому процесс повторяют до тех пор, пока не получится требуемая глубина. Обычно результат получается за три стадии.
- Охлаждение до температуры окружающей среды происходит в печи под действием инертных газов под разным давлением.

Печь для вакуумной цементации
Процесс полностью компьютеризирован. За подачей газа, температурой, давлением следит программа, отвечающая за весь технологический процесс. Среди достоинств следует отметить:
- регулирование количества углерода;
- отсутствие кислорода предотвращает образование окислов;
- газ проникает даже в отверстия минимального диаметра;
- чередование процессов происходит при равных условиях;
- полная автоматизация; сокращенные сроки.
Процесс проведения цементации пастами
При производстве разовых работ рациональнее пользоваться пастами для проведения цементации. В составе пасты находятся: сажа с пылью древесного угля. Толщина слоя наносимой пасты должна быть восьмикратно увеличена для получения требуемого насыщенного слоя.
После нанесения состав просушивается. Для процесса цементации используются индукционные высокочастотные печи. Температура проведения процесса достигает 1050С.
Как происходит процесс цементации в электролитическом растворе
Процесс во многом схож с гальваническим покрытием. В нагретый раствор электролита помещается заготовка. Подведенный ток вызывает получение активного углерода и способствует его проникновению в поверхность стальной заготовки.
Таким способом подвергают обработке детали, имеющие небольшой размер. Параметры для прохождения цементации: напряжение тока – 150-300В, температура 450-1050С.
Свойства металла после обработки

Структура стали после цементации
Для исправления крупного зерна металла детали после цементации подвергаются повторному нагреву и закалке с последующим отпуском или нормализацией.
Закалка производится при температуре, не превышающей 900С. В металле происходит измельчение зерна за счет получения перлита и феррита.
Вместо закалки для легированных сталей производят нормализацию. После сквозного прогрева в середине детали образуется мартенсит. Нагрев детали зависит от марки стали, из которой она была изготовлена.

Режимы термической обработки стали после цементации
В качестве заключительной фазы проводят низкотемпературный отпуск, который позволяет устранить поверхностные напряжения и деформации, вызванные высокотемпературной обработкой.
Недостатки цементации
Как было выше сказано основным недостатком после цементации остается изменение структуры металла. В связи с этим требуется дополнительная обработка, что увеличивает время и так длительного процесса цементации.
Для проведения работ требуется обученный и высококвалифицированный персонал. Среди недостатков следует выделить необходимость подготовки карбюризатора.
В заключение стоит отметить, что цементация позволяет использовать, стали с низким содержанием углерода для изготовления ответственных деталей с длительным сроком эксплуатации, что значительно снижает конечную стоимость.
Для защиты поверхностей, не предназначенных под цементацию, пользуются пастами, намеднением или закладывают увеличенные допуски под обработку.
Цементация сталей
Цементация - это процесс насыщения поверхностного слоя стали углеродом. Различают следующие виды цементации: твердую, газовую цементации, цементацию пастами, жидкостную цементацию. Целью цементации является получение твердой износостойкой поверхности, что достигается обогащением поверхностного слоя углеродом до концентрации 0,8–1,2 % и последующей закалкой с низким отпуском. Цементация и последующая термическая обработка одновременно повышают износостойкость и предел выносливости.
Для цементации обычно используют стали с содержанием углерода 0,1–0,3% различного легирования. Выбор таких сталей необходим для того, чтобы сердцевина изделия, не насыщающаяся углеродом при цементации, сохраняла высокую вязкость после закалки сталей.
При цементации в твердом карбюризаторе изделия укладывают в ящики и засыпают карбюризатором, чаще древесным углем. При нагреве углерод древесного угля, соединяясь с кислородом воздуха, образует оксид углерода, который, в свою очередь, взаимодействуя с железом, дает атомарный углерод. Этот активный углерод поглощается аустенитом и диффундирует в глубь изделия. Для ускорения процесса цементации к древесному углю (коксу) добавляют катализаторы процесса: углекислый барий (ВаСО3) и кальцинированную соду (Na2CO3) в количестве 10–40 % от массы угля.
Для газовой цементации (впервые была осуществлена Аносовым П.Д. на Златоустовском заводе) в качестве карбюризатора используют природный газ, жидкие углеводороды (керосин, бензин и т. д.) или контролируемые атмосферы с определенным углеродным потенциалом. При нагреве образуется атомарный углерод:
Режимы цементации
Повторную закалку проводят с нагревом до 850–900 °С (выше точки А3), чтобы произошла полная перекристаллизация стали. В углеродистой стали, из-за малой глубины прокаливаемости, сердцевина изделия после закалки состоит из феррита и перлита. Вместо первой закалки к углеродистой стали можно применять нормализацию. В прокаливающейся насквозь легированной стали сердцевина изделия состоит из низкоуглеродистого мартенсита. Такая структура обеспечивает повышенную прочность и достаточную вязкость сердцевины.При газовой цементации достаточно часто применяют одну закалку с цементационного нагрева после подстуживания изделия до 840–870 °С, но чаще температура подстуживания зависит от конкретной марки стали. Такая схема снижает общее время процесса цементации, но не исправляет дефекты структуры, полученные при высокотемпературной цементации. Заключительной операцией термической обработки цементованных изделий во всех случаях является низкий отпуск при 160–180 ºС и переводящий мартенсит закалки в поверхностном слое в отпущенный мартенсит, снимающий напряжения.
Преимущества газовой цементации перед цементацией в твердом карбюризаторе
Процесс газовой цементации обладает рядом преимуществ по сравнению с цементацией в твердом карбюризаторе:
- повышается производительность процесса по сравнению с цементацией в твердом карбюризаторе, так как не нужно затрачивать время на упаковку и прогрев ящиков;
- сокращается потребная производственная площадь и количество рабочей силы;
- сокращается потребность в жаростойком материале;
- появляется возможность регулирования процесса для получения цементованного слоя заданной глубины и насыщенности;
- уменьшается деформация деталей вследствие более равномерного нагрева до рабочей температуры;
- улучшаются санитарно-гигиенические условия труда;
- появляется возможность закалки деталей непосредственно после цементации;
- позволяет полностью механизировать и автоматизировать процесс.
Недостатки процесса газовой цементации:
- необходимость в более сложном и дорогом оборудовании;
- потребность в более квалифицированной рабочей силе;
- сложность эксплуатации оборудования вследствие необходимости обеспечения герметичности печи, равномерной циркуляции газов и др.;
- сложные требования по технике безопасности.
Жидкостная цементация
Жидкостная цементация производится в расплавленных солях, обычно в солях, состоящих из карбонатов щелочных металлов. Эту смесь расплавляют в ванне и цементации проводят посредством погружения деталей в расплав. Процесс ведут при 850°С на протяжении 0,5 - 3,0 часов, при этом глубина сдоя получается в пределах 0,2 - 0,5 мм. Основное достоинство процесса - возможность непосредственной закалки из цементационной ванны и малые деформации обработанных изделий. В условиях индивидуального и мелкосерийного производства некоторое применение нашла цементация из паст. В этом случае на обрабатывавшуюся поверхность наносится обмазка, содержащая сажу (33 - 70 %), древесную пыль (20 - 60 % ), желтую кровяную соль (5 - 20 %) и другие компоненты. В качестве связующих материалов используют органические, органоминеральные и неорганические клеи. Толщина обмазки должна быть в 6 - 8 раз больше требуемой толщины цементованного слоя.
В настоящее время наиболее перспективным методом цементации является цементация в эндотермической атмосфере с контролируемым углеродным потенциалом. При газовой цементации в эндотермической атмосфере, в начале процесса (в активный период насыщения) поддерживают высокий углеродный потенциал атмосферы за счет добавки к эндотермической атмосфере необработанного углеводородного газа (метана или пропана-бутана). В диффузионный период углеродный потенциал атмосферы устанавливается 0,8 - 1,0 % и количество добавляемого углеводородного газа резко уменьшается.
Вакуумная цементация
Все выше перечисленные способы цементации имеют один большой недостаток — длительное время процесса. Значительное ускорение процесса может быть достигнуто в результате использования высокотемпературной цементации при давлении ниже атмосферного, при вакуумной цементации. (По ссылке дополнительная информация по вакуумной цементации). Процесс вакуумной цементации имеет ряд преимуществ перед традиционными методами цементации.
- возможность эффективного регулирования профиля распределения углерода в цементованном слое и его микроструктуры;
- отсутствие кислородсодержащих компонентов в атмосфере, что исключает внутреннее окисление деталей;
- лучшее проникновение газа-карбюризатора в отверстия малого диаметра, что обеспечивает равномерную цементацию внутренних полостей;
- высокая повторяемость результатов процессов, проходящих в одинаковых условиях;
- получение светлой поверхности деталей после цементации;
- отсутствие газоприготовительных установок и приборов контроля угле родного потенциала;
- уменьшение удельного расхода электроэнергии и технологического газа;
- большая мобильность оборудования (пуск и остановка занимают несколько минут);
- сокращение длительности процесса в результате проведения его при высокой температуре и изменения потенциала атмосферы;
- повышение культуры производства и улучшение условий труда.
Первая информация о процессе вакуумной цементации относится к началу 70-х годов, когда специалисты фирмы "Хейес" (США) впервые осуществили вакуумную цементацию в модернизированных печах типа VCQ.
При вакуумной цементации, загрузку деталей производят в холодную камеру, далее пуск печи, и дальнейшее управление всеми технологическими параметрами (температура, расход газа, давление, длительности периодов цементации и диффузии) производится с помощью программы, введенной в управляющий компьютер. Сначала печь вакуумируется, затем следует ступенчатый нагрев до температуры цементации. Затем садка с деталями выдерживается при постоянной температуре для выравнивания температуры внутри садки и удаления загрязнений с поверхности стали, препятствующих проникновению углерода. Продолжительность выдержки при температуре составляет от 20 до 60 мин. (в зависимости от поперечного сечения деталей). Далее происходит подача в камеру реакционного газа, в качестве которого применяют такие углеводороды как метан, пропан, бутан или ацетилен. Давление и расход газа зависят от типа газа, объема камеры и площади поверхности деталей. Давление газа может находиться в интервале 4 - 400 мбар, а расход в интервале 500 -5000 нл/ч. При этом стараются как можно больше обогатить поверхностную зону углеродом, чтобы концентрация углерода в этой зоне достигла более высоких значений, чем задаваемые значения для окончательно обработанной детали. За стадией науглероживания следует диффузионная стадия процесса. Для того, чтобы избежать дальнейшего науглероживания во время диффузионной стадии, по окончании стадии науглероживания печь снова вакуумируют. Далее закачивают в печь немного азота (до установления давления в печи 2 мбара) с целью уменьшения эффекта сублимации (выветривания, улетучивания) в вакууме углерода и легирующих элементов с поверхности деталей при прохождении стадии диффузии. Стадии науглероживания и диффузии чередуют до тех пор, пока не будут получены требуемые глубина цементованного слоя и концентрационный профиль углерода. Оптимальный технологический процесс вакуумной цементации состоит из трех стадий науглероживания и трех стадий диффузии. На следующем этапе, осуществляется охлаждение печи и садки с деталями до цеховой температуры и в зависимости от конструкции печи это может происходить как в самой камере с использованием инертного газа (азот, аргон или гелий) при разных давлениях, так и в масле закалочного бака. После достижения печью цеховой температуры компьютерное управление отключается и с помощью погрузчика садку выгружают.
Некоторые особенности технологии - вместо заключения
Иногда при цементации необходимо защитить некоторые поверхности. Для этого применяют 3 основных способа: защита допусками, меднение поверхности, защита пастами.
Цементацию широко применяют в машиностроении для повышения твердости и износостойкости изделий с сохранением высокой вязкости их сердцевины. Удельный объем закаленного науглероженного слоя больше, чем сердцевины, и поэтому в нем возникают значительные сжимающие напряжения. Остаточные напряжения сжатия в поверхностном слое, достигающие 400–500 МПа, повышают предел выносливости изделия. Низкое содержание углерода (0,08–0,3 %) обеспечивает высокую вязкость сердцевины за счет неполной прокаливаемости. Цементации подвергают качественные стали 08, 10, 15 и 20 и легированные стали 12ХНЗА, 18ХГТ и др. Твердость поверхностного слоя для углеродистой стали составляет 60–64 HRC, а для легированной – 58–61 HRC; снижение твердости объясняется образованием повышенного количества остаточного аустенита.
Цианирование и нитроцементация стали: назначение и особенности технологии
Цианирование, целью которого является насыщение поверхностных слоев стали азотом и углеродом, представляет собой одну из разновидностей такой технологической операции, как нитроцементация. По сравнению с обычной цементацией, этот метод обработки стали является более эффективным, так как позволяет придавать стальным изделиям особые механические свойства.

Рассматриваемые процессы предусматривают термическую обработку изделий, производимую в специальных газовых печах
Особенности нитроцементации и цианирования
Хотя нитроцементация и цианирование преследуют одну цель (насыщение поверхностного слоя стали азотом и углеродом), они имеют одно существенное отличие. Заключается оно в том, что нитроцементации изделия подвергаются в газовой среде, а при цианировании такой средой является расплав цианида натрия или других солей.
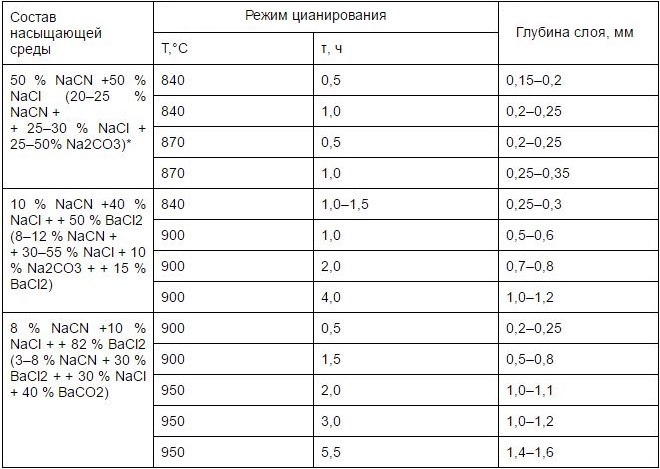
Составы ванн и режимы цианирования изделий
Свою эффективность рассматриваемые технологические операции демонстрируют при обработке следующих материалов:
- сталей, относящихся к нержавеющей категории;
- легированных стальных сплавов, а также сталей, не содержащих легирующих добавок и характеризующихся средним содержанием углерода в своем составе;
- конструкционных сталей с низким содержанием углерода.
Цианирование стали, относящейся к одной из вышеперечисленных категорий, как и процесс ее нитроцементации, происходит при определенном температурном режиме (820–950°), который должен строго соблюдаться. В результате квалифицированного применения таких методов обработки удается решить следующие задачи:
- повысить износостойкость поверхности изделия;
- увеличить его поверхностную твердость;
- повысить предел выносливости металла.
Нитроцементация в различных средах
Существует еще одна разновидность цементации, которая называется мягким азотированием. Такая обработка, которая выполняется при температуре около 590°, нужна среднеуглеродистым сталям для увеличения уровня их износостойкости и предела выносливости. Цианированию также подвергают изделия из быстрорежущих сталей, что позволяет повысить твердость и устойчивость к износу их поверхностного слоя, а также сделать его более устойчивым к воздействию повышенных температур.
В металлургической отрасли также используется такая технологическая операция, как цианирование золотосодержащих руд, которая в корне отличается от всех вышеперечисленных методов обработки сталей. Целью цианирования руды, золото в составе которой может содержаться даже в очень незначительных количествах, является выделение из нее концентрата, характеризующегося высоким содержанием драгоценного металла. Такой концентрат после его дальнейшей обработки может быть использован для производства золотых изделий.

Добыча золота методом цианирования
Диффузия азота и углерода в поверхностный слой стали
Насыщение поверхностного слоя изделия из стали азотом и углеродом, что и подразумевают под собой нитроцементация и цианирование, происходит за счет диффузии данных элементов во внутреннюю структуру стального сплава. В поверхностном диффузионном слое стального изделия при повышении температуры во время цианирования снижается количество азота, а количественное содержание углерода, наоборот, увеличивается.
Содержание углерода в диффузионном слое может увеличиваться непрерывно или только до определенного момента, а снижаться оно начинает только на последних этапах выполнения технологической операции. За счет такой особенности процесса диффузии углерода насыщение поверхностного слоя стального изделия данным элементом может фиксироваться при разных температурах выполнения цианирования. На степень насыщения большое влияние оказывают науглероживающие способности среды, в которой выполняется эта технологическая операция.
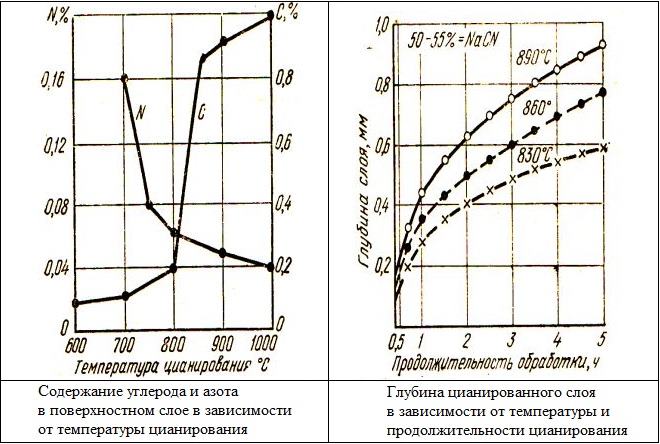
Температура цианирования влияет на глубину и состав нанесенного слоя
На параметры процесса совместной диффузии серьезно влияет азот, от которого, в частности, зависят:
- глубина слоя металла, на которую будет происходить диффузия углерода;
- степень насыщения такого слоя углеродом.
Между тем большое содержание азота в среде для цианирования может привести к тому, что диффузия углерода в структуру стали будет протекать недостаточно активно. Объясняется это тем, что азот, когда в рабочей среде для цианирования его содержится слишком много, способствует формированию на поверхности обрабатываемого изделия карбонитридных фаз или образований.
Процесс насыщения поверхностного слоя стального изделия азотом и углеродом при выполнении цианирования и нитроцементации протекает в две стадии, которые имеют мало общего, если сравнивать их кинетические показатели. Так, на первой стадии, которая может продолжаться от 60 до 180 минут, поверхностный слой изделия насыщается и азотом, и углеродом. На следующем этапе отдельные атомы азота, уже абсорбированные в структуру стали, могут десорбироваться, то есть перейти обратно в газовую фазу и выйти наружу через поверхность сплава. При протекании второй фазы цианирования наружный слой обрабатываемой стали продолжает насыщаться углеродом.

Установка для цианирования
Процесс уменьшения количества азота и увеличения содержания углерода в составе обрабатываемой стали, протекающий при увеличении температуры в ходе цианирования, имеет линейный характер. При этом такая линейность характерна лишь для верхнего слоя диффузионной зоны, в то время как в слоях стального изделия, располагающихся на большей глубине от его поверхности, она не наблюдается.
Характерной особенностью цианирования является то, что углерод проникает в обрабатываемое изделие на меньшую глубину, чем азот. Глубина проникновения этих элементов в структуру стали зависит преимущественно от микроструктуры обрабатываемого материала. Цианированные изделия небольшой толщины могут отличаться более высокой хрупкостью, если сравнивать их с деталями, обработанными по стандартной технологии цементации.
Преимущества и недостатки технологии
Процесс нитроцементации и цианирования, как уже отмечалось выше, осуществляется при относительно невысоких температурах, что способствует менее интенсивному износу используемого оборудования, а также не приводит к значительным деформациям обрабатываемых деталей. При этом выполнение технологических операций на таких режимах исключает необходимость охлаждать обрабатываемое изделие до низких температур.
После цианирования аустенитная структура стали становится более устойчивой, что улучшает прокаливаемость отдельных участков материала, которые были подвергнуты такой обработке. В частности, именно благодаря таким свойствам цианированного материала низколегированные стали можно закаливать в масле.

Нитроцементация и цианирование повышают твердость и контактную выносливость изделий
Остаточный аустенит, присутствующий в сталях, которые были подвергнуты цианированию, способствует улучшению таких характеристик материала, как:
- прочность на изгиб;
- ударная вязкость;
- пластичность;
- усталостная прочность.
Именно поэтому с помощью цианирования обрабатывают детали, которые в процессе своей эксплуатации подвергаются значительным нагрузкам. Сюда, в частности, относятся валы и шестерни, сердцевина которых должна отличаться не только достаточной прочностью, но и достаточной вязкостью. Формирования именно таких характеристик и добиваются при цианировании.
Читайте также: