Что такое шаг свивки стального каната
Обновлено: 24.04.2024
Шаг свивки каната определяют следующим образом. Расстояние между метками / принимают за шаг свивки каната. У многопрядных тросов ( например, у каната 18X19342 проволоки с одним органическим сердечником) имеется 6 прядей во внутреннем слое и 12 - в наружном. Шаг свивки в этом случае определяют по числу прядей в наружном слое. [2]
Шаг свивки каната определяется следующим образом. Расстояние между метками ( точки а и б) принимается за шаг свивки каната. У многопрядных тросов ( например, у каната 18x19 342 проволоки с одним органическим сердечником имеется 6 прядей во внутреннем слое и 12 - в наружном) отсчет прядей производят, исходя из числа прядей в наружном слое. [3]
Шаг свивки каната определяют следующим образом. Расстояние между метками ( точками в я - б) принимается за шаг свивки каната. У много-прядных тросов ( например, у каната 18 X 19 342 проволоки с одним органическим сердечником) имеется 6 прядей во внутреннем слое и 12 - в наружном. Шаг свивки в этом случае определяется по числу прядей в наружном слое. [4]
Шаг свивки каната определяют следующим образом. У многопрядных тросов отсчет прядей производят, исходя из числа прядей в наружном слое. [5]
Шаг свивки каната определяют следующим образом. Расстояние между метками ( точками а и б) принимается за шаг свивки каната. [6]
Шаг свивки каната проверяют линейкой или штангенциркулем с точностью до 1 мм на расстоянии не менее 5 ж от конца каната. [7]
Шаг свивки каната определяют следующим образом. На поверхности какой-либо пряди наносят метку, от которой отсчитывают столько прядей, сколько их имеется в сечении каната ( например, шесть в шестипрядном канате), и на следующей после отсчета пряди ( в данном случае на седьмой) наносят вторую метку. Расстояние между метками принимают за шаг свивки каната. [8]
Шаг свивки каната определяют так. [9]
Шаг свивки каната определяют следующим образом. [10]
Шаг свивки каната определяют следующим образом. Расстояние между метками ( точками а и б) принимается за шаг свивки каната. [11]
Шаг свивки каната опре деляют следующим образом. Расстояние между метками ( точками а л б) принимается за шаг свивки каната. У много-прядных канатов ( например, у каната 18X19 342 проволоки с одним органическим сердечником имеется 6 прядей во внутреннем слое и 12 - в. Браковка каната, изготовленного из проволок различного диаметра конструкции 6X19114 проволок и один органический сердечник, производится согласно данным, приведенным в первой графе табл. 1, причем число обрывов как норма браковки принимается за, условное. [12]
Шаг свивки каната определяется следующим образом: на поверхности ка. Расстояние между метками принимается за шаг свивки каната. [13]
Шаг свивки каната определяют следующим образом. Расстояние между метками ( точками а л б) принимается за шаг свивки каната. У много-прядных тросов ( например, у каната 18 X 19 342 проволоки с одним органическим сердечником) имеется 6 прядей во внутреннем слое и 12 - в наружном. Шаг свивки в этом случае определяется по числу прядей в наружном слое. [14]
Шаг свивки каната определяют следующим образом. У многоиридных ipoco отсчет прядей производят, исходя из числа прядей в наружном слое. [15]
117. Как определяют шаг свивки стальных канатов?
Шаг свивки находящихся и работе стальных канатов определяют следующим образом: на поверхности пряди наносят метку, от которой отсчитывают вдоль центральной оси каната столько прядей, сколько их имеется в сечении каната. Канаты лифта — шестипрядные, и на следующей после отсчета пряди (в данном случае на седьмой) наносят вторую метку. Расстояние между метками А и Б принимают за шаг свивки каната (рис. 14). При налкчии у каната поверхностного износа или коррозии проволок число обрывов на шаге свивки как признак браковки должно быть уменьшено в соответствии с данными, приведенными в табл. 2 ПУБЭЛ. При износе (или коррозии), равном 40 % и более первоначального диаметра проволок, канат должен быть забракован.
Износ (или коррозию) проволок по диаметру определяют с помощью микрометра или другого инструмента, обеспечивающего достаточную точность. Для этого отгибают конец проволоки в месте обрыва на участке наибольшего износа. Диаметр проволоки измеряют у отогнутого конца после предварительного удаления с него грязи и ржавчины. В тех случаях, когда кабина лифта подвешена на двух отдельных канатах, каждый из канатов бракуют в отдельности, причем допускается замена одного более изношенного каната.
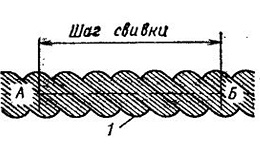
Рис. 14. Определение шага свивки каната
1 — прядь; А, Б — расстояние шага свивки
При подвешивании кабины на трех и более отдельных канатах их бракуют по среднему арифметическому значению, определяемому исходя из наибольшего числа обрывов проволок на длине одного шага свивки. При этом у одного из канатов допускается повышенное число обрывов проволок, но не более чем на 50 % по сравнению с нормой, указанной в табл. 1 ПУБЭЛ. При обрывах, число которых не достигает браковочного показателя, а также при наличии поверхностного износа проволок канат допускается к работе при соблюдении требований: а) тщательное наблюдение за его, состоянием при периодических осмотрах с записью результатов в журнал осмотров; б) смена каната по достижении степени износа, указанной в нормах; в) при обнаружении в канате оборванной пряди запрещается его эксплуатация и он должен быть заменен.
При эксплуатации лифта обслуживающий персонал постоянно должен осматривать канаты, обращай внимание на то, чтобы на них не было петель или узлов, выпучивания прядей или перекруток, признаков поверхностного износа, порванных прядей или отдельных проволок. Своевременность очистки и смазки канатов, обнаружение и установление неисправностей предотвратят аварию лифта. При эксплуатации канаты регулярно очищают от грязи и смазывают. Пыль и другие твердые частицы, попадая в смазочный материал, составляют абразив, ускоряющий изнашивание канатов. Очищают, осматривают и смазывают канаты при неподвижной кабине. Во время этих работ кабины можно перемещать только по указанию лица, выполняющего эти операции. Своевременный уход за канатами и их замена позволяют лифту работать без аварий.
Общее устройство стального каната
Стальной канат состоит из металлических проволочек, скрученных в пряди, которые в свою очередь скручены между собой, вокруг органического (а, в ряде случаев, и металлического) сердечника (так называемая двойная свивка). Таким образом стальные канаты это не просто передают тяговое усилие, но и выполняют функцию демпфера – гасителя колебаний груза.
Конструкцию каната определяют соответствующие ГОСТы. конструкция каната обозначается в виде букв и цифр, например: 6×19(1+6+6/6)+1ОС ЛК-Р, где цифра 6 обозначает количество прядей, цифра 19 – количество проволочек в пряди, цифры в скобках указывают на расположение проволочек по слоям в пряди, буквы ЛК указывают на то, что проволочки в прядях касаются друг друга линейно (навиты с одним шагом), а буква Р указывает на то, что данный канат по способу изготовления является рихтованным.
РД 10-33-93, регламентирует:
«В канатных стропах должны применяться круглопрядные канаты двойной свивки, изготавливаемые по техническим условиям ГОСТ 3241. Рекомендуется применять канат крестовой свивки с сердечником из пеньки, сизаля и хлопчатобумажной пряжи. Допустимо применение канатов с сердечниками из других материалов с учетом температурного режима использования стропов.
Рекомендуется применять канаты по ГОСТ 3071, ГОСТ 3079, ГОСТ 2688 и ГОСТ 7668, а для перемещения грузов, имеющих температуру до 400 °С, - по ГОСТ 7669.А для перемещения грузов, имеющих температуру до 400˚С – по ГОСТ 7669-80»
· ГОСТ 3071 – канат стальной двойной свивки типа ТК (точечного касания) конструкции 6х37 (1+6+12+18)+1 о.с.
· ГОСТ 3079 – канат двойной свивки типа ТЛК-О (точечно-линейного касания, односторонней свивки) конструкции 6х37 (1+6+15+15)+1 о.с.
· ГОСТ 2688 – канат двойной свивки типа ЛК-Р (линейного касания, рихтованный) конструкции 6х19(1+6+6/6)+1 о.с.
Сердечник каната выполняет функцию распорки, т.е. не даёт возможности прядям просесть внутрь. Если сердечник является органическим, то он пропитывается канатной смазкой, которая выдавливается при увеличении нагрузки на канат в пространство между проволочками, поэтому сердечник одновременно является и «контейнером» для смазки. Несущую нагрузку сердечник не воспринимает, его разрыв является браковочным признаком, при обнаружении которого необходимо изымать канат из эксплуатации.
Основные нормативные документы, регламентирующие изготовление стропов
1. ГОСТ 25573-82 Стропы грузовые канатные для строительства;
2. РД 10-33-93 Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации, с изменениями N 1 (РД 10-231-98)
3. РД 24-СЗК-01-01 Стропы грузовые общего назначения на текстильной основе. Требования к устройству и безопасной эксплуатации
Способы соединения стальных канатов и изготовления петель на их концах
Соединениеконцов канатов и петли стропов канатных возможно следующим образом:
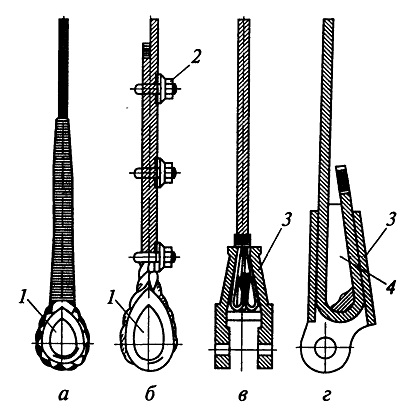
1.Методом заплетки, при этом для подсоединения ветвей канатных стропов к звеньям должны применяться коуши. Рекомендуется применять коуши по ГОСТ Р 50090. торчащие концы проволочек, в местах окончания заплетки должны быть закрыты намотанной проволокой или др. способом, исключающим травмирование рук стропальщика. Регламентируется количество проколов (проколом называют прохождение всех шести прядей сквозь тело каната), которое определяется при проектировании и зависит от диаметра каната, но должно быть не менее четырех, допускается последний прокол осуществлять половинным числом проволочек. Это пожалуй наиболее надежный способ соединения.
2.Методом опрессовки алюминиевой втулкой. Высокотехнологичный способ, позволяющий за короткое время изготовить большое количество петель стропа, однако требующий специального оборудования и материалов. В следствие свойств алюминия при переменных нагрузках на соединение происходит её разрушение (разжатие), и как следствие открытие петли под нагрузкой, поэтому при осмотрах необходимо уделять большое внимание состоянию втулок. Данных способ соединения запрещен при подвешивании люлек для перемещения людей.
3.Методом установки зажимов. Количество зажимов также зависит от диаметра каната, но должно быть не менее трех, при этом шаг расположения зажимов и длина свободного конца каната должна быть не менее шести диаметров каната. Таким образом образуется своеобразный индикатор состояния соединения. Такой способ на стропах на используется, но подходит для соединения (удлинения) канатов.
4.С применением стальной кованой, штампованной, литой втулки с закреплением клином. Данный способ применяется при закреплении концов канатов на элементах конструкции кранов. Такое крепление является разъёмным.
5.Путем установки втулки и заливки её легкоплавким сплавом. Обеспечивает высокую надежность соединения, но имеет большой вес, поэтому также на стропах не применяется.
6.Другим способом в соответствии с нормативными документами, например коушный захват или цанговый зажим. Данные способы применяются достаточно редко, скорее в качестве исключений.
РД 10-33-93 допускает изготовление петель стропов канатных изготавливать методом заплетки или опрессовкой.
Грузовые цепи, применяемые для изготовления стропов.
В соответствии с требованиями РД 10-33-93, круглозвенные сварные и штампованные цепи, применяемые для грузовых стропов, должны соответствовать ГОСТ 228 "Цепи якорные" или техническим условиям, утвержденным в установленном порядке.
Элементы стропов
Грузовой строп состоит из следующих элементов:
· Ветвь – основной несущий элемент;
· Захват – элемент необходимый для зацепки груза, в виде крюков, скоб и петель или специализированные, предназначенные для зацепки конкретных типов грузов, например труб;
· Навесное кольцо (серьга) - для навески ветвей на грузовой крюк.
Все стропы должны быть идентифицируемыми, т.е. должны иметь паспорт (хранящийся у ответственного), и маркировочную бирку (кольцо или данные выбитые на элементе стропа), в которой указывается:
· Порядковый номер по системе предприятия – изготовителя
У стропов целевого назначения, указывается фактический угол между противоположными ветвями для конкретного груза, который может быть больше или меньше установленного для стропов общего назначения угла 90˚
Маркировка стропов текстильных определена РД 24-СЗК-01-01, в соответствии с которым на каждый текстильный строп пришивается этикетка (бирка), на которой указываются:
· товарный знак предприятия-изготовителя;
· название материала, из которого строп изготовлен;
· грузоподъемность стропа при использовании основных способов строповки;
Первоначальный коэффициент запаса прочности при отношении D/d
Степень износа каната с целью определения его пригодности для дальнейшего использования выявляют в результате браковки канатов, проводимой в соответствии с ПУБЭЛ.
Пригодность каната для дальнейшей эксплуатации определяют по числу обрывов проволок на длине одного шага свивки каната в зависимости от принятого для данного лифта коэффициента запаса прочности, отношения диаметра канатоведущего органа D к диаметру каната d и конструкции каната по табл. 2.3.
Для определения шага свивки (рис. 2.83) на поверхности одной из прядей каната наносят метку и вдоль центральной оси каната отсчитывают число прядей, соответствующее количеству прядей в канате; на следующей после отсчета пряди наносят вторую метку. Расстояние между метками и является шагом свивки каната.
Канаты из проволок одного диаметра бракуют в соответствии с табл. 2.3.
При браковке канатов, изготовленных из проволок различного диаметра, обрыв тонкой проволоки принимают за 1, а толстой — за 1,7 (канат 6x19 = 114 и один органический сердечник).

Рис. 2.83. Определение шага свивки шестипрядного каната
Не указанные в таблице канаты бракуют по ближайшему числу прядей и проволок в сечении, учитывая соотношение количества проволок в наружных слоях прядей одного и другого каната.
При наличии у канатов поверхностного износа или коррозии число обрывов на шаге свивки уменьшают в соответствии с ПУБЭЛ. При износе или коррозии более чем на 40 % канат должен быть забракован. Степень изнашивания или коррозии определяют при наличии оборванных проволок с помощью микрометра или другого инструмента.
Если кабина (противовес) подвешена на двух канатах, то бракуется каждый канат в отдельности. Допускается замена одного, более изношенного каната. При подвешивании кабины (противовеса) менее чем на трех канатах последние бракуют по среднему арифметическому значению обрывов, исходя из наибольшего числа обрывов проволоки на длине шага свивки каждого каната. У одного из канатов допускается повышенное число обрывов, но не более 50 % нормы.
В случае, если состояние каната не достигает браковочного показателя, его допускают к эксплуатации при условии:
тщательного наблюдения за его состоянием при периодических осмотрах с записью результатов в журнал технического обследования;
смены каната по достижении нормативной степени износа.
При эксплуатации канаты регулярно смазывают и очищают от грязи, удаляя пыль и другие твердые частицы, ускоряющие их изнашивание. Осмотр, очистку и смазывание канатов производят при неподвижной кабине. Во время этих работ кабина может перемещаться только по указанию проводящего работы лица.
Контрольные вопросы
1. Какие требования предъявляют к лифтовым тяговым канатам?
2. Чем отличаются канаты одинарной и двойной свивок? Какие из них применяют в качестве тяговых и почему?
3. Чем отличаются канаты односторонней, крестовой и комбинированной свивок?
Конструкция стальных канатов и виды деформаций, необходимые знания при работе на мягкой кровле
Стальной канат – конструкции канатов могут содержать одну или много прядей (таблица 5.1), (рис.5.1). Пряди состоят из проволок, которые делятся на одинаково нормальную структуру сечения (все проволоки с одинаковым сечением) и разного диаметра (комбинированная структура сечения). Величина разрывного усилия каната в основном зависит от его диаметра. При одинаковых диаметрах канат с большим числом проволок является более гибким.

Рис. 5.1 Стальной канат двойной свивки
1 — проволока; 2 — прядь; 3 — сердечник
По конструкции различаются канаты
Одинарной свивки (спиральные) — состоящие из одного, двух или трех слоев проволоки, свитых в концентрические спирали (рис. 5.2)

Рис. 5.2 Одинарная свивка (спиральные)
Двойной свивки — состоящие из шести и более прядей, свитых в один концентрический слой (рис. 5.3).

Рис.5.3 Двойноая свивка
Тройной свивки - состоящие из стренг, свитых по спирали в один концентрический слой (рис. 5.4).

Рис. 5.4 Тройная свивка
По типу касания проволок между слоями различают канаты:
С точечным касанием (тип ТК) - свивки проволок имеют разные шаги по слоям пряди, а проволоки между слоями перекрещиваются. Такое расположение элементов увеличивает их износ при сдвигах в процессе эксплуатации, создает значительные контактные напряжения, способствующие развитию усталостных трещин в проволоках, и уменьшает коэффициент заполнения сечения каната металлом.
С линейным касанием (тип ЛК) - такие пряди изготавливают за один технологический прием, при этом постоянство шага свивки проволок во всех слоях пряди сохраняется. Для получения линейного касания диаметры проволоки и пряди выбирают в зависимости от конструкции последней. Так, в верхнем слое прядей каната типа ЛК-0 применяются проволоки одинакового диаметра по слоям, пряди типа ЛК-Р имеют в наружном слое проволоки различного диаметра, а в пряди типа /7/С-З используют проволоки, заполняющие пространство между проволоками различных диаметров. Существует тип каната с линейным касанием проволоки между слоями и имеющий в пряди слои с проволоками как разных, так и одинаковых диаметров-ЛК-РО. В трехслойных прядях линейного касания имеют место различные сочетания указанных выше типов прядей. Следует отметить, что работоспособность канатов с линейным касанием проволок в прядях при правильном выборе конструкции каната значительно выше, чем работоспособность канатов с точечным касанием проволок.
С точечно-линейным касанием (тип ТЛК) - пряди точечно-линейного касания получают при замене центральной проволоки в прядях линейного касания семипроволочной прядью: в этом случае на двухслойную прядь типа ЛК укладывается слой проволок одинакового диаметра с точечным касанием. Конструкции этих прядей обеспечивают возможность их изготовления на прядевьющих машинах со сравнительно небольшим числом шпуль. Кроме того, пряди ТЛК при соответствующем выборе параметров свивки обладают повышенными некрутящимися свойствами;
По материалу сердечника различают канаты:
С органическим сердечником (ОС) . В большинстве конструкций канатов для обеспечения требуемой гибкости и упругости в качестве сердечника в центре каната, а иногда и в центре прядей, используют пропитанные смазкой органические сердечники из пеньки, манилы, сизаля или хлопчатобумажной пряжи. Допускается также применение сердечников из асбестового шнура и искусственных материалов(полиэтилена, капрона, нейлона и др.).
С металлическим сердечником (МС) . Металлический сердечник целесообразно применять в тех случаях, когда требуется повысить структурную прочность каната при многослойной навивке его на барабан, уменьшить конструктивные удлинения каната при растяжении, а также при эксплуатации каната в условиях повышенной температуры. Одной из наиболее распространенных конструкций такого типа является канат двойной свивки из 6-7 проволочных прядей, расположенных вокруг центральной семипроволочной пряди. Металлический сердечник может быть изготовлен из обычной канатной или мягкой проволоки с временным сопротивлением разрыву не более 900 Н/мм2.
По сочетанию направлений свивки прядей и каната:
Канат односторонней свивки — с одинаковым направлением свивки проволок в прядях и прядей в канате (рис. 5.5).

Рис. 5.5 Канат односторонней свивки
Канат крестовой свивки — с противоположным направлением свивки прядей и каната (рис. 5.6).

Пряди в канатах (прядь ЛК, прядь ТК)

Внешне канат крестовой свивки отличается тем, что проволоки на его поверхности располагаются параллельно оси каната. Проволоки каната односторонней свивки располагаются под углом к его оси.
Канаты односторонней свивки менее жесткие, но склонны к раскручиванию. В крановых механизмах, а также для изготовления стропов применяют ка
наты крестовой свивки, более жесткие, но не склонные к раскручиванию под нагрузкой. Нераскручивающиеся канаты, свитые из предварительно деформированных проволок описание которых пойдет ниже.
По способу свивки канаты делятся:
Раскручивающимися - проволоки не освобождены от внутренних напряжений, возникающих в процессе свивки проволок в пряди и прядей в канат. Стренги, пряди и проволоки в этом случае не сохраняют своего положения в канате после снятия перевязок с его концов;
Нераскручивающиеся (Н) - при свивке проволок в прядь и прядей в канат внутренние напряжения снимаются рихтовкой и предварительной деформацией таким образом, что после снятия перевязок с конца каната пряди и проволоки сохраняют заданное положение. Нераскручивающиеся канаты по сравнению с раскручивающимися имеют ряд преимуществ: несколько большую гибкость и более равномерное распределение растягивающих усилий на пряди и проволоке, повышенную сопротивляемость усталостным напряжениям, отсутствие стремления нарушить прямолинейность при раскладывании.
По степени крутимости канаты делятся:
Малокрутящиеся (МК) . Эти канаты следует отличать от нераскручивающихся. В малокрутящихся канатах, благодаря подбору направлений свивки отдельных слоев проволок (в спиральных канатах) или прядей (в многослойных канатах двойной свивки), устраняется вращение каната вокруг своей оси при свободном подвешивании груза. Малокрутящийся канат может быть изготовлен как нераскручивающимся, так и раскручивающимся. Обязательным условием изготовления мало - крутящихся канатов является расположение прядей в двух или трех концентрических слоях с противоположным направлением свивки каждого концентрического ряда прядей. В этом случае моменты вращения всех прядей каната уравновешиваются, что предотвращает общее вращение каната вокруг своей оси.
Читайте также: