Дефекты стальных слитков разделяют на
Обновлено: 18.05.2024
Ранее было отмечено, что реальный процесс кристаллизации осложняется влиянием побочных факторов. Сочетание влияния этих привнесенных факторов (часто не поддающихся точному учету) с общими законами кристаллизации и определяет особенности строения стального слитка. Описание строения стального слитка впервые дано в 1878 г. Д.К. Черновым. Остальные характерные черты в строении литого металла были отмечены тогда Д.К. Черновым, хотя многочисленные последующие исследования вскрыли много новых деталей.
Слиток или чушка — брусок металла. Слитки могут обладать разной массой, формой и категорией.
На большинстве металлургических предприятий жидкую сталь разливают в изложницы — высокие чугунные формы. После того как металл застывает, слитки «раздевают», то есть с них снимают изложницы. Масса слитков может быть различной — от нескольких килограммов до десятков тонн.
Ход затвердевания расплавленной стали и процесс образования кристаллов впервые исследовал и подробно описал в 1878 г. русский ученый Д. К. Чернов.
Остывая, металл кристаллизуется, но процесс кристаллизации протекает неравномерно (у самой стенки изложницы кристаллы небольшие, в глубине — крупные).
Структура литого слитка состоит из трех основных зон (рис. 1).
Первая зона - наружная мелкозернистая корка 1, состоящая из дезориентированных мелких кристаллов - дендритов. При первом соприкосновении со стенками изложницы в тонком прилегающем слое жидкого металла возникает резкий градиент температур и явление переохлаждения, ведущее к образованию большого количества центров кристаллизации. В результате корка получает мелкозернистое строение.

Рис. 1 - Схема строения стального слитка
1 - мелкозернистая корка, 2 - зона столбчатых кристаллов, 3 - зона равноосных кристаллов.
Вторая зона слитка - зона столбчатых кристаллов 2. После образования самой корки условия теплоотвода меняются (из-за теплового сопротивления, из-за повышения температуры стенки изложницы и других причин), градиент температур в прилегающем слое жидкого металла резко уменьшается и, следовательно, уменьшается степень переохлаждения стали. В результате из небольшого числа центров кристаллизации начинают расти нормально ориентированные к поверхности корки (т.е. в направлении отвода тепла) столбчатые кристаллы.
Третья зона слитка - зона равноосных кристаллов 3. В центре слитка уже нет определенной направленности отдачи тепла. «Температура застывающего металла успевает почти совершенно уравниваться в различных точках и жидкость обращается как бы в кашеобразное состояние, вследствие образования в различных ее точках зачатков кристаллов. Далее зачатки разрастаются осями - ветвями по различным направлениям, встречаясь друг с другом» (Чернов Д.К.) В результате этого процесса образуется равноосная структура. Зародышами кристалла здесь являются обычно различные мельчайшие включения, присутствующие в жидкой стали, или случайно в нее попавшие, или не растворившиеся в жидком металле.
В зоне столбчатых кристаллов металл более плотный, он содержит меньше раковин и газовых пузырей. Однако места стыка столбчатых кристаллов обладают малой прочностью.
Кристаллизация, приводящая к стыку зон столбчатых кристаллов, носит название транскристаллизации.
Степень развития столбчатых кристаллов будет варьироваться главным образом в зависимости от химического состава металла, степени его перегрева, от размера слитка, скорости разливки, формы изложницы и толщины, а также температуры ее стенок. Эти факторы будут влиять на скорость теплоотвода и образование больших или меньших градиентов температур внутри объема кристаллизующейся стали и т.д. Повышение степени перегрева и увеличение скорости охлаждения слитка способствует увеличению доли столбчатых кристаллов и может повести к полной транскристаллизации; при несколько замедленном охлаждении в центре слитка образуется зона равноосных кристаллов (рис. 2).

Рисунок 2 – Строение слитка спокойной стали
1 — мост металла над раковиной; 2— усадочная раковина;
3 — усадочные пустоты; 4 — осевая усадочная рыхлость; 5 — зона беспорядочно ориентированных равноосных кристаллов; 6 — мелкие равноосные кристаллы; 7, 8 — зоны столбчатых кристаллов; 9 — столбчатые кристаллы, направленные к тепловому центру;
10 — конус осаждения

Рис. 3. Расположение усадочной раковины и пустот в слитках спокойной (а) и кипящей (б) сталей
Жидкий металл имеет больший объем, чем закристаллизовавшийся, поэтому залитый в форму металл в процессе кристаллизации сокращается в объеме, что приводит к образованию пустот, называемых усадочными раковинами; усадочные раковины могут быть сконцентрированы в одном месте, либо рассеяны по всему объему слитка или по его части. Они могут быть заполнены газами, растворимыми в жидком металле, но выделяющимися при кристаллизации. В хорошо раскисленной так называемой спокойной стали, отлитой в изложницу с утепленной надставкой, усадочная раковина образуется в верхней части слитка, и в объеме всего слитка содержится малое количество газовых пузырей и раковин (рис. 3,а). Недостаточно раскисленная, так называемая кипящая сталь, содержит раковины и пузыри во всем объеме (рис. 3, б). Спокойный металл поэтому более плотный, чем кипящий.
Форма первичных кристаллов (дендритов) после горячей механической обработки давлением (ковка, прессовка, прокатка и т.д.) видоизменяется. Дендриты вытягиваются вдоль направления течения металла и превращаются в волокна. В результате возникает различие в свойствах вдоль проката (вдоль волокна) и поперек. (Анизотропия свойств деформированных изделий в сильной степени зависит от наличия неметаллических включений, располагающихся при деформации в строчки, идущие вдоль волокон.)
Дефекты стальных слитков
Дефекты стальных слитков разделяют на естественные или неизбежные, которые возникают при затвердевании и охлаждении слитка, и технологические, которые возникают из-за несовершенства технологии разливки, а также выплавки стали.
К числу первых относятся усадочная раковина, осевая рыхлость, химическая и структурная неоднородность, сотовые пузыри, эндогенные неметаллические включения; к числу вторых — трещины, плены, завороты корки, подкорковые пузыри в слитках спокойной стали, «голенища» и рослость слитков кипящей стали, малая толщина в них здоровой корочки и некоторые другие. Часть дефектов рассмотрены при описании строения слитков, наиболее важные из остальных рассматриваются ниже.
Переход металла из жидкого состояния в твердое связан с формированием кристаллической структуры, при которой упаковка атомов более плотная, что приводит к уменьшению удельного объема металла и неизбежной усадке его от 2,0 до 5,3%.
Усадочная раковина. Формирование усадочной раковины в спокойном металле видно из приведенной схемы (рис. 4). Усадка проявляется в виде воронкообразной пустоты как результат кристаллизации последовательных слоев металла в каждом случае из жидкости пониженного уровня. Эта усадка приводит к образованию сосредоточенной усадочной раковины в верхней центральной части слитка. Неизбежная усадка металла при кристаллизации создает осевую рыхлость (пористость) и рассеянную пористость по всему сечению слитка. В большинстве случаев осевая рыхлость располагается под усадочной раковиной на расстоянии 250—350 мм от нее и распространяется вниз на значительную глубину второй и третьей четверти высоты слитка.

Осевая рыхлость. В верхней осевой части слитков спокойной стали обнаруживаются скопления мелких усадочных пустот, называемые осевой рыхлостью или пористостью. При кристаллизации слитка осевая зона незатвердевшего металла все время сужается и в отдельных местах происходит срастание кристаллов, растущих с противоположных боков этой зоны. Под сросшимися кристаллами затвердевание идет без доступа жидкого металла сверху из прибыльной части слитка и поэтому в этих местах образуются мелкие усадочные пустоты. Увеличению осевой рыхлости способствуют понижение температуры разливаемого металла, увеличение массы слитка, наличие в стали элементов, повышающих усадку при затвердевании (в особенности углерода), наличие элементов (хрома, титана), увеличивающих вязкость жидкой стали, улучшение обогрева верхней части слитка приводит к уменьшению осевой пористости.
Заворот корки. Это дефект поверхности слитков, образующийся преимущественно при сифонной разливке вследствие окисления и охлаждения поверхности жидкой стали в изложнице. Обычно поверхность поднимающегося в изложнице металла покрывается пленкой окислов, образующихся в результате окисления составляющих стали кислородом воздуха. Затвердевающий под пленкой металл образует вместе с ней корку, которая поглощает также всплывающие из жидкой стали неметаллические и шлаковые включения. Если корка пристает к стенкам изложницы, то поднимающийся снизу металл прорывает ее, заворачивает к стенке изложницы и заливает. В месте заворота корки в слитке обнаруживаются скопления неметаллических включений и газовые пузыри, образующиеся в результате взаимодействия окислов корки с содержащимся в стали углеродом. В процессе прокатки в месте заворота корки возникают рванины, поэтому требуется зачистка поверхности проката или поверхности слитков перед прокаткой, что усложняет производство и вызывает дополнительные потери металла.
Интенсивность роста корки и пораженностъ слитка заворотами увеличиваются при низких температуре разливаемой стали и скорости разливки и, в особенности, при наличии в стали легкоокисляющихся элементов (хрома, алюминия, титана). Для снижения пораженности слитка заворотами прибегают к специальным мерам защиты поверхности металла в изложнице от окисления.

Рис.5 – Заворот корки
Поперечные горячие трещины. Образование наружных поперечных трещин — результат препятствия свободной усадке затвердевающего слитка. Наиболее часто трещины возникают вследствие местного зависания слитка в изложнице.
Для предупреждения образования этого порока необходимо обеспечивать плотное прилегание прибыльной надставки к изложнице и отбраковывать изложницы с дефектными стенками.

Рис. 6 – Вид поперечной поверхностной трещины (нижний слиток) и поперечного раскола (верхний слиток)
Продольные наружные горячие трещины. Они возникают при разливке перегретой стали и при повышенных скоростях разливки. Их ширина составляет 1—3 мм, длина достигает 1 м и более. Трещины образуются следующим образом. В результате усадки корки затвердевающего слитка и теплового расширения изложницы между ними образуется зазор. Жидкий металл оказывается как бы в сосуде, стенками которого служит корка затвердевшего металла. Тонкая корка может не выдержать ферростатического давления жидкой стали; ее разрыв в продольном направлении представляет собой продольную трещину. Вероятность разрыва тем выше, чем выше температура стали и скорость разливки, так как в этих случаях из-за избытка тепла медленнее нарастает толщина корки затвердевшего металла. Обычно продольные трещины образуются по углам слитка.
Мерами борьбы с образованием продольных горячих трещин обычно служат: предотвращение перегрева стали, уменьшение скорости разливки, применение изложниц с вогнутыми и волнистыми стенками.

Рис. 7 - Продольные наружные горячие трещины
Продольные холодные наружные трещины. Они образуются в процессе охлаждения затвердевшего слитка на его гранях при температуре ниже 600 °С. Они возникают при слишком быстром охлаждении слитков в результате термических и фазовых напряжений. Для предотвращения их образования следует медленнее проводить охлаждение слитков. Наиболее действенное средство против образования термических трещин — посадка слитков в нагревательные колодцы в горячем состоянии.
Плены. Они обычно образуются при разливке сверху и преимущественно в нижней части слитка. В результате удара струи металла о дно изложницы сталь разбрызгивается. Брызги и заплески застывают на стенках изложницы, причем поверхность их окисляется и поэтому они не растворяются в поднимающейся жидкой стали и не свариваются с основной массой слитка, образуя дефект поверхности слитка — плены. Плены не свариваются с металлом и при прокатке, вследствие чего поверхность прокатанных заготовок приходится подвергать зачистке. Для уменьшения разбрызгивания заполнение изложниц начинают медленно при не полностью открытом стопоре или затворе. С целью уменьшения пленообразования применяют также разливку через промежуточные ковши и воронки.

Рисунок 8 – Плены на поверхности многогранного (а) и круглого (б) слитков
Подкорковые пузыри. В слитках спокойной стали иногда обнаруживаются газовые пузыри, расположенные у поверхности слитка. Причин возникновения этих подкорковых пузырей несколько. Одна из них — излишне толстый слой смазки изложницы. В этом случае смазка не успевает выгореть до подхода жидкого металла и залитая металлом возгоняется. Возгоны задерживаются между кристаллами затвердевающего металла, образуя пузыри. Пузыри образуются и при слишком высоком (>0,5 %) содержании влаги в смазке в результате ее испарения, а также при разливке недостаточно раскисленной стали вследствие образования при ее кристаллизации пузырьков СО. Образуются подкорковые пузыри и в результате разбрызгивания стали при разливке сверху. Приставшие к стенкам капли металла (брызги) окисляются с поверхности. Попав затем в жидкую сталь окислы капель реагируют с углеродом стали, образуя пузырьки СО. При прокатке слитков в местах расположения пузырей возникают волосовины — мелкие тонкие трещины.

Рисунок 9 – Подкорковые пузыри у поверхности листового слитка массой 27 т (поперечный разрез слитка)
Рослость слитка спокойной стали и внутренние газовые пузыри. Причиной этого дефекта слитков спокойной стали является повышенное содержание в стали водорода. Во время кристаллизации избыточный водород выделяется из раствора и остается между кристаллами в виде пузырей, вызывая увеличение высоты («рост») слитка. Этот дефект характерен для сталей с повышенным содержанием кремния.

Рис. 10 - Внутренние газовые пузыри
Голенище. При чрезмерной окисленности кипящей стали кипение в процессе заполнения изложницы идет очень бурно, пузырьки СО сильно вспенивают металл. После окончания интенсивного кипения (при химическом закупоривании после ввода алюминия) сталь оседает, оставляя на стенках изложницы застывшую корку (голенище).
Рослость слитков кипящей стали. При недостаточной окисленности металла и вялом кипении в слитке остается много пузырей, в результате чего возрастает высота слитка, уменьшается плотность головной части и увеличивается головная обрезь при прокатке.
Дефекты стальных слитков
Полуспокойную сталь разливают как сифоном, так и сверху в сквозные расширяющиеся книзу или в бутылочные изложницы. Хорошие результаты дает применение скоростной разливки сверху с линейной скоростью подъема металла не менее 1,5 м/мин. В этом случае за счет быстрого роста ферростатического давления возможно подавить или по крайней мере ослабить процесс образования подкорковых пузырей. Если глубина их залегания не превышает 3—4 мм, они удаляются вместе со слоем окалины, образующимся при нагреве слитков, и не ухудшают поверхности проката.
Полуспокойную сталь разливают как в бутылочные, так и в сквозные уширяющиеся книзу изложницы. Последние получили большее распространение как более удобные в эксплуатации.
Дефекты стальных слитков разделяют на естественные или неизбежные, которые возникают при затвердевании и охлаждении слитка, и технологические, которые возникают из-за несовершенства технологии разливки, а также выплавки стали. К числу первых относятся усадочная раковина, осевая рыхлость, химическая и структурная неоднородность, сотовые пузыри, эндогенные неметаллические включения; к числу вторых — трещины, плены, завороты корки, подкорковые пузыри в слитках спокойной стали, «голенища» и рослость слитков кипящей стали, малая толщина в них здоровой корочки и некоторые другие. Часть дефектов рассмотрены при описании строения слитков, наиболее важные из остальных рассматриваются ниже.
Осевая рыхлость. В верхней осевой части слитков спокойной стали обнаруживаются скопления мелких усадочных пустот, называемые осевой рыхлостью или пористостью. При кристаллизации слитка осевая зона незатвердевшего металла все время сужается и в отдельных местах происходит срастание кристаллов, растущих с противоположных боков этой зоны. Под сросшимися кристаллами затвердевание идет без доступа жидкого металла сверху из прибыльной части слитка и поэтому в этих местах образуются мелкие усадочные пустоты.
Увеличению осевой рыхлости способствуют понижение температуры разливаемого металла, увеличение массы слитка, наличие в стали элементов, повышающих усадку при затвердевании (в особенности углерода), наличие элементов (хрома, титана), увеличивающих вязкость жидкой стали,
Улучшение обогрева верхней части слитка приводит к уменьшению осевой пористости.
Заворот корки. Это дефект поверхности слитков, образующийся преимущественно при сифонной разливке вследствие окисления и охлаждения поверхности жидкой стали в изложнице.
Обычно поверхность поднимающегося в изложнице металла покрывается пленкой окислов, образующихся в результате окисления составляющих стали кислородом воздуха. Затвердевающий под пленкой металл образует вместе с ней корку, которая поглощает также всплывающие из жидкой стали неметаллические и шлаковые включения. Если корка пристает к стенкам изложницы, то поднимающийся снизу металл прорывает ее, заворачивает к стенке изложницы и заливает. В месте заворота корки в слитке обнаруживаются скопления неметаллических включений и газовые пузыри, образующиеся в результате взаимодействия окислов корки с содержащимся в стали углеродом. В процессе прокатки в месте заворота корки возникают рванины, поэтому требуется зачистка поверхности проката или поверхности слитков перед прокаткой, что усложняет производство и вызывает дополнительные потери металла.
Интенсивность роста корки и пораженностъ слитка заворотами увеличиваются при низких температуре разливаемой стали и скорости разливки и, в особенности, при наличии в стали легкоокисляющихся элементов (хрома, алюминия, титана). Для снижения пораженности слитка заворотами прибегают к специальным мерам защиты поверхности металла в изложнице от окисления.
Поперечные горячие трещины. Образование наружных поперечных трещин — результат препятствия свободной усадке затвердевающего слитка. Наиболее часто трещины возникают вследствие местного зависания слитка в изложнице.
Для предупреждения образования этого порока необходимо обеспечивать плотное прилегание прибыльной надставки к изложнице и отбраковывать изложницы с дефектными стенками.
Продольные наружные горячие трещины. Они возникают при разливке перегретой стали и при повышенных скоростях разливки. Их ширина составляет 1—3 мм, длина достигает 1 м и более.
Трещины образуются следующим образом. В результате усадки корки затвердевающего слитка и теплового расширения изложницы между ними образуется зазор. Жидкий металл оказывается как бы в сосуде, стенками которого служит корка затвердевшего металла. Тонкая корка может не выдержать ферростатического давления жидкой стали; ее разрыв в продольном направлении представляет собой продольную трещину. Вероятность разрыва тем выше, чем выше температура стали и скорость разливки, так как в этих случаях из-за избытка тепла медленнее нарастает толщина корки затвердевшего металла. Обычно продольные трещины образуются по углам слитка.
Мерами борьбы с образованием продольных горячих трещин обычно служат: предотвращение перегрева стали, уменьшение скорости разливки, применение изложниц с вогнутыми и волнистыми стенками.
Продольные холодные наружные трещины. Они образуются в процессе охлаждения затвердевшего слитка на его гранях при температуре ниже 600 °С. Они возникают при слишком быстром охлаждении слитков в результате термических и фазовых напряжений. Для предотвращения их образования следует медленнее проводить охлаждение слитков. Наиболее действенное средство против образования термических трещин — посадка слитков в нагревательные колодцы в горячем состоянии.
Плены. Они обычно образуются при разливке сверху и преимущественно в нижней части слитка. В результате удара струи металла о дно изложницы сталь разбрызгивается. Брызги и заплески застывают на стенках изложницы, причем поверхность их окисляется и поэтому они не растворяются в поднимающейся жидкой стали и не свариваются с основной массой слитка, образуя дефект поверхности слитка — плены. Плены не свариваются с металлом и при прокатке, вследствие чего поверхность прокатанных заготовок приходится подвергать зачистке.
Для уменьшения разбрызгивания заполнение изложниц начинают медленно при не полностью открытом стопоре или затворе. С целью уменьшения пленообразования применяют также разливку через промежуточные ковши и воронки.
Подкорковые пузыри. В слитках спокойной стали иногда обнаруживаются газовые пузыри, расположенные у поверхности слитка. Причин возникновения этих подкорковых пузырей несколько. Одна из них — излишне толстый слой смазки изложницы. В этом случае смазка не успевает выгореть до подхода жидкого металла и залитая металлом возгоняется. Возгоны задерживаются между кристаллами затвердевающего металла, образуя пузыри. Пузыри образуются и при слишком высоком (>0,5 %) содержании влаги в смазке в результате ее испарения, а также при разливке недостаточно раскисленной стали вследствие образования при ее кристаллизации пузырьков СО. Образуются подкорковые пузыри и в результате разбрызгивания стали при разливке сверху. Приставшие к стенкам капли металла (брызги) окисляются с поверхности. Попав затем в жидкую сталь окислы капель реагируют с углеродом стали, образуя пузырьки СО.
При прокатке слитков в местах расположения пузырей возникают волосовины — мелкие тонкие трещины.
Рослость слитка спокойной стали и внутренние газовые пузыри. Причиной этого дефекта слитков спокойной стали является повышенное содержание в стали водорода. Во время кристаллизации избыточный водород выделяется из раствора и остается между кристаллами в виде пузырей, вызывая увеличение высоты («рост») слитка. Этот дефект характерен для сталей с повышенным содержанием кремния.
Голенище. При чрезмерной окисленности кипящей стали кипение в процессе заполнения изложницы идет очень бурно, пузырьки СО сильно вспенивают металл. После окончания интенсивного кипения (при химическом закупоривании после ввода алюминия) сталь оседает, оставляя на стенках изложницы застывшую корку (голенище).
Рослость слитков кипящей стали. При недостаточной окисленности металла и вялом кипении в слитке остается много пузырей, в результате чего возрастает высота слитка, уменьшается плотность головной части и увеличивается головная обрезь при прокатке.
Усадочная раковина.Формирование усадочной раковины в спокойном металле видно из приведенной схемы (рис. 4). Усадка проявляется в виде воронкообразной пустоты как результат кристаллизации последовательных слоев металла в каждом случае из жидкости пониженного уровня. Эта усадка приводит к образованию сосредоточенной усадочной раковины в верхней центральной части слитка. Неизбежная усадка металла при кристаллизации создает осевую рыхлость (пористость) и рассеянную пористость по всему сечению слитка. В большинстве случаев осевая рыхлость располагается под усадочной раковиной на расстоянии 250—350 мм от нее и распространяется вниз на значительную глубину второй и третьей четверти высоты слитка.

Осевая рыхлость. В верхней осевой части слитков спокойной стали обнаруживаются скопления мелких усадочных пустот, называемые осевой рыхлостью или пористостью. При кристаллизации слитка осевая зона незатвердевшего металла все время сужается и в отдельных местах происходит срастание кристаллов, растущих с противоположных боков этой зоны. Под сросшимися кристаллами затвердевание идет без доступа жидкого металла сверху из прибыльной части слитка и поэтому в этих местах образуются мелкие усадочные пустоты. Увеличению осевой рыхлости способствуют понижение температуры разливаемого металла, увеличение массы слитка, наличие в стали элементов, повышающих усадку при затвердевании (в особенности углерода), наличие элементов (хрома, титана), увеличивающих вязкость жидкой стали, улучшение обогрева верхней части слитка приводит к уменьшению осевой пористости.
Заворот корки. Это дефект поверхности слитков, образующийся преимущественно при сифонной разливке вследствие окисления и охлаждения поверхности жидкой стали в изложнице. Обычно поверхность поднимающегося в изложнице металла покрывается пленкой окислов, образующихся в результате окисления составляющих стали кислородом воздуха. Затвердевающий под пленкой металл образует вместе с ней корку, которая поглощает также всплывающие из жидкой стали неметаллические и шлаковые включения. Если корка пристает к стенкам изложницы, то поднимающийся снизу металл прорывает ее, заворачивает к стенке изложницы и заливает. В месте заворота корки в слитке обнаруживаются скопления неметаллических включений и газовые пузыри, образующиеся в результате взаимодействия окислов корки с содержащимся в стали углеродом. В процессе прокатки в месте заворота корки возникают рванины, поэтому требуется зачистка поверхности проката или поверхности слитков перед прокаткой, что усложняет производство и вызывает дополнительные потери металла.

Поперечные горячие трещины. Образование наружных поперечных трещин — результат препятствия свободной усадке затвердевающего слитка. Наиболее часто трещины возникают вследствие местного зависания слитка в изложнице.

Продольные наружные горячие трещины. Они возникают при разливке перегретой стали и при повышенных скоростях разливки. Их ширина составляет 1—3 мм, длина достигает 1 м и более. Трещины образуются следующим образом. В результате усадки корки затвердевающего слитка и теплового расширения изложницы между ними образуется зазор. Жидкий металл оказывается как бы в сосуде, стенками которого служит корка затвердевшего металла. Тонкая корка может не выдержать ферростатического давления жидкой стали; ее разрыв в продольном направлении представляет собой продольную трещину. Вероятность разрыва тем выше, чем выше температура стали и скорость разливки, так как в этих случаях из-за избытка тепла медленнее нарастает толщина корки затвердевшего металла. Обычно продольные трещины образуются по углам слитка.

Продольные холодные наружные трещины. Они образуются в процессе охлаждения затвердевшего слитка на его гранях при температуре ниже 600 °С. Они возникают при слишком быстром охлаждении слитков в результате термических и фазовых напряжений. Для предотвращения их образования следует медленнее проводить охлаждение слитков. Наиболее действенное средство против образования термических трещин — посадка слитков в нагревательные колодцы в горячем состоянии.
Плены. Они обычно образуются при разливке сверху и преимущественно в нижней части слитка. В результате удара струи металла о дно изложницы сталь разбрызгивается. Брызги и заплески застывают на стенках изложницы, причем поверхность их окисляется и поэтому они не растворяются в поднимающейся жидкой стали и не свариваются с основной массой слитка, образуя дефект поверхности слитка — плены. Плены не свариваются с металлом и при прокатке, вследствие чего поверхность прокатанных заготовок приходится подвергать зачистке. Для уменьшения разбрызгивания заполнение изложниц начинают медленно при не полностью открытом стопоре или затворе. С целью уменьшения пленообразования применяют также разливку через промежуточные ковши и воронки.

Подкорковые пузыри. В слитках спокойной стали иногда обнаруживаются газовые пузыри, расположенные у поверхности слитка. Причин возникновения этих подкорковых пузырей несколько. Одна из них — излишне толстый слой смазки изложницы. В этом случае смазка не успевает выгореть до подхода жидкого металла и залитая металлом возгоняется. Возгоны задерживаются между кристаллами затвердевающего металла, образуя пузыри. Пузыри образуются и при слишком высоком (>0,5 %) содержании влаги в смазке в результате ее испарения, а также при разливке недостаточно раскисленной стали вследствие образования при ее кристаллизации пузырьков СО. Образуются подкорковые пузыри и в результате разбрызгивания стали при разливке сверху. Приставшие к стенкам капли металла (брызги) окисляются с поверхности. Попав затем в жидкую сталь окислы капель реагируют с углеродом стали, образуя пузырьки СО. При прокатке слитков в местах расположения пузырей возникают волосовины — мелкие тонкие трещины.

Рослость слитка спокойной стали и внутренние газовые пузыри. Причиной этого дефекта слитков спокойной стали является повышенное содержание в стали водорода. Во время кристаллизации избыточный водород выделяется из раствора и остается между кристаллами в виде пузырей, вызывая увеличение высоты («рост») слитка. Этот дефект характерен для сталей с повышенным содержанием кремния.

Голенище. При чрезмерной окисленности кипящей стали кипение в процессе заполнения изложницы идет очень бурно, пузырьки СО сильно вспенивают металл. После окончания интенсивного кипения (при химическом закупоривании после ввода алюминия) сталь оседает, оставляя на стенках изложницы застывшую корку (голенище).
Рослость слитков кипящей стали. При недостаточной окисленности металла и вялом кипении в слитке остается много пузырей, в результате чего возрастает высота слитка, уменьшается плотность головной части и увеличивается головная обрезь при прокатке.
Кристаллизация и строение стальных слитков
Установки НРС имеют один, два, три, четыре и более кристаллизаторов (до восьми), что делает возможным одновременную заливку нескольких слитков.
Слитки, отлитые на УНРС, могут быть прокатаны на сортовых станах, минуя блюминги и слябинги.
Залитая в изложницу сталь отдает теплоту ее стенкам, поэтому затвердевание стали начинается у стенок изложницы. Толщина твердой, закристаллизовавшейся корочки непрерывно увеличивается, при этом между жидкой сердцевиной слитка и твердой коркой металла располагается зона двухфазного состояния, в которой одновременно имеются растущие твердые кристаллы и жидкий металл между ними. Кристаллизация слитка заканчивается в объемах, близких к его продольной оси.
Сталь затвердевает в виде кристаллов древовидной формы – дендритов. Размеры и форма кристаллов зависят от условий кристаллизации. На кристаллическое строение стального слитка влияет степень раскисленности стали. По степени раскисленности стали подразделяют на спокойные, кипящие и полуспокойные.
Спокойная сталь. Эту сталь получают при полном раскислении в печи и ковше (рис. 1. 16, а, г). Она затвердевает без выделения газов и образует плотный слиток, в верхней части которого расположена усадочная раковина 2, а в средней части – усадочная осевая рыхлость 1.
Для устранения усадочных дефектов слитки спокойной стали отливают с прибыльной частью, которая образуется прибыльной надставкой со стенками, футерованными огнеупорной массой малой теплопроводности. Вследствие этого сталь долгое время остается в жидком состоянии и питает усадку слитка, а усадочная раковина образуется в его прибыльной части. Структура слитка спокойной стали, выявленная травлением его продольного осевого разреза (рис. 1. 16, а), имеет следующее строение: тонкую наружную корку А из мелких равноосных кристаллов; зону Б крупных столбчатых кристаллов (дендритов); зону В крупных неориентированных кристаллитов; конус осаждения Г – мелкокристаллическую зону у донной части слитка.
Рис. 1.16. Схема строения стальных слитков
Стальные слитки неоднородны и по химическому составу. Химическая неоднородность, или ликвация, возникает при затвердевании слитка вследствие уменьшения растворимости примесей железа при его переходе из жидкого состояния в твердое. Ликвация бывает двух видов – дендритная и зональная.
Дендритная ликвация – неоднородность стали в пределах одного кристалла (дендрита). Наибольшей склонностью к дендритной ликвации обладают сера, фосфор, углерод, которые при кристаллизации скапливаются в межосных пространствах дендритов. При этом содержание серы на границах дендритов по сравнению с ее содержанием в центре дендрита увеличивается в 2раза, фосфора в 1,2 раза, а содержание углерода уменьшается приблизительно на 50 %. Этот вид ликвации приводит к появлению в стали полосчатой структуры при прокатке, что вызывает анизотропию механических свойств стали: пластические свойства в направлении, поперечном прокатке, значительно ниже, чем в продольном.Зональная ликвация – неоднородность состава стали в различных частях слитка. Наибольшей склонностью к зональной ликвации обладают сера, фосфор и углерод. В верхней части слитка за счет конвекции жидкого металла содержание этих элементов увеличивается в несколько раз (рис. 1. 17, г),а в нижней уменьшается. Зональная ликвация ухудшает качество слитка и может привести к отбраковке металла вследствие отклонения его свойства от заданного.
Кипящая сталь раскислена в печи не полностью. Ее раскисление продолжается в изложнице при разливке и затвердевании за счет взаимодействия FeO и углерода, содержащихся в металле. Образующаяся при реакции FeO + С = Fe + СО окись углерода выделяется из стали, способствуя удалению растворенных в стали азота и водорода. Газы бурно выделяются из стали в виде пузырьков, вызывая ее «кипение». Кипение металла в изложнице перемешивает сталь, выравнивает ее температуру в разных местах слитка, что уменьшает образование усадочных дефектов. Одновременно это влияет на появление химической неоднородности металла в различных частях слитка. Для уменьшения неоднородности состава слитка кипение вскоре после заполнения изложницы прекращают, накрывая слиток металлической массивной крышкой («механическое закупоривание»), или раскисляют металл алюминием пли ферросилицием в верхней части слитка («химическое закупоривание»). Процесс выделения газов происходит и при затвердевании слитка, поэтому в нем образуется большое количество газовых раковин (пузырей), которые завариваются при прокатке слитка.
Слиток кипящей стали имеет следующие структурные зоны (рис. 1. 16, б, д): плотная наружная корочка А без пузырей, состоящая из мелких кристаллов; зона продолговатых сотовых пузырей П, вытянутых к оси слитка и располагающихся между вытянутыми кристаллами Б; промежуточная плотная зона С; зона вторичных круглых пузырей К; средняя зона Д с отдельными пузырями, количество которых увеличивается в верхней части слитка.
В слитках кипящей стали не образуется концентрированная усадочная раковина: усадка рассредоточена по полостям газовых пузырей.
Интенсивное движение металла при кипении способствует развитию в слитках кипящей стали зональной ликвации (рис. 1. 16, д): углерод, сера и фосфор скапливаются в головной части, от чего свойства стали в верхней части слитка ухудшаются. Поэтому при прокатке эту часть слитка отрезают. Отходы металла составляют 5…8 %, а для качественных сталей достигают 13%. Однако по сравнению со спокойной сталью слитки кипящей стали не имеют усадочной раковины, что уменьшает отходы металла при обрезе головных частей слитков. Кроме того, кипящая сталь практически не содержит неметаллических включений продуктов раскисления и обладает хорошей пластичностью при обработке давлением.
Для сохранения преимуществ спокойной и кипящей сталей и уменьшения их недостатков производят полуспокойную сталь.
Полуспокойная сталь. Эта сталь имеет промежуточную раскисленность между спокойной и кипящей. Частично ее раскисляют в печи и ковше, а частично – в изложнице за счет углерода, содержащегося в металле. Слиток полуспокойпой стали имеет в нижней части структуру спокойной стали, а в верхней – кипящей (рис. 1. 16, в, е).Слитки полуспокойной стали не имеют концентрированной усадочной раковины, поэтому обрезь головных частей слитков при прокатке составляет 5…6 %, за счет чего выход годного металла увеличивается до 90…95 %. Вместе с тем химическая однородность (ликвация) в слитках полуспокойной стали меньше, чем у кипящей, и приближается к ликвации в слитках спокойной стали.
Дефекты стальных слитков. К дефектам этих слитков относятся рассмотренные усадочные раковины в слитках спокойной стали, ликвация, плены на поверхности. При разливке стали и затвердевании образуются также и другие дефекты, ухудшающие качество металла при последующей обработке давлением. К ним относятся осевая рыхлость – скопление мелких усадочных пустот в осевой зоне слитка, она ухудшает макроструктуру прокатанных изделий; заворот корки – образование на поверхности зеркала металла пленки окислов, неметаллических и шлаковых включений, которая потоком металла заносится в его объем; при прокатке в месте заворота корки возникают дефекты – раковины, ухудшающие качество изделий; поперечные и продольные горячие трещины, образующиеся вследствие торможения усадки слитка в изложнице; подкорковые газовые пузыри, возникающие вследствие чрезмерной смазки рабочей поверхности изложниц, приводят к образованию при прокате мелких трещин – волосовин.
ДЕФЕКТЫ СЛИТКОВ И ПРОКАТА И МЕТОДЫ ИХ УСТРАНЕНИЯ
Прежде чем пустить слитки и прокат в производство необходимо проверить их на наличие дефектов и устранить последние, чтобы они не ухудшили качество поковок и деталей.
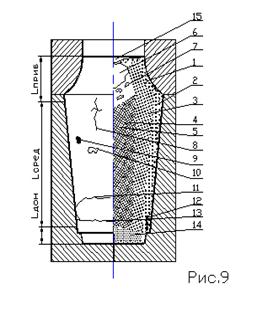
Дефекты слитков во многом предопределяются способами их отливки в изложницы, а также структурными строениями слитков (рис.9).
При заливке в изложницу сверху расплавленного металла в его периферийной области, соприкасающейся с телом изложницы, образуется слой 1 мелких хаотично ориентированных кристаллов. Образование такого поверхностного слоя объясняется быстрым затвердеванием расплавленного металла, вслед за которым образуется слой 2 мелких кристаллов дендритов, с главными осями перпендикулярными к стенкам изложницы (перпендикулярными к поверхности отвода тепла). После образования слоями 1 и 2 устойчивой тепловой рубашки возникает слой 3 – крупных дендритов, главные оси которых также перпендикулярны к стенкам изложницы. По мере уменьшения объема жидкого металла в теле застывающего слитка возникает слой 4, представляющий собой крупные дендриты, главные оси которых оказываются повернутыми в направле-
нии все уменьшающегося объема жидкого металла. И, наконец, образуется слой 5 хаотично ориентированных кристаллов в центральной части слитка.
По мере застывания слитка в его верхней прибыльной части образуется утяжина 15, усадочная раковина 6, а вокруг нее – усадочная рыхлость 7 из нескольких мелких раковин. В процессе ковки эти раковины не завариваются и поэтому прибыльная часть слитка подлежит удалению в отход. Объем прибыльной части составляет 15-35% от объема слитка. Кроме того, непосредственно под усадочной рыхлостью в слитке располагается ликвационная зона, характеризующаяся неоднородностью химического состава, наличием большого содержания серы, фосфора, шлаковых включений и т.д.
В нижней донной части слитка 14 в большом количестве скапливаются шлаковые включения, которые, являясь наиболее легкими в расплавленном металле, всплывают на его поверхность в разливочном ковше и первыми попадают в изложницу при ее заливке. Донная часть слитка также не пригодна к ковке и подлежит удалению в отход. Ее объем составляет 3–10% от объема слитка.
В слоях 1 и 2 слитка нередко образуются подкорковые (сотовые) газовые пузыри 12. При прерывистой заливке изложницы жидкотекучим металлом образуются окисленные атмосферным кислородом плены-заливины 11. В случае прерывистой заливки изложницы подстуженным расплавом образуются плены-выклинивания 13. Кроме того, на поверхности слитка возможно появление поперечных и продольных трещин 8 (вследствие неравномерности остывания металла), шлаковых включений 9 и брызг металла 10.
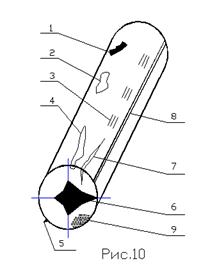
Все перечисленные поверхностные дефекты слитка подлежат обязательному удалению, как подлежат удалению и все нижеследующие дефекты проката (рис.10):
– поверхностные шлаковые включения 1 и раковины от них 2;
– риски 3, оставляемые на поверхности проката поврежденным инструментом;
– плены 4, образуемые вследствие раскатывания брызг на поверхности слитка;
– зажимы 5, возникающие в результате выхода части раскатываемого металла на нерабочие поверхности реборд валков;
– торцевые расслоения проката 6, образующиеся в результате раскатывания остатков усадочной раковины и усадочной рыхлости;
– волосовины 7 (тонкие неглубокие поверхностные долевые трещины), возникающие в результате раскатки подкорковых пузырей;
– закаты 8, образующиеся в результате раскатки долевых зажимов металла между валками;
– флокены 9 (скопление мельчайших трещин, видимых на срезах проката в виде белых хлопьев или пятен), возникающих в результате наличия в раскатываемых слитках пузырьков водорода, в которых при затвердевании расплава развиваются большие давления, приводящие к многочисленным мелким разрывам металла.
Для устранения всех названных выше дефектов в слитках и в прокате используются следующие способы:
– огневая зачистка без подогрева (выдувка дефектов с поверхности слитка или проката газово-кислородным пламенем) применяется для малоуглеродистых и низколегированных сталей и является самым дешевым способом;
– огневая зачистка с подогревом дороже первого способа примерно в 1,5 раза и рекомендуется для среднеуглеродистых и среднелегированных марок сталей;
– зачистка дефектов пневматическим зубилом примерно в 1,5 раза дороже первого способа зачистки и применяется для мало- и среднеуглеродистых, а также низко- и среднелегированных марок сталей в случае поражения дефектами незначительной части поверхности слитка или проката;
– обдирка дефектов на токарных станках примерно в 1,5–2,5 раза дороже первого способа зачистки и применяется для среднеуглеродистых или среднелегированных марок сталей в случаях поражения дефектами значительной части поверхности слитка или проката;
– зачистка дефектов абразивными кругами в 4-5 раз дороже первого способа зачистки и применяется для высокоуглеродистых и высоколегированных марок сталей.
Читайте также: