Голосовая сталь для баяна
Обновлено: 02.05.2024
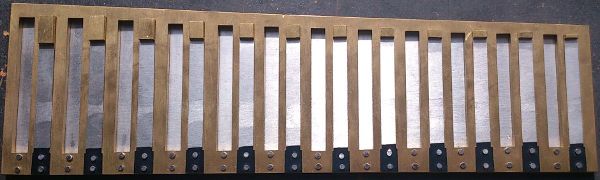
Только по этому фото сложно судить. Есть еще дополнительная информация по конструкции что на фото? Мне почему-то кажется, что там 100% поток. Все унифицировано - один штамп для вырубки кусков, такой же для высечки голосов. И подгонка минимальная, если она там присутствует.
А в вашем варианте мне кажется нужно дополнительно сделать подпружиненную (не жесткую) опору для планки снизу. И направляющую для пуансона в месте соприкосновения с пяткой голоса делать гораздо большего диаметра чем там, где скользит пуансон (в верхней части). Иначе не избежать заклинивания заклепки. А так ваш вариант вполне рабочий.
Sergey Akimov
Пользователь
Дак это и есть поток. Это фото с сайта чешской компании Harmonikas.
По поводу подгонки: у них есть несколько типов планок(по качеству). Я так понимаю,самые простые и дешёвые делаются без подгонки с увеличенными допусками,а вот планки,позиционирующиеся,как профессиональный класс,уже клепаются вручную с точной подгонкой по проёму голоса,который сделан "с запасом"(как на видео,которое я привёл выше).
По поводу устройства больше информации у меня нет.
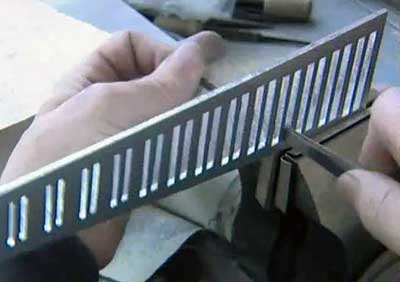
Вот такими ножницами кто-нибудь пользуется при вырезании голосов? Те,что на первом фото,по моему ещё и углом режут(на кончике нижнего лезвия видна какая-то наставка,похожая на поперечный нож(это кадр из видео))


levsha34
Я такие в Казани у мастера видел, но там режущая часть в два раза короче была, эти похожи на обычные слесарные.
По-моему там напайки победитовые должны быть на лезвиях, иначе быстро сядут.
glory
У меня есть такие (спасибо Володе Ze_go - должек за них помню )
Просто достаточно мощные и высококласно сделаные ( я имею ввиду подгонка, заточка, притирка) ножницы по металу. Голосовую сталь 0,7 режут без проблем. Напаек нет. Уголка тоже нет.
Конечно, это не уровень таких как у Дениса но работать вполне можно.
Да. Губки действительно покороче.
Сталь шведскую? Или советскую? Советская,как минимум,до 0,5мм без особых проблем режется хорошими магазинными ножницами(не дешёвкой китайской,конечно). Шведскую,которая заметно твёрже,просто так такими уже не возьмёшь.
Ножницы на маленьком фото-точно с твердосплавными напайками на лезвиях(общался с человеком,который конкретно ими работал,говорит-неубиваемая вещь!)
Да я и сам честно говоря последнее время 0,7 сталь уголок не вырезал, а обламывал. Берегу ножницы, лезвия подсели и не так хорошо уже берут угол, надо шлифовать отдавать.
Я стесьняюсь спросить, а как Вы их различаете по цвету если исключить что общепринято считать синюю шведской?
Ну,просто,у меня есть шведская и ленинградская(синяя и коричневато-жёлтая соответственно). Оба вида покупал у Баринова на "Юпитере". Он их так и назвал,поэтому так и отличаю. Ленинградская однозначно мягче и режется относительно легко. А шведская-твёрдая и легко ломается(как при резке,так и просто на излом).
Все правильно, именно так у нас и привыкли называть, хотя, скорее всего "шведская" никакого отношения к Швеции не имеет. Цвет стали - цвета побежалости в зависимости от температуры при закалке - от"соломы" до чёрной "вороненой". Плохо что у нас не изучают металловедение, потому что это практически и все что мы знаем о стали. Ну разве что ещё углеродистость и ковкость.
Обычно считается что жёлтая меньше лопается а синяя лучше держит настройку. Но на практике могу сказать что все это ерунда и может быть все с точностью до наооборот. Я встречал и синюю которая мне показалась мягкой. Думаю что кроме закалки ещё очень важен хим. состав стали и в зависимости от него (вкупе с закалкой) тогда хорошо бы знать и свойства стали.
Отсюда вывод. Ориентироваться на цвет по-моему ошибочно.
А что скажут наши "металловеды"?
Я однажды был у Баринова и просил про сталь. Он тогда сказал, что шфетской сейчас не продам, вот, говорит, на тумбочке стопка отечественной лежит. забирай, ещё 40 килограмм есть - возьмёшь. Ну я конечно стопку забрал ( даром ), а остальные 40 кг он всё-таки пожалел, не отдал.
Так у меня появилась отечественная голосовая сталь.Цвет действительно желто-коричневый, цвет побежалости не ровный, а скорее пятнами или полосками.
Эта сталь действительно немного мягче. Я её ставлю только на гармони старые или на баяны которые нещадно эксплуатируются в танцевально-казачьих коллективах. Если голоса летят часто и одни и те же ( а надо сказать, что в таких коллективах репертуар из года в год не меняется и акценты попадают всегда на одни и те же ноты ), то я им ставлю голоса из "отечки" и они, благодаря своей бОльшей гибкости, держат эти нагрузки. Но это в случае если инструменты качеством ниже среднего. На хорошие инструменты конечно"шфетскую"
Денис, то есть одна и та же сталь может быть и шведской и нешведской в зависимости от закалки?
А как быть с голосами у которых пятка синяя а несточеный кончик желтый? И это на мастеровом "Юпитере". Где-то есть фото могу выложить.
Ребята, а еще мне кажется что все это мы уже обсуждали. .
Вроде уже обсуждали. Про синие пятки из желтой стали знаю только по рассказу старого наклепщика с Юпитера. В тяжелые времена( или просто когда не было синей стали ) наклепщики иногда подкрашивали пятки при помощи спиртовки т.к. и тогда считалось, что из синей стали голоса лучше. И чтобы клиент остался доволен нагревали пятку до посинения, это чисто косметический эффэкт. И такие инструменты мне тоже попадались.
А насчёт шведской и не шведской неуверен. На рубинах тоже темно-синее воронение и ровное, а сталь мягче чем на юпитер ставят.
Думаю, что дискуссия об определении марки голосовой стали не должна заключаться в названии "шведская" и другая. Сталь, применяемая для изготовления голосов относится к классу рессорно-пружинных. А еще точнее - к холоднокатанной пружинной ленте из легированной стали. Соответствующие марки: 60С2, 60С2А, 65С2ВА, 50ХФА, 70С2ХА. В процессе, так называемой термомеханической обработки (прокатка с невысоким нагревом) сталь приобретает высокие прочностные и усталостные характеристики и характерные цвета побежалости. Голосовая сталь имеет специфические свойства, заключающиеся в высоком модуле упругости (держит строй) и пределе выносливости (долговечности голоса). Цвет стали характеризует технологические параметры температуры нагрева и охлаждения при прокатке.
Уважаю. Ну а теперь бы чуть-чуть лирики. Все-таки: шведская - не шведская, советская - ленинградская.
А с лирикой сложней. Никогда не видел комплектную поставку стали на фабрику муз инструментов. По своей практике, трубная сталь, к примеру, из Японии имеет множественные клейма и бумаги сертификаты, и каждая пачка листовой стали проложена промасленной бумагой. А размер листа 12х2,5м толщина - 16мм. Я покупал небольшие количества голосовой стали на Американском Е-bay.
Как изготавливаются голосовые планки? (СергейАкимов)
Давно интересует этот вопрос.Хотелось бы узнать этапы этого процесса в условиях собственной мастерской(то есть,как бы вы сами при необходимости сделали голосовую планку с нуля).Интересует,прежде всего,технология изготовления голосовых проёмов.Картинки приветствуются.
Варианта два. Или вырубаются при помощи спец.матрицы и большого молотка, или высверливаются. Всё равно расточка вручную при помощи растирок. Растирки - обычно плоские ,разной длинны и ширины, напильники сточенные до половины и больше на наждаке.На вылете голосовой проём растачивается маненечко шире чем на входе.В том -то вся и штука, что от этого маненечко зависит чуть ли не 60-80 процентов будущего звучания. Всё точится на глаз.
с одной стороны насечка напильника стачивается примерно до половины изначальной толщины, т.е. был напильник 4 мм толщиной, а стал 1.5 - 2 мм
у меня давно в голове идея о лазерной резке.
качество будет в 100 раз выше чем после советских убитых матриц (кто видел - не даст соврать)
по моему, в Питере есть мастера которые так и делают
Это же,наверное,дорогое удовольствие-иметь собственное подобное оборудование. Или они заказывают изготовление планок на каких-то металлообрабатывающих производствах?
Возможно,наверное,и голоса лазером резать.У меня вопрос:если на голосе,на границе между пяткой и зашлифованной частью,т.е. там где язычок подрезается видна зарубка(микроцарапина),то какова вероятность,что голос и сломается у основания.По моим наблюдениям такие голоса и ломаются быстро,или я ошибаюсь и это не связано с поломкой?
Точно сказать нельзя. Знаю,что некоторые мастера, после придания язычку профиля, прошлифовывали его ещё мелкой шкуркой как раз для того ,чтобы исключить поломку голоса из-за грубого шрифта после напильника.Одного такого мастера знаю(ему сейчас уже под 70). Он так делал на инструментах, которые собирались дома. ну как бы на лево, т.к. там никто не подгонял.
Еще вопрос:толщина цельной планки(например,в баянах "Юпитер") уменьшается от низких голосов к высоким или остается постоянной по всей длине?
Zenano
Пользователь+
Было бы неплохо так делать,но технологически это всё усложняет.Планки имеют одну толщину по всей длине.Только у каждого регистра своя толщина.И дискантики тоже клепаются на более тонкой планке.
Я бы сказал, как когда. если по уму, то. должна вся дюраль утоншаться
все-таки, фаготы утоншаются почти всегда
На юпитере сейчас фрезеруют вроде. Знакомый мастер, который клепал мне аккрод на юпитер - ручками делал.
Удовольствие конечно, еще то.
свистки, ясное дело ровные
Хотя, есть баяны в которых никто этим не заморачивается - от мастера зависит
Ещё вопросец возник: я правильно понимаю,что в современных цельнопланочных баянах высокого класса применяется дюраль(а не латунь,скажем) для изготовления голосовых планок из соображений меньшего веса? Ведь,насколько я знаю,латунь обладает более высокими звуковыми качествами.
так и есть , но то что латунь более звучащая - это ещё можно поспорить.Все юпитера клепаются на дюрали и ещё как звучат.

Сделал я,всё-таки, цельную планку в целях эксперимента и получения опыта:
Ай, молодца ! Вот сразу видно, что человек прикладывает усилия, да и с руками порядок. Опыт , я так понимаю, получился бесценным. Преимущество такого способа в том, что не нужны ни ножницы для стали, ни прокуски для отверстий.Голоса уже есть готовые и в этом минус.Вы сразу становитесь заложником голосов, которые уже не изменить, и растачивание проёма под голос удовольствие ещё то. Да и качество стали в кусках гораздо ниже - мягче они.Сергей попробуйте сделать сбивку кускового аккорда (есть в форуме тема)И сравните результат. Я думаю эффект может получиться достаточно впечатляющим. И времени уйдёт ГОРАЗДО меньше. Сбивал сам Шуйскую трех-голосную. получилось небо и земля. Хотя конечно мысль о том , что играешь на цельнопланке, конечно греет душу. Жаль, что на видео не слышно как звучат самые высокие голоса. Молодец.
Спасибо,Денис. На самом деле,голоса взяты на полтона выше,чем нужно,и сточены потом у основания для понижения(так посоветовал мне Николай Писарцев на сайте "Русская гармонь" в личной переписке),так как они там довольно толстые(по-моему,даже, слишком).
А опыт, действительно,получился бесценным.По крайней мере,теперь для меня это не "тёмный лес" и я вижу,что всё возможно при желании.
Высокие голоса звучат вполне прилично(поверьте на слово).Точно лучше,чем на обычных "кусках".
Эх,если б я знал,где можно раздобыть нормальную голосовую сталь. Может посоветуете что-нибудь? Живу в Ленинградской области.Тула,насколько я знаю,комплектующими не торгует.
Да,и неплохо бы ещё узнать,где раздобыть листовую латунь . Пытался связаться по е-мейлу с поставщиками в Питере,но они молчат(в спам что ли мои письма уходят или они с "мелочью" не хотят связываться?).
Сталь надо спросить на Фирме Юпитер или ООО Баян Юпитер.Делают одно и то-же только разные фирмы. В поиске легко найти телефоны.Лучше поехать туда на пару дней и поучиться наклёпке. Заодно и с мастерами напрямую познакомиться взять их телефоны, а там они и сами предложат, что у них есть.Я однажды так поимел у Баринова 3 кг стали , правда отечественной, но совершенно бесплатно.
замена голосов в контр октаве (басы)
Сегодня забрал баян с ремонта(Ясную поляну) удивлению небыло предела, когда треснутые голоса были заменены шведской сталью.
Шведская сталь была взята от куска ножовки по дереву с надписью сделано в Швеции). Удивительно, что такое еще и звучит)
Мастер сказал что такая сталь послужит долго и качественно, так как является по сути своей, пружинной)
У кого какие по этому поводу будут возражения, либо одобрения? либо осуждения)
Оторвать руки? заплатить премию ?либо еще что нибудь. За каждый голос было отдано по 1 000 руб.)
Vladimir Zh
Ну вот теперь - яснее. Конечно, лучше использовать специальную голосовую сталь. Вариант с ножовочным полотном прохилял бы в советские времена в эпоху тотального дефицита. Но, самое главное, что даже при наличии хорошей стали голос должен делать - Мастер, а не дядя Вася - слесарь. Фото прикрепите, желательно макро.
Предлагаю дать в морду забрать деньги и ещё столько же взять за ущерб. За свои слова отвечу.Дело в том , что НОРМАЛЬНЫЙ мастер за переделку возьмёт больше обычного. Не далее двух недель назад переклёпывал бас , выполненный из слесарного складного сантиметра. Мало того, что голос был ужасно притёрт, да ещё и отверстия под клёпки были разбиты до 3,5 мм и имели далеко не геометрически ровные формы. В таких случаях качественно наклепать голос весьма непросто. Надо понимать, что с каждой, даже профессиональной наклёпкой в одно и то же место, отверстия под клёпки становятся всё больше и больше. В результате пришлось разверткой 3,5 мм. придать правильные линии отверстиям, выточить бронзовые втулки диаметром 3,5 мм. и внутренним отверстием 2мм., потом запрессовать эти втулки в планку и уже потом спокойно наклепать голос. Кстати обратите внимание на напайку на вашем вновь наклёпанном голосе. Если сталь от ножовки по физическим характеристикам не соответствует норме, то скорее всего напайка будет или значительно тоньше соседних или сточена почти под ноль. Как правило такие я всегда вижу в подобных случаях - наклепают из левого металла, напайку родную припаяют, а голос то звучит гораздо ниже чем нужно и давай её пилить пока только тоненькая фольга от напайки не останется. По крайней мере надо предупреждать клиентов , что мол стали голосовой нет, могу из лопаты наклепать.
vitttalik
к сожалению фото нет, т.к. клепался внутренний голоса на планке и он внутри резонатора.
Vladimir Zh писал:
Мастер повел себя не очень корректно когда начал юлить и говорить после перенаклепки голосов, что остальные голоса скорее всего ослабли и их необходимо подклепывать и в последующем проводить настройку всего инструмента. за указанную услугу по настройке захотел 20 000 (мотивировал тем что на фабрике ему сказали что стоимость настройки инструмента это 30 процентов стоимости баяна)
Может кто сталкивался со знающими мастерами свого дела в г. Хабаровске
В общем продвинутый мастер.
Подскажите люди знающие каким образом на будующее осуществлять ремонт, ведь специалистов очень мало и где их искать, по обычию в музыкальных школах сталкивался с мастерами которые на инструменте даже играть толком не могут а настраивали всю жизнь пианино. Как не ошибится в профессионализме мастера?
levsha34,
Скажите вы не тот ли левша который ремонтировал баян на ютубе с ломанной декой?)
Вся проблема в том, что хороших мастеров-универсалов (которые могут и с механикой работать, и голос наклепать на приличном уровне) очень мало. В крупных городах (не Москва, и не Питер) их единицы. А в некрупных - вообще не осталось. Совет: пообщайтесь с баянистами своего города. Сообща выясните ситуацию. И уж тогда решайте, или морду бить, или придётся с таким "мастером" жить. Се ля ви.
По поводу "подклёпки" голосов. Часто бесполезное занятие на цельной планке, т.к. надо ставить заново заклёпку, загонять "со скрипом", и правильно её разбивать. Это делают единицы. Стоит в масштабах инструмента - не дёшево, и для Ясной поляны - дорогое удовольствие. А вариант - "молотком по батарее", как в старые времена, пройдёт только на кусковом инструменте. Так что с недержанием строя придётся, скорее всего, мириться.
DiDyLiZ
Вы когда-нибудь видели ножовку по дереву с надписью MADE IN SWEDEN на полотне, которой долго-долго до этого работали по назначению? Там в принципе уже никаких надписей или картинок (логотипов типа: Sandvik), которые раньше были, найти не представляется возможным.
Товарищ для этой цели купил абсолютно новую шведскую ножовку? :biggrin:
Тогда там наверняка есть и название фирмы и номер модели (артикул). Пускай их озвучит. :scratch_:
askurpela
. levsha34,
Скажите вы не тот ли левша который ремонтировал баян на ютубе с ломанной декой?). Не понял вопроса, Витталик, на Ютубе выкладывал видео о наклёпке голосов и о азах настройки голосов. Про баян с ломаной декой ничего не выкладывал. В Новосибирске есть хорошие мастера. хотя с вашими сибирскими расстояниями.
На ютубе появилось видео баян левша, там парень реставрировал баян, в частности механику) вот я и подумал что это могли бы быть и вы.
На счет видео по наклепке голосов, интересно, погляжу сегодня завтра)
)) именно так, он купил ножовку и не одну, объяснял мне что это лучшее из чего можно сделать) к сожалению по моей попустительности я не сфотографировал его новые ножовки, у него их там штуки 3 полотна - это что то на подобие фрезы или большого полотна для лобзика зубья с одной стороны, где то 6-9мм.
толщина металла заметил что была написана на ней 0,6 мм, (голос родной был 0,5 мм но он сказал что точил его до нужной толщины)
Изготовление голосовых язычков
Изготавливают недостающие язычки в том случае, если ремонтируют цельные или секционные планки или если в мастерской не оказалось запасных кусковых планок. B зависимости от тона язычков для их изготовления применяют термообработанную стальную ленту толщиной от 0,35 до 0,7 мм.
Раскрой стальной ленты,пробивка отверстия и разметка контура язычка
Если стальная лента широкая, ее разрезают на полоски, ширина которых равна ширине язычка y основания. Для этого применяют ручные ножницы по металлу, рычажные ножницы,прикреплённые к рабочему столу, или роликовые ножницы.
Нарезанные полоски разрезают на отрезки длиной 200-300 мм. На отрезках стали намечают места для заклепочного отверстия и пуансоном пробивают его.
Далее в планочное отверстие туго насаживают заклепку, выступающий конец которой продевают в отверстие стальной полоски; последнюю большим пальцем левой руки прижимают к планке и c противоположной стороны планочного отверстия большой иглой или шилом проводят риску, определяющую будущие габаритные размеры язычка. Стальная полоска должна быть установлена так, чтобы ее продольная ось совпала с продольной осью планочного проема.
Формирование контура и подгонка язычка к голосовому проёму
По нанесённым рискам ножницами для металла вырезают боковые стороны, образуя заплечики y основания язычка, после чего его аккуратно подгоняют по проему планки.
Подгонку язычка по проему планки производят в специальной латунной или стальной вводке, имеющей продольные пазы разной ширины и глубины. Меньшие по размеру язычки устанавливают в пазы меньшего размера, большие в большие.
Чтобы получить минимальные просветы между кромками язычка и стенками планочного проема, шлифовать кромки язычка нужно напильником с мелкой насечкой постепенно, очень аккуратно, неоднократно проверяя зазоры на свет.
Шлифовка профиля язычка и доведение до нужного тона
Язычок шлифуют c наружной стороны, придавая ему необходимый по тону профиль. Внутреннюю сторону язычка шлифовать не рекомендуется, так как снятие с поверхности стали воронения способствует более быстрой коррозии.
Ручное шлифование производят трехгранным напильником c полубархатной насечкой; при этом опорой для шлифуемого язычка является торцовая поверхность бруска из твердолиственной породы древесины (бук, дуб, клен, самшит).
Чтобы язычок при шлифовании не скользил по торцовой поверхности бруска, на него прибивают упорную шпильку, к которой и прижимается язычок.
Неопытный шлифовальщик, стремящийся получить правильно звучащий и хорошо обработанный язычок, должен тщательно осмотреть профиль парного голоса и при доведении язычка до тона в основном руководствоваться формой профиля этого парного язычка. Тон шлифуемого язычка проверяют и доводят до унисона c парным язычком.

Для получения правильного профиля язычка следует шлифовать язычок так, чтобы кривизна профиля на шлифованной стороне была плавной, чтобы язычок при колебании изгибался по всей рабочей длине, риски от шлифования на поверхности язычка были мелкими и располагались строго перпендикулярно к продольной оси язычка.
Наклёпка заготовленного язычка на планку
Заготовленный, но еще не отрезанный от полоски язычок приклепывают к планке, после чего ребром напильника его отрезают от полоски.
Перед приклепыванием выступающий конец заклепки вставляют в цилиндрическое углубление на небольшой специальной наковальне и ударами молотка c обратной стороны расклепывают заклепку, которая прижимает язычок к планке. Затем планку с язычком переворачивают и легкими ударами молотка расклепывают второй конец заклепки.
При выполнении этой ответственной операции надо следить, чтобы на заклепке не образовалось боковой кривизны, так как она отведет продольную ось язычка в сторону от продольной оси проема и кромка язычка будет соприкасаться c боковой стенкой платочного проема. Кривизна заклепки в направлении продольной оси язычка приведет к тому, что между верхней кромкой язычка и торцовой стенкой проема образуется большой просвет и, наоборот, при изгибе в другую сторону язычок немного сместится к торцовой поверхности проема и будет ударяться o нее при колебаниях.
B случае изгиба и небольшого смещения язычка в ту или другую сторону планку ставят на ребро, выступающую часть заклепки прижимают к поверхности наковальни и легкими ударами молотка по ребру планки выпрямляют заклепку, придавая язычку нужное направление.

После установки язычка на свое место заклепку расклепывают окончательно, надежно закрепляя язычок на планке.
Приклепка язычка к планке должна быть выполнена так, чтобы пятовая часть его плотно прилегала к планке и язычок не поворачивался вокруг заклепки. Однако следует иметь в виду,что чрезмерное расклепывание приведет к расширению сечения заклепки и возникновению больших напряжений в материале планки к пятовой части язычка, вызывающих их деформацию.
Особенности изготовления язычков низких тонов
Язычки низких тонов (большой и контроктавы) изготовляются по той же технологии, что и язычки для средних и высоких регистров, но с добавлением инертной массы (накладки) на их вершины, чтобы при расчетной длине уменьшить число колебаний в секунду.
В качестве материала для накладок применяют листовую латунь марок Л62, Л68. Длина накладки должна быть не более 1/5 длины рабочей части язычка.
Для жесткого и прочного соединения накладки с язычками их припаивают или закрепляют двумя заклепками.
Технология соединения накладок и язычков следующая: из листовой латуни (толщиной 1,0-1,5 мм) нарезают кусочки указанной выше длины и шириной, равной ширине язычка (с допуском на обработку 0,2 мм).
Одну плоскость накладки и наружную поверхность язычка y вершины шлифуют полубархаты напильником. Эти поверхности покрывают смесью хлористого цинка c нашатырем (хлористого цинка 25%, нашатыря 75%), а между поверхностями язычка и накладки закладывают тонкий слой припоя (ПМц-54),
слегка прижимают их плоскогубцами и припаиваемый участок нагревают на открытом пламени. После полного расплавления припоя язычок должен остыть. Затем напильником обрабатывают кромки и наружную поверхность язычка.
Присоединение накладки к язычку заклепками заключается также в обработке соединяемых поверхностей, высверливании двух отверстий диаметром 0,7-1,0 мм, в изготовлении и подгонке по отверстиям заклепок, в приклепывании накладки язычку и обработке напильником.
Чтобы язычки не деформировались, заклепки надо изготавливать из латунной проволоки марки Л68 или Л62.
Убедившись в правильности наклепки, устанавливают язычок в рабочее положение.
Изготовление полукорпуса для будущего аккордеона(или баяна) в условиях фабричного производства(видео неизвестной давности с итальянской
Изготовление Шраммель-гармоники(одной из разновидностей немецких гармоник) мастером Герфридом Зернигом. Видео на немецком языке. Показаны
Вклёпывание(запрессовка) стойки в валик в процессе создания левой механики гармони. До этой технологии
Процесс формовки металлических меховых уголков в специальном приспособлении. Видео от одного из латиноамериканских мастеров.
Типовые наборы голосовых планок и размеры входных камер
Голосовые планки и входные камеры резонаторов составляют акустическую основу язычковых музыкальных инструментов. От их качества в значительной мере зависит качество инструмента в целом. Для получения всей гаммы частотного диапазона звуков инструмента требуется большое количество голосовых планок и входных камер. Из технологических соображений размера их приходится унифицировать, группируя по определенным типоразмерам.

Кусковые голосовые планки
Они могут быть кусковыми (на одной пластине устанавливаются язычки одного тона, причем их количество не превышает двух), групповыми или секционными (на одной металлической пластине равной толщины, у которой от четырех до семи пар проемов, устанавливаются язычки на группу тонов), и цельными (на одной или двух металлических пластинах устанавливаются язычки всего резонатора).
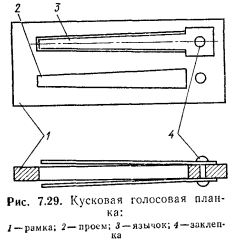
Кусковые планки чаще других используются в язычковых инструментах. Каждая отдельная планка имеет металлическую рамку 1 (рис.7.29) с двумя сквозными проёмами(отверстиями) 2 для язычков 3 одного определенного тона, причем один из них возбуждается при сжатии меха, другой — при растяжении. Язычки крепятся к рамке заклепками 4. В инструментах массового производства применяются планки только этого вида.
Такие планки удобно делать разной толщины для различных тонов (различных амплитуд колебаний язычка).
На практике толщину рамки выбирают приблизительно равной максимальной амплитуде колебаний конца язычка. При слишком тонких или толстых планках уменьшается интенсивность звука.

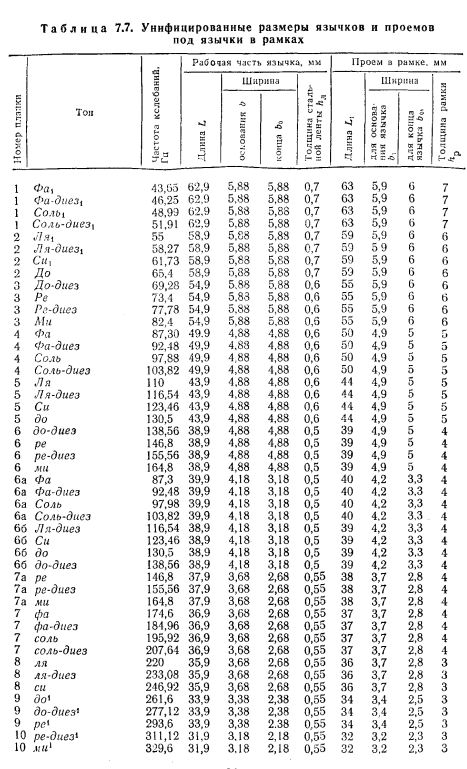
Кусковые планки легко унифицируются для использования в различных видах музыкальных инструментов (табл. 7.7). У планок одного номера одинаковые рамки. Для планок с первого по шестой номер рамки изготовляются c напайками и используются в основном в аккомпанементе.
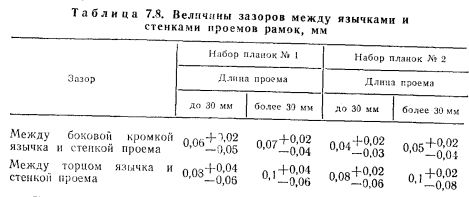
Выпускаемые в настоящее время голосовые планки подразделяют на два набора: № 1 и № 2. Планки набора № 1 используются при изготовлении рядовых инструментов массового производства, № 2— инструментов массового производства повышенного качества. Основное отличие планок этих наборов заключается в величинах зазоров между язычком и стенками проема рамки (табл. 7.8).
Недостаток кусковых планок—сложность изготовления с малыми зазорами между язычком и стенками проемов.
Количество кусковых голосовых планок в гармониках, баянах и аккордеонах массового производства зависит от размеров и конструктивных особенностей инструментов (табл. 7.9).

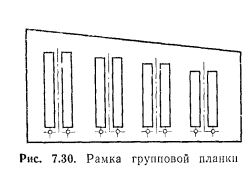
Секционные и цельные планки
Групповые планки (секционные планки) применяют редко, лишь в специальных (заказных) инструментах. Групповая планка представляет собой рамку равной толщины c проемами, в которых располагаются язычки (рис. 7.30). У групповых планок более низкие пороги возбуждения, так как зазоры между язычками и стенками проемов меньше, чем y кусковых. Недостаток этих планок—большая сложность изготовления и меньшая степень унификации.
Цельные планки(или-целиковые) применяют в основном для инструментов, изготовляемых по заказам, и в губных гармониках. Они, как правило, имеют небольшие зазоры между язычками и стенками проемов, а, следовательно, и низкие пороги возбуждения. K недостаткам цельных планок относят сложность изготовления их разной толщины, поэтому их обычно делают одной толщины.

Для изготовления планок применяются материалы, имеющие близкие значения коэффициентов темпeратурного расширения, удовлетворяющее требованиям антикоррозийиости, механической прочности и минимального удельного веса (табл. 7.10, 7.11).
Резонаторы (входные камеры)

Резонаторы мелодии
Резонаторы мелодии служат для крепления планок мелодии и образования звукоряда мелодии инструментов. Одна кусковая планка c двумя язычками одинаковой высоты тона (один из язычков работает при сжатии, другой—при растяжении меха) крепится на резонатор, образуя наружную стенку одной входной камеры. Остальные планки c язычками другой высоты тона крепятся соответственно к другим камерам. Количество входных камер в резонаторе зависит от диапазона звучания инструмента и конструкции клавиатурного механизма.В зависимости от вида и голосности инструмента могут применяться от двух до шести резонаторов мелодии. Параметры резонаторов мелодии для баяна 37 Х 100.II приведены в табл. 7.12.
Резонаторы аккомпанемента
Резонаторы аккомпанемента служат для крепления голосовых планок готовых аккордов аккомпанемента и образования звукоряда аккомпанемента. Они могут быть c одинаковыми по размерам противолежащими через средник входными камерами, предназначенными для планок одной высоты, и c различными по размерам противолежащими через средник входными камерами, предназначенными для планок, отличающихся по высоте на октаву.
Резонаторы баса
Басовые резонаторы служат для крепления голосовых планок, предназначенных для создания басового звука в аккомпанементе. Их подразделяют на резонаторы для заёмного басового механизма (заемные резонаторы) и для незаемного басового механизма (незаемные резонаторы). Заемные резонаторы имеют одну сторону для формирования более низких звуков, вторую — более высоких. Незаемные резонаторы имеют дополнительные системы входных камер, служащие для голосовых планок, настраиваемых выше или ниже основных.
Резонаторы для духовых и губных гармоней меньших размеров, другого конструктивного оформления изготовляются из других исходных материалов, чем резонаторы для баянов и аккордеонов (см. табл. 7.10, 7.11). Это связано со спецификой их эксплуатации и вызвано требованиями повышенной влагостойкости.
Расчёт размеров входных камер резонаторов
При определении размеров входных камер принимают по внимание, что при приклейке к резонатору голосовых планок камеры работают, как акустические резонаторы, собственные частоты которых приближённо рассчитывают по формуле Гельмгольца (7.26). Эти частоты должны не совпадать c частотами обертонов язычка, образующими диссонирующие интервалы (ем. рис. 2.17). Длины входных камер выбирают в соответствии c размерами голосовых планок и с учетом запаса на их крепление. Размеры же планок определяются размерами язычков.
Опытным путем установлено, что наилучшее возбуждение язычка достигается в случае минимальной глубины входной камеры, немного превышающей максимальную величину амплитуды колебаний конца язычка. Кроме того, порог возбуждения понижается, когда собственная частота входной камеры существенно превышает собственную частоту колебаний язычка (см. рис. 7.19).
Читайте также: