Что разъедает нержавеющую сталь
Обновлено: 15.05.2024
Для повышения эксплуатационных и эстетических свойств поверхности нержавеющей стали требуется специальная обработка. На современных предприятиях чаще всего используется метод травления, который применяется после термической или механической обработки металла. Процесс осложняется наличием защитной пленки на нержавейке, ведь она образует жесткую окалину, которая плохо взаимодействует с реагентами.
Во время проведения технологических процедур на металле может возникнуть изменение его цвета. От следов побежалости можно избавиться при помощи травления. Для достижения максимального эффекта разработаны разные методы и составы, которые учитывают химический состав нержавеющей стали.
Процесс травления нержавеющей стали применяется на производстве для очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Процедура обеспечивает зачистку нержавейки, за счет чего увеличивается адгезия верхнего слоя. Это позволяет произвести успешное соединение металлической детали с другой поверхностью. После травления на изделие наносится защитное покрытие.
На производственных участках используют следующие методы:
Применяемые нашей компанией методы травления нержавеющей стали описаны в статье "Травление и пассивация нержавеющей стали".
Важно соблюдать все технологии во время обработки нержавейки, так как перетравливание приводит материал в состояние негодности. Процесс травления разделяется на несколько этапов:
- Подготовка поверхности;
- Взаимодействие металла с травителем или электролитом;
- Очищение поверхности от продуктов травления.
Электрохимическое травление нержавеющей стали
Данный метод нашел свое применение в разных отраслях промышленности. Отличительной чертой такого типа травления является применение внешних источников тока. Электрохимическая обработка эффективна при работе с высоколегированными сталями, так как они отличаются высокой степенью устойчивости к химическому воздействию.
Травление нержавейки электролизом осуществляется в несколько этапов:
- Подготовка химического раствора
Первый и самый ответственный шаг в процессе обработки нержавеющей стали. Для травления используется водный раствор необходимой кислоты. - Подготовка лака
Этот этап гораздо сложнее первого. Лак необходим для защиты отдельных участков поверхности нержавейки от негативного воздействия агрессивной среды. В основном, используется скипидар, гудрон, канифоль. В этой смеси в качестве растворителя выступает скипидар. С веществами следует обращаться осторожно, так как они относятся к классу огнеопасных. Они легко возгораются от перегрева и открытых источников огня. На крупных предприятиях используют готовые составы, которые могут применяться и в бытовых условиях. - Подготовка поверхности нержавеющей стали
Перед покрытием металла слоем защитного лака необходимо тщательно очистить и обезжирить поверхность. Рекомендуется проводить работу по чистке максимально аккуратно, так как даже мельчайшее пятно в виде отпечатка пальца может негативно отразиться на покрытии изделия. - Травление нержавейки
В процессе травления нержавейки к изготавливаемой детали подключается положительный электрод, изделие, соответственно, выступает в роли анода. В качестве катода может можно использовать сталь. Нержавейку погружают в раствор кислоты, после чего подключают источник напряжения.
Химическое травление нержавеющей стали
Метод химического травления нержавейки отличается от электрохимического отсутствием напряжения. Для процедуры используются специальные средства для травления, в зависимости от которых и выделяется разновидность технологии:
- Травление кислотами;
- Щелочное травление;
- Очистка травильными пастами;
- Травление методом погружения.
Травление кислотами
Наилучший вариант травления для использования на крупных предприятиях. Этот способ позволяет добиться максимально эффективного результата в ходе обработки детали. Весь процесс можно разделить на несколько шагов:
- Обезжиривание верхнего слоя;
- Зачистка заусенцев и ожогов;
- Травление детали в сернокислотных ваннах;
- Промывка изделия в воде;
- Погружение детали в азотнокислотный раствор;
- Повторное ополаскивание проточной водой.
Данный метод считается стандартным, но может использоваться и другой:
- Обезжиривание поверхности;
- Промывание детали в проточной воде;
- Сушка изделия;
- Помещение нержавейки в ванну с ортофосфорной кислотой на 1 час;
- Промывание детали в проточной воде.
В нашей компании при травлении нержавеющей стали кислотами используется средство собственного производства - травильный гель/спрей SteelGuard InoxClean Spray. Гель для травления нержавейки рекомендуется для применения на больших поверхностях, которые невозможно обработать методом погружения. Гелеобразное средство способно восстанавливать поверхность нержавейки, которая могла деформироваться в процессе металлообработки.
Щелочное травление
Осуществление процесса происходит за счет применения расплава каустической соды. Повышение температуры и резкое охлаждение способствует разрушению оксидной защитной пленки на нержавейке, тем самым улучшая качество обрабатываемого изделия.
Существует несколько методов щелочного травления:
- Выдержка изделия в соде
Готовый раствор с 20-40% содержанием нитрата разогревают до 460-500 градусов Цельсия. Травление детали в щелочной среде длится 15 минут. Обратите внимание, что некоторые марки сталей нельзя подвергать нагреванию выше 450 градусов. По истечении требуемого времени изделия промывают в большом количестве жидкости и опускают на 5 минут в сернокислотную ванну либо на 10 минут в азотнокислотную. - Способ травления щелочью с применением электрического тока
Данный метод позволяет получить по итогу обезжиренную поверхность изделия, характеризующейся чистотой и однородностью. При таком способе в качестве щелочи используется сода, иногда добавляют хлористый кальций. Технология эффективна для травления плоских, стержневых заготовок, волоченых изделий. - Обработка гидритами натрия
Технология отличается повышенной себестоимостью, но имеет весомое преимущество перед другими методами. Во время процедуры травильный раствор не взаимодействует с металлом, тем самым его потери сводятся к минимуму. Низкая температура процесса позволяет снизить расходы на теплоносители.
Каждый из этих способов требует выполнения ряда правил, среди которых предварительная обработка поверхности, обезжиривание, удаление оксидной пленки.
Материалы для травильных ванн
Травильные ванны должны быть изготовлены в соответствии с требованиями безопасности и эксплуатации кислотных и щелочных растворов.
Для использования рекомендуются следующие виды емкостей:
- Покрытые керамикой / покрытого стеклом кирпича;
- Из дерева или бетона, покрытого свинцом;
- Могут применяться все производные вещества от резины;
- Для кислотных ванн подходят определенные марки нержавейки
Содержание в растворах азотистой или соляной кислоты разрешает применять практически все эти материалы, за исключением покрытий из свинца или керамики с высоким содержанием кремния. Взаимодействие с этими веществами может негативно сказаться на состоянии металла. В щелочных ваннах можно использовать емкости из стали, с условием отслеживания протекания и интенсивности процесса травления. Определенные марки стали применяются для кислотных ванн, например 8Х18Н8М или 10Х20Н25М4.
В нашей компании травление нержавеющей стали методом погружения осуществляется при помощи средства для травления нержавейки собственного производства – SteelGuard InoxClean. Жидкость для травления восстанавливает поверхностный слой металла, который был подвержен обработке. Специальный раствор удаляет следы побежалости на сварном шве, сохраняет эксплуатационные свойства нержавейки. Использование средства согласно инструкции по применению подходит для проведения травления небольших изделий и поверхностей.
Травление готовыми травильными пастами
На современном рынке представлен широкий выбор готовых паст для травления нержавеющей стали. Основными задачами таких средств является очистка сварного шва и изменение окрашенных поверхностей в результате перепадов высоких температур. Использование травильной пасты позволяет провести процедуру в промышленных и бытовых условиях. Эффективность средства проявляется при 80 градусах по Цельсию. Нержавейка легко поддается обработке густой пастой. Как и с другими способами травления, перед процедурой необходимо очистить поверхность от ржавчины и других дефектов.
Процесс травления пастой состоит из нескольких этапов:
- Обработка верхнего слоя поверхности;
- Накладывание травящей пасты на деталь толстым слоем (несколько сантиметров);
- Выдержка пасты для нержавейки в течение 1,5 часов;
- Промывка изделия проточной водой.
Обработка пастой подходит для травления нержавейки после сварки. После правильно проведенной процедуры у стали повышаются антикоррозийные свойства.
Травление сварных швов нержавеющей стали
В процессе сварочных работ на месте соединения металла образуется пористый оксидный слой, в состав которого в большей степени входит хром. Этот слой ослабляет уровень стойкости нержавейки к образованию ржавчины. Повысить антикоррозийные свойства можно при травлении сварных швов нержавеющей стали. Именно этот метод является эффективным в процессе обработки металла. При правильном проведении процедуры можно устранить вредный оксидный слой. Выбор технологии травления зависит от размера поверхности обрабатываемой детали и ее технических характеристик.
Для проведения процедуры травления, помимо паст для сварных швов нержавейки, подходит современное оборудование – аппараты для очистки сварных швов SteelGuard 425 и SteelGuard 685. Установки позволяют качественно обработать сварные швы нержавеющей стали. Аппараты оснащены необходимыми инструментами для проведения очистки сварного шва, травления и пассивации сварочных соединений.

Использование аппарата SteelGuard обладает рядом преимуществ:
- Аппарат не вредит обрабатываемой поверхности;
- Он экологичен и безопасен в применении;
- Восстанавливает защитный слой нержавеющей стали.
Применение аппаратов для пассивации и травления швов нержавейки SteelGuard 685 и SteelGuard 425 позволит произвести заключительную обработку изделий из нержавеющей стали максимально качественно и быстро.
Оставьте заявку, чтобы бесплатно получить быстрый расчет стоимости интересующей Вас услуги. Менеджеры ответят на любой Ваш вопрос!
Научный форум dxdy
в данном случае я могу вам тпосоветовать следущее. попробуйте взять концентрированные кислоты. и после помещения в них нержавеки попробуйте всё это нагреть
Не концентрированная (~20%) подогретая серная кислота сталь берет. Я не химик, но со школы помню этот факт: сталь (и железо) в концетрированной серной не растворить (поэтому ее можно перевозить в стальных контейнерах), но разбавленный раствор (идеал 20%) расворяет. Вроде бы соляная тоже растворяет при определенной концетрации и температуре.
Вы что же, планируете налить царскую водку в зуб?
Надеюсь нет, серная кислота обугливает органические вещества, от азотной или соляной тоже плохо будет, если не дай бог на язык попадет. Да и вообще сувать в рот что-то ядовитой и хитмически активное не стоит.
Да, именно. Вы бы знали, что мы только в зубы не льем . Азотку я лью уже, осторожно, капаю вернее, не лью. Полость рта полностью изолирована, поэтому попадание ее на слизистые исключено.
Вот интересно, кожа после попадания азотной кислоты становиться лимонно желтого цвета. А зуб тоже?
Нет, зуб таким не становится. Во первых, льется в неживой зуб, во вторых, видимо, структура эмали и дентина зуба слишком уж отличается от структуры эпидермиса. Азотка же нитрирует какую-то аминокислоту, что и вызывает пожелтение кожы. Может в зубе этой аминокислоты просто очень мало.
Renaldas
Пользуясь случаем, хотел спросить Вас, почему не используется реплантация зубов?
Мне когда-то давно вылечили зуб, выдернув его, прочистив десну, запломбировав зуб и снова вставив его. Он прекрасно прижился. С этим зубом я без проблем проходил 20 лет и выдернул его лишь только при подозрении, что он начал подтирать гайморову полость, из-за чего у меня стали появляться гаймориты.
Все эти годы мне никто не верил, что у меня есть такой зуб, из чего я сделал заключение, что метод практически не используется. Вместе с тем, как мне кажется, работать с зубом (делать пломбы, подгонять и одевать коронки, выдергивать или растворять сломанные иглы и т.д.), лежащим на столе, намного удобнее, чем с зубом, который находится во рту пациента.
Знаете, во первых так удалить зуб, чтобы его не сломать, нужно еще уметь. Да и процент приживаемости очень уж низок, зуб вне полости рта может быть очень короткое время. Да, есть и у других врачей такие упомянания, но они очень редки, так как больно уж непрогнозируемая процедура и успех ее очень низок по сравнению со стандартными.
Наверное метод и рисковый, но намного лучше того стандартного, что назначила мне тогда лечащий врач-стоматолог.
Она дала направление к зубному хирургу на удаление зуба.
Хорошо, что хирург хороший попался!
До сих пор ей благодарен, хотя того зуба уже нет лет десять.
За то молодые и зрелые годы я пробегал с широкой улыбкой!
Действительно, вне полости рта зуб находился не более 20 минут. Судя по тому, что медсестра чуть ли не бегом носила этот зуб к техникам, я еще тогда понял, что время ограничено.
В то же время хирург при расставании довольно уверено сказала, что лет 7-8 (. ) я прохожу с этим зубом. А это согласитесь, для любого "пользователя" уже не мало. Тем более, что я проходил с ним 20 лет!
Как мне кажется, зря стоматологическая наука не занималась его развитием, модернизацией, улучшением. Ведь можно было бы создать приспособления и инструменты для более щадящего удаления зубов, чем стандартные щипцы, разработать технологии и оборудование для осуществления более скоростных действий над зубом и т. д.
Для нержавейки получилось достичь быстрого растворения одного из электродов (не помню которого) при помощи электролиза в аква регии. Для никелида титана эта же методика не сработала.
Если можно сделать в зубе электрохимическую ячейку, то можно и в соляной попробовать растворить при 1 В. Геморно делать это в зубе, я даже представлять себе не хочу, но в лабораторных условиях можно проверить как сплав никелидтитан будет растворяться. Зависит еще от композиции сплава., но это уже детали.
Почему ржавеет нержавейка?
Почему ржавеет нержавейка? Причины коррозии нержавеющей стали
Возникновение ржавчины на нержавеющей стали ставит в ступор многих людей. Если материал носит название «нержавеющая сталь», то почему же нержавейка может окисляться, темнеть, чернеть и ржаветь? На самом деле, при неправильной обработке детали или при нарушенной эксплуатации, ржавчина может появиться даже на самой качественной нержавеющей стали.
Если в составе нержавейки не больше 10% хрома, то исключить появление коррозии практически невозможно. Даже на поверхности аустенитной стали, в которой находится 20% хрома и 8% никеля, может образоваться ржавчина. Для того чтобы продлить срок службы детали из нержавеющей стали, необходимо понять, как правильно пользоваться материалом и исключить возникновение дефектов структуры.
Какая «нержавеющая» сталь не будет ржаветь
Снизить риск и недопустить ржавление на нержавеющей стали можно при добавлении специальных химических элементов в состав сплава: это могут быть хром, никель, вольфрам, ванадий, молибден, кремний, марганец, титан. Такая сталь будет называться легированной. Изменение состава сплава приводит к улучшению физических свойств стали. Легированный материал приобретает качества, которых нет у обычной углеродистой стали, и избавляется от ее недостатки. При должной эксплуатации такая нержавейка не будет ржаветь. Готовые изделия из нержавейки безопасны для применения даже в пищевой и медицинской сфере, такая продукция экологична и отвечает всем требованиям безопасности.
В зависимости от пропорций содержания добавок выделяют низколегированную, среднелегированную и высоколегированную сталь. Высоколегированная сталь является наиболее популярным вариантом для применения в разных сферах промышленности. Сплав противостоит возникновению коррозии нержавейки в агрессивных средах и атмосфере. Улучшенные качества металлу придают легирующие добавки, в первую очередь это хром и никель. От процента содержания химических элементов зависит марка нержавеющей стали, ее антикоррозийные свойства и внешний вид.
Аустенитная нержавеющая сталь. Стали этой группы широко используют в промышленности для изготовления крепежных деталей. Сплав немагнитный. Хорошо подвергается сварке и тепловой обработке. В составе может быть 15-20% хрома и 5-15% никеля. Процентное содержание добавок зависит от марки нержавейки.
Ферритные марки нержавейки. За счет низкого содержания углерода ферритные стали становятся более мягкими и пластичными. Сплавы этой группы обладают магнитными свойствами. Их часто применяют для изготовления деталей, взаимодействующих с агрессивной средой, т.к. ферритные сплавы имеют высокий уровень устойчивости к образованию коррозии.
Мартенситные марки нержавейки. Группа сплавов с повышенным содержанием углерода, что делает сталь наиболее прочной и твердой. Некоторые марки могут быть магнитными. Эта группа наименее коррозионностойкая. Используется, например, для изготовления столовых и режущих приборов.
Комбинированные марки. Эта группа сталей сочетает в себе достоинства сразу нескольких групп.
Преимущества нержавеющих сталей:
- Долгий срок службы при правильной эксплуатации;
- Простота изготовления;
- Устойчивость к коррозии;
- Прочность;
- Гигиеничность и экологическая безопасность;
- Эстетичный внешний вид.
В каких сферах промышленности используется нержавеющая сталь:
- Архитектура и строительство;
- Изготовление бытовых приборов;
- Пищевая промышленность;
- Целлюлозно-бумажное производство;
- Нефтехимическая и химическая промышленность;
- Домашнее хозяйство;
- Энергетика;
- Охрана окружающей среды;
- Машиностроение.
Условия и причины разрушения защитного слоя нержавеющей стали
Нержавейка получает свои улучшенные качества при добавлении легирующих элементов в состав сплава. В основном этими добавками служит хром, никель, молибден. В первую очередь за антикоррозийные свойства отвечает хром, чем больше его в составе, тем лучше формируется антикоррозийный слой на поверхности металла. Атомы хлора вступают в реакцию с кислородом, впоследствии чего образуется оксидная пленка.
Соответственно, больше всего подвержены коррозии те сплавы, в которых меньше легирующих добавок в составе, в частности хрома и никеля.
Внешний слой сплава может портиться от контакта с железом. Это возможно, например, при неправильной сварке, когда на поверхность попадают частички железа. Если после этого плохо провести обработку детали, на сварочном шве появятся коррозионные вкрапления, которые впоследствии будут увеличиваться.
Разрушение защитного слоя на нержавейке и возникновение коррозии обусловлено несколькими факторами:
- Неправильная обработка поверхности металла. При нарушенной технологии сварки или шлифовки детали образуются микродефекты, которые приводят к разрушению оксидной пленки.
- Использование некачественных материалов. Это относится к низкосортной стали, когда экономия денег сказывается на качестве сплава.
- Неправильная эксплуатация.
Во избежание возникновения ржавчины на нержавейке следует тщательно подходить к выбору предприятия, занимающимся изготовлением и продажей нержавейки. Обязательным критерием выбора должен послужить опыт работников и заключение договора с гарантийными условиями.
Если вам поступило предложение купить нержавейку по цене ниже рыночной, то стоит задуматься о качестве материала.
Виды коррозии нержавеющей стали
Основными разновидностями коррозии являются:
- Общая коррозия. Данный вид характеризуется разрушением оксидной пленки на всей поверхности стали. В зависимости от характера распространения такая коррозия может быть равномерной или неравномерной. При проникновении галогенов (фтора, хлора, брома, йода) через защитный слой начинается активный процесс образования ржавчины на нержавеющей стали. Общая коррозия может возникнуть даже от простой водопроводной воды, ведь в ее составе присутствуют химические частицы, способные разрушить оксидную пленку. Поэтому при чистке нержавейки нельзя использовать хлорсодержащие средства. Для очистки поверхности нержавеющей стали следует применять только специальные чистящие средства. Они должны соответствовать требованиям СанПиН, СНиП и ГОСТ. Уровень рН должен находиться в пределах 7,2 — 7,6.
- Щелевая коррозия. Возникает при образовании небольшого зазора в деталях из нержавеющих сталей. Этот процесс можно заметить, например, при использовании крепежных элементов в морской воде. Хлор, содержащийся в жидкости, смывает оксидную пленку. При отсутствии кислорода процесс продолжается стремительно.
- Питтинг(он же язвенная коррозия, точечная коррозия). Проявляется при малейшем поражении защитного слоя и воздействии агрессивной среды на поверхность. В поврежденном месте сталь становится анодом, а пассивированная часть – катодом. В результате этого анод начинает быстрее растворяться, вызывая питтинговую коррозию нержавеющей стали.
- Гальваническая коррозия. Гальванокоррозия похожа на точечный вид образования ржавчины. Данная электрохимическая коррозия нержавеющей стали возникает во время контакта разного типа металлов в агрессивной токопроводящей среде.
- Межкристаллитная коррозия(она же мкк коррозия или транскристаллитная коррозия). Такой вид образования ржавчины возникает при сверхвысоких температурах, чаще всего при сварке.
- Эрозионная коррозия. Возникает в результате воздействия на поверхность нержавейки абразивной жидкости, разрушающей защитный слой и приводящей к эрозии.
Как бороться с коррозией нержавеющей стали?
В первую очередь, сталь должна храниться и изготавливаться по особой технологии. На металлургических заводах должны соблюдаться все требования, относящиеся к эксплуатации нержавейки. Должны предотвращаться ситуации, в ходе которых частицы нелегированного металла могут попасть на нержавеющую сталь.
В целях защиты нержавеющей стали от коррозии требуется исключить близкий контакт стали с обычным металлом. Это правило касается и других инструментов, применяемых для изготовления деталей. Запрещено использовать металлическую щетку для зачистки поверхности необработанного металла на легированной стали.
Использование нержавеющей стали в соляной и серной кислоте приводит к образованию ржавчины, следовательно, необходимо исключить применение сплава в агрессивных средах.
Также для защиты нержавейки от коррозии следует добавлять в сплав легирующие компоненты, это повысит антикоррозийные свойства стали. Чем больше их процентное содержание, тем выше стойкость к коррозии.
Не рекомендуется также использовать хлорсодержащие средства для обработки и чистки поверхности.
Правила ухода за нержавеющей сталью
Нержавейка – долговечный материал, способный сохранять свой первоначальный внешний вид и технические характеристики долгое время. Главное, правильно за ней ухаживать. Для этого необходимо знать, что нужно делать в различных ситуациях.
Рекомендуется:
- Во время механической обработки совершать движения вдоль линий или рисунка.
- Использовать мягкие материалы для чистки поверхности. Даже использование бумажных салфеток может привести к целостному нарушению оксидной пленки, поэтому будьте аккуратны.
- Если на поверхности имеются застарелые пятна, то для начала их следует размочить. Иначе механическое воздействие станет причиной появления царапин, а впоследствии и ржавчины на нержавейке.
- Применять только специальные средства, предназначенные для очистки нержавеющей стали.
- Жирные пятна удалять при помощи мыльного или спиртового раствора. "Мыть" нержавейку можно только органическими средствами.
- Перед протиранием изделия пыль и другие мелкие частицы желательно стряхнуть кистью.
Запрещается:
- Использовать абразивные средства;
- Применять хлорсодержащие моющие средства;
- Использовать твердые губки и мочалки;
- Допускать контакт нержавейки с обычными углеродистыми сталями.
Все это приводит к разрушению защитного слоя нержавеющей стали и станет отличным поводом для образования коррозии на поверхности.
Также есть специфика ухода за нержавейкой в зависимости от текстуры материала.
Шлифованная нержавеющая сталь имеет микроцарапины на поверхности. В зависимости от их направления поверхность нержавейки можно разделить на несколько разновидностей:
- Продольная шлифовка;
- Поперечная шлифовка;
- Хаотичная шлифовка;
- Вибрейшн.
Для того чтобы произвести качественную очистку поверхности нержавеющей стали и не повредить защитный слой, следует совершать все движения по направлению микроцарапин. Не рекомендуется использовать круговые движения.
Текстурированная сталь имеет глубокий рисунок. За счет своей текстуры на ней менее заметны царапины, отпечатки и загрязнения. Правила ухода за таким видом нержавейки остаются теми же, что и за шлифованной поверхностью. Разница будет заметна только после очистки, так как текстурированная сталь остается чистой более долгое время.
Соблюдая рекомендации по уходу за нержавеющей сталью, вы обеспечите долгий срок службы изделиям и снизите риск возникновения коррозии. Регулярная обработка поверхности специальными средствами сохранит первоначальный внешний вид и будет способствовать восстановлению защитной оксидной пленки.
Способы очистки сварных швов нержавейки: отличительные особенности методов
Если Вас интересуют услуги очистки сварных швов нержавеющей стали, заполните нижеследующую форму.
Сварка – надежный и популярный способ соединения деталей из металла. У него есть плюсы и минусы, которые могут как улучшить, так и испортить всю проделанную работу. Для снижения вероятности возникновения недостатков, используют разные методы очистки сварных швов на нержавеющей стали.
Цели очистки сварных швов нержавеющей стали
Продукция из нержавейки применяется в разных промышленных и бытовых отраслях. Основным отличием этого материала является высокая корозионностойкость по отношению к обычному металлу. Нержавейка надежна в ежедневном использовании, готовые вещи могут служить долгое время.
Сварка оказывает на соединение деталей из металла гораздо большее влияние, чем кажется. В процессе сварки возникает большое внутреннее напряжение в изготавливаемой детали, из-за чего она становится пластичной и впоследствии может деформироваться. Сварка ухудшает свойства металлов за счет неравномерного нагрева. Это приводит к нарушению кристаллической решетки материала.
Устранение дефектов способно вернуть нержавейке потерянные свойства. Обработка швов после сварки положительно влияет на стойкость к коррозии. Качественное очищение снижает риск возникновения коррозии и ржавчины.
Получить лучшее качество готового изделия можно при правильной обработке швов после сварки. Если технология будет нарушена, то место соединения может потемнеть и даже заржаветь. Соответственно, изделие быстро выйдет из строя.
Сразу после сварки готовые швы получаются темными либо цветными. Цвета побежалости образуются при нагреве и выгорании легирующих элементов с поверхности нержавеющей стали. Поэтому места соединения металла необходимо правильно обработать. Эстетичный товарный вид - цель процедуры очистки шва.
Способы очистки сварных швов нержавейки
Обработка сварочных швов – трудоемкий процесс, который требует специальных навыков от специалиста, а также применения профессиональных инструментов.
Для начала определитесь со способом очистки швов. Существует несколько способов обработки сварочных швов. Они отличаются между собой технологией зачистки, стоимостью и безопасностью. Нельзя сказать, какой из них лучше или хуже, ведь у каждого метода есть свои преимущества и недостатки. Каждый из способов полезен по-своему. Нередко бывает так, что способы обработки сварочных швов комбинируются.
Перед вами сравнительная таблица плюсов и минусов основных способов очистки сварных швов нержавеющей стали.

Рассмотрим подробнее основные варианты очистки сварных швов на нержавейке.
Механическая/абразивная очистка сварочного шва
Простой и бюджетный вариант абразивной чистки – ручной способ. Его делают при помощи проволочной щетки, шлифовальных кругов. Не является лучшим методом, ведь на его проведение уходит много времени, особенно если стоит задача полировки поверхности.
Гораздо проще и удобнее произвести чистку при помощи профессионального оборудования: переносного полировочного станка или болгарки.
Оборудование для зачистки швов после сварки на нержавейке
От выбора техники, инструментов и расходных материалов зависит многое. Правильно подобранное оборудование позволит добиться максимально качественного результата.
Выбирая шлифовальную технику, обращайте внимание на мощность аппарата, ведь от нее будет зависеть скорость очистки сварных швов на изделии от последствий сварки. Только после этого учитывайте показатели потребления электроэнергии.
Шлифовальное оборудование может быть переносным и стационарным. Оно предназначено для устранения дефектов после сварки. При выборе устройств для обработки металлических поверхностей учитывайте объем выпускаемой продукции и непосредственно размер изготавливаемых деталей.
Обратите внимание! Для качественной обработки болгарку следует оснастить лепестковой шлифовальной насадкой или абразивным кругом. Хотите получить лучший результат? Тогда используйте тканевую основу для лепестка с покрытием из цирконата алюминия. Использование тканевых насадок снижает возможность появления коррозии и ржавчины на сварочных швах.
Абразивная зачистка мест соединения металла позволяет избавиться от окалин, окислов, заусенцев и следов побежалости. Для достижения максимально зеркального блеска на поверхности последовательно меняйте насадки, постепенно уменьшая размер зерна. Во время обработки необходимо очистить всю поверхность, особенно в труднодоступных местах: углы, отверстия, тонкие кромки. Осуществить качественную шлифовку можно при помощи специальных инструментов-борфрезов. Их легко монтировать в прямую шлифовальную машину.
Нарушать этапы по зачистке и шлифованию сварочного шва не рекомендуется. Для качественного результата соблюдайте следующую последовательность:
- Очистка зоны вокруг шва;
- Грубая зачистка;
- Полирование.
Первый этап подразумевает удаление окалин, шлаков и цветов побежалости. Далее структура шва выравнивается вплоть до исчезновения сварочного шва. Завершающим этапом будет полировка сварочного изделия и подготовка к покраске.
Механический способ обработки швов доступен многим, так как не требует применение специальной техники. Многие мастера отдают предпочтение этому способу очистки сварочных швов, ведь он менее энергозатратный.
Лучшим материалом для обработки сварочных швов на нержавеющей стали является цирконат алюминия. У него есть несколько достоинств перед оксидом алюминия: он не вызывает коррозию и является более прочным.
Плюсы и минусы абразивной очистки сварных швов нержавейки
Абразивному методу присущи такие преимущества, как:
- хорошая скорость обработки шва;
- универсальность использования;
- удобство проведения технологии;
- отсутствие необходимости специальной утилизации отходов.
К недостатком метода относят:
- удаление только следов побежалости;
- стоимость оборудования, высокие трудозатраты;
- возможность применении только квалифицированным специалистом;
- отсутствие возможности провести процедуру пассивации нержавейки;
- неоднородную поверхность металла после обработки, необходимость полировки сварного шва.
Химическая очистка сварного шва на нержавейке
Для достижения максимально лучшего результата обработки шва после сварки используют сочетание механического и химического способа очистки.
Химическое воздействие на металл производится в два этапа: травление и пассивация.
Травление сварных швов нержавейки
Подробнее применяемые нами методы травления нержавеющей стали описаны в статье "Травление и пассивация нержавеющей стали".
Первоначальная стадия очистки места сварного соединения и околошовной зоны – травление. Травление способно полностью удалить цвета побежалости и включения с поверхности металла при помощи химических средств с кислотами в составе. Таким методом можно избавиться от участков с побежалостью.
Небольшие швы обрабатываются точечно, то есть средство наносят на то место, где требуется зачистка. Иногда для достижения хорошего результата деталь опускают в раствор полностью и оставляют на несколько часов - используется метод погружения. Время рассчитывается индивидуально для каждой отдельной детали и марки стали.
Пассивация сварных швов нержавеющей стали
Вторым этапом становится пассивация. Ее выполняют после травления для восстановления легирующего слоя на поверхности. Именно этот слой служит основной причиной коррозионной стойкости нержавеющей стали.
Пассивация подразумевает применение химических средств, задача которых состоит в образовании защитной пленки на месте соединения. После пассивации поверхность обладает антикоррозийными свойствами, следовательно, увеличивается надежность готового изделия.
Важно! Применение химических средств подразумевает их полное удаление с поверхности изделия и правильную утилизацию отходов.
Средства для химической очистки сварочных швов
Для правильного проведения травления и пассивации используются средства для зачистки шва, применяющиеся в разных эксплуатационных условиях.
Травильные ванны: предназначены для погружения изделий в раствор с содержанием различных кислот.
Распылительные гели: применяются для обработки больших поверхностей.
Травильные пасты: используются для удаления шлаков, окалин и оксидов.
Важно! Утилизируйте сточные воды после обработки химией. Использование специальных средств подразумевает большое количество кислот и тяжелых металлов в воде. Это может оказывать негативное влияние на окружающую среду и состояние живых организмов. Нейтрализуйте кислоту при помощи щелочи, профильтруйте отходы и утилизируйте в соответствии с нормами российского законодательства.
Плюсы и минусы химической очистки сварных швов нержавеющей стали
К преимуществам данного метода обработки сварных швов можно отнести его эффективность и низкий уровень расходов на приобретение травильных средств. Однако присутствует и ряд серьезных недостатков:
- Химия наносит вред сотруднику и окружающему миру;
- На поверхности детали могут остаться белесые пятна;
- Уходит много времени на обработку детали;
- Отсутствует возможность полировки шва;
- Необходимость проведения дополнительной процедуры пассивации нержавейки;
- Сложная утилизация отходов.
- Обезжиривание с использованием обезжиривателя SteelGuard MultiClean;
- Травление методом погружения (SteelGuard InoxClean) или методом распыления (SteelGuard InoxClean Spray);
- Пассивация методом погружения (SteelGuard InoxPass) или методом распыления (SteelGuard InoxPass Spray).
Электрохимическая очистка сварных швов нержавеющих сталей
Данная процедура позволяет воздействовать не только на шов, но и на околошовную поверхность. Проводится при помощи электрического тока и специально разработанных электролитов, которые и проводят этапы травления, пассивации и полировки.
Благодаря электролиту появляется возможность удалить цвета побежалости. Обработка электрохимическим методом позволяет сохранить внешний вид сварного шва. Если поверхность была зеркальной/матовой/шлифованной, то такой и остается. После проведения процедуры на шве восстанавливается пассивный слой, который впоследствии обеспечивает антикоррозийные свойства.
Применение технологии поможет снизить трудовые затраты сотрудников и не допускает появление дефектов на детали. Внешний вид продукции после полировки остается товарным.
Плюсы и минусы электрохимической очистки сварных швов нержавеющей стали
Электрохимический метод очистки сварных швов является самым эффективным в наше время. На сегодняшний день его преимущества значительно выделяются среди конкурентов.
Его главные достоинства:
- Высокая (мгновенная) скорость очистки;
- Осуществление пассивации нержавейки параллельно очистке сварного шва;
- Низкие трудозатраты;
- Безопасная технология использования;
- Отсутствие необходимости утилизации отходов;
- Полировка сварного шва и тем самым придание изделию товарного вида.
Недостаток у этой технологии только один: высокая стоимость оборудования, которая окупается в течение 6-12 месяцев.
Аппараты для очистки сварных швов SteelGuard
Оборудование SteelGuard – аппараты для электрохимической очистки поверхности металла, качественного процесса травления и пассивации. Считаются универсальными устройствами для использования на средних и крупных предприятиях.
Аппарат Steelguard 685 - это высокопроизводительный аппарат для электрохимической очистки швов после сварки. За счет высокой мощности, аппарат способен выполнять очистку сварных швов со скоростью 2-5 погонных метров в минуту. Выполняемые функции: травление, пассивация, полировка и маркировка. Для очистки не требуются высокотоксичные травильные средства. Обеспечивает сохранение внешнего вида детали.
Аппарат для очистки сварных швов SteelGuard 425 является упрощенной версией SteelGuard 685. Он более мобилен, за счет чего становится более универсальным вариантом.

Увидеть аппарат для электрохимической очистки швов SteelGuard 685 в действии можно в нашем кейсе с производства ОКБ "Гамма":
"Как мы ускорили обработку сварных швов в 3 раза".
Лазерная очистка сварных швов нержавейки
Лазерная шлифовка - бесконтактный метод. Лазер обеспечивает эффективную и чистую область проведения чистки.
Лазерная полировка нержавеющей стали экологична и не подразумевает использование расходных средств. За счет компактности оборудования лазерный инструмент можно перемещать в разные помещения.
Очистка сварных швов лазером производится быстро, однако метод очень дорогостоящий.
Техника безопасности
Перед началом проведения работ по очистке мест соединения сварки на нержавейке необходимо убедиться в готовности рабочего места, спецодежды. Обязательно проверьте оборудование. Приступать к выполнению работ можно только имея все защитные средства, необходимые сварщику.
Периодически сотрудник обязан проходить обучение и инструктажи по соблюдению правил противопожарной безопасности. Информация об инструктажах отображается в рабочем журнале под подпись сотрудника.
Основные требования:
- Во время обработки сварочных швов нельзя отвлекаться;
- В помещении не должно находиться легковоспламеняющихся предметов;
- Эффективная вентиляция;
- Переносить оборудование можно только после отключения электропитания;
- Можно использовать только исправное оборудование;
- Во время проведения химического или электрохимического метода, необходимо обеспечить правильную утилизацию средств.
Контроль над качеством готовых изделий из нержавеющей стали
Правила и нормы проведения всех видов сварки, шлифовки и полировки описаны в ГОСТ. В документе собраны общие требования к проведению такого вида работ и отдельные показатели к изготавливаемым деталям: прочность, выпуклость, вязкость.
Вывод
Хотите получить качественную деталь из нержавейки? Тогда не забудьте произвести заключительный этап по обработке поверхностей металла. Цель обработки поверхности – придать продукту товарный вид. Этот процесс лежит в основе положений ГОСТ и технических документов. Обработка соединений в местах сварки является важным процессом изготовления деталей из нержавейки, позволяющим получить по итогу качественный результат.
Очистка сварочных швов может производиться разными способами. Применение того или иного вида технологии зависит от объема работ, толщины металла и размеров детали. В каждом конкретном случае следует проводить сравнительные испытания и только потом принимать решение в пользу того или иного метода.
Для достижения качественного результата во время обработки сварочных швов, лучше использовать одновременно несколько методов, например, механический и химический, либо применять сразу электрохимический.
Почему ржавеет нержавеющая сталь? Полное руководство
Нержавеющая сталь - довольно популярный вид металла с широким спектром применения. Этот материал используется для производства медицинских устройств, автомобильных деталей, ювелирных изделий и кухонной утвари, а также для многих других целей. Одна из особенностей нержавеющей стали - то, что она не ржавеет. Это правда?
Однако, если вы когда-либо владели или использовали изделие из нержавеющей стали, вполне вероятно, что вы просто заметили ржавчину (коррозию), и вы даже задаетесь вопросом, может ли его название быть неправильным. Почему ржавеет нержавеющая сталь? Читайте дальше, когда мы узнаем, как и почему нержавеющая сталь может ржаветь.
Наука о ржавлении нержавеющей стали
Как и в случае с другими металлами, за эффектом ржавчины металла из нержавеющей стали всегда стоит наука.
Чтобы понять, что вызывает ржавчину хромовой стали, в первую очередь важно иметь четкое понимание науки, которая обычно предотвращает ржавчину.
Сталь - это продукт железа и углерода. Нержавеющая сталь содержит железо, углерод и от 12 до 30% хрома.
Нержавеющая сталь включает в себя другие элементы, такие как никель и марганец, но хром является ключевым элементом, который делает ее устойчивой к ржавчине.
Когда поверхность обычной стали подвергается воздействию кислорода, она всегда образует оксид (Fe2O3), который имеет популярный цвет красной ржавчины.
Оксид железа не способен образовывать бесконечный слой на стали, потому что молекула оксида занимает большую площадь, чем лежащие в основе атомы железа. В конечном итоге он уходит, оставляя незащищенной необработанную сталь, что затем запускает неизбежный цикл ржавления.
Итак, как предотвратить ржавление?
Когда нержавеющая сталь подвергается воздействию кислорода, на поверхности образуется слой оксида хрома. Это происходит потому, что хром имеет очень сильное сродство к кислороду.
Оксид хрома в большинстве случаев представляет собой очень тонкий слой, который не отслаивается. Это предотвращает дальнейшее окисление нержавеющей стали.
Однако, когда хромовая сталь поцарапана и, следовательно, слой оксида хрома удален, новый слой оксида хрома будет формировать и защищать оставшуюся хромистую сталь под ним.
Пока присутствует достаточное количество хрома, слой оксида хрома будет обеспечивать адекватную защиту нержавеющей стали и предотвращать ее ржавление.
Причины коррозии нержавеющей стали

Теперь совершенно ясно, что нержавеющая сталь может ржаветь. Однако, если вы какое-то время использовали этот материал, вы, должно быть, заметили, что некоторые стали ржавеют слишком рано, в то время как другие могут служить вам долго, не ржавея. Что могло быть причиной этого?
Основная причина ржавчины нержавеющей стали - это коррозия. Коррозия избавляет от хрома, поэтому необработанная сталь подвергается воздействию различных элементов, которые могут ускорить ржавление.
Есть разные типы коррозии, которые приводят к ржавчине. Давайте посмотрим на каждый тип.
Щелевая коррозия: Щелевая коррозия возникает, когда поверхность нержавеющей стали лишена кислорода, например, при стыке или трещинах. Небольшая щель, созданная для устранения допуска, станет эпицентром ржавчины. В этом промежутке щели будет скапливаться вода или другая жидкость.
Кислород в жидкости со временем уменьшается, и это приведет к накоплению хлоридов.
Геометрию часто изменяют, чтобы удалить щели или способ скопления жидкости, но иногда решение также может заключаться в использовании другого металла, такого как титан, который сопротивляется хлоридам.
Общая коррозия
Этот тип коррозии происходит при минимальном вмешательстве внешних факторов. Это произойдет автоматически, когда pH металла из нержавеющей стали упадет ниже 1.
Межгранулярный приступ
Гранулы нержавеющей стали могут подвергаться воздействию различных элементов, например тепла. Высокая температура более 450 градусов по Цельсию может вызвать распад частиц углерода. При этом поверхность стали подвергается воздействию различных элементов.
Биметаллическая коррозия
Биметаллическая коррозия возникает, когда два разных металла с общим электролитом вступают в прямой контакт друг с другом. Эту коррозию иногда называют гальванической коррозией.
Произойдет окислительно-восстановительная реакция, что означает просто химические реакции восстановления и окисления. Результатом станут клетки, создающие электрический потенциал на поверхности металла.
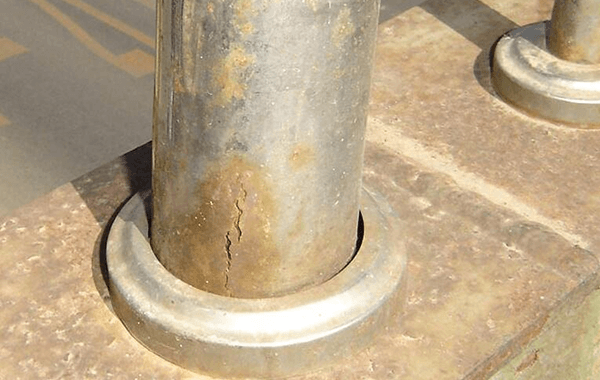
Коррозия под напряжением
Внешнее напряжение, оказываемое на нержавеющую сталь, может вызвать коррозию в той или иной форме. Это, в свою очередь, подвергнет сталь воздействию различных элементов ржавчины.
Загрязнение при производстве и очистке, сварке
Мелкие частицы простой стали врезаются в поверхность и вызывают появление пятен на поверхности нержавеющей стали.
Если деталь обрабатывается на станке с ЧПУ, который также обрабатывает стальные детали, мелкие частицы стали могут в конечном итоге загрязнить охлаждающую жидкость. Обрабатываемая деталь из нержавеющей стали навсегда останется в поверхности.
Точно так же полировальные круги, которые используются для стальных деталей, а не для нержавеющих, могут аналогичным образом включать стальные частицы. Это касается других стальных инструментов, например гаечных ключей.
Именно эти инородные частицы, не являющиеся нержавеющими, подвергаются ржавчине и вызывают появление пятен на поверхности стали. Осмотрите зону хранения для механической обработки и убедитесь, что они не вызывают перекрестного загрязнения ваших нержавеющих деталей.
Как уберечь нержавеющую сталь от ржавчины
Будь то для небольших применений, таких как бытовая техника, или для промышленного применения, вы должны стремиться защитить нержавеющую сталь от ржавчины. Но как это сделать?
Есть несколько простых, но эффективных способов защиты нержавеющей стали от ржавчины. Вот некоторые из этих советов;
Чистите с помощью неабразивных инструментов: когда дело доходит до чистки деталей из нержавеющей стали, используйте мягкие предметы, например ткань. Они не разъедают поверхность металла, подвергая его коррозии.
Используйте чистящие средства, не содержащие хлора: это могут быть щелочные или щелочные хлорированные чистящие средства, поскольку они не разъедают сталь. Избегайте чистящих средств, содержащих четвертичные соли.
При чистке нержавеющей стали всегда используйте очищенную воду.
Никогда не используйте соляную кислоту для обработки стали.
Часто очищайте материалы изделий из нержавеющей стали, чтобы избавиться от стойких пятен.
Как удалить ржавчину с нержавеющей стали?

Допустим, часть вашей нержавеющей стали уже заржавела или покрылась чешуей ржавчины. Могу ли я вернуть ему первоначальный вид?
Да, можно избавиться от ржавчины и сделать нержавеющую сталь снова блестящей. Вот несколько способов достижения этой цели:
Удаление загрязнений: Если ржавчина уже появилась, вы можете начать с физического удаления гранул перекрестного загрязнения. Также следует удалить тепловые оттенки, образовавшиеся вокруг пораженных участков.
Репассивация заржавевшей поверхности: Этот метод предполагает самостоятельное восстановление пораженной части. Пораженная часть защищена от катализаторов ржавчины, чтобы она могла восстановить свой первоначальный вид.
Использование пищевой соды: Этот метод идеально подходит для бытовой техники из нержавеющей стали. Сделайте раствор соды, затем протрите пораженные участки стали мягким полотенцем.
Используйте фосфорную кислоту
Вы также можете использовать фосфорную кислоту, чтобы избавиться от ржавчины на металле из нержавеющей стали. Основное преимущество этого чистящего раствора заключается в том, что он растворяет оксид железа, не вызывая коррозии на поверхности материала из нержавеющей стали.
Фосфорная кислота растворяет оксид железа с образованием фосфата железа и воды в качестве побочного продукта. Новый раствор легко удаляется со стали.
Хорошая новость заключается в том, что фосфорную кислоту легко приобрести в ближайшем магазине. Он также не агрессивен, поэтому не вызывает коррозии и не оставляет пятен на поверхности из нержавеющей стали.
Затем вы можете промыть поверхность дистиллированной или деионизированной водой.
Уксусная кислота хорошо работает, когда ее используют для очистки больших поверхностей, пораженных ржавчиной.
По окончании уборки также следует промыть поверхность дистиллированной или деионизированной водой.
Как удалить ржавчину с нержавеющей стали?
Меры предосторожности при удалении ржавчины из нержавеющей стали
Какой бы метод удаления ржавчины из нержавеющей стали вы ни использовали, необходимо соблюдать определенные меры предосторожности. Они включают;
-Избегайте использования стальной ваты и стальных щеток.
-Не используйте чистящие растворы, содержащие хлор, бром, йод и фтор.
-Держите сталь от воды для защиты в будущем.
У вас есть какие-либо другие вопросы о том, как предотвратить ржавление или удаление ржавчины на вашей стали, поговорите со специалистами по нержавеющей стали. Мы в Рош Индастри готовы оказать любую помощь.
Узнать больше
Рошиндустри специализируется на высоком качестве Быстрое прототипирование, быстрый мелкосерийное производство и крупносерийное производство. Услуги быстрого прототипа, которые мы предоставляем, - это профессиональный инжиниринг, Обработка CNC включая фрезерные и токарные станки с ЧПУ, Изготовление листового металла или прототипирование листового металла, Умрите литье, металлическое тиснение, Вакуумное литье, 3D печать, SLA, Изготовление прототипов методом экструзии пластика и алюминия, Быстрая оснастка, Быстрое литье под давлением, Обработка поверхности закончить услуги и другие услуги быстрого прототипирования Китая, пожалуйста свяжитесь с нами прямо сейчас.
Читайте также: