Для каких сталей целесообразно проводить нормализацию
Обновлено: 19.05.2024
На сегодняшний день в промышленности существует множество способов укрепления металла. Одним из них является цементация, которая активно практикуется на производстве и в домашних условиях много лет. Тем, кто работает со сталью и желает сделать ее прочнее, необходимо в обязательном порядке знать все тонкости этого процесса.
Что это такое?
Цементация – это химико-термическая обработка определенных типов стальных сплавов. Само название процесса указывает на то, что его назначение и конечная цель – укрепление металла. Как известно, сталь, применяемая в промышленности, должна быть крепкой, долговечной, не склонной к износу. Для этого и проводят цементацию.
Сущность цементации заключается в нагреве стали до очень высоких температур.
Благодаря нагреву начинает выделяться большое количество углерода, который насыщает поверхность обрабатываемого сплава. Процесс в целом очень похож на азотирование. При этом важно отметить, что укрепляется исключительно поверхность металла. Внутри он остается таким же вязким, как и до обработки.
Какие стали подвергаются процедуре?
Цементацию можно проводить не со всеми видами сталей, это обязательно нужно учесть. Обычно цементации подвергают сплавы с низким содержанием углерода (максимальная глубина – 0,2%), некоторые виды легированных сталей (тоже с минимальным количеством углерода), среднеуглеродистые сплавы. Последние целесообразно цементировать в том случае, если они применяются для выполнения больших по габаритам изделий, чья сердцевина должна сохранить вязкость.
Цементировать можно машиностроительные сплавы, арматурные, те, что идут под строительные работы. Наиболее популярные марки – 20Х, 40Х, 12ХН3А, 18Х2Н4ВА, 15 и другие. Стали с высоким содержанием углерода (более 0,2%) цементации не подвергают.
Способы
Есть несколько способов того, как правильно цементировать сталь. Узнаем особенности каждого из них.
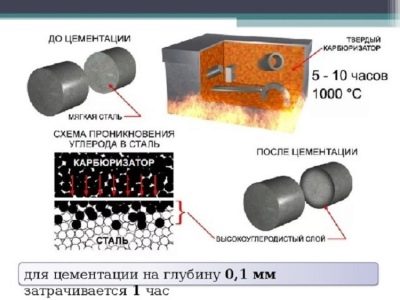
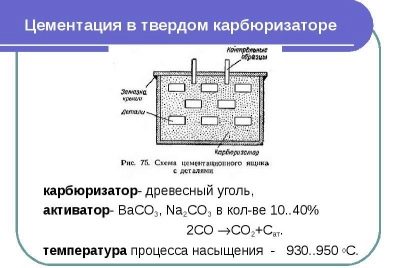
В твердом карбюризаторе
Карбюризаторы – это вещества, содержащие углерод. При нагревании они способны выделять его в воздух, насыщая таким образом поверхность сплава. В их качестве может выступить уголь березы или дуба, а также торфяной кокс, но он применяется гораздо реже. Количество карбюризаторов будущего состава для обработки – около 90%. Перед процедурой уголь необходимо подробить, а потом просеять, чтобы в составе не было пылевых частиц. После этого карбюризатор смешивают с активным веществом. В его роли обычно выступает углекислый натрий, но иногда берется и барий.
Смешать карбюризатор и активное вещество можно с помощью двух методик. В первой сухие компоненты просто соединяются друг с другом.
Перемешивать вещества надо долго и скрупулезно, в противном случае на стали после обработки появятся полосы, пятна, разводы. Во время второй методики активное вещество размешивают в воде и поливают им уголь. Это более качественный способ соединить компоненты, но надо учесть, что при закладывании в печь уголь должен иметь влажность не более 7%.
Цементация изделий осуществляется с помощью особой тары. Ящики должны соответствовать формам обрабатываемых деталей, а также свободно помещаться в печь. Кроме того, тару лучше покрыть огнеупорной глиной, которая позволит избежать утечки газа во время обработки. Лучший материал для изготовления таких ящиков – сталь с высокими показателями жаростойкости.
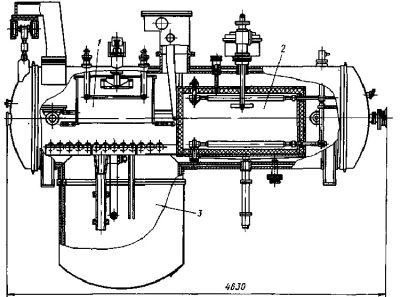
В газовом карбюризаторе
Этот вид обработки осуществим только на специально оборудованных для этого предприятиях. Он более эффективен, так как из газа углерод высвобождается быстрее. При этом газы могут быть искусственными или природными, значения это не имеет. В основном для обработки берется газ, полученный после распада нефтяных продуктов. Чтобы его получить, в разогретую емкость из стали наливают керосин. Он начинает испаряться, модифицируясь в газ. Позже добытый газ крекируют.
Процедуру цементации сплава проводят в стационарных либо методических видах печей. При этом все этапы должен контролировать профессионал.
Техника безопасности – важнейшее условие, так как работа идет с газом. Емкости со сплавом помещаются в печь, дверцы последней герметизируются. Печь нагревается до температуры в 950 градусов и в нее начинают подавать газ. Время выдержки, как и в предыдущем случае, будет различным. Но в среднем, если довести температуру до 1000 градусов, то необходимый углеродный слой будет готов уже через 8 часов. Процедура науглероживания завершается закаливанием сплава.
В кипящем слое
Эта методика также осуществима только на предприятии. Для нее понадобится специальная печь, которая так и называется – «печь кипящего слоя». Сталь здесь цементируется во время того, как проходит через раскаленный поток газа. Нагрев при процедуре равномерный, поэтому любая деформация детали практически исключена. После процедуры в обязательном порядке проводят отпуск или шлифование сплава.
В растворах электролитов
Эта методика во многом схожа с гальванизацией. Она подходит для малогабаритных деталей. Для осуществления процедуры потребуется печь-ванна. Ее заполняют специальным раствором.
Он состоит из соды (75%), хлористого натрия (15%) и карбида кремния (10%). Раствор необходимо разогреть до температуры в 850 градусов – это средние показатели.
При этом следует поддерживать напряжение в 150 В (для некоторых типов деталей – до 300 В). Заготовки погружаются в уже нагретую среду. Двух часов хватит, чтобы слой углерода составил 0,4 мм.
В пастах
Обработка пастой наиболее часто осуществляется в домашних условиях. Такая процедура не подходит для производства, поставленного на поток, потому что слой пасты равномерно, по сантиметру, нанести невозможно. Деталь в любом случае будет обработана неоднородно. Зато скорость обработки гораздо выше.
Пасту готовят из сажи (55%), соли кальцинированной (30%), щавелевокислого натрия (оставшиеся 15%).
Затем состав наносят на деталь, стараясь, чтобы слой получался как можно более ровным. Толщина зависит от желаемого углеродного слоя. В основном она должна его превышать в восемь раз. После того как паста немного высохнет, детали помещают в печь индукционного типа. Последнюю разогревают до 1000 градусов. Заготовки там должны находиться не менее двух часов.
В вакууме
Это еще один вид цементации, осуществляемый на производстве. Методика эффективная, она не занимает много времени, автоматизирована, низка по цене. Во время процедуры детали помещают в охлажденные печи, закрывают, избавляются от воздуха внутри. Затем нагревают агрегаты до требуемой температуры. Детали должны подвергаться нагреву примерно два часа, это позволит очистить их поверхность от ненужных примесей.
После этого в печь вводится углеводородный газ, причем подавать его следует в режиме давления.
Газ качественно насыщает поверхность обрабатываемых деталей. Однако за один раз необходимый слой не сформировать, поэтому процедуру повторяют примерно три раза. После окончания всех этапов печь наполняют инертным газом. Он способствует остыванию деталей.
Важно: любой из видов цементирования стали подразумевает дальнейший отпуск сплава.
Пошаговая технология
Основные методики науглероживания стали мы уже рассмотрели. Если сплав цементируется в домашних условиях, то лучше всего выбрать методику обработки в твердом карбюризаторе. Рассмотрим ее пошагово.
Детали, которые нужно обработать, аккуратно укладываются в ящики. Надо класть так, чтобы заготовки не соприкасались друг с другом или боковыми частями тары.
Затем уложенные детали пересыпают карбюризатором так, чтобы он полностью накрыл их. Герметизируют.
Емкости помещают в печь, последнюю нагревают до 700 градусов. Это так называемый сквозной прогрев. При этом за тарой надо постоянно следить. Она не должна покрываться пятнами, полосами. Ровный цвет обязана иметь и подовая плита.
Затем температурные показатели увеличивают. Для высвобождения углерода надо довести их до 800 градусов минимум, а еще лучше – до 950.
Время, затраченное на процедуру, может быть совершенно разным. Все зависит от назначения детали и требуемого углеродного слоя. Период нахождения в печи варьируется от 6 до 20 часов.
После завершения процедуры изделия подвергаются естественному охлаждению, при этом из емкостей их не вынимают. Затем проводят дальнейшие термические обработки.
Цементирование в домашних условиях – отличная альтернатива промышленной обработке.
При должных умениях и минимальном оборудовании мастер может укрепить детали самостоятельно. Однако стоит учитывать, что обрабатывать сталь дома лучше, если вы планируете постоянно этим заниматься. Оборудование, реактивы и другие нужные вещи будут стоить очень дорого.
Свойства материала после обработки
После окончания науглероживания стальной сплав приобретает необходимую твердость, причем внутренняя его структура остается вязкой. На легированных сплавах твердость может достигать 58 HRC, а на сталях с низким содержанием углерода – 60 HRC. Однако стоит учитывать, что структура сплава после процедуры может измениться, и это один из главных недостатков цементации.
Чтобы полученная сталь не была крупнозернистой, после описанной обработки ее нужно заново нагреть и закалить. Далее проводятся такие процедуры, как отпуск и нормализация состава. Закаливать сплав нужно при температуре, достигающей 900 градусов максимум. Она позволяет получить феррит, а также перлит.
Последние трансформируют крупные зерна в более мелкие.
Легированные стали не закаливают. Для них проводят только нормализацию, получая, таким образом, мартенсит. После нормализации осуществляют отпуск сплава, позволяющий снизить до минимума вероятность деформаций от влияния высоких температурных показателей.
Зачем нужна нормализация стали и как ее проводят?
Нормализация стали – термическая обработка, которая предполагает изменение внутреннего строения металла. Она состоит из совокупности процессов, протекающих по определенным технологиям. Это один из видов обработки сплавов, за которым следует вторая закалка и отпуск. Ее сущность заключается в улучшении физических и механических характеристик стали. В ходе технологического процесса стальную заготовку нагревают до температуры, превышающей критическую на 30-50 градусов. Затем осуществляется выдерживание при нормализационных условиях. В дальнейшем выполняется охлаждение заготовки на воздухе. Однако в зависимости от особенностей технологии может применяться и другой способ охлаждения.
По сути, нормализация представляет собой нормализационный отжиг. В ходе нее происходит устранение неоднородных и крупнозернистых фракций металла, образующихся при литье, прокатке, штамповке, ковке. А также происходит снижение внутреннего напряжения. Алгоритм методики един, однако методики могут иметь различные показатели температуры и времени. Воздействие на сталь посредством температурных перепадов бывает промежуточным или заключительным этапом. Суть промежуточного заключается в подготовке металла к последующему воздействию.
Цель завершающего сосредоточена в добавлении к свойствам новых характеристик. Нормализация позволяет уменьшить число зерен в структуре стали, появившихся в результате сварки. Качество металла зависит от структуры ее кристаллической решетки. Нормализация способствует повышению твердости и прочности. Ее выполняют для высоко-, средне-, малоуглеродистых, низколегированных сталей.
Благодаря ей в каждом случае достигаются изменения, необходимые для улучшения имеющихся параметров. Ее нельзя рассматривать как исключительное средство по приданию твердости.



В некоторых случаях она нужна для обратного эффекта. Снижает не только прочность, но и ударную вязкость. Она нивелирует напряжение, возникшее по разным причинам. Это не только термическая, но и микроструктурная обработка. Операцию выполняют для металла и отливок. Благодаря этому сталь проще в обработке. При этом процесс может проводиться во время отпуска металла. В данном случае это является альтернативой закалки заготовок сложной формы.
Нормализованный металл легче резать, нормализация упрощает удаление сетки вторичного цементита. Нужная температура подбирается на основе марки стали. К примеру, сплав с 0,8% содержанием углерода (заэвтектоидный) подвергается воздействию при значениях температур, лежащих между критическими показателями Ac1 и Ac3. В результате в сплав попадает небольшое количество углерода, происходит закрепление аустенита. Появившаяся структура состоит из мартенсита и цементита. Когда сплав нагревается выше критической отметки, он становится вязким. Доэвтектоидную сталь не подвергают обработке в температурном диапазоне между критическими отметками. Это приводит к образованию феррита, негативно сказывающегося на твердости.
Нормализация снижает порог хладноломкости и способствует полной рекристаллизации. Она удаляет наклеп, готовит сталь к вторичной закалке. Благодаря ей не допускаются дефекты по сечению.


Оборудование и материалы
Основным оборудованием для проведения процедуры нормализации являются специальные печи для закалки и отжига. Нагревание печи газовое, система может содержать разные элементы. Ключевыми из них являются камеры – герметичные боксы для размещения заготовок. Помимо них, оборудование имеет нагреватели-горелки. Они нагнетают заданную температуру в печные камеры. Работают посредством косвенного либо прямого нагревания, бывают плоско-факельными. Печи оборудованы устройствами с регулировкой запорных функций. В них встроены модули, управляющие мощностью. Тип данных устройств бывает импульсным, пропорциональным, комбинированным. Помимо них, элементом оборудования являются теплоизоляторы. Нагревание внутренней печной камеры реализуется посредством воздушного пространства. Горелка расположена по центру камеры. Кроме того, ее конструкция бывает регенерационной либо рекуперационной.
Печи сопротивления с косвенным принципом нагревания имеют различную нагревательную систему. Наиболее распространенный вариант – тиристорная схема мощностного управления, контролируемая посредством микропроцессора. В работе используют разные виды сталей. Закалка варьируется условиями нагрева и охлаждения. Она бывает полной, неполной, с непрерывным охлаждением, изотермической, ступенчатой. Ее проводят в одной либо двух жидких средах. Она может проходить с ограниченным пребыванием в охлаждающей среде. Сочетание способов позволяет создать структуру с характеристиками, отвечающими нужным требованиям работоспособности изделия. При полной закалке температура превышает критические показатели. При неполной располагается в интервале закалочных значений. Если она проводится со скоростью охлаждения, превышающей критическую, охлажденная структура будет состоять из мартенсита и остаточного аустенита.
Когда скорость охлаждения меньше критической, структура будет состоять из ферритокарбидного сплава разной дисперсии. Если закалка выполняется с непрерывным охлаждением, ее температура ниже начальной точки мартенситного преобразования.


Проведение работ
Нормализация стали протекает в условиях специальных участков металлургических и перерабатывающих предприятий, оборудованных, помимо печей, иными вспомогательными устройствами. По окончании выдержки выполняют выгрузку стальной детали с дальнейшим остыванием на воздухе либо воздушным обдувом. В данном случае охлаждение проводят посредством вентиляторов. Иногда нормализация заменяется нормализующей прокаткой. При этом сокращаются не только временные показатели, но и энергетические затраты. Режимы нормализации и время выдержки разнятся.
Температура подбирается с учетом ТО, марки, процента углерода, базовых легирующих элементов. Время выдержки зависит от размеров изделия, его химического состава, температуры нагревания. Чем больше толщина, легированность и ниже температура, тем длительней фазовый процесс. Некрупные предметы прогревают в оптимальной среде течение 15 минут. Период фазовых преобразований связан со степенью легирования стали. Для углеродистого сплава и низколегированной марки достаточно полторы минуты на 1 мм толщины. Для высоколегированной – 2-2,5 минуты на каждый мм. В среднем опытным путем определили, что изделие толщиной 2,5 см выдерживают 1 час.
Во время охлаждения учитывают показатели нижней критической отметки. Если значения ниже, процесс ускоряют. При этом изделие или заготовку помещают в тару с водой либо маслом. Если у предмета большой перепад сечения, в целях профилактики коробления снижают термическое напряжение. Это важно в фазу нагревания и охлаждения. Перед проведением работ выполняют нагрев в соляной ванне. По окончании всех мероприятий образуется металл без полос, с однородной структурой. Средняя скорость охлаждения варьируется в пределах 20-500 град/сек.


Нюансы нормализации разных марок
Режимы нормализации стали марок 20, 35, 40, 40Х, 45, 50, Ст3 различны. Температура нагрева или первой закалки стали 30 составляет 870 градусов, у марки 40 – 840, у 45 – 830, у 50 – 810 градусов. Охлаждающей средой углеродистых сталей является вода. Температура отпуска варьируется от 250 до 500 градусов. Температура первой закалки хромистых и марганцовистых сталей составляет 830-880 градусов. Если сталь закаляется, не достигая показателей нужной температуры, образуются ферритные зоны, из-за которых снижается прочность. Значительное превышение критических отметок при закалке провоцирует образование трещин.
Однако стали 40Х, 45Х, 50Х и 30Х охлаждают в масле. Для других оптимальной средой охлаждения является воздух и вода. При данных условиях металл приобретает нужную твердость, улучшает свойства, которые изменяются в результате обработки. Интенсивность охлаждения определяется количеством перлита и параметрами литых заготовок. Чем оно интенсивней, тем больше перлита и прочней получается структура металла. В сравнении с отожженной сталью высоко- и среднеуглеродистый сплав становится прочней и тверже на 15-10%. Обдув воздушным потоком может протекать при скорости до 800 град/сек. В зависимости от типа стали охлаждающей средой, помимо воды и минерального масла, бывает расплавленная соль. Охлаждение должно быть правильным и интенсивным.
Если оно быстрое, прочность и твердость металла увеличиваются. При медленном протекании процесса металл теряет свои свойства. Конструкционную сталь нормализуют на улице, а не в печи. Она подвергается сверлению, точению, фрезеровке. При исправлении нарушенной структуры сплавов прибегают к двухступенчатому охлаждению. При этом перлитовые пластины преобразуются в зерна. Металл нагревают до показателей, превышающих критическую отметку. Затем ее снижают до 700, выдерживают до 500 градусов. После этого подвергают длительному остыванию. Данную нормализацию называют сфероидизирующей. В результате нее металл становится податливым резке.
По такому принципу обрабатывают сплавы с содержанием 0,65% углерода. Время выдержки металла зависит от его структуры. Чем она грубей, тем больше требуется времени.
Нормализация стали

Нормализация стали – это процесс, направленный на придание сплаву новых механических свойств. Результат зависит от процентного содержания углерода в исходном материале. Обработанная таким образом сталь становится более твердой и менее пластичной.
Цель нормализации стали
В процессе нормализации сталь нагревают до температуры на 30–50 °C выше верхней критической точки, после чего охлаждают. Данный процесс не входит в число основных методов термообработки, так как является разновидностью отжига или закалки в зависимости от марки сплава и габаритов заготовки.
Нормализация доэвтектоидных сталей позволяет сформировать однородную структуру с мелким зерном и иногда используется в малоуглеродистых сплавах вместо отжига. В случае с заэвтектоидными сталями данный процесс призван избавить металл от ценментитной сетки.
Нормализация необходима для изменения микроструктуры материала и используется для:
- снижения внутреннего напряжения;
- перекристаллизации крупного зерна в мелкое;
- доведения до необходимого состояния поковок или промежуточных заготовок, изготовленным методом пластической деформации;
- изменения свойств отливок посредством нормализации стали, то есть изделий, созданных при помощи заливки расплава в формы;
- получения новых характеристик материала сварных швов.
Нормализацией стали достигают разных, нередко даже противоположных целей. Посредством этого вида термообработки удается увеличить или снизить твердость, вязкость готового изделия или изменить прочностные характеристики. Конкретный эффект зависит от термических и механических свойств сплава.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
После такой обработки отливки приобретают гомогенизированную структуру, в них уменьшаются остаточные напряжения, металл становится более подверженным термическому упрочнению. В изделиях, полученных воздействием давлением, наблюдается снижение полосчатости, упорядочивается размер зерна в структуре.
В сочетании с отпуском данная процедура позволяет отказаться от закаливания металла, чтобы избежать формирования зон с дефектами. Это наиболее значимо для изделий с резким изменением размеров сечения.
Данный подход позволяет добиться следующих целей:
- улучшить структуру металла перед закалкой;
- повысить обрабатываемость посредством резания;
- избавиться от вторичного цементита благодаря нормализации заэвтектоидной стали;
- подготовить металл к финальной термообработке.
Принципы нормализации стали
Метод обычно применяется как промежуточная стадия во время улучшения строения сплава. Он может использоваться на завершающем этапе при работе с таким сортовым прокатом, как узкие стальные брусья, укладываемые на железнодорожные шпалы, рельсы, металлические изделия с сечением в форме буквы «П», то есть швеллеры, пр.

При нормализации сталь нагревают до степени, которая превышает критические значения на 30–50 °С. Далее металл выдерживают и остужают.
Подбор температуры осуществляют в соответствии с типом сплава. Заэвтектоидные стали проходят нормализацию в промежутке между точками Ас1 и Ас3, а доэвтектоидные требуют нагрева выше Ас3. Металлам первого типа сообщается одинаковая твердость, поскольку равная доля углерода переходит в раствор. Таким образом, фиксируется одинаковое количество аустенита, а в структуре остаются только мартенсит и цемент. Второй компонент обеспечивает материалу дополнительную стойкость к износу, твердость.
При нормализации углеродистой стали с высоким содержанием углерода и ее нагреве до уровня выше Ас3 наблюдается повышение внутренних напряжений. Это вызывает увеличение аустенитных зерен и содержания данного компонента на фоне снижения температуры мартенситного превращения. Последнее происходит в результате роста доли углерода. Данные процессы вызывают снижение твердости, прочности металла.
Нагрев доэвтектоидного сплава свыше показателя Ас3 позволяет сообщить ему большую вязкость. Это объясняется тем, что в низкоуглеродистых сталях формируется мелкозернистый аустенит, а после снижения нагрева он превращается в мартенсит, характеризующийся мелкими кристаллами. Применение температуры в пределах Ас1–Ас3 чревато получением структуры феррита, которая негативно сказывается на твердости после нормализации стали и механических показателях после отпуска.
Продолжительность выдержки влияет на уровень гомогенизации. В норме на эту операцию закладывают час на каждые 25 мм толщины металла.
Интенсивность охлаждения подбирают в соответствии с необходимым содержанием перлита и размерами его пластин. Из-за увеличения интенсивности повышается содержание перлита, при этом сокращаются промежутки между пластинами и их толщина. Так удается повысить твердость, прочность металла. А при низкой интенсивности охлаждения сплав характеризуется меньшей прочностью и твердостью.
В процессе нормализации стали заготовок, имеющих значительные перепады сечения, стараются сократить термические напряжения, чтобы металл не коробился, – таким образом поступают при нагреве и охлаждении. Прежде чем приступить к основному этапу обработки, температуру металла поднимают в соляной ванне.
При достижении температуры нижней критической точки изделие нередко остужают ускоренным способом, погрузив его в масло или воду.
После нормализации микроструктура стали претерпевает изменения, а именно снижаются внутренние напряжения, запускается процесс перекристаллизации, который влечет за собой уменьшение размера зерна.
Одним из способов изменения параметров стали является термообработка. Она включает несколько методов, одним из которых является нормализация. Далее рассмотрены принципы и применение данной технологии, отличия ее от прочих методов этой группы.

Общие положения
Принцип большинства технологий термической обработки подразумевает нагрев и выдержку сталей и охлаждение, что изменяет их строение. Несмотря на один принцип и сходные цели, каждая из них имеет определенные температурные и временные режимы. Термообработка может служить и в качестве промежуточного этапа, и выполнять роль окончательного технологического процесса. В первом случае такие методы используются для подготовки материала к последующей обработке, а во втором данным способом придают новые свойства.
Нормализацией стали называют процесс нагрева, выдержки материала, его последующего охлаждения на воздухе.
В результате формируется нормализованная структура. Этим объясняется название данного способа обработки.
Нормализация применяется для разных сталей, а также отливок. К тому же данной операции подвергают для измельчения структуры материала сварные швы.
Принципы
Суть нормализации состоит в нагреве стали до температуры, превышающей верхние критические значения температуры на 30 — 50°С , выдержке и охлаждении.
Температуру подбирают на основе типа материала. Так, заэвтектоидные варианты следует нормализовать в температурном интервале между точками Ас1 и Ас3, в то время как для доэвтектоидной стали используют температуры более Ас3. В результате все материалы первого типа приобретают одинаковую твердость ввиду того, что в раствор переходит одинаковое количество углерода, и фиксируется одинаковое количество аустенита. Получается состоящая из мартенсита и цемента структура.
Второй компонент способствует повышению износостойкости и твердости материала. Нагрев высокоуглеродистой стали более Ас3 ведет к увеличению внутренних напряжений вследствие роста зерен аустенита и повышению его количества за счет возрастания концентрации углерода в нем, приводящей к снижению температуры мартенситного превращения. Из-за этого сокращаются твердость и прочность.
Что касается доэвтектоидной стали, при нагреве более Ас3 она получает повышенную вязкость. Это обусловлено тем, что в низкоуглеродистой стали при этом образуется мелкозернистый аустенит, который после охлаждения переходит в мелкокристаллический мартенсит. Температуры между Ас1 и Ас3 не используют для обработки таких материалов, так как структура доэвтектоидной стали в данном случае получает феррит, снижающий ее твердость после нормализации и механические свойства после отпуска.

Оптимальные температуры нагрева при различных видах термообработки
Время выдержки определяет степень гомогенизации структуры. Нормативным показателем считают час выдержки на 25 мм толщины.
Интенсивность охлаждения в существенной степени определяет количество перлита и размеры пластин.
Так, существует прямая зависимость между данными величинами. То есть с повышением интенсивности охлаждения формируется больше перлита, расстояние между пластинами и их толщина сокращаются. Это увеличивает твердость и прочность нормализованной стали. Следовательно, низкая интенсивность охлаждения способствует образованию материала меньшей прочности и твердости.
К тому же при обработке предметов с большими перепадами сечения стремятся снизить термические напряжения во избежание коробления, причем и при нагреве, и при охлаждении. Так, перед началом работ их нагревают в соляной ванне.
При снижении температуры обрабатываемого изделия до нижней критической точки допустимо ускорение охлаждения путем помещения его в масло или воду.
Таким образом, нормализация сокращает внутренние напряжения, измельчает крупнозернистую структуру поковок, отливок, сварных швов путем перекристаллизации. То есть изменяется микроструктура стали.
Назначение
Нормализацию используют в различных целях. Путем осуществления данных работ как повышают, так и наоборот снижают твердость стали, ударную вязкость и прочность. Это определяется термической и механической историей материала. Данную технологию применяют с целью сокращения остаточных напряжений либо улучшения степени обрабатываемости материала различными методами.
Стальные отливки подвергают такой обработке для гомогенизации структуры, повышения подверженности термическому упрочнению, сокращения остаточных напряжений.
Получаемые путем обработки давлением предметы нормализуют после ковки и прокатки для сокращения разнозернистости структуры и ее полосчатости соответственно.
Нормализация с отпуском служит в качестве замены закалки для предметов сложной формы либо с резкими перепадами по сечению. Данный способ позволяет избежать дефектов.

Процесс нормализации стали
Кроме того, нормализацию используют с целью измельчения крупнозернистой структуры, улучшения структуры перед закалкой, повышения обрабатываемости резанием, устранения сетки вторичного цемента в заэвтектоидной стали, подготовки к завершающей термической обработке стали после нормализации.
Близкие процессы
Термическая обработка стали, помимо нормализации, включает отжиг, отпуск, закалку, криогенную обработку, дисперсионное твердение. Цель нормализации, как и принцип осуществления, совпадает с названными технологиями. Поэтому далее проведено сравнение данных процессов.
Отжиг дает более тонкую структуру перлита, так как подразумевает охлаждение в печи. Его применяют в целях снижения структурной неоднородности, напряжения после обработки литьем или давлением, придания мелкозернистой структуры, улучшения обработки резанием.
Принцип закалки аналогичен, за исключением больших температур, чем при нормализации, и повышенной скорости охлаждения, благодаря тому, что его производят в жидкостях. Закалка повышает прочность и твердость, как и нормализация. Однако полученные таким способом детали отличаются хрупкостью и пониженной ударной вязкостью.
Отпуск используется после закалки для сокращения хрупкости и напряжений. Для этого материал нагревают до меньшей температуры и охлаждают на воздухе. С ростом температуры падают предел прочности и твердость, и увеличивается ударная вязкость.
Дисперсионное твердение, относящееся также к окончательной обработке, подразумевает выделение дисперсных частиц в твердом растворе после закалки при меньшем нагреве с целью упрочнения.
Благодаря криогенной обработке материал получает равномерную структуру и твердость. Такая технология особо актуальна для закаленной углеродистой стали.
Применение
Выбор какого-либо из рассмотренных способов обработки определяется концентрацией в стали углерода. Для материалов с величиной данного показателя до 0,2% предпочтительнее использовать нормализацию. Стали с количеством углерода 0,3 — 0,4% обрабатывают и нормализацией, и отжигом. В таких случаях выбор способа осуществляют на основе требуемых свойств материала. Так, нормализация стали придает ей мелкозернистую структуру, большие прочность и твердость в сравнении с отжигом. Кроме того, данная технология является более производительным процессом. Следовательно, при прочих равных условиях она более предпочтительна. Закалке ее предпочитают ввиду хрупкости получаемых таким способом изделий и при обработке предметов с перепадами сечения во избежание дефектов.
Таким образом, нормализацию можно считать промежуточной технологией по отношению к ним: она дает материал большей твердости, чем отжиг, но менее хрупкий в сравнении с закалкой, улучшая структуру и сокращая напряжения. Ввиду этого нормализация получила в машиностроении более обширное распространение.
Термообработка стали

Термообработка стали является одной из обязательных процедур, позволяющих придать заготовкам и деталям требуемые свойства. Она может проводиться на разных этапах изготовления, при этом химический состав материала не меняется.
Такой процесс позволяет повысить обрабатываемость деталей, снять остаточное напряжение и в целом улучшить эксплуатационные характеристики. Подробнее о термообработке стали, а также о том, на каких этапах ее можно проводить, расскажем далее.
Задачи термообработки стали по ГОСТу
Термообработка стали выполняется при максимальной температуре, в процессе которой происходит:
- повторная кристаллизация стали,
- переход железа из гамма- в альфа-форму,
- преобразование крупных частиц в пластины.
Эксплуатационные свойства стали и легкость металлообработки непосредственно зависят от внутренней структуры двухфазной смеси.
Главное назначение термообработки стали:
- Создание прочных термоустойчивых износо- и коррозионностойких готовых стальных изделий.
- Снятие в заготовках внутреннего напряжения после литья, горячее и холодное штампование, глубокая вытяжка стали. При этом повышается ее пластичность и облегчается обработка резанием.
Термообработку применяют к таким типам сталей, как:
- углеродистая и легированная,
- с содержанием углерода от 0,25 % до 0,7 %,
- конструкционная, инструментальная и специальная,
- различного качества.
Качество термической обработки стали зависит от следующих основных параметров:
- продолжительность (скорость) нагрева,
- температура нагрева,
- длина выдержки при указанной температуре,
- интенсивность (период охлаждения).
Чтобы получить разные виды термической обработки стали, можно менять вышеперечисленные параметры.
4 основных вида термообработки стали
Термообработка стали – это процесс изменения внутреннего строения и структуры стали за счет воздействия на нее нагрева, выдержки и охлаждения. На каждом этапе тепловой обработки необходимо строгое соблюдение температуры, скорости и продолжительности, зависящие от доли углерода и легирующих элементов в сплаве. При нагревании происходят изменения структуры материала, а при охлаждении эти структурные изменения протекают в обратном порядке.

Виды тепловой обработки:
- Отжиг:
- гомогенизация,
- рекристаллизация,
- изотермический отжиг,
- отжиг для устранения напряжений,
- отжиг полный,
- неполный отжиг.
- Закалка
- Нормализация
- Отпуск:
- низкий,
- средний,
- высокий.
Далее приведены подробности каждого вида термообработки.
Как стали и сплавы подвергаются термообработке
При отпуске
Данный вид термообработки очень часто используется в машиностроении при производстве стальных изделий различного назначения. Чтобы уменьшить внутреннее остаточное напряжение, отпуск применяется с закалкой. Данный метод позволяет получить прочный материал, снять его хрупкость, возникающую при влиянии повышенной температуры.

Еще одно важное предназначение отпуска – это повышение ударной вязкости металла, благодаря чему уменьшается его твердость. Поэтому сильное внешнее воздействие жесткими предметами не повредит поверхность материала.
Пользуются такой таблицей цветов побежалости при термообработке стали для уточнения режимов температуры:
Температура (°С)
Цвет каления
Очень темно-красный (видимый в темноте)
Типы технологии отпуска:
Данный метод применяют для получения мартенситной структуры стали. Главная его функция – максимально повысить вязкость материала с сохранением его жесткости.

Обычная температура нагревания – +150 °С, максимальная – не более +250 °С. При обычном нагреве металл держат около 1,5 часа. Охлаждают в масле или на воздухе, чтобы увеличить прочность заготовки или готовой детали.
Применяют низкий отпуск при изготовлении измерительных инструментов или различных изделий для резания.
Обычная температура нагрева при обработке – не более +340 °С. Отличительная особенность метода – увеличение максимальной температуры до +500 °С. Охлаждение производится воздухом.
Главная цель – переход от мартенситной структуры в троостит. Это позволяет увеличить вязкость материала с понижением его твердости. Данная технология применяется при производстве деталей, которые используют под сильными нагрузками.
Самый эффективный метод, позволяющий уменьшить высокое внутреннее напряжение. Материал нагревают до температуры от +450 до + 600 °С, чтобы повысить его вязкость и пластичность без снижения прочности. Сложный, но оптимальный способ при производстве ответственных деталей. Применяется при термообработке для большинства конструкционных сталей.
При отжиге
Отжиг – это вид термообработки стали, который используют для получения равновесной однородной внутренней структуры стали и значительного уменьшения ее напряжения. При обработке материал нагревают до высокой температуры, выдерживают и долго охлаждают.

В промышленности используют некоторые подвиды термической обработки:
При закалке
Закалка так же, как и отпуск – самый распространенный метод термообработки. Она необходима для повышения таких показателей стали, как твердость, максимальная упругость и износостойкость. С помощью данной обработки уменьшают предел прочности на сжатие и растяжение. Для улучшения эксплуатационных свойств такой термообработке часто подвергаются инструментальные стали.

Закалка – наиболее старый способ термообработки. Его особенность – быстрое охлаждение стали, нагретой до максимальной температуры. Максимум нагревания зависит от марки стали. Главное – учесть, при каком температурном режиме начинается процесс изменения внутренней кристаллической решетки.
От изменения марки сплава меняются следующие параметры:
- Охлаждающая среда. Наиболее легкий метод – окунание в воду. Чтобы улучшить показатели стали, охлаждение происходит с применением масла, инертного газа или соленых растворов.
- Скорость охлаждения. Зависит от начальной температуры нагревания. Отличаться может и температура газа, раствора с содержанием соли и воды.
- Нагревание. Подбирается на основании предела, при котором происходит изменение внутренней структуры. Для большинства марок сплавов – это +900 °С.
При нормализации
Нормализация – вид термообработки стали, при котором меняется структура и измельчается зерно внутри сплава. Такой процесс подходит для низкоуглеродистой и легированной стали.
Основное превосходство данной обработки – увеличение твердости стали до 300 НВ. Есть возможность применять заготовки, полученные горячекатаным способом. Повышается прочность, износостойкость и вязкость стали. Благодаря этому следующий этап обработки проходит легче.
Охлаждающая среда – воздух. Предел температуры нагревания – увеличение еще на 50 °С к установленному максимуму для конкретной марки стали.
Нюансы термообработки стали разных марок, а также цветных сплавов
Термообработка легированных сталей марок 20Х, 15ХГН2ТА, 4Х5МФС, 20Х2Н4А, 50ХГФА, 6ХВ2С, 18ХГ, У9, 45Г2, 20ХГР, 38ХН3МА, 7Х3, 20ХН3А имеет общие требования для мартенсита, перлитных и аустенитных сплавов. Есть определенные критичные точки на графике для получения перлита, мартенсита, аустенитовой или ферритовой стали. Термическая обработка таких сплавов происходит с помощью длительного нагревания до определенной температуры.

Также этот процесс сопровождается затяжной выдержкой и медленным охлаждением. Но надо иметь в виду, что при закалке охлаждение более быстрое. Законы физики объясняют, почему происходит медленное нагревание и остывание: чем выше теплообмен, тем ниже вероятность повреждения сплава. Нагрев выполняют постепенно, по всей поверхности изделия.
После термообработке нержавеющей стали марок 07Х16Н6, 20Х13, 20Х14, 20Х16, 20Х18Н9Т и подобные сплавы (имеющие в маркировке обозначение «Х» – процент хрома в массе) оставляют медленно остывать в печи. Также сюда можно отнести сплавы с содержанием хрома 13 % и выше по весу заготовки. В составе печи для отложенного накаливания на некоторых производствах применяют электрообогревательное оборудование, которое будет нагревать металл по определенному алгоритму. Это позволит соблюсти технологию изготовления.
При термообработке аустенитные стали в печи временно нагревают до +1 150 °С. После нужной выдержки каленую сталь охлаждают в масле до окончательного остывания или по определенному алгоритму. Это позволяет добиться устойчивой внутренней структуры. Сплав при этом улучшает все свои свойства.
В зависимости от того, какой род стали нужно получить, простые углеродистые стали марок Ст3, Ст4, Ст5, Ст6, Ст8, Ст10, Ст15, Ст20, Ст25, Ст30, Ст35, Ст40, Ст45, Ст50, Ст55, Ст60, Ст75, содержащие сотые доли углерода по массе заготовок, нормализуют и отпускают, отжигают по общей технологии «мартенсит – перлит – аустенит – феррит». Основная задача – повышение устойчивости молекулярной связи в кристаллической решетке и снижение хрупкости.
Термообработка цветных сплавов отличается от других металлов особенной кристаллической решеткой, увеличенной или уменьшенной теплопроводностью и химической реакции на кислород и водород:
- При термической обработке алюминиевых и медных сплавов нет сложностей с накаливанием, а для титанового сплава – это основная проблема, так как его тепловая проводимость ниже в 15 раз, чем у алюминиевого.
- Медные сплавы при максимальной температуре контактируют с кислородом, на основании этого термообработка проводится в защитной среде.
- Сплавы с алюминием фактически пассивны к атмосферным газам, а титановый сплав, наоборот, наводороживается. Поэтому для снижения процента водорода титан обрабатывают в вакуумной среде. Термообработка стали из деформируемых металлов с алюминием (профили, трубы, уголки) выполняется с соблюдением температуры нагревания +450–500 °С.
Рекомендуем статьи
Термическую обработку невозможно увидеть без специальных устройств. Чтобы оценить результат, полученный термистами, нужно воспользоваться микроскопом по микрошлифам или приборами для измерения механических свойств металла.
Термообработка стали играет огромную роль в формировании всех характеристик готовых изделий. Благодаря ей повышается износостойкость и эксплуатационная прочность деталей, и, как следствие, улучшается работа машин или механизмов. Также по справочнику, содержащему сведения по термообработке стали, можно уточнить свойства и конструктивные схемы изделий, используемых в термоцехах.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: