Допускается ли правка деформированных стальных конструкций без их предварительного нагрева
Обновлено: 09.05.2024
4.1.4. В ППР наряду с требованиями настоящего свода правил, СП 48.13330, соответствующих стандартов и рабочих чертежей марок КМ и КМД должны быть предусмотрены: последовательность установки конструктивных элементов; мероприятия, обеспечивающие требуемую точность установки; пространственную неизменяемость конструкций в процессе их укрупнительной сборки и установки в проектное положение; устойчивость конструкций и частей здания (сооружения) в процессе возведения; степень укрупнения конструкций и безопасные условия труда.
4.1.5. Все технологические процессы и операции монтажа и демонтажа стальных конструкций всех видов зданий и сооружений должны быть разработаны в ППР, при любых методах производства работ, включая подращивание, надвижку, вертолетный монтаж.
4.1.6. Монтажная оснастка: полиспасты, стропы, траверсы, стенды, кантователи и т.п. должны быть разработаны в ППР.
4.1.7. Для крупных и уникальных объектов выбор метода монтажа стальных конструкций определяется на основании вариантов, разрабатываемых в ППР.
4.1.8. К акту сдачи объекта в эксплуатацию прикладывается документация, перечень которой указывается в проекте сооружения и в ППР.
4.2. Подготовка конструкций к монтажу
4.2.1. Конструкции, поставляемые на монтаж, должны отвечать требованиям соответствующих стандартов и рабочих чертежей марок КМ и КМД.
Решение об исправлении, усилении поврежденных конструкций или замене их новыми должно приниматься авторами чертежей марки КМ.
4.2.3. Холодную правку конструкций следует производить способами, исключающими образование вмятин, выбоин и других повреждений на поверхности проката.
4.2.4. При производстве монтажных работ запрещаются ударные воздействия на сварные конструкции из сталей:
4.3. Укрупнительная сборка
4.3.1. При отсутствии в рабочих чертежах специальных требований на предельные отклонения размеров, определяющих собираемость конструкций (длина элементов, расстояние между группами монтажных отверстий), при сборке отдельных конструктивных элементов и блоков, не должны превышать величин, приведенных в таблице 4.1.
4.4. Установка, выверка и закрепление
4.4.1. Проектное закрепление конструкций (отдельных элементов и блоков), установленных в проектное положение, с монтажными соединениями на болтах следует выполнять сразу после инструментальной проверки точности положения и выверки конструкций, кроме случаев, оговоренных в дополнительных правилах настоящего раздела или в ППР.
Число болтов и пробок для временного крепления конструкций надлежит определять расчетом; во всех случаях болтами должна быть заполнена 1/3 и пробками 1/10 всех отверстий, но не менее двух.
4.4.2. Конструкции с монтажными сварными соединениями надлежит закреплять в два этапа - сначала временно, затем по проекту. Способ временного закрепления должен быть указан в ППР в соответствии с чертежами марки КМ.
4.4.3. Соответствие каждого блока проекту и возможность выполнения на нем смежных работ надлежит оформлять актом с участием представителей монтажной организации, собравшей конструкции блока, и организации, принимающей блок для выполнения последующих работ.
4.4.4. Блоки покрытий из конструкций типа "структур" собираются по нормативной документации заводов-изготовителей.
4.5. Монтажные соединения на болтах без контролируемого натяжения
4.5.1. При сборке как расчетных, так и нерасчетных срезных соединений, а также соединений, в которых болты установлены конструктивно, отверстия в деталях конструкций должны быть совмещены, а детали зафиксированы от смещения сборочными пробками (оправками) и плотно стянуты болтами. В соединениях с двумя отверстиями сборочную пробку устанавливают в одно из них. В расчетных соединениях разность номинальных диаметров отверстий и болтов не должна превышать 3 мм.
4.5.2. В расчетных соединениях с работой болтов на срез и соединяемых элементов на смятие допускается "чернота" (несовпадение отверстий в смежных деталях собранного пакета) до 1 мм - в 50% отверстий, до 1,5 мм - 10% отверстий. В случае несоблюдения этого требования, с разрешения разработчика чертежей марок КМ или КМД, отверстия следует рассверлить на ближайший больший диаметр с установкой болта соответствующего диаметра.
В собранном пакете болты заданного в чертежах марок КМ или КМД диаметра должны пройти в 100% отверстий. Допускается прочистка 20% отверстий сверлом, диаметр которого равен диаметру отверстия, указанного в чертежах КМД.
В соединениях с работой болтов на растяжение, а также в нерасчетных соединениях чернота не должна превышать разности номинальных диаметров отверстия и болта.
4.5.3. Запрещается применение болтов и гаек, не имеющих клейма предприятия-изготовителя и маркировки, обозначающей класс прочности.
Каждая партия болтов, гаек и шайб должна быть снабжена сертификатом качества с указанием результатов механических приемо-сдаточных испытаний.
При выполнении соединений на болтах без контролируемого натяжения болты, гайки и шайбы устанавливают в соединения без удаления заводской консервирующей смазки, а при ее отсутствии резьбу болтов и гаек смазывают минеральным маслом по ГОСТ 20799.
Допускается установка одной такой же шайбы под головки болтов. В необходимых случаях следует устанавливать косые шайбы (ГОСТ 10906).
Резьба болтов, в том числе сбег резьбы, не должны входить вглубь отверстия более чем на половину толщины крайнего элемента пакета со стороны гайки.
4.5.5. Решения по предупреждению самоотвинчивания гаек - постановка пружинных шайб (ГОСТ 6402), контргаек или других способов закрепления гаек от самоотвинчивания - должны быть указаны в рабочих чертежах марки КМ.
Применение пружинных шайб не допускается при овальных отверстиях, при разности номинальных диаметров отверстия и болта более 3 мм, при совместной установке с круглой шайбой (ГОСТ 11371), а также в соединениях на болтах, работающих на растяжение. Запрещается стопорение гаек путем забивки резьбы болта или приварки гаек к стержню болта.
В конструкциях, воспринимающих статические нагрузки, гайки болтов, затянутых на усилие свыше 50% расчетного предела прочности стали болта, допускается дополнительно не закреплять. Фундаментные болты должны комплектоваться в соответствии с ГОСТ 24379.0.
4.5.6. Гайки и контргайки болтов диаметром 12 - 27 мм следует затягивать до отказа, от середины соединения к краям, с усилием 294 - 343 Н (30 - 35 кгс) монтажными ключами. Длина ключа должна составлять для болтов М12 - 150 - 200 мм; М16 - 250 - 300 мм; М20 - 350 - 400 мм; М22 - 400 - 450 мм; М24 - 500 - 550 мм; М27 - 550 - 600 мм или динамометрическими ключами по ГОСТ Р 51254.
4.5.7. Гайки и головки болтов, в том числе фундаментных, после затяжки должны плотно (без зазоров) соприкасаться с плоскостями шайб или элементов конструкций, а резьба болтов выступать из гаек не менее чем на один виток с полным профилем.
4.5.8. Контактные поверхности соединяемых элементов должны быть очищены от загрязнения, заусенцев, льда и других неровностей, препятствующих плотному их прилеганию. Плотность стяжки собранного пакета надлежит контролировать щупом толщиной 0,3 мм, который не должен проникать между собранными деталями в зону, ограниченную шайбой.
4.5.9. Качество затяжки постоянных болтов в расчетных соединениях следует проверять монтажными ключами длиной и с усилием, указанными в 4.5.6.
Качество затяжки болтов в нерасчетных соединениях, а также сборочных болтов сварных соединений следует проверять остукиванием молотком массой 0,4 кг, при этом болты не должны смещаться.
4.6. Монтажные соединения на болтах, в том числе высокопрочных, с контролируемым натяжением
4.6.1. Выполнение соединений на болтах с контролируемым натяжением должно проводиться рабочими, прошедшими специальное обучение, подтвержденное соответствующим удостоверением.
4.6.2. Соприкасающиеся поверхности деталей фрикционных (сдвигоустойчивых), фрикционно-срезных и фланцевых соединений должны быть обработаны способом, предусмотренным в чертежах марок КМ, КМД.
Сборку соединений следует производить не позже трех суток после обработки соприкасающихся поверхностей. На соприкасающихся поверхностях не допускается наличие грязи, масла, образование льда и других загрязнений, препятствующих плотному прилеганию деталей или способствующих снижению указанной в чертежах марок КМ, КМД расчетной величины коэффициента трения. При превышении срока между обработкой соприкасающихся поверхностей и сборкой соединений более трех суток проводится повторная обработка.
Требование повторной обработки не распространяется на налет ржавчины, образующийся на соприкасающихся поверхностях после их очистки, а также на случай попадания на них атмосферных осадков в виде влаги или конденсации водяных паров.
Состояние поверхностей после обработки и перед сборкой следует контролировать и фиксировать в журнале (см. Приложение Д).
4.6.3. Перепад поверхностей (депланация) стыкуемых деталей свыше 0,5 и до 3 мм должен быть ликвидирован механической обработкой путем образования плавного скоса с уклоном не круче 1:10.
СП 53-101-98 Изготовление и контроль качества стальных строительных конструкций
1 РАЗРАБОТАН ОАО Концерн "Стальконструкция" и НИПИПромстальконструкция с участием ЦНИИПроектлегконструкция, НПП "Энергостройпром", ЦНИИпроектстальконструкция им. Мельникова, Южно-Уральского государственного университета и ОАО "Челябинский ЗМК"
Д-р техн. наук В.М.Барышев, канд. техн. наук В.Ф.Беляев, д-р техн. наук Р.Г.Губайдулин, канд. техн. наук Д.В.Кулик, д-р техн. наук В.В.Каленов, канд. техн. наук Д.М.Крамаренко, канд. техн. наук К.О.Лукьянов, А.Н.Секретов, В.Г.Столовицкий, Г.В.Тесля-Тесленко, канд. техн. наук А.К.Тиньгаев, д-р техн. наук А.Б.Павлов, В.Б.Якубовский
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий Свод правил (далее - СП) содержит общие положения по заводскому изготовлению и контролю качества стальных строительных конструкций зданий и сооружений промышленного, общественного и жилого назначения.
Положения настоящего СП рекомендуются предприятиям, организациям и объединениям независимо от форм собственности и принадлежности, осуществляющих изготовление стальных конструкций, а также органам надзора:
2 НОРМАТИВНЫЕ ССЫЛКИ
3 ОБЩИЕ ПОЛОЖЕНИЯ
3.1 Изготовление стальных строительных конструкций (далее - ССК) осуществляют предприятия и организации, имеющие государственные лицензии Российской Федерации, дающие право на изготовление конструкций соответствующих групп согласно классификации, принятой в СНиП II-23-81*.
3.2 Общие требования по проектированию и изготовлению ССК изложены в СП согласно требованиям СНиП II-23-81*.
3.3 Для запуска в производство конструкций предприятие-изготовитель на основании проектной документации разрабатывает технологическую документацию, форма и объем которой зависят от специфики производства и сложности изделий.
4 ПРИЕМКА КОНСТРУКТОРСКОЙ ДОКУМЕНТАЦИИ, ВХОДНОЙ КОНТРОЛЬ И ХРАНЕНИЕ МЕТАЛЛОПРОКАТА, СВАРОЧНЫХ И ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ, КРЕПЕЖНЫХ ИЗДЕЛИЙ
4.1 Вся поступающая на предприятие конструкторская документация должна быть рассмотрена и проанализирована с целью:
- оценки экономической целесообразности изготовления конструкций в условиях конкретного производства;
При положительном результате проверки конструкторской документации техническим руководителем предприятия принимается решение о передаче объекта в производство. По сложным и уникальным объектам решение принимается на техническом совете предприятия.
Поступающие на предприятия от поставщиков металлопрокат (прокат), сварочные, лакокрасочные материалы и крепежные изделия при приемке должны быть проверены службой технического контроля предприятия по количеству, комплектности и соответствию стандартам, техническим условиям (ТУ), договорам о поставке, наряд-заказам.
4.2 Вид и план входного контроля устанавливают технические службы предприятия, при необходимости по согласованию с поставщиком.
4.3 На каждый принятый вагон металлопроката, вид проката, марку стали, плавку должен быть составлен приемочный акт.
- количество по теоретической массе, сортамент и марки сталей по наряд-заказам, клеймам или биркам предприятия-поставщика;
- отсутствие видимых в прокате расслоений, трещин, раковин, закатов, вмятин и общих деформаций, превышающих допустимые соответствующими стандартами и ТУ.
4.3.3 После приемки производят дополнительную маркировку проката: наносят белой краской номер приемочного акта и цветной - марку стали в соответствии с системой, принятой на предприятии.
4.3.4 На складе металла следует вести компьютерный, картотечный или журнальный учет движения проката по его приходу и расходу. Учет следует вести по каждому профилю проката с учетом марки стали и номера приемочного акта.
4.4 При приемке сварочных и лакокрасочных материалов, крепежных изделий необходимо выполнять следующие правила.
4.4.1 Проверять наличие сопроводительного документа, в котором должно быть указано наименование материала, номер партии и показатели, удостоверяющие соответствие материала требованиям нормативно-технической документации (НТД).
4.4.4 Результаты приемки оформляют приемочным актом и включают в общую систему движения материалов на предприятии.
Допускается ли правка деформированных стальных конструкций без их предварительного нагрева
Деформированные прогоны допустимы?
Добрый день! Начала трудовую деятельность по кап. Ремонту и строительству. Прошу помочь в следующем: производится капитальное строительство цеха. На ферму положили прогоны из швеллера, 4 прогона деформированы в пролете, на что прораб говорит, что в этом нет никакой проблемы, главное что в местах связи с фермой все впорядке. Я на практике не знаю правильно ли это? Действительно не стоит волноваться и настаивать на замене прогонов? Извините, если глупый вопрос.
Прогоны под замену однозначно. Все элементы не должны иметь изменений геометрической формы. Пункт нормативки не подскажу, но это должно контролироваться при приемке проката, так думаю.
lelenohsek, для начала объясните свою роль в строительном процессе. Вы проектировщик(авторский надзор), тех надзор, мастер, руководитель строительной организации, мимо проходящая гражданка? Вне зависимости от вашей роли форма прогонов должна соответствовать рабочей документации и ГОСТу на прокат в котором указаны предельные допуски деформаций изделий. Если Вы ведете авт. надзор, то либо согласуйте деформированные прогоны, но перед этим проверьте выполнение требований нормативных документов(СНиПов), либо пишите замечания строителям. Если вы не проектировщик - согласуйте измененную форму прогонов с проектировщиками(авторами проекта). А сказать не видя ни проекта, ни гнутых прогонов допустимо ли положить эти прогоны и куда не возможно. Скорее всего не допустимо. Если выгиб вбок, то при загружении будет кручение прогона, чего он не выдержит скорее всего. Если выгиб вниз - скорее всего нарушение по предельным деформациям.
Деформирован в бок. Работаю инженером эксплуатации зданий и сооружений, проверяю псд и выполнения по кап ремонту. Но на данный момент заменяю человека, курирующего кап.строй. Спасибо! Тоже понимаю, что недопустимо применять деформированные прогоны, но только интуитивно
Нач. группы ОЗиС
СНиП 3.03.01-87 НЕСУЩИЕ И ОГРАЖДАЮЩИЕ КОНСТРУКЦИИ
4. МОНТАЖ СТАЛЬНЫХ КОНСТРУКЦИЙ
Подготовка конструкций к монтажу
1.6. Конструкции, изделия и материалы, применяемые при возве-
дении бетонных, железобетонных, стальных, деревянных и каменных
конструкций, должны отвечать требованиям соответствующих стандар-
тов, технических условий и рабочих чертежей.
Советую купить фотоаппарат и сразу выкладывать фотографии прогонов. Если сейчас прогон в плане представляет собой кривую фигуру - смотрите, насколько оно выгнуто. Но, если заметили визуально, то скорее всего сильно. Прорабу по шее, пусть меняет.
Спасибо за советы! На работе бы так все объясняли)) опыта практического очень мало, но так хочется научится и все понимать.
вообще смотря как и смотря насколько выгнут. не исключено что прораб дело говорит, и таких прогонов видел тысячи, там где они эксплуатируются под нагрузкой десятилетиями.
швеллер вообще часто имеет коробление.
ETCartman, если с шагом в метр лежит 30-й швеллер - то да, ему кручение не страшно, он его будет держать. Особенно если расчетный случай не наступил)
да даже и обычный прогон - возможно не страшно. кручение стесненное там так или иначе всегда есть, условно рассчитывается без него. это не сжатый элемент, где выгибы явно снижают предельную нагрузку на устойчивость, а просто локальные напряжения могут вполне быть и сильно выше предела текучести - ничего подобного разрушению это означать не будет.
(если конечно этот прогон случайно не является одновременно подкрановой балкой для тяжелого режима работы)
ETCartman, выгиб из плоскости для изгибаемого, как мне кажется, вещь тоже весьма опасная. Возьмите длинный тонкий лист с высотой в 1/20 пролета (линейка пластиковая - мой любимый образец любой конструкции). Надавите сверху - держать будет неслабо, пока устойчивость не потеряет. А если выгнуть из плоскости и надавить? Даже не подумает о том, чтобы устойчивость терять - сразу завалится. При этом держать на опорах её будет в сто раз труднее. И узел с болтом в стенку и опорным уголком еще спасти немного от такого может, но классический и-так-пойдет узел с приваркой полки снизу двумя неровными швами вообще такого отношения выдерживать не станет.
я согласен, прогоны тоже на устойчивость проверяются из плоскости, но может у него там прогоны с тяжами, может автор выложит фотографии или измерения.
Холодная и горячая правка металла
Правка металла – операция, при помощи которой устраняют неровности, кривизну или другие недостатки формы заготовок. Правка металла – это выправление металла действием давления на какую-либо его часть независимо от того, производится это давление прессом или ударами молотка (рихтовка). Правка применяется при искажении формы деталей, например при изгибе, и скручивании валов, осей, шатунов, рам; при вмятинах и перекосах тонкостенных деталей. В зависимости от степени деформации и размеров детали правят с нагревом или без него. Правят стальные листы, листы из цветных металлов и их сплавов, стальные полосы, прутковый материал, трубы, проволоку, стальной квадрат, круг стальной, а также металлические сварные конструкции. Металл правят как в холодном, так и в нагретом состоянии. Правка играет большую роль в восстановлении негодных деталей оборудования. Правильно примененная правка может полностью восстановить деталь, вернув ей первоначальные качества. Правка может осуществляться в холодном состоянии, с подогревом и путем термического воздействия. Обработка металлов давлением при температуре ниже температуры рекристаллизации называется холодной обработкой, а при более высокой температуре – горячей обработкой.
Правка холодным методом основана на механическом воздействии, вызывающем пластические деформации металла. Правку деталей из листового проката выполняют холодным методом вручную или на машинах. При ручной правке металлический лист проколачивают на ровной плите или наковальнях с помощью ручного инструмента или пневматического молотка со специальным зубилом. Машинную правку листовых деталей осуществляют прокаткой и растяжением. Правку прокаткой выполняют на валковых листоправильных машинах (рис. 1). Правку растяжением выполняют на растяжных правильных машинах, состоящих из стола-рольганга и гидравлического цилиндра двустороннего действия с подвижными зажимами, в которых зажимают листовую деталь. С повышением давления в гидравлическом цилиндре зажимы раздвигаются и создают в укороченных волокнах закрепленного листа растягивающие напряжения, достигающие предела текучести материала. В результате пластического растяжения укороченных волокон материала листовая деталь выпрямляется. В отдельных случаях правку листовых деталей выполняют поперечным изгибом на гидравлическом прессе последовательным нажимом пуансона. Сварные полотнища, получившие деформации от усадки сварных швов, правят аналогично деталям из листового проката.

Рис. 1. Валковые правильные машины
Правку деталей из профильного проката осуществляют холодным методом – вальцеванием на роликовых машинах, растяжением на растяжных машинах, а также поперечным изгибом на горизонтально-гибочных и гидравлических прессах. Правку сварных тавровых балок, рам, имеющих недопустимые сварочные деформации, выполняют холодным методом аналогично правке деталей профильного проката, а также тепловым методом.
Холодная правка ряда деталей является трудоемкой операцией, в процессе которой необходим контроль эффективности ее применения. Поэтому помимо обычного оборудования и контрольного инструмента (гидравлические прессы, индикаторы) все большее применение находят специальные стенды и приспособления, позволяющие осуществлять правку и комплексную проверку детали в процессе ее применения.
Холодная правка не влияет на структуру металла, так как на самом деле способствует снижению внутреннего напряжения материала. Это значительно отличает ее от горячих методов правки, когда материал подвергают нагреву до температур структурного превращения металла и таким образом наносят ему ущерб. Однако при правке без нагрева у стальных деталей остаются значительные внутренние напряжения. В результате после правки они постепенно принимают первоначальную форму. Для снятия внутренних напряжений после холодной правки деталь необходимо стабилизировать, т. е. выдержать при температуре 400…450 °С около 1 часа или при температуре 250…300 °С в течение нескольких часов.
Недостатки механической холодной правки: опасность обратного действия, снижение усталостной прочности и несущей способности детали. Опасность обратного действия вызвана возникновением неуравновешенных внутренних напряжений, которые с течением времени, уравновешиваясь, приводят к объемной деформации детали. Ухудшение усталостной прочности деталей происходит за счет образования в ее поверхностных слоях мест с растягивающими напряжениями, причем снижение усталостной прочности достигает 15…40 %.
Для повышения качества холодной правки применяют следующие способы: выдерживание детали под прессом в течение длительного времени; двойная правка детали, заключающаяся в первоначальном перегибе детали с последующей правкой в обратную сторону; стабилизация правки детали последующей термообработкой. Последний способ дает лучшие результаты, но при нагреве может возникнуть опасность нарушения термической обработки детали, кроме того, он дороже первых двух.
Холодная правка валов
При эксплуатации машин у валов возникают дефекты: изгиб; износ рабочих поверхностей; повреждение резьбы, шпоночных канавок и шлицев. Изгиб валов определяют в центрах токарного станка, специальных приспособлений или на призмах с использованием стоек с индикаторами (рис. 2).
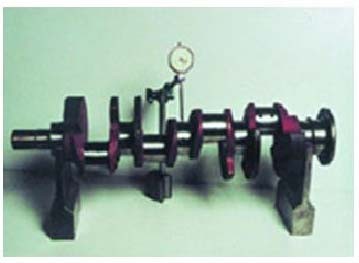
Рис. 2. Определение изгиба вала индикаторной головкой на призмах
Изгиб валов устраняют правкой: холодной или горячей. Холодную правку выполняют под прессом. Следует иметь в виду, что при холодной правке в результате появления наклепа в металле возникают внутренние напряжения, величина которых тем выше, чем больше величина деформации при правке. Кроме того, при холодной правке не всегда сохраняется требуемая форма вала (валы могут вновь принимать свою искаженную форму). Поэтому рекомендуется после холодной правки нагреть валы до 400…450 °С, выдержать 1 час и медленно охладить.
Правка по методу Буравцева. Его назвали «поэлементной холодной правкой». В процессе правки по методу Буравцева также используется пресс (рис. 3). Ноу-хау заключается в специальном приспособлении, с помощью которого поверхностный слой шейки вала пластически деформируется так, что в нем вместо обычных напряжений растяжения создаются напряжения сжатия. Галтель при этом не затрагивается, а значит, усталостная прочность коленчатого вала после правки не только не уменьшается, но даже возрастает. Более того, избавившись от недостатков ранее известных способов, поэлементная холодная правка позволяет восстановить любые коленчатые валы (и чугунные, и стальные) любых двигателей (от мотоциклов до экскаваторов), имеющих практически любой прогиб. При этом точность правки очень высока. Например, удается обеспечить взаимное биение коренных шеек 0,01 мм при исходном биении свыше 1 мм.
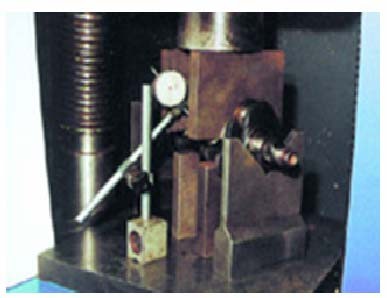
Рис. 3. Правка вала по методу Буравцева
За годы использования способа поэлементной правки на практике накоплен фактический материал о дальнейшей «судьбе» выправленных коленчатых валов как отечественных автомобилей, так и иномарок, включая грузовики и автобусы. Статистика показала, что эти коленчатые валы не возвращаются в изогнутое состояние со временем. Не было и рекламаций, связанных с поломкой валов, что косвенно свидетельствует об их высокой усталостной прочности.
Правка валов наклёпом. Способ целесообразен для правки коленчатых валов, биение которых не превышает 0,03…0,05 % от длины вала. Он производится наклепом щек пневматическим молотком со специальной головкой. Коленчатый вал укладывается на призмы верхними коренными шейками или устанавливается в центрах. Продолжительность правки и глубина наклепа (деформации щеки) зависят от силы и числа ударов в единицу времени. По одному и тому же месту не рекомендуют делать более трех-четырех ударов; контроль эффективности правки осуществляют измерением биения вала. Наклепу подлежат внутренняя и наружная стороны щеки (со стороны шатунной шейки) в зависимости от направления биения вала. Правка наклепом щек коленчатого вала не снижает его усталостной прочности.
Горячая правка металла
При горячей правке выравнивание получается в результате создания напряжений усадки. Это явление объясняется тем, что нагретая часть благодаря увеличению температуры старается расшириться, а окружающая ее область противодействует этому. При этом нагретая часть металла пластически деформируется. После осадки неровности нагретая часть охлаждается и создаваемые напряжения растяжения способствуют выравниванию металла. Правка тем эффективнее, чем быстрее происходит процесс нагревания и охлаждения и чем ýже нагреваемая полоса. В то же время слишком узкая полоса нагревания вызывает трещины в материале.
Детали из листовой стали правят по такому же методу, укладывая их для удобства на плиту (рис. 2.4). По прилеганию детали к плите определяют ход процесса правки. Нагрев ведут до температуры 800…900 °С, но не выше 1000 °С. Температуру нагрева можно определить по вишнево-красному цвету детали. Охлаждение можно интенсифицировать путем обдувания нагретой зоны сжатым воздухом или смачиванием водой. Момент начала охлаждения нужно выбирать такой, чтобы не закалить деталь.
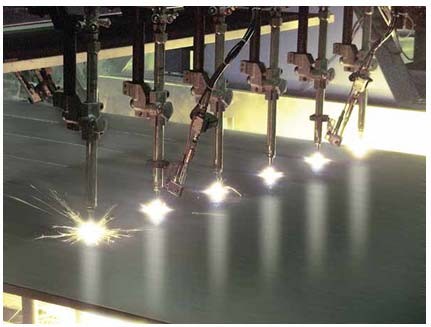
Рис. 4. Термическая правка листовой стали
Хорошие результаты дает правка термическим воздействием изогнувшихся столов фрезерных, продольно-строгальных, шлифовальных и других станков. Для правки стол укладывают на плиту вниз направляющими. На рабочей поверхности стола наносят мелом черту поперек стола против места наибольшей выпуклости и нагревают полосу вдоль нанесенной черты. Если эта операция производится на плите, то результаты правки контролируются по зазору между направляющими стола и плитой, а также при помощи индикатора.
Термомеханический метод правки. Он отличается от термического тем, что до начала нагрева участка вала, установленного выпуклой стороной вверх, в нем заранее создаются упругие напряжения с помощью механического нажима, например хомутом. Нажимное устройство устанавливается вблизи от места нагрева, рядом с точкой наибольшего прогиба. Перед началом нагрева этим устройством прогибают вал в противоположную от первоначального прогиба сторону. Контроль величины деформации вала при изгибе его нажимным устройством выполняют при помощи индикаторов. При нагреве вал стремится выгнуться вверх; встречая дополнительное сопротивление вследствие этого, материал в месте нагрева переходит предел текучести раньше, чем при чисто термической правке.
Метод релаксации напряжений заключается в том, что вал на участке его максимального искривления подвергается нагреву по всей окружности и на глубину всего сечения до температуры 600…650 °С. Нагрев производится при вращении вала на малых оборотах. После выдержки при указанной температуре в течение нескольких часов вал устанавливается прогибом вверх, и сразу же на нагретый участок вала с помощью специального приспособления производится нажим в сторону, противоположную прогибу. Нажим производится для создания небольшого напряжения в материале нагретого вала (упругая деформация). Время, в течение которого нагретый вал выдерживается в напряженном состоянии, должно быть достаточным, чтобы под действием нагрузки и высокой температуры необходимая часть упругой деформации перешла в пластическую. Основным достоинством метода правки, основанного на явлении релаксации напряжений, является выпрямление вала с обеспечением стабильности формы при дальнейшей эксплуатации. При этом в процессе правки, проводимой при напряжениях значительно ниже предела текучести, не возникает опасных внутренних напряжений.
Читайте также: