Формы стальные для изготовления железобетонных изделий гост
Обновлено: 17.05.2024
1.1. Формы классифицируют по следующим основным признакам:
- способу производства изделий;
1.1.1. По способу производства изделий формы подразделяют на используемые при следующей технологии:
1.1.2. По основным технологическим факторам формы подразделяют в зависимости от:
- способа перемещения (краном, по рельсовым путям, по рольгангу, комбинированный и др.);
- способа тепловой обработки (в камере, через паровые полости или регистры и др.);
- характера армирования изделий (ненапряженной арматурой, предварительно напряженной арматурой с натяжением на упоры стенда, предварительно напряженной арматурой с натяжением на упоры формы);
- способа уплотнения бетонной смеси (на площадке вибрационной, ударно-вибрационной или ударной, поверхностным виброустройством, наружными или глубинными вибраторами, вакуумированием, виброгидропрессованием, безвибрационным).
(Измененная редакция, Изм. № 1).
1.1.3. По конструктивным решениям формы подразделяют в зависимости от:
- степени разборности (неразборные, частично разборные, с упруго работающими элементами, разборные);
- степени переналаживаемости (непереналаживаемые, переналаживаемые, групповые, универсальные);
- числа одновременно изготавливаемых изделий (одноместные, многоместные).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Формы должны изготовляться в соответствии с требованиями настоящего стандарта, стандартов на элементы форм по рабочей документации, утвержденной в установленном порядке.
2.2. Требования к конструкции
2.2.1. Конструкция форм должна обеспечивать:
- изготовление изделий с необходимой точностью в пределах допусков на изделия, установленных для них стандартом, техническими условиями и рабочими чертежами;
- жесткость конструкции, ограничивающую деформации от статических и динамических нагрузок и технологических воздействий, превышающие установленные настоящим стандартом и технической документацией на форму;
- увязку с оборудованием и механизмами для транспортирования и распалубки форм, устройствами для укладки, уплотнения и разравнивания бетонной смеси, натяжения арматуры и др.;
- надежность и удобство захвата форм и съемных сборочных единиц грузоподъмными приспособлениями;
- надежную фиксацию сборочных единиц в проектном положении (отклонения допускаются в пределах, установленных настоящим стандартом);
- свободное без заеданий открывание и закрывание бортов;
- съем готовых изделий без их повреждения.
(Измененная редакция, Изм. № 1, 2).
2.2.2. Конструкция форм с замкнутыми полостями или регистрами для подачи теплоносителя дополнительно должна обеспечивать:
- герметичность замкнутых полостей и регистров;
- надежную наружную теплоизоляцию замкнутых полостей;
- свободный слив конденсата из замкнутых полостей или регистров в рабочем положении формы, если теплоносителем является пар.
2.2.3. Конструкция элементов форм должна соответствовать требованиям стандартов на конкретные элементы форм.
(Введен дополнительно, Изм. № 1).
2.3. Требования к материалам
Вкладыши допускается изготовлять из чугунных отливок по ГОСТ 1412, стальных по ГОСТ 977, алюминиевых по ГОСТ 1583 и из полимерных материалов.
Допускается изготовлять втулки для шарнирных соединений из антифрикционного спеченного материала на основе железного порошка или другого материала с аналогичными свойствами.
2.3.4. Упоры и захваты, фиксирующие напряженную арматуру в проектном положении, должны изготовляться из стали Ст3 по ГОСТ 380 . Съемные элементы упоров и захватов должны изготовляться из стали с механическими характеристиками не ниже чем у стали 45 по ГОСТ 1050 или стали 40Х по ГОСТ 4543 с последующей термической обработкой.
2.3.4а. По согласованию с организацией, разработавшей чертежи форм, допускается замена марок сталей на другие с физико-механическими свойствами не ниже, чем у сталей, предусмотренных в пп. 2.3.1 - 2.3.4 .
(Измененная редакция).
2.4. Требования к рабочим поверхностям
2.4.1. На рабочих поверхностях форм не допускаются дефекты, превышающие регламентируемые государственными стандартами на металлопрокат и отливки из черных и цветных металлов показатели.
2.4.2. Рабочие поверхности элементов формы следует изготовлять, как правило, из целого листа. Допускается образование этих поверхностей из нескольких частей со сваркой встык. Перепад листов в месте стыка не должен превышать 1 мм; кромка выступающего листа при этом должна быть зачищена по всей длине стыка на ширину не менее 20 мм.
При сварке рабочих поверхностей с обратной стороны в месте стыка на лицевой стороне не допускается зазор шириной более 0,5 мм.
2.5. Требования к сварке
Сварка должна производиться сварочной проволокой с физико-механическими свойствами не ниже чем у проволоки СВ-08Г2С по ГОСТ 2246 или электродами, физико-механические свойства которых не ниже электродов типа Э42 по ГОСТ 9467.
В технически обоснованных случаях допускается применение других видов сварки и нестандартных швов.
2.5.2. При сварке не допускаются следующие дефекты:
- трещины всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне, определяемые визуально;
- подрезы основного металла глубиной более 0,5 мм при толщине металла до 6 мм, более 1 мм при толщине св. 6 мм;
- скопления мелких пор и включений диаметром более 0,5 мм при числе пор в одном скоплении более 10 шт. на 1 см 2 поверхности шва;
- цепочки пор суммарной длиной более 20 мм на 100 мм шва.
2.5.3. При сварке прерывистым швом допускается увеличение длин проваренных участков за счет уменьшения расстояний между ними до 25 % от указанных на чертеже, если это не препятствует дальнейшей сборке.
2.5.4. Исправление дефектов должно производиться путем удаления сварного шва в месте дефекта, разделки и зачистки кромок и повторной заварки. При этом не допускается исправление дефектов в одном и том же месте более одного раза.
2.6.1. Номинальные внутренние размеры собранных форм назначаются равными соответствующим номинальным размерам изделий, изготовляемых в этих формах.
Допускается по расчету назначать внутренние размеры форм отличающимися от номинальных размеров изделий.
В формах для изготовления преднапряженных железобетонных изделий длиной от 9 до 24 м (балки, ригели, фермы и др.), в связи с обжатием бетона при передаче усилия натяжения преднапряженной арматуры на изделие, номинальный внутренний размер формы по длине должен назначаться на 10 мм больше номинального размера изделия при длине изделия до 15 м и на 15 мм больше - при длине изделия св. 15 до 24 м.
Пред. откл. внутренних размеров формы от номинальных для класса точности изделия
Св. 1000 до 1600
1. Классы точности бетонных и железобетонных изделий определяют по нормативно-технической и проектной документации на эти изделия, а также по ГОСТ 21779. Точность форм принимают на 1 - 2 класса выше точности изделий.
2. В случае технической необходимости по усмотрению предприятия (организации) - разработчика технической документации на формы допускается изменять величины предельных отклонений внутренних размеров формы с сохранением величины поля допуска.
Значение допускаемой разности длин диагоналей для класса точности изделия
Св. 4000 до 8000
Предельные отклонения внутренних размеров собранных незагруженных форм от номинальных для колонн не должны превышать указанных в табл. 1 по 6-му классу, для свай - по 7-му классу точности изделий.
Предельные отклонения по расстоянию между плоскостью нижнего торца колонны и опорной плоскостью консоли не должны превышать значений, указанных в табл. 1 , по 5-му классу точности изделий.
Предельные отклонения внутренних размеров собранных незагруженных форм для колонн от номинальных по ширине формовочного отсека и ширине выемки для консоли или выступа колонны, а также по размеру между поверхностями, образующими плоскости консолей в многоярусной колонне, должны быть не более плюс 1, минус 4 мм.
Предельные отклонения размеров форм для свай от номинальных по ширине формовочного отсека должны быть не более: для свай - плюс 1, минус 4 мм, для свай-оболочек - плюс 4, минус 2 мм, по диаметру пуансона для образования полости в сваях и сваях-оболочках - плюс 3, минус 3 мм, по смещению центра острия от оси поперечного сечения - 10 мм (для форм высшей категории качества - 8 мм).
В формах для изготовления колонн отклонение от перпендикулярности рабочих плоскостей торцевых бортов к рабочим плоскостям продольных бортов не должно превышать 0,005 ширины формовочного отсека.
В формах для изготовления свай отклонение от перпендикулярности рабочих плоскостей торцевых бортов к рабочим плоскостям продольных бортов не должно превышать для форм первой и высшей категории качества соответственно следующих значений:
0,01 и 0,007 ширины формовочного отсека - для цельных свай;
0,007 и 0,004 ширины формовочного отсека - для элементов составных свай и свай-оболочек в зоне стыка и для цельных свай-оболочек.
2.6.3. Предельные отклонения внутренних размеров собранных форм по высоте бортов от плоскости поддона от номинальных не должны превышать от 0 до минус 2 мм при высоте борта до 200 мм и от 0 до минус 4 мм при высоте борта св. 200 мм, а форм для плит аэродромных покрытий - от 0 до плюс 3 мм.
Допускается местное увеличение отклонения размера по высоте борта в пределах допуска прямолинейности поддона; местное отклонение размера не должно превышать половины допуска на изделие.
Перепад между кромками бортов не более 2 мм, при этом превышение поперечных бортов над продольными не допускается. Проемообразователи, сквозные вкладыши и вкладыши, образующие выемки на верхней поверхности изделий, не должны выступать над верхними кромками продольных бортов и быть ниже их более чем на 2 мм.
2.6.3а. Предельные отклонения от номинального размера между кромкой борта и фасонным элементом профиля на всей его длине (в поперечном сечении борта) не должны превышать +/-2 мм. В технически обоснованных случаях допускается в рабочей документации на формы назначать другие предельные отклонения.
(Измененная редакция, Изм. № 2).
2.6.4. Предельные отклонения размеров в плане элементов формы, образующих сквозные проемы и отверстия, от номинальных, а также выемки в изделиях не должны превышать от 0 до плюс 3 мм, а образующих выступы - от 0 до минус 3 мм.
Предельное отклонение от номинального положения каждого элемента формы, образующего отверстие (выемку) или выступ в изделии, не должно превышать плюс 2, минус 2 мм.
2.6.5. Предельные отклонения размеров между опорными поверхностями упоров для натяжения арматуры от номинальных в силовых формах (поддонах) не должны превышать указанных ниже, мм:
Формы стальные для изготовления железобетонных изделий гост
ФОРМЫ СТАЛЬНЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Steel modules for reinforced concrete numbers. Specifications
Дата введения 2019-09-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Структурным подразделением АО "НИЦ "Строительство" - Научно-исследовательским, проектно-конструкторским и технологическим институтом бетона и железобетона им. А.А.Гвоздева (НИИЖБ им.А.А.Гвоздева АО "НИЦ "Строительство")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 20 декабря 2018 г. N 114-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
4 Приказом Федерального агентства по техническому регулированию и метрологии от 18 июня 2019 г. N 313-ст межгосударственный стандарт ГОСТ 25781-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2019 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 12, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на стальные формы (далее - формы) и бортоснастку, предназначенные для изготовления железобетонных и бетонных изделий и конструкций (далее - изделия) - панелей, плит, блоков, колонн, ферм, свай, балок, ригелей и т.п., и устанавливает требования к формам.
Настоящий стандарт не распространяется на формы для изготовления бетонных и железобетонных труб, санитарно-технических кабин и шахт лифтов, изделий из ячеистых бетонов, вентиляционных блоков (при вертикальном способе формования) и изделий, изготовляемых методом центрифугирования.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.106-96 Единая система конструкторской документации. Текстовые документы
ГОСТ 2.601-2013 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 4.217-81 Система показателей качества продукции. Строительство. Формы для изготовления железобетонных изделий. Номенклатура показателей
ГОСТ 8.064-94 Государственная система обеспечения единства измерений. Государственная поверочная схема для средств измерений твердости по шкалам Роквелла и Супер-Роквелла
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1583-93 Сплавы алюминиевые литейные. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 4543-2016 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8713-70 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9389-75 Проволока стальная углеродистая пружинная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10007-80 Фторопласт-4. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 12969-67 Таблички для машин и приборов. Технические требования
ГОСТ 13015-2012 Изделия бетонные и железобетонные для строительства. Общие технические требования. Правила приемки, маркировки, транспортирования и хранения
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16337-77 Полиэтилен высокого давления. Технические условия
ГОСТ 21779-82 Система обеспечения точности геометрических параметров в строительстве. Технологические допуски
ГОСТ 26433.0-85 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Общие положения
ГОСТ 26433.1-89 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Элементы заводского изготовления
ГОСТ 27204-87 Формы стальные для изготовления железобетонных изделий. Борта. Конструкция и размеры
ГОСТ 28715-90 Формы стальные для изготовления железобетонных изделий. Проемообразователи и вкладыши. Конструкция
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 борт: Элемент формы, предназначенный для образования части наружного периметра изделия вне плоскости поддона.
3.2 базовый борт: Борт групповой формы, на котором закреплены формообразующие элементы.
3.3 бортовая оснастка (бортоснастка): Бортовые элементы, устанавливаемые на поддоны или плиту стенда, для формования сборных бетонных или железобетонных изделий.
ФОРМЫ СТАЛЬНЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ. ПОДДОНЫ
Steel moulds for reinforced concrete members. Pallets. Specifications
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
1 РАЗРАБОТАН Научно-исследовательским, проектно-конструкторским и технологическим институтом бетона и железобетона им. А.А.Гвоздева (НИИЖБ), отделением (Акционерное Общество "НИЦ "Строительство")
Сокращенное наименование национального органа по стандартизации
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление, будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Настоящий стандарт распространяется на поддоны стальных форм для изготовления железобетонных изделий по ГОСТ 25781 и устанавливает требования к конструкции и размерам основных сборочных единиц и деталей поддонов.
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.303-84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 103-2006 Прокат сортовой стальной горячекатаный полосовой. Сортамент
ГОСТ 397-79 Шплинты. технические условия
ГОСТ 2591-2006 Прокат сортовой стальной горячекатаный квадратный. Сортамент
ГОСТ 3212-92 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 5919-73 Гайки шестигранные прорезные и корончатые низкие класса точности В. Конструкция и размеры
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 8240-97 Швеллеры стальные горячекатаные. Сортамент
ГОСТ 8239-89 Двутавры стальные горячекатаные. Сортамент
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент
ГОСТ 8510-86 Уголки стальные горячекатаные неравнополочные. Сортамент
ГОСТ 8752-79 Манжеты резиновые армированные для валов. Технические условия
ГОСТ 11871-88 Гайки круглые шлицевые класса точности А. Технические условия
ГОСТ 11872-89 Шайбы стопорные многолапчатые. Технические условия
ГОСТ 13015-2012 Изделия бетонные и железобетонные для строительства. Общие технические требования. Правила приемки, транспортирования и хранения
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 14959-2016 Металлопродукция из рессорно-пружинной нелегированной и легированной стали. Технические условия
ГОСТ 19903-2015 Прокат листовой горячекатаный. Сортамент
ГОСТ 21780-2006 Система обеспечения точности геометрических параметров в строительстве. Расчет точности.
ГОСТ 23117-78 Зажимы полуавтоматические для натяжения арматуры железобетонных конструкций. Технические условия
ГОСТ 25346-2013 (ISO 286-1:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Общие положения, допуски, отклонения и посадки
ГОСТ 25781-83 Формы стальные для изготовления железобетонных изделий. Технические условия
поддон: Элемент формы, предназначенный для образования в процессе формования нижней поверхности изделия.
3.2 проушина: Часть поддона, снабженная отверстием для соединения с грузоподъемными механизмами.
форма: Технологическое оборудование для получения из формовочных смесей строительных изделий с заданными размерами и конфигурацией.
4 Конструкция поддонов
4.1 Поддоны состоят из основных сборочных единиц и деталей, указанных на рисунках 1 и 2:
- проушин для подъема;
- устройств для перемещения и пакетирования в технологическом потоке;
- упоров для натяжения предварительно напрягаемой арматурной стали;
- плит для электромагнитного крепления к виброплощадке;
- фиксаторов для крепления к поддону закладных деталей;
- кронштейн для автоматического захвата.
Примечание - Набор сборочных единиц и деталей поддона устанавливается в зависимости от конкретных условий производства и конструкций железобетонных изделий.

1 - рама; 2 - проушина; 3 - колесо; 4 - плита для электромагнитного крепления формы к виброплощадке; 5 - фиксатор закладных деталей
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФОРМЫ СТАЛЬНЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
Steel moulds for reinforced concrete members. Specifications
ОКП 48 4223, 48 4225, 48 4226
Дата введения 1984-01-01
Научно-исследовательским институтом бетона и железобетона (НИИЖБ) Госстроя СССР
Всесоюзным Государственным проектным институтом по строительному машиностроению для сборного железобетона (Гипростроймаш) Министерства строительного, дорожного и коммунального машиностроения
Г.С.Митник, канд. техн. наук; Ю.Д.Златоверов (руководители темы); И.И.Костин; В.И.Рашап; М.А.Волков
ВНЕСЕН Научно-исследовательским институтом бетона и железобетона (НИИЖБ) Госстроя СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по делам строительства от 11.04.83 N 67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Переиздание (март 1994 г.) с Изменениями N 1, 2, утвержденными в январе 1985 г., августе 1987 г. (ИУС 6-85, 12-87)
Настоящий стандарт распространяется на стальные формы (далее - формы) и бортоснастку, предназначенные для изготовления железобетонных и бетонных изделий и конструкций (далее - изделий) - панелей, плит, блоков, колонн, ферм, свай, балок, ригелей и т.п. и устанавливает требования к формам, изготовляемым для нужд народного хозяйства и экспорта.
Стандарт не распространяется на формы для изготовления бетонных и железобетонных труб, санитарно-технических кабин и шахт лифтов, для изделий из ячеистых бетонов, вентиляционных блоков (при вертикальном способе формования) и изделий, изготовляемых методом центрифугирования.
(Измененная редакция, Изм. N 1, 2).
Основные термины и их пояснения даны в приложении 1.
1. КЛАССИФИКАЦИЯ
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ГОСТ Р 59933-2021 Формы стальные для изготовления железобетонных изделий. Борта. Конструкция и размеры
Текст ГОСТ Р 59933-2021 Формы стальные для изготовления железобетонных изделий. Борта. Конструкция и размеры
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТР 59933— 2021
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФОРМЫ СТАЛЬНЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ. БОРТА
Конструкция и размеры
Москва Российский институт стандартизации 2021
1 РАЗРАБОТАН Научно-исследовательским, проектно-конструкторским и технологическим институтом бетона и железобетона им. А.А. Гвоздева (НИИЖБ им. А.А. Гвоздева) — структурным подразделением Акционерного общества «Научно-исследовательский центр «Строительство» (АО «НИЦ « Строител ьство»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 7 декабря 2021 г. № 1720-ст
4 ВВЕДЕН ВПЕРВЫЕ
© Оформление. ФГБУ «РСТ», 2021
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Общие требования
5 Конструкция и размеры. Технические требования
Приложение А (справочное) Поперечные сечения бортов
Приложение Б (справочное) Строповочное устройство
Приложение В (справочное) Примеры конструкции и установки скоб для открывания бортов вручную
Приложение Г (справочное) Схема взаимодействия механизма открывания и закрывания бортов с кронштейнами борта
Приложение Д (справочное) Установка теплоизоляционного материала в бортах
Приложение Е (справочное) Установка вибраторов на бортах форм
Приложение Ж (справочное) Крепление на бортах закладных изделий (деталей)
Приложение И (справочное) Конструкция и размеры гаек замковых устройств и стяжек
Приложение К (справочное) Конструкция и размеры шарнирных устройств
ГОСТ Р 59933—2021
ФОРМЫ СТАЛЬНЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ. БОРТА
Конструкция и размеры
Steel moulds for precasting reinforced concrete products. Sides. Design and dimensions
Дата введения — 2022—01—01
Настоящий стандарт распространяется на откидные борта стальных форм для изготовления железобетонных изделий и элементы их крепления к форме и устанавливает требования к конструкции и размерам основных сборочных единиц и деталей стандартизуемых элементов.
Стандарт не распространяется на борта, воспринимающие усилия натяжения арматуры при изготовлении предварительно напряженных железобетонных изделий.
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.064 Государственная система обеспечения единства измерений. Государственная поверочная схема для средств измерений твердости по шкалам Роквелла и Супер-Роквелла
ГОСТ 9.303 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4640 Вата минеральная. Технические условия
ГОСТ 5264 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9012 (ИСО 410—82, ИСО 6506—81) Металлы. Методы измерения твердости по Бринеллю
ГОСТ 9484 Основные нормы взаимозаменяемости. Резьба трапецеидальная. Профили
ГОСТ 9562 Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9573 Плиты из минеральной ваты на синтетическом связующем теплоизоляционные. Технические условия
ГОСТ 11534 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 14771 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 23518 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 25346 (ISO 286-1:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Основные положения, допуски, отклонения и посадки
ГОСТ 25781 Формы стальные для изготовления железобетонных изделий. Технические условия
ГОСТ 25878 Формы стальные для изготовления железобетонных изделий. Поддоны. Технические условия
ГОСТ Р 58890 Формы стальные для изготовления железобетонных изделий. Проемообразователи и вкладыши. Конструкция
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
В настоящем стандарте применены термины по ГОСТ 25781, а также следующие термины с соответствующими определениями:
3.1 борт охватываемый: Борт, расположенный между двумя бортами и упирающийся в них торцами.
3.2 борт охватывающий: Борт, в который упирается торец охватываемого борта.
3.3 борта переналаживаемых форм: Сменные борта форм, снимаемые или устанавливаемые по мере технологической необходимости.
3.4 заглаживающее устройство: Устройство (механизм), предназначенный для выравнивания верхней, свободной от формующих элементов формы, поверхности изделия.
3.5 замковое устройство (замок): Элемент борта, предназначенный для закрепления его в проектном положении.
3.6 термоборт: Борт, снабженный нагревательными устройствами (паровой полостью, водяными регистрами, электронагревателями и др.) для контактного прогрева бетона изделия.
3.7 формообразующий элемент: Элемент борта, непосредственно контактирующий с бетоном, предназначенный для образования боковой поверхности изделия вне плоскости поддона.
3.8 шарнирное устройство (шарнир): Устройство, соединяющее борт с поддоном, позволяющее установку борта в проектное положение и поворот борта для свободного извлечения изделий из формы.
4 Общие требования
4.1 Борта должны соответствовать требованиям ГОСТ 25781, настоящего стандарта и изготавливаться по конструкторской документации, утвержденной в установленном порядке.
4.2 Технические требования, требования безопасности, комплектность, правила приемки, методы контроля, маркировка, упаковка, транспортирование, хранение и гарантийный срок эксплуатации стандартизуемых элементов, а также сборочных единиц и деталей должны соответствовать требованиям ГОСТ 25781 и настоящего стандарта.
5 Конструкция и размеры. Технические требования
5.1 Борта состоят из основных сборочных единиц и деталей (рисунок 1):
- формообразующего элемента и короба с ребрами жесткости;

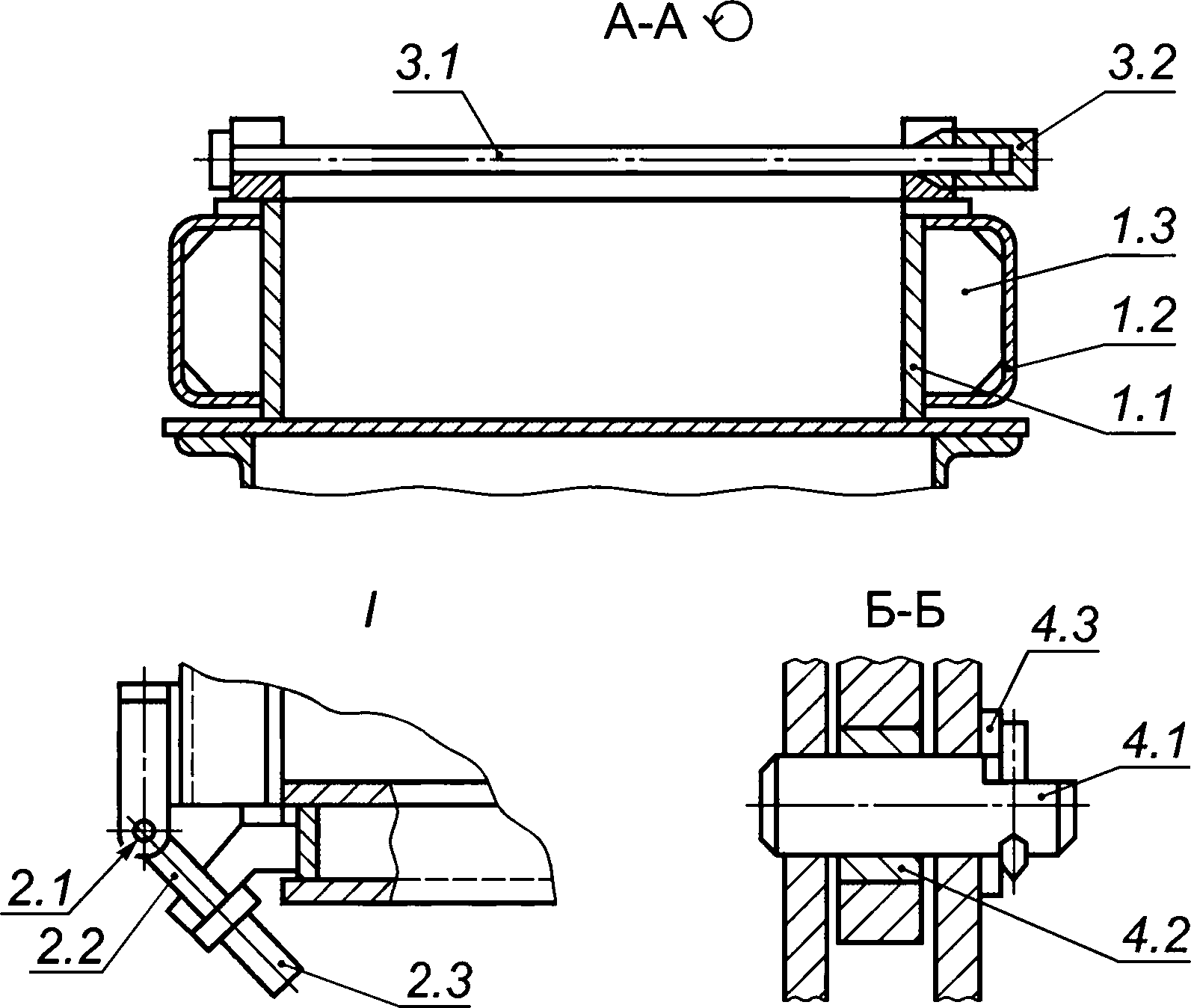
1 — борт: 1.1 — формообразующий элемент, 1.2— короб, 1.3— ребро жесткости; 2 — замковое устройство: 2.1 — ось, 2.2 — болт, 2.3 — гайка; 3 — стяжка: 3.1 — болт, 3.2 — гайка; 4 — шарнирное устройство: 4.1 — ось, 4.2 — втулка, 4.3 — шайба
Рисунок 1 — Конструкция борта
Набор стандартизуемых сборочных единиц, деталей и их конструкцию устанавливают в зависимости от конструктивного решения формы, типа железобетонного изделия и конкретных условий производства.
Установку на бортах замковых устройств, стяжек и шарнирных устройств производят при сборке формы. В технически обоснованных случаях допускается установка шарнирных устройств непосредственно при сборке борта.
5.2 Требования к конструкции борта
5.2.1 Конструкцию и размеры борта определяют в зависимости от конфигурации и размеров железобетонного изделия и способа его изготовления.
Борта, используемые для контактного прогрева бетона, изготовляют с паровой полостью.
5.2.2 Борт, как правило, представляет собой сварную конструкцию замкнутого сечения, состоящую из формообразующего элемента и короба.
Толщина прямого формообразующего элемента при изготовлении его из листовой стали должна быть не менее 8 мм, сложной конфигурации — не менее 6 мм.
Формообразующий элемент, отличающийся по толщине более чем на 2 мм от указанных значений, допускается применять в технически обоснованных случаях.
Короб должен изготовляться из листа толщиной не менее 5 мм.
Толщина ребер бортов должна быть 4—6 мм. В технически обоснованных случаях допускается увеличение толщины ребер.
Примеры поперечных сечений бортов и их размеры приведены в приложении А.
Конфигурацию и размеры коробов бортов в поперечном сечении определяют, исходя из требований обеспечения жесткости бортов и условий их работы в составе конкретной формы. Короба бортов следует изготовлять, как правило, гнутыми из целого листа. Допускается изготовление коробов из фасонного металлопроката.
Допускается изготовление формообразующего элемента и короба составными из нескольких частей как по длине, так и в поперечном сечении.
Примечание — В технически обоснованных случаях допускается изготовлять борта открытого сечения, состоящие из формообразующего элемента и верхней и нижней полок. Верхнюю полку изготовляют из Г-образного профиля в поперечном сечении. Примеры поперечного сечения борта открытого профиля приведены в приложении А.
5.3 Борта, на которые опирается заглаживающее устройство, должны иметь опорную поверхность на уровне верхней кромки, которая образуется за счет установки планки шириной не менее 40 мм (рисунок 2, а) или соответствующего конструктивного решения борта (рисунок 2, б).
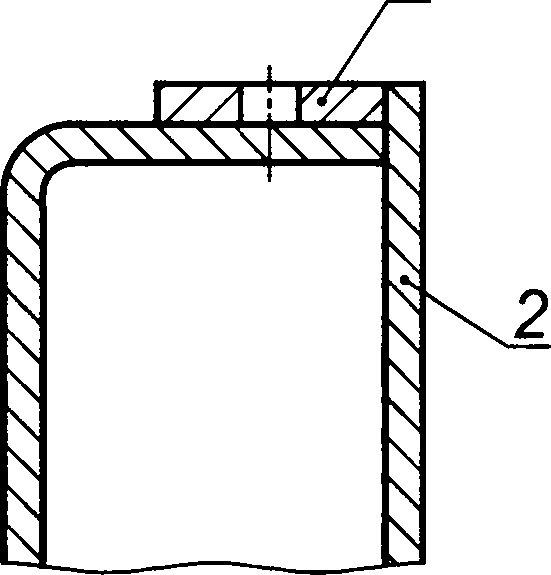
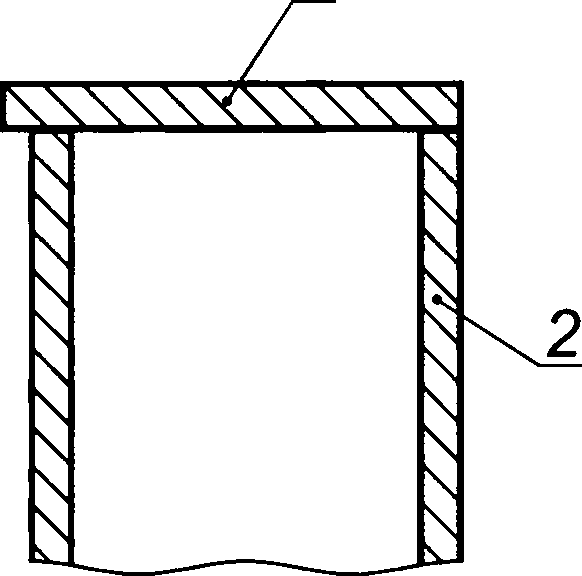
1 — опорная поверхность; 2 — формообразующая поверхность
Рисунок 2 — Организация опорной поверхности для заглаживающего устройства
5.4 Формообразующий элемент должен прилегать к опорным кромкам короба и ребер. При этом кромки ребер не должны выступать за кромки короба. Допускаемый зазор между формообразующим элементом и опорной кромкой ребра — не более 1 мм.
5.5 Сварку формообразующего элемента с коробом следует производить прерывистым швом с длиной провариваемого участка не менее 40 % от размера шага шва. При тавровом соединении формообразующего элемента с коробом катет шва должен быть не менее 4 мм.
В бортах с паровой полостью сварку следует производить сплошным швом.
При изготовлении короба из нескольких частей по длине в местах стыка допускается применение накладок.
5.6 Сварные швы выполняют по ГОСТ 14771 или ГОСТ 23518. Допускается выполнять сварные швы по ГОСТ 5264 или ГОСТ 11534.
5.7 Верхняя и нижняя кромки формообразующего элемента, а также торцы охватываемых бортов должны быть обработаны; шероховатость обработанных поверхностей должна быть не более Ra 20 мкм по ГОСТ 2789.
5.8 Предельные отклонения размеров по длине для охватываемых бортов должны соответствовать указанным в таблице 1.
Читайте также: