Чем отполировать сталь в домашних условиях
Обновлено: 12.05.2024

Остается произнести пару слов о методах шлифовки, полировки и заточки холодного оружия. Оговоримся сразу — если вы хотите достичь действительно красивой, гладкой и «настоящей» поверхности, забудьте о существовании электромоторов и абразивных кругов, равно как и о кругах войлочных с набором полировальных паст. Ваш станок — собственные руки, инструмент — всевозможные мелкие брусочки различной жесткости и крупности зерна, а залог успеха — адское терпение и как минимум неделя работы по три часа в день.
Конечно, для придания заготовке необходимых форм можно и нужно использовать мощь современной оснастки, но когда клинок обрел искомые очертания и требуется лишь довести его поверхность до полного шика, а напоследок отточить до бритвенной остроты, можете смело вывинчивать в доме пробки и поудобнее усаживаться у верстака.
И шлифовка, и полировка клинков производятся посредством продольных перемещений маленьких брусков, при этом первая от второй отличается только крупностью их зерна. Последовательность операций должна соблюдаться неукоснительно: переходить к более мелкозернистому абразиву можно, лишь полностью исчерпав возможности предыдущего, а нетерпеливые скачки взад и вперед с целью поскорее поглядеть, что же получится, лишь усугубят страдания и удлинят путь к победе.
Приступив к окончательной, тонкой доводке, лучше пользоваться мыльными эмульсиями или время от времени наносить на брусок каплю
Добавляем шампуня. В этом случае абразив работа ет мягче и чище, не проводя случайных глубоких царапин.
Полировка — та же шлифовка с использованием совсем уж мелких абразивов типа паст, порошков или взвесей. После финальной шлифовки поверхность стали должна иметь абсолютно равномерный, перламутровый, матовый, лунный блеск без каких бы то ни было рисок или пятен. Только в этом случае соприкосновение деревянного бруска с полировальной пастой начнет постепенно проявлять ту прозрачную глубину, которой невозможно достичь при помощи механических приспособлений. Рассмотрим результаты работы на характерных этапах.
Вначале поверхность клинка навевает тоску.

Уже предварительная шлифовка выявляет скрытые бугры и ямы, которые, как правило, сконцентрированы у острия и порожков полосы, т. е. там, где равномерное движение по абразивному кругу нарушалось из-за смены направления и силы прижима.

Постепенно глубина и отчетливость ям уменьшаются, но остается непрошлифованной кромка лезвия, потому что именно вдоль нее проходит граница смены угла сведения кромок, или заточки.
Наконец поверхность становится ровной, и пора переходить к мелкому абразиву. Показателем качества бруска будет не мутная кашица от его износа, а угольно-черная взвесь срезанного железа в прозрачной воде.

И вот — долгожданная туманная белизна.
Окончательная доводка пастами должна привести к образованию идеального зеркала, отражающего любой предмет без каких -либо
искажений его формы.

Чрезвычайно мелкозернистые, плотные и жесткие доводочные и заточные бруски чаще всего требуют керосиновой или масляной смазки. Иногда в ремесленном обиходе так и говорят — «водяные камни» (имея в виду пористые, крупнозернистые обдирочные материалы, обыкновенно искусственного происхождения) и «масляные камни».
Физика процессов машинной и ручной полировки диаметрально противоположны с точки зрения результата. Какой бы успешной ни была предварительная шлифовка и насколько бы ровной поверхности вам ни удалось достичь, стремительный бег войлочных или кожаных кругов тотчас нарушит ее, естественным образом «вылизывая» металл в местах наименьшего сопротивления, по границам кристаллических структур, ковочных уплотнений и так далее. Поскольку ни одна сталь не бывает идеально однородной, в конце такого полирования мы увидим под микроскопом некий сглаженный горный ландшафт, создающий рассеянное, диффузное отражение падающего света. В итоге клинок приобретает отвратительный селедочный блеск, белый и яркий, но совершенно мертвенный.
Если полировка производится медленными возвратно — поступательными движениями твердого бруска, то в конце концов получается действительно плоская поверхность той или иной чистоты, отражающая световые лучи в полном соответствии с законами оптики, когда широкий пучок из нескольких лучей на выходе почти не отличается от входящего. Такой клинок кажется темным, словно прозрачным, и одновременно он представляется несравненно более «настоящим» и страшным. На словах это просто, но практически подобный эффект достигается неимоверным терпением и уймой часов и дней монотонной ручной работы.
В наших условиях лучшие результаты дает использование в качестве полирующих материалов алмазных паст различной крупности зерна, а сам притир изготавливается из дерева плотных и твердых пород (самшит, яблоня, груша) или из жесткого фторопласта. Чем меньше габариты бруска, тем большее давление он оказывает на поверхность стали, но одновременно снижается удобство работы. Оптимальным можно считать размер 10 х 15 х 50 мм. Фторопласт хорош тем, что он не изнашивается и не вбирает в себя зерна абразива, поэтому один и тот же притир можно использовать на всех этапах полировки, переходя от пасты к пасте.
Некоторые алмазные и эльборовые пасты являются маслорастворимыми и требуют в процессе полирования нанесения время от времени на сталь капельки керосина или жидкого машинного масла для того, чтобы брусок легче ходил по поверхности, включая в работу порции свежих зерен. Однако встречаются пасты на глицериновой основе — в этом случае керосин заменяется водой. Такую композицию легко сделать самому: одну-две чайные ложки порошка нужно размешать с соответствующим количеством глицерина и хранить драгоценную кашицу в закрытой баночке, используя по мере надобности.
Лучше всего «ест» металл абразив с крупностью зерна в пределах 40-80 микрон. Пасты с зерном 20-40 микрон идут исключительно на финальные стадии для наведения зеркального блеска.
Пресловутая зеленая паста ГОИ, созданная давным -давно для полировки оптических стекол, также имеет несколько степеней крупности (чем темнее — тем нежнее), а собственно абразивом в ней служит окись хрома.
Совсем уж тонко работают венская известь и крокус. Э ти абразивы обладают меньшей, нежели каленая сталь, твердостью и поэтому чрезвычайно деликатно доводят поверхность до хрустальной чистоты. Правда, трудозатраты при этом колоссальные. Изготовить порошок
крокуса можно в домашних условиях, если дважды прокали ть в тигле до
оранжевого свечения (900 °C) железный купорос.
Заточка режущей кромки есть процесс немногим менее длительный и кропотливый, чем полировка. Золотое правило равновесия гласит: «То, что долго делалось, долго и служит». Если вы затратили на заточ ку пять минут, не ждите, чтобы ваш нож хорошо резал два месяца. Лезвие, кажущееся неимоверно острым, чаще всего таковым не является, а иллюзия остроты создается грубым пильчатым заусенцем ободранной кромки.
Прежде чем острить лезвие, его следует выровнять, проведя несколько раз по очень плотному бруску. Разумеется, такая операция не требуется для добротных фабричных нож ей, которые просто слегка притупились. Выравнивают кромку у вновь изготовленных или жестоко пострадавших клинков, перед тем как приступить к основательной заточке.
Считается, что оптимальный угол режущего клина — 25 °C, причем отклонения желательны лишь в меньшую сторону. На самом деле очень немногие ножи имеют такую кромку. Если посмотреть на кажущееся острым лезвие под микроскопом, то мы уви дим, как по мере приближения к вершине идеально сходящиеся плоскости все больше закругляются, образуя, соответственно, все более тупой угол. Фактически истинная острота ножа зависит оттого, насколько точно сведены грани кромки и как долго металл способен с охранять эту геометрию. Скептики могут самолично взять в руки свой замечательный нож и поглядеть на режущую кромку в ярком свете с увеличением в пять, а лучше — в десять раз. Для этого достаточно вставить в глаз обыкновенную лупу, какими пользуются часовщи ки. Любознательного исследователя ждет легкий шок от увиденного, а также последующее непонимание, как эдакое страшилище до сих пор вообще могло что -то резать.
В среде специалистов бытует термин «агрессивность кромки», характеризущий способность лезвия хищно впиваться в любое препятствие. Я лично столкнулся с подобным феноменом, проявившим себя до боли ярко. Однажды в гостях меня командировали резать вяленую рыбу, снабдив какимто почерневшим от старости тупым ножом. В том, что он тупой, я немедленно убедился, потрогав кромку пальцем, однако работа пошла с непонятной легкостью, хуже того — злонравная железка, моментально развалив матерого чебака, углубилась в палец, точно скальпель свежей заточки. Оказалось, что ножик еще дедовский, сделанный им на скорую руку из обломка пилы. Этот случай подтвердил слышанное не раз мнение, что простая, но качественная «углеродка» режет лучше какой угодно легированной стали. Во всяком случае, факт остается фактом: я пострадал от абсолютно тупого, но чудовищно агрессивного ножа.
Если для черновых операций по заточке годятся искусственные материалы, то на финальных стадиях лучше применять дорогостоящие природные камни, разновидностей которых достаточно много. Королем среди них издавна считается пресловутый «арканзас», добывавшийся в бассейне одноименной реки. На сегодняшни й день маленькое месторождение почти полностью исчерпано, и подлинные бруски ценятся на вес золота (непонятно, что же тогда продается за приемлемую цену в магазинах, торгующих ювелирной оснасткой, под именем «арканзаса» и какова истинная природа этих мален ьких белых плиток?). Их используют лекальщики и граверы для тонкой заточки режущего инструмента: доказано, что доведенные на «арканзасе» резцы и сверла служат в несколько раз дольше. Фантастические свойства обусловлены уникальным строением — «арканзас» состоит из намертво спаянных мельчайших зерен кварца, удивительно чистых (99,5 % кремнезема) и однородных (1-6 микрон). Прочность строения объясняется так называемой импликационной структурой, при которой зубчатые края зерен словно врастают друг в друга. Брус ки имеют белый с голубоватым или желтоватым отливом цвет. Перед работой их следует слегка смазать костяным или вазелиновым маслом, применение же любых иных составов может привести к засаливанию и порче бруска.
«Арканзасу» часто сопутствует другой, более ра спространенный камень — «вашита». Бруски серого, бурого или черного цвета имеют больше примесей, более крупное зерно и меньшую твердость, но это также отличный инструмент.
Из других знаменитых природных абразивов можно назвать яшму и целую группу мелкозернистых кремнистых сланцев, которые французский геолог Кордье назвал новакулитами (от латинского novacula — «бритва»), то есть «бритвенными камнями». Название прижилось и даже распространилось на группы точильных камней различного минерального состава — на слюдистые сланцы с зернами гранатов, пористые халцедоны, глинистые сланцы с кварцем и др.
В Европе издревле известны гранатовые абразивы. Лучший из них —«бельгийский камень», тонкозернистый мусковитовый сланец, содержащий чрезвычайно мелкие зерна гранатов (в одном кубическом миллиметре — до 100000 зерен). Здесь же можно назвать глинистые сланцы с кварцем из Тюрингии («тюрингский шифер»), слюдистые сланцы из Вермонта и Нью-Гэмпшира, халцедоновый абразив из штата Миссури. Недалеко от турецкого города Измир испокон веку добывается знаменитый на весь Ближний Восток «турецкий камень», состоящий из
зерен кварца, сцементированных кальцитом. Почти все эти камни у себя на родине называются «масляными» не только за их своеобразный внешний вид, но и по упомянутым технологическим причинам.
В Восточном Казахстане, на реке Джаксы -Кайракты, добывается прекрасный кремнистый сланец типа вашиты (название реки в переводе и означает «хорошее точило»), а на Алтае имеются залежи мелкозернистого кварцита — белоречита. В отличие от всех иных камней, последнему для работы необходимо не масло, а простая подсоленная вода.
Хотя промышленность выпускает достаточный ассортимент синтетических камней на основе алмаза, алюмокерамики и др., ни один из них не может сравниться с лучшими творения ми природы, миллионы лет вызревавшими в недрах земли.
Техника заточки клинка немудрена, но требует твердой руки и способности длительное время выполнять однообразные, размеренные движения с одинаковой амплитудой, скоростью и углами. Можно назвать два основных приема: в первом из них (наиболее распространенном) клинком водят по неподвижно и устойчиво (!) лежащему или зажатому бруску, обычно кругами и эллипсами, время от времени добавляя смазку и очищая поверхность. Второй способ противоположен — по неподвижному клинку проводят бруском. В этом случае легче выдерживать необходимый угол и осуществлять прямой визуальный контроль за результатами усилий, но труднее обходиться со смазкой. Строго говоря, каждый мастер должен отыскать собственные приемы и методы, присущие исключительно ему одному, и никакие стандартные советы в данном случае не принесут хорошего результата. Все без исключения фирменные приспособления и устройства дают возможность заточить нож без особенного труда, но весьма средне.
Последнее, о чем необходимо рассказать, — это способы проверки остроты лезвия. Помимо общепринятого бритья волос на предплечье, вполне достоверным тестом может быть способность (или нет) клинка легко разрезать листок тонкой, мягкой бумаги, свободно удерживаемый на весу. Кожура слегка привядшего помидора нипочем не уступит тупому
лезвию, и вы скорее раздавите продукт питания, чем отрежете от него хоть дольку. Вообще, прочная кожица большинства фруктов (непременно пожухлых), а также сыромятная кожа отменно протестируют любой клинок. Популярные легенды о рассеченных шелковых платках — не сказка, но такую фантастическую остроту способна принять, а тем более удержать, далеко не всякая хорошая сталь. Наконец, действительно острое лезвие способно срезать тончайший слой газетной бумаги, не проходя ее насквозь, до дыр.
Многие, неизвестно для чего, любят добиваться от острия проникающей способности лазерного луча. Им одним ведомо, какая от этого польза, но неплохим способом проверки является протыкание туго натянутой (например, на стакан) крепкой тонкой кожи. Если острие далеко от совершенства, то оно для начала напружинит мембрану еще больше, после чего та разойдется с отчетливым хлопком.
Подобных приемов существует много, но для реальной жизни важнее не изначальная острота (карманники оттачивают даже монеты), а способность клинка сохранять ее продолжительное время. Этим и только этим подтверждается, что ваши руки сжимают по -настоящему ценную вещь.
Напоследок, в качестве ободряющего напутствия, можно сообщить интересный факт: по японским меркам, первоклассным полировальщиком и заточником способен стать лишь один из сотен, проучившись не менее пяти лет у первоклассного же мастера, да и то при наличии некоей изначальной «божьей искры». В добрый путь!
Небольшой гайд по полировке металлических изделий (в т.ч. дисков)

Всем привет! Давненько меня не слышно, но это и не удивительно — на 107ой я даже со двора не смогу выехать) А вот 206 собрат здорово выручает — показывает чудеса проходимости (ни разу не застрял, хотя опасения были).
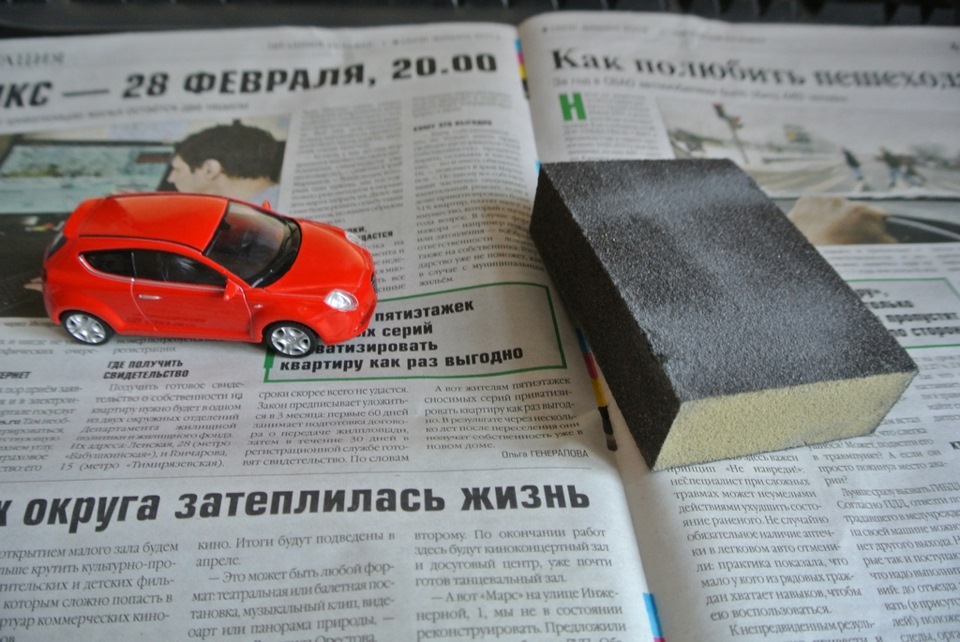
В этом эпизоде можно увидеть полировку крашенного металлического изделия, конкретно модели Alfa Romeo MiTo от Welly.
Что нам понадобится:
1) Предмет полировки (металлическое изделие)
2) Наждачка числом 180-250-320-400-500-800-1000-1500-2000 (тут список формируется по вашему желанию, если поверхность не крашенная, то можно взять с 400 сразу).
У меня не было 250 и 320. Было 120 в виде губки для грубой обработки, потом не менее грубая 180, дальше уже просто обработка поверхности от 400 и выше.
3) Полировальная салфетка
4) Полировальная паста для металлов Alu Magic ну или паста Гои (как в прошлый раз)
5) Малярный скотч, при необходимости
6) Газета, чтобы не мусорить)
7) Стакан воды
8) Влажные салфетки
Итак, берем газету, машину, наждачку:
Обклеиваем малярным скотчем по необходимости:

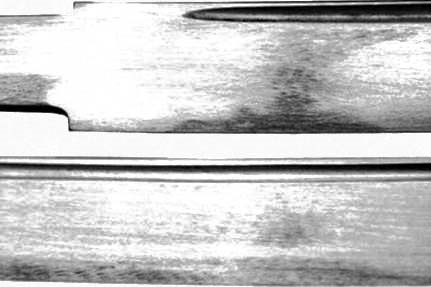
Начинаем ошкуривание 120-150 шкуркой (но это не обязательно, поверхность может быть изначально хорошей, например полка диска, которая помутнела). Не стесняемся, снимаем лишний материал поактивнее. Обрабатываем, пока полностью не устранятся серьезные косяки (не будет снята краска, не будут выравнены ямы).

2 фотографии обработки до 180 зерном.


Уже после 400 начинаем обработку металла до необходимой кондиции:

При ошкуривании не забывайте удалять металлическую стружку, а то потом могут появиться черные точки, которые будет сложно удалить на поздних этапах (придется возвращаться к началу). Можно иногда протирать влажными салфетками, дабы стереть и лишнюю пыль.
Ошкуривание 500 и 800 зерном:


На 1000 зерне берем стакан с водой и макаем в него наждачку:
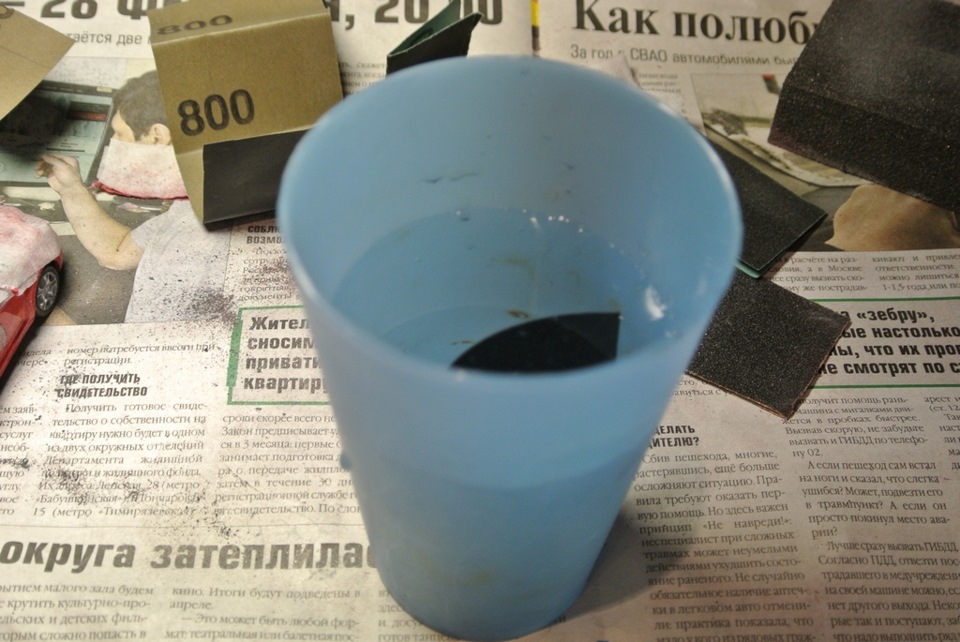
И начинаем влажное ошкуривание, которое дольше сохраняет абразивные свойства шкурки и не так сильно шкрябает по поверхности. Опять же, металлическая стружка не так сильно забивается.

После 1000 и 1500 (влажное):


Ну и после 2000 (пытался сфоткать некое отражение, которое есть, но не зеркальное):

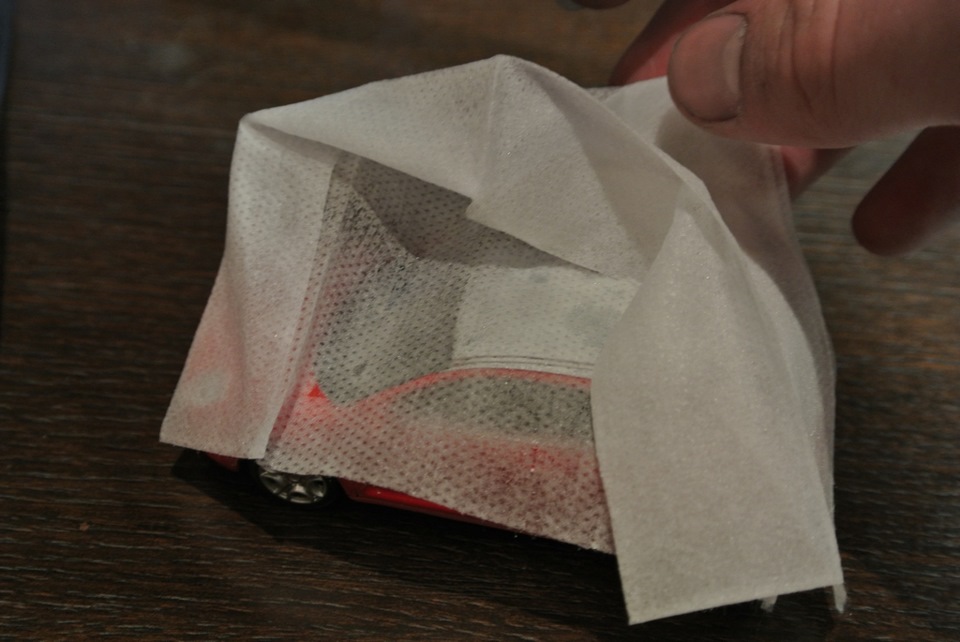
Процесс ошкуривания завершен, теперь необходимо убрать мусор, снять малярный скотч, вымыть и высушить предмет ошкуривания:

Берем полировальную салфетку и пасту Alu Magic. Достаточно 1-2 капель.


Втираем пасту в объект в течение 2-3 минут (плюс-минус):

Потом надо взять чистую тряпочку и растереть остатки пасты.
Для пущего эффекта я беру пасту ГОИ 2 и втираю. Как лучше втирать — можно прочитать по ссылке сверху.

При необходимости повторить работу с пастами.
После всех работ берем влажную салфетку и очищаем предмет. Может на нём и не видно пасты, но она там осталась. Так что будет нелишним.
Ну и на выходе получаем такие поделки:

Всем спасибо за внимание. Из ближайших новостей — в апреле будет установка кресел UNP, подвески Ksports (винтовой), установка BBS дисков на лето, а так же ремонт ангельских глаз (их у нас больше нет, качество подвело. Будем делать диодные!)
Все, что нужно знать о полировке нержавеющей стали
Отполировать нержавеющую сталь можно несколькими способами разной сложности. Наиболее простой из них требует некоторых пищевых продуктов, всегда находящихся под рукой, а самый трудоемкий – приспособления, позволяющего осуществить плазмирование.



Обзор механических способов
Механическая полировка нержавеющей стали требует использования приспособления, способного быстро вращать полировальный материал. Трение последнего о металл приводит к повышению температуры, в результате чего поверхностный слой слегка плавится. В итоге происходит зачистка от царапин, сколов и иных повреждений, а сама нержавейка обретает гладкость. Принято выделять два вида полировки – черновую и чистовую. В первом случае обрабатываемую поверхность получается избавить от шероховатостей при помощи специальных паст или лент с абразивными частицами. Чистовая полировка осуществляется путем использования средств с ПАВ, которые наносятся на мягкие эластичные круги.



Обработка нержавейки обычно осуществляется специальной угловой шлифовальной машинкой, известной как «болгарка». Диски с крупнозернистым покрытием постепенно сменяются на менее абразивные материалы. Работа начинается с черновой зачистки поверхности. При помощи круга на фибровой основе зернистостью около Р60 происходит удаление наплывов металла. Если поверхность изделия и так является гладкой, то данный этап пропускается. На следующем этапе проводится шлифовка с кругом, зерно которого соответствует Р120. Если требуемый диск отсутствует, то он создается самостоятельно из фрагмента фетра или войлока, пропитанного столярным клеем и покрытого абразивной крошкой.
Полировочный процесс продолжается так, чтобы на каждом этапе размер абразива уменьшался вдвое. Важно придерживаться скорости, равной 4500 оборотов в минуту и не забывать промывать поверхность изделия после каждой стадии. Когда поверхность станет абсолютно гладкой, ее останется при помощи чистого круга из войлока или фетра отполировать специальной пастой.
Необходимо добавить, что альтернативой «болгарке» может выступить пневмонапильник или простейший токарный станок, но в труднодоступных зонах деталь все равно придется обрабатывать вручную.



Химические методы
Химическая полировка подразумевает погружение деталей в раствор из химикатов на четко определенное время. Не менее важно и разогревание жидкости до соответствующей температуры. Химические процессы, происходящие на поверхности, устраняют неровности, и изделие обретает идеальную гладкость. Как правило, процесс завершается за несколько минут. Большим плюсом этого способа является то, что он не требует использования специальных инструментов и источников тока, да и вообще траты больших усилий.
Деталь любого размера и формы будет равномерно отполирована, а жидкий раствор проникнет даже в самые сложные «закоулки». Впрочем, ряд недостатков у химической полировки тоже есть. Раствор не позволяет обрести зеркальную поверхность, а также, не являясь долговечным, требует быстрых действий.
Помимо этого, работать с токсичным препаратом разрешается только, надев специальную защиту и расположившись в комнате с хорошей вентиляцией.


Состав химического раствора может выглядеть по-разному, но он всегда требует добавления концентрированных кислот. В два этапа могут применяться водные растворы кислот: на первой стадии осуществляется обработка серной кислотой, а на второй – азотной. Задействовать предлагается и расплавленные щелочные среды, не способные изменить структуру нержавейки, но очищающие старые оксидные пленки. Наконец, используются специальные пасты, в составе которых присутствуют кислоты и хлориды.
Один из рецептов требует соединения 660 г/л соляной кислоты, 230 г/л кислоты серной и 25 г/л кислотного красителя оранжевого цвета. Смесь прогревается до 70-75 градусов, и изделие погружается внутрь на 3 минуты. На протяжении этого временного промежутка рекомендуется помешивать смесь или же встряхивать обрабатываемую деталь. Подойдет также смесь 20-30% ортофосфорной кислоты, 4-5% азотной и такого же количества соляной, 1,5% метилоранжа и дистиллированной воды. Состав прогревается до 25 градусов тепла, и в него на 5-10 минут опускается изделие. Обработанная химпрепаратами деталь промывается под проточной водой и протирается тканевым лоскутом, пропитанным полиролем.



Электрохимическая полировка
Электрополировка требует погружения изделия в химический раствор, через который пропускается электрический ток. Суть технологии заключается в том, что у детали, помещенной в электролит, растворяется тонкий поверхностный слой вместе со всеми шероховатостями. Обрабатываемое изделие из нержавейки выступает в данном случае в роли анода, а пластинка, проводящая ток, становится катодом. Чем больше разогревается электролит, и чем выше становится плотность тока, тем толще оказывается слой убираемого металла. Следует упомянуть, что перед полировкой изделие приходится шлифовать механическим способом, однако после процедуры его поверхность становится мелкозернистой, абсолютно лишенной пор.
Проводить электрохимическую обработку предлагается с применением разных составов. К примеру, набор задействуемых химических препаратов может включать в себя 730 г/л фосфорной кислоты и около 700 г/л кислоты серной, а также 4-6 г/л триэтаноламина и 0,5 каталина. При помощи соответствующего оборудования их смесь прогревается до 60-80 градусов тепла, после чего через погруженное изделие проводится ток плотностью 20-50 А/дм2. Процедура полировки в этом случае продолжается не более 5 минут.
Для обработки хромоникелевой нержавейки рабочий раствор приготавливается из ортофосфорной и серной кислот, взятых в пропорции 65% на 15%. Они дополняются 12% глицерина, 5% хромового ангидрида и 3% очищенной воды. Раствор разогревается до 45-70 градусов тепла, а плотность тока настраивается на 7 А/дм2. Обработка металла продолжается от 10 до 30 минут.



Плазменное полирование
Суть плазменного метода заключается в том, что металл погружается в раствор и одновременно подвергается воздействию высокого напряжения. В этой полировке в качестве рабочего раствора применяется соль аммония соответствующей концентрации. Экологически чистый состав не является агрессивным, а потому не требует специальной обработки при утилизации. Температура полирующего препарата повышается до 100 градусов, а напряжение устанавливается выше 220 вольт. Предметы из нержавейки погружаются в кипящий слой, в парах которого образуются ионизирующие разряды.
Длительность обработки обычно не превышает 5 минут, но за это время с поверхности изделия удаляется тончайший слой с повышенным содержанием инородных включений. Обнажившийся металл обретает зеркальный блеск и высокую способность к адгезии.
Следует упомянуть, что плазменное полирование требует тщательной подготовки изделия, иначе все присутствующие сколы, царапины и дефекты станут только более заметными.


Чем можно отполировать в домашних условиях?
Отполировать поверхность до зеркального блеска реально и в домашних условиях, но следует быть готовыми, что работа своими руками отнимет много времени. Перед тем как воспользоваться тем или иным бытовым препаратом, правильно будет подготовить нержавейку, проведя первичную обработку от жира и прочих веществ, закупоривающих щели в металле. Подойдет для этого любое средство для мытья посуды. Субстанция разводится водой для образования мыльного раствора, а затем задействуется для очистки поверхности. После предмет обязательно промывается проточной чистой водой и просушивается естественным образом, во избежание появления разводов.


Полировка мукой, как правило, применяется для обработки плоских поверхностей – посуды или раковин. Этот способ очень прост для реализации: сперва изделие из нержавейки засыпается мукой до тех пор, пока вся поверхность не скроется под белыми частицами. Затем продукт равномерно распределяется по металлу. Наконец, берется сухая тряпочка, и круговыми движениями осуществляется полировка. В принципе, вместо лоскутка ткани не возбраняется использовать и зубную щетку средней жесткости.


Оливковое масло
Оливковое масло лучше всего справляется с потускневшим металлом. Помимо самого продукта питания, подготовить также придется мягкую тряпочку. Оливковым маслом пропитывается ткань, после чего субстанция распределяется по металлической поверхности, пока вся она не покроется жирной пленкой. Затем происходит полировка: та же тряпочка плотно прижимается к поверхности, и круговыми движениями обрабатывается все изделие. Процедура продолжается до тех пор, пока внешний вид изделия значительно не изменится. Излишки масла убираются сухим полотенцем или бумажными салфетками.
Нержавейка протирается сильными круговыми движениями до тех пор, пока ее поверхность не осушится.


Специальные средства
Безусловно, для чистки металлических поверхностей в доме подойдет и специальный полироль. Как правило, бытовые средства разрешается наносить просто руками, хотя не лишним окажется использование и специального полировального круга с тканевой основой. Выбор ткани (войлок, бязь или фетр), а также ее плотности осуществляется в зависимости от типа обрабатываемой поверхности. Лучшим средством для полировки кругом считается алмазная паста. Полировальную субстанцию принято наносить в несколько этапов, что, опять же, определяется на основании обрабатываемого металла.
Полировка нержавейки вручную начинается с нанесения на поверхность пасты или спрея. Далее мягкой тканью, направляемой круговыми движениями руки, осуществляется равномерная обработка металла без пропусков. После устранения излишков при помощи чистой салфетки все полируется до блеска. Особенности проведения финальной стадии обычно указываются на упаковке с полировочным средством – это может быть как протирка, так и смывка водой.
Читайте также: