Для изготовления фрез на предприятии используют сталь р6м5
Обновлено: 05.05.2024
Буква «Р» означает, что сталь является быстрорежущей.
Цифра 6 после буквы «Р» указывает содержание вольфрама в процентах, т.е. для стали Р6М5 содержание вольфрама 6%.
Буква «М» означает, что сталь легирована молибденом, а цифра 5 указывает содержание молибдена в процентах, т.е. молибдена в стали 5%.
Во всех быстрорежущих сталях содержится около 4% Хрома (Cr), но в обозначении марки буквы «Х» не указывается.
По требованию потребителей могут изготавливаться стали марок Р6М5 с легированием азотом (массовая доля азота от 0,05% до 0,10%). В этом случае марка стали будет обозначаться Р6АМ5.
Применение стали Р6М5
Сталь Р6М5 относится к вольфрамолибденовым сталям и применяется для изготовления — режущего инструмента всех видов для обработки при обычной скорости резания деталей из углеродистых и среднелегированных конструкционных сталей с пределами прочности до 90—100 МПа, а также зуборезных инструментов для обработки нержавеющих сталей.
Наиболее широко сталь Р6М5 применяется для изготовления сверл, метчиков, долбяков, протяжек и других инструментов. Прочность 315—325 кгс/мм 2 и вязкость 4—5 кгс*м/см 2 (для проката диаметром 25 мм). Теплостойкость немного ниже (в указанных пределах), чем вольфрамовых и Р8МЗ. Шлифуемость стали хорошая.
Недостатки:
а) повышенное обезуглероживание при нагреве выше 1000 С; ванны нагрева для закалки надо тщательно раскислять MgFa2
б) чувствительность отдельных плавок к перегреву и росту зерна при нагреве для закалки, что затрудняет установление одинаковых температур закалки
для инструментов разных плавок.
Вид поставки
Сортовой прокат, в том числе фасонный: ГОСТ 19265—73, ГОСТ 2590-88, ГОСТ 2591-88.
Калиброванный пруток ГОСТ 19265-73, ГОСТ 7417-75.
Шлифованный пруток и серебрянка ГОСТ 19265—73, ГОСТ 14955—77.
Поковки и кованые заготовки ГОСТ 19265—73, ГОСТ 1133—71.
Химический состав, % (ГОСТ 19265—73)
Термообработка стали Р6М5
Закалка
Инструменты подогревают при 800-850°С 10-15 мин или при 1050-1100°С 3-5 мин, а крупные инструменты предварительно при 550-600°С 15-20 мин.
Выдержка при окончательном нагреве 10—12 с на 1 мм диаметра или наименьшей стороны (для стали В11М7К23 — 30—60 с).
Инструменты простой формы охлаждают в масле, а сложной — в горячих средах (KNO3) при 400—250°С.
Может быть и более высокая температура выдержки — 650°С.
Выдержка в горячих средах 3—5 мин при более высоких температурах и 8—15 мин при более низких.
Инструменты небольшой толщины (прорезные фрезы, пилы и др.) при 600—650°С помещают под пресс, а сверла диаметром 8—20 мм охлаждают под катком или между роликами правильной машины для уменьшения деформации.
Температуры закалки понижают на 10—15°С для инструментов небольшого сечения или сложной формы.
Температура закалки стали Р6М5
| Инструменты | Температура нагрева стали Р6М5, °С | Балл зерна | Твердость HRC после отпуска при 560°С и нагрева при 620°С (4 ч) |
| Крупные сверла и резцы | 1220-1240 | 10-8,5 | 60-61 |
| Остальные режущие инструменты | 1210-1230 | 10,5-9,5 | 59-60 |
| Остальные режущие инструменты | 1180-1200 | 12 | 56-57 |
Отпуск
После закалки выполняют многократный 2 раза для вольфрамомолибденовых.
Температуры первого отпуска 350—375°С, а второго 550—560°С для вольфрамомолибденовых сталей. Назначают также температуры первого отпуска 550—560°С, но твердость и теплостойкость в этом случае немного меньше.
Для инструментов небольшого сечения (сверл), нагреваемых в автоматизированных агрегатах с точной регулировкой температур, применяют краткосрочный отпуск в течение 20 мин при 580—590°С для вольфрамомолибденовых сталей.
Отпуск после шлифования выполняют при 400—450°С в течение 30—40 мин для снятия напряжений и повышения стойкости инструментов.
Критические точки, °С
Механические свойства (ГОСТ 19265-73)
| Режим термообработки | HRCz после отпуска | σизг, МПа | Красностойкость (HRC58), °С |
| Закалка с 1200-1230 °С, охл. на воздухе, в масле, в расплаве солей; отпуск при 540- 560 °С, охл. в соляных ваннах | 63-65 | 320-360 | 620 |
Технологические свойства
Температура ковки, °С: начала — 1160, конца — 850.
Обрабатываемость резанием:
В отожженном состоянии при 255 HB
Kv = 0.8 (твердый сплав).
Kv = 0.6 (быстрорежущая сталь).
Для повышения твердости, износостойкости, коррозионной стойкости поверхностного слоя используют цианирование, азотирование, сульфидирование, обработку паром.
Флекеночувствительность — не чувствительна.
Склоность к отпускной хрупкости.
Не применяется для сварных конструкций.
Материалы, применяемые для изготовления фрез, должны обладать следующими свойствами: высокой твердостью, превышающей твердость обрабатываемого материала, высокой износостойкостью и теплостойкостью, высокой механической прочностью. Для изготовле-
ния режущих инструментов и, в частности, фрез применяют углеродистые легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минерало-керамику, сверхтвердые материалы, синтетические и естественные алмазы.
Для изготовления режущего инструмента применяют инструментальные углерод-истые стали следующих марок: У7, У8, У9, У10, У11, У12, У13 (буква У указывает на то, что сталь углеродистая, а цифры показывают среднее содержание углерода в десятых долях процента). Инструментальные стали повышенного качества, имеющие минимальное количество вредных примесей, отмечают буквой А: У10А, У8А и т. д. Углеродистая инструментальная сталь обладает низкими режущими свойствами. Режущие инструменты, изготовленные из такой стали, позволяют вести обработку при температуре в зоне резания до 200—250 °С и при скоростях резания в пределах 10— 15 м/мин.
Легированная инструментальная сталь по химическому составу отличается от углеродистой инструментальной стали лишь наличием одного или нескольких легирующих элементов: хрома, вольфрама, молибдена, ванадия. Чаще всего для изготовления прорезных, фасонных и концевых фрез малых диаметров применяют следующие марки стали: ХГ, ХВ5, 9ХС и ХВГ . Легированная инструментальная сталь обладает более высокими режущими свойствами, чем углеродистая инструментальная сталь (температура в зоне резания 300—350 °С, скорость резания 20— 25 м/мин).
Быстрорежущая инструментальная стальв отличие от углеродистой и легированной инструментальной стали обладает большим сопротивлением износу и большой теплостойкостью. Она обладает красностойкостью, т. е. не теряет своих свойств при температуре красного каления (550—600 °С)
В СССР установлены единые условные обозначения (из букв и цифр) химического состава стали. Первые две цифры показывают среднее содержание углерода, буквами обозначают легированные элементы (В — вольфрам, Ф — ванадий, К — кобальт, М — молибден и т. д.), а цифрами справа от буквы — их среднее содержание (в процентах). Буквой Р обозначают быстрорежущую сталь.
В настоящее время наибольшее применение для изготовления всех видов цежущего инстру-. мента при обработке обычных конструкционных материалов применяются следующие марки стали: Р6М5, Р6МЗ и Р12. В последнее время УкрНИИспецсталь разработал новую марку быстрорежущей стали 11АРЗМЗФ2 с пониженным содержанием вольфрама (1,1% углерода, азот, ванадий, молибден).
Для обработки высокопрочных нержавею-щих сталей и сплавов в условиях повышенного j разогрева режущих кромок, а также для обработки сталей и сплавов повышенной твердости и вязкости при работе с ударами применяют I следующие марки стали: Р18КФ2, Р10К5ФЗ, Р9К5, Р6М5К5, Р12Ф2К8МЗ, Р9М4К8 и др. Эти марки часто применяются также для изготовления зуборезного инструмента.
Например, сплав Т14К8 состоит из 14% карбида титана, 8% кобальта и 78% карбида вольфрама.
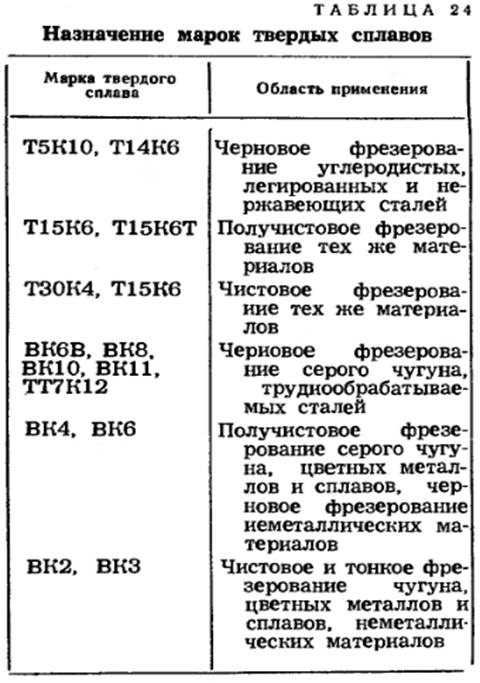
Выпускают трехкарбидные твердые сплавы, состоящие из кобальта (связки) и карбидов вольфрама, титана, тантала. Эти сплавы характеризуются высокой прочностью. Твердый сплав марки ТТ7К12 допускает работу в 1,5—2 раза большими подачами на зуб, чем сплав Т5К10. Твердые сплавы выпускаются в виде пластинок стандартных форм и размеров.
Вольфрамо-кобальтовые сплавы применяют для обработки хрупких материалов: чугуна, бронзы, закаленной стали, пластмасс, фарфора и т. п. Твердые сплавы титано-вольфрамовой группы предназначены главным образом для обработки сталей. Сплав ТТ20К9 специально предназначен для фрезерования стали (например, для фрезерования глубоких пазов). Он отличается повышенным сопротивлением тепловым и механическим циклическим нагрузкам. Наиболее прочными сплавами при черновой обработке стали являются сплавы марок ТТ7К12 и Т5К12Б.
С уменьшением размеров зерен карбидов вольфрама износостойкость и твердость сплава увеличиваются. Эту закономерность используют при создании сплавов различного назначения с требуемыми свойствами. Первыми мелкозернистыми сплавами были сплавы марок ВКЗМ и ВК6М. В последнее время разработаны твердые сплавы с особо мелкозернистой (ОМ) структурой — ВК6-ОМ, ВКЮ -ОМ и ВК15-ОМ.
Стойкость твердосплавного инструмента повышается при нанесении на его поверхность изностойких слоев (5—15 мкм) карбидов (титана, ниобия), боридов, нитридов и др.
Минерал о керамическ ие спла-в ы приготовляют на основе окиси алюминия А/203 (корунда) путем тонкого размола, прессования и спекания. Выпускают их, как и твердые сплавы, в виде пластинок стандартных форм и размеров. В настоящее время промышленное применение имеют две марки минеральной керамики: ЦМ-332 и ВЗ. Минеральная керамика марки ВЗ обладает большей (в 1,5—2 раза) прочностью по сравнению с керамикой марки ЦМ-332. В состав керамики марки ВЗ помимо окиси алюминия входят сложные карбиды тугоплавких металлов.
Минералокерамические пластинки обладают большей теплостойкостью и износостойкостью, чем некоторые твердые сплавы. Однако они имеют пониженную по сравнению с твердыми сплавами прочность и повышенную хрупкость. Минералокерамика находит применение при чистовом и тонком фрезеровании торцовыми фрезами (головками) с неперетачиваемыми пластинками.
Сверхтвердые материалы ( СТМ ) являются поликристаллическим образованием на основе кубического нитрида бора. В эту группу входят композит 01 (эльбор-Р), композит 05 и композит 10 (гексанит-Р), ПТНБ (поликристалл твердого нитрида бора), «зубр», «бел-бор» и др.
Сверхтвердые материалы значительно превосходят минеральную керамику и твердые сплавы по термоусталостной прочности. Эль-бор-Р, гексанит-Р, ПТНБ и др. применяют для оснащения резцов, фрез, а также при изготовлении абразивного инструмента для заточки металлического (лезвийного) инструмента.
Сверхтвердые материалы для металлического инструмента выпускаются в виде цилиндрических вставок диаметром от 4 до 8 мм и длиной от 4 до 8 мм.
Сверхтвердые материалы на основе нитрида бора химически инертны к черным металлам, а материалы на основе углерода (алмазы) к ним химически активны. Это различие и определяет область их применения: сверхтвердые материалы применяются для обработки сталей, чугу-нов, ряда труднообрабатываемых сплавов; поликристаллические алмазы — для обработки цветных металлов, титановых сплавов, стеклопластиков и др. Для обработки сверхтвердых материалов можно применять только алмазы, которые превосходят их по твердости.
Синтетические алмазы (типа «карбонадо» и «баллас») выпускаются в виде порошков и кристаллов. Из синтетических
алмазных порошков изготовляют алмазно-абразивные инструменты. Круги из синтетических алмазов успешно применяются при заточке и доводке твердосплавных режущих инструментов (в том числе и фрез), а также для шлифования и доводки драгоценных камней, в том числе и самого алмаза. Алмазные резцы и фрезы применяют в основном в качестве чистового (отделочного) инструмента при резании цветных металлов, сплавов и неметаллических материалов.
Материалы, применяемые для изготовления фрез
Материалы, применяемые для изготовления фрез, должны обладать следующими свойствами: высокой твердостью, превышающей твердость обрабатываемого материала, высокой износостойкостью и теплостойкостью, высокой механической прочностью.
Для изготовления режущих инструментов и, в частности, фрез применяют углеродистые легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минералокерамику, эльборы, синтетические и естественные алмазы.
Для изготовления режущего инструмента применяют инструментальные углеродистые стали следующих марок: У7, У8, УО, У10, У11, У12, У13 (буква У указывает на то, что сталь углеродистая, а цифры показывают среднее содержание углерода в десятых долях процента). Инструментальные стали повышенного качества, имеющие минимальное количество вредных примесей, отмечают буквой А: У10А, У8А и т. д.
Углеродистая инструментальная сталь обладает низкими режущими свойствами. Режущие инструменты, изготовленные из такой стали, позволяют вести обработку при температуре в зоне резания до 200 - 250°С и при скоростях резания в пределах 10 - 15м/мин.
Легированная инструментальная сталь по химическому составу отличается от углеродистой инструментальной стали лишь наличием одного или нескольких легирующих элементов: хрома, вольфрама, молибдена, ванадия.
Чаще всего для изготовления прорезных, фасонных и концевых фрез малых диаметров применяют следующие марки стали: ХГ, ХВ5, ОХС и ХВГ.
Легированная инструментальная сталь обладает более высокими режущими свойствами, чем углеродистая инструментальная сталь (температура в зоне резания 300 - 350°С, скорости резания 20 - 25 м/мин).
Быстрорежущая инструментальная сталь в отличие от углеродистой и легированной инструментальной стали обладает большим сопротивлением износу и большей теплостойкостью. Она обладает красностойкостью, т. е. не теряет своих свойств при температуре красного каления (550 - 600°С).
Быстрорежущие стали делятся на стали нормальной производительности (Р18, Р12, РО, Р18М, РОМ, Р6М5, Р18Ф2) и стали повышенной производительности (Р18Ф2К5, РОФ2К5, РОФ2К5, РОФ2К10, РОФ5, Р14Ф4, Р6МЗ, Р10Ф5К5 и др ), легированные кобальтом (К), ванадием (Ф) и молибденом (М).
Из быстрорежущих сталей нормальной производительности лучшей является сталь Р18, которая легко обрабатывается шлифованием и малочувствительна к прижогам.
Стали повышенной производительности обладают более высокими красно- стойкостью и режущими свойствами. Быстрорежущая сталь нормальной производительности может работать при скоростях резания до 60 м/мин и выше, а повышенной производительности до 100 м/мин и выше.
Термическая обработка быстрорежущей стали. Закалка применяется для повышения твердости и сопровождается уменьшением вязкости.
Оптимальная температура при закалке быстрорежущей стали Р18 для тонких изделий (5 - 8 мм) - 1260°, для изделий толщиной более 10 - 15 мм - 1280°. Быстрорежущая сталь медленно прогревается, высокий нагрев приводит к обезуглероживанию и образованию трещин, поэтому изделия из быстрорежущей стали медленно нагревают при закалке до температуры 820 - 850°. Окончательный нагрев лучше всего производить в соляных ваннах, так как это позволяет избежать обезуглероживания стали. Выдержка при температуре закалки измеряется долями минуты. Быстрорежущая сталь после закалки обязательно должна быть подвергнута многократному отпуску. Оптимальная температура отпуска для стали Р18 - 580°, а для стали P9 - 560°.
Быстрорежущие стали повышенной производительности требуют тщательного соблюдения режимов термообработки. Отступление от рекомендуемых режимов (особенно при обработке кобальтовых сталей) может привести к понижению твердости и сильному обезуглероживанию).
Твердые сплавы допускают работу со скоростями резания, превышающими в 5 - 10 раз скорости обработки быстрорежущими инструментальными сталями, и не теряют режущих свойств при температуре до 850°С и выше.
Металлокерамические твердые сплавы состоят из карбидов вольфрама, титана или тантала и кобальта, связывающего эти вещества. Различают вольфрамо-кобальтовые металлокерамические сплавы (ВК2, ВКЗ, ВК6, ВК4В, ВК6В, ВК6М, ВК8, ВК10, ВК10М, ВК15М и др.) и титано-вольфрамо-кобальтовые (Т5К10, Т14К8, Т15К6, ТЗОК4, Т60К6 и др.). Цифры после буквы К указывают процентное содержание в сплаве кобальта, после буквы Т - карбидов титана; остальное составляют карбиды вольфрама. Например, сплав Т14К8 состоит из 14% карбида титана, 8% кобальта и 78% карбида вольфрама.
В настоящее время выпускают трех-карбидные твердые сплавы марок Т5К12В, ТТ7К12, ТТ7К5, ТТ10К8Б и др., состоящие из карбидов вольфрама, титана, тантала, кобальта. Эти сплавы характеризуются высокой прочностью. Твердый сплав марки ТТ7К12 допускает работу с 1,5 - 2 раза большими.
подачами на зуб, чем сплав Т5К10. Твердые сплавы выпускаются в виде пластинок стандартных форм и размеров
Вольфрамо-кобальтовые сплавы применяют для обработки хрупких материалов: чугуна, бронзы, закаленной стали, пластмасс, фарфора и т. п. Твердые сплавы титано-вольфрамовой группы предназначены главным образом для обработки сталей. При выборке марок твердого сплава можно руководствоваться данными табл. 24.
В настоящее время фрезы все чаще оснащают пластинками твердого сплава. Выпускаются также цельные твердосплавные фрезы.
Минералокерамические сплавы приготовляют на основе окиси алюминия (А120а) = корунда путем тонкого размола, прессования и спекания. Выпускают их, как и твердые сплавы, в виде пластинок стандартных форм и размеров.
Минералокерамические пластинки марок ЦМ-332 (микролит), ЦВ-13 и ЦВ-18 (термокорунд) обладают большей теплостойкостью и износостойкостью, чем некоторые твердые сплавы. Однако они имеют пониженную по сравнению с твердыми сплавами прочность и повышенную хрупкость. Минеральная керамика находит применение при чистовом и тонком фрезеровании торцовыми фрезами (головками).
Сталь Р6М5
Задание 2. Для изготовления фрез выбрана сталь Р6М5. Укажите состав стали и определите, к какой группе относится данная сталь по назначению. Назначьте и обоснуйте режим термической обработки, объяснив влияние легирующих элементов на превращения, происходящие на всех этапах термической обработки данной стали. Опишите микроструктуру и свойства стали после термической обработки.
Файлы: 1 файл
Задание 2.docx
Задание 2. Для изготовления фрез выбрана сталь Р6М5. Укажите состав стали и определите, к какой группе относится данная сталь по назначению. Назначьте и обоснуйте режим термической обработки, объяснив влияние легирующих элементов на превращения, происходящие на всех этапах термической обработки данной стали. Опишите микроструктуру и свойства стали после термической обработки.
Фрезерование это процесс резания металла, широко распространенный метод обработки заготовок , а также высокопроизводительный. Работа осуществляется многозубыми режущими инструментами – фрезами.
Рисунок 1. Дисковая фреза
Принцип фрезерования заключается в прерывистости процесса резания. Рабочий край инструмента подвергается тепловым воздействиям за счет тепла, выделяющегося при резании и трении. Температура достигает 400-600ºС и может возрастать при последующем повышении скорости резания.
Поэтому важнейшими условиями к дисковой фрезе являются:
- высокая твердость 63-65 HRC;
- высокая прочность и сопротивление пластической деформации;
- теплостойкость, при температуре резанья 615-620 °С;
- формо- и размероустойчивость.
Дисковая фреза выполняется из быстрорежущей стали. Быстрорежущие стали это высоколегированные стали, специализирующиеся в изготовлении инструментов высокой производительности.
Быстрорежущая сталь должна иметь высокую твердостью и красностойкостью. Это обеспечивается введением большого количества вольфрама (W) и карбидообразующими элементами: молибденом (Mo), хромом (Cr) и ванадием (V).
Одна из наиболее распространенных быстрорежущих сталей является Р6М5.
Таблица 1. Химический состав:
Таблица 2. Механические свойства:
Режим термической обработки
Термическая обработка быстрорежущей стали Р6М5 осуществляется двумя операциями: закалки и отпуска.
Температура закалки стали Р6М5 равна 1210° ̶ 1230°С.
Из-за малой теплопроводности стали нельзя помещать инструмент сразу в печь для окончательного нагрева во избежание появления трещин. Для этого рекомендуется применять специальный подогрев. Наиболее распространен двойной подогрев: первый при 500 – 600˚С, второй при 830 – 860˚С.
Задача закалки заключается в получение пересыщенного углерода и мартенсита для того, чтобы упрочнить фрезу и при дальнейшей операции отпуска обеспечить выделение дисперсных карбидов.
Высокая температура закалки требуются для более полного растворения карбидов и получения аустенита. Это приводит к тому, что после закалки мы получаем мартенсит, обладающий высокой теплостойкостью. Высоколегированный аустенит, полученный при нагреве под закалку, обладает большой устойчивостью, поэтому сталь имеет небольшую скорость охлаждения (закалки) и может закаливаться на воздухе. Однако на практике в качестве охлаждающей среды применяется масло.
В связи с этим с повышением температуры закалки:
1) растут зёрна аустенита, что приводит к уменьшению предела прочности и ударной вязкости стали;
2) увеличивается количество остаточного аустенита в структуре закалённой стали.
Структура стали после закалки состоит из:
- легированного мартенсита;
- остаточного аустенита (20…25%);
- нерастворимых карбидов – 10%.
Температура отпуска стали Р6М5 равна 550° ̶ 570°C.
Задача отпуска заключается в получении высоких значений твёрдости и теплостойкости стали, осуществляющихся в результате возрастания количества дисперсных карбидных частиц, выделяющихся из мартенсита.
Отпуск вызывает превращение остаточного легированного аустенита в легированный мартенсит, что сопровождается увеличением твердости. Чтобы весь остаточный аустенит перевести в мартенсит и произошел отпуск вновь образовавшегося мартенсита, сталь Р6М5 подвергают трехкратному отпуску при температуре 560ºС.
Структура стали Р6М5 после отпуска состоит из мартенсита отпуска и нерастворимых карбидов.
Рисунок 2. График термической обработки быстрорежущей стали Р6М5
Рисунок 3. Схемы микроструктуры стали Р6М5: а – закаленная – мартенсит закалки + аустенит остаточный + карбиды; б – отпущенная – мартенсит отпуска + карбиды
Сталь Р6М5: плюсы и минусы для ножей
Сталь Р6М5 – быстрорежущая сталь, используемая для создания разных режущих инструментов. Лезвия из этого материала выдерживают большие нагрузки и перегревы. Благодаря тому, что этот сплав имеет высокую стабильность свойств, нож из Р6М5 будет обладать прекрасными режущими свойствами, прочностью, гибкостью и устойчивостью к коррозии.

Применение сплава
Приведённые качества этой стали определили её непосредственное место в производстве. В основном она применяется для резки других материалов в условиях экстремально высокой температуры. Гораздо практичнее применять для этих задач быстрорез, чем какие-нибудь нержавеющие сплавы. Характерная черта Р6М5 — превосходное удерживание заточки, благодаря высоким показателям твёрдости.
Также этот прекрасный металл очень хорошо переносит ударные перегрузки, что обуславливает его востребованность в изготовлении кранов, свёрл и развёртки.

Р6М5 со своими свойствами динамично используется для выпуска ножей. Вследствие широкого использования и производства этого инструмента, существует множество известных изготовителей, к примеру, тот же Rapid.
Проводятся многочисленные эксперименты, в которых применяются ножи из Р6М5. Они эффективно справляются с резкой следующих предметов с повышенной прочностью: толстые верёвки, дерево, кости и т.д. Самое эффектное удачное испытание — резка ножом, выполненным из Р6М5 железной пластинки, которая была в несколько мм толщиной — не без трудностей, но удалось.
Когда Р6М5 используется для изготовления ножей, она обычно закаливается до HRC 60-62, хотя иногда этот параметр доводят и до HRC 66-67.
Benchmade является одной из крупнейших компаний по производству ножей, использующих сталь Р6М5. Этот сплав уникален по своему составу, он содержит большое количество молибдена и вольфрама, но в результате даёт очень мелкозернистую сталь, идеально подходящую для создания клинков.
ГОСТ и ТУ стали Р6М5
Информация о стали Р6М5 имеется одновременно в нескольких ГОСТ и ТУ. Во всех присутствуют продукция и её технологические параметры. Невзирая на перенаправление металлопроката на твёрдые сплавы, благодаря своим свойствам Р6М5 до сих пор пользуется большой популярностью на многих производствах.
Расшифровка — что обозначают символы маркировки
Элементы оборудования, приборы имеют высокий показатель прочности, материал владеет отменной вязкостью. Сталь обеспечивает продолжительную работоспособность, как в составе компонентов изделий, так и в клинках или готовых инструментах.
Подобные маркировки являются наследством советской эпохи:
- Буква «Р» — это индикатор быстрорежущих сталей. Выражение получается из перевода английского «rapid»» — «стремительный».
- Знак после «Р» отмечает наличие в составе вольфрама в процентном отношении. Для конкретно этого металла находится в приделе 6% с незначительными отхождениями.
- После следует буква «М», означающая наличность в марке молибдена. Показатель, стоящий дальше — процент наличия элемента в общей массе.
- Помимо М, быстрорежущие стали могут включать в свою маркировку следующие обозначения: «К» — кобальт, «Т» — титан, «Ф» — ванадий, «Ц» — цирконий.
Рассматривая обозначение «Р6М5», расшифровывание способно включать ещё и другие буквы. В случае, если сталь выплавили методом электрошлакового переплава, возникает дополнение в виде «Ш» (Р6М5-Ш). С введением в производственный процесс новейших технологий теперь попадается и такая формулировка — Р6АМ5. Это обозначает добавление в общий состав азотом.
Химический состав
Химсостав Р6М5 включает, помимо перечисленных выше углерода и молибдена, следующие компоненты:
- углерод (С) 0,82 — 0,90 %;
- марганец (Mn) 0,20 — 0,50 %;
- хром (Cr) 3,8 — 4,4 %;
- кремний (Si) 0,20 — 0,50 %;
- молибден (Мо) 4,8 — 5,3 %;
- ванадий (V) 1,7 — 2,1 %;
- кобальт (Со) 0,5 %;
- никель (Ni) 0,4 %;
- фосфор (Р) 0,03 %;
- сера (S) 0,025 %;
- вольфрам (W) 5,5 — 6,5%.
Сплав с добавками кобальта, применяют ещё с начала двадцатого века. Из него выпускают приборы для резки кислотостойких, устойчивым к большим температурам металлов. Обработка подобных металлов приборами из иной марки требуют дополнительных затрат. Эта сталь характеризуется высокой твёрдостью и термостойкостью.
Основные характеристики
Базовые параметры стали такой марки — это: высокая вязкость, прекрасная износостойкость, неплохой уровень шлифуемости. Эта марка используется при выпуске многих типов лезвий и режущего оборудования для работы с конструкционными прочными сталями.

Сплав вольфрамово-молибденового типа — второе название этой марки, которая может удерживать характерные ей качества даже при экстремальных температурных перепадах. Более того, её крепость на изгиб доходит до 4700 МПа. Сочетание её с ударной вязкостью даёт ей ощутимое превосходство над многими собратьями.
Трудности закалки быстрорежущей стали
Термическая обработка Р6М5 содержит гряду специфик, сопряжённых с характеристиками этой марки, а также большим временем нагревания под закалку. Чтобы достигнуть 1230 градусов по Цельсию (температура закаливания по ГОСТу), тратится рабочего времени на 25 процентов больше, чем для аналогичной марки Р18. Вначале делается отпускной период при 200 и 300 градусах по часу. Далее обработка выполняется в 3 этапа:
- 690 градусов -3 минуты;
- 860 — также 3 минуты;
- 1230 — 1,5 минуты.
Затем сталь остужают. В дальнейшем обрабатывании используют троекратный отпускной период при 560 градусов по 1.5 часа. В периодах отпуска сплав дополняют легирующими добавками, которые образуют карбиды, что увеличивает прочность конечного металла. Предшествующий отжиг стали содействует избавлению от высокой хрупкости при высоком показателе прочности.
Особенности заточки стали
Любая продукция подвластна изнашиванию, а если это лезвие – утере остроты. Сталь Р6М5 вследствие особого метода изготовления и химического состава плохо поддаётся затачиванию.

Стоимость металла в продукции
Приобрести Р6М5 в готовой продукции просто, но себестоимость сплава довольно велика. Так на круг инструментальный, исходя из толщины: 2, 5 или 16 мм, цена составляет, соответственно, 600, 1200, 1350 рублей за килограмм. Стоимость стальной полосы немного ниже и равняется 620 рублям за килограмм. Действительно, цены на сплав Р6М5 в готовом изделии могут колебаться, поэтому данные цифры нужно понимать относительно.
Читайте также: