Гомогенизированный отжиг сталей проводят при температурах
Обновлено: 14.05.2024
По книжному определению, отжиг - это нагрев стали до температуры выше критической, выдержка при этой температуре и медленной охлаждение вместе с печью. На самом деле это общее определение, под которое попадают не все виды отжига. Режимы отжига зависят в первую очередь от конечных требований к стали или изделию, в первую очередь это требования по механическим или технологическим свойствам металла.
Содержание
Отжиг первого рода (І-го рода)
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние. Этот вид отжига может включать в себя процессы гомогенизации, рекристаллизации, снижения твердости и снятия остаточных напряжений. Особенность этого вида отжига в том, что указанные процессы протекают независимо от того происходят ли фазовые превращения при термообработке или нет. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения и снижающий твердость.
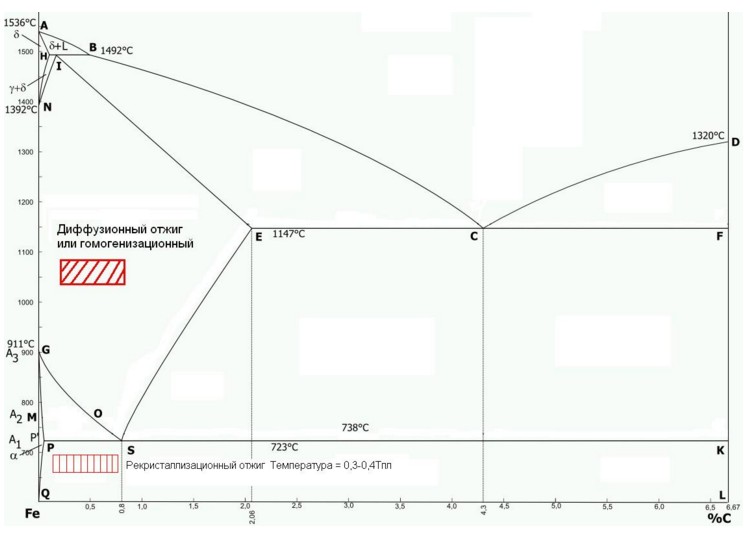
Гомогенизационный отжиг
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной и внутрикристаллитной ликвации в слитках сталей. Ликвация повышает склонность стали, обрабатываемой давлением, к хрупкости, анизотропии свойств и таким дефектам, как шиферность (слоистый излом) и флокены. Устранение ликвации достигается за счет диффузионных процессов. Для обеспечения высокой скорости диффузии сталь нагревают до высоких (1000–1200 °С) температур в аустенитной области. При этих температурах делается длительная (10–20 час.) выдержка и медленное охлаждение с печью. Диффузионные процессы наиболее активно протекают в начале выдержки. Поэтому во избежание большого количества окалины, охлаждение с печью обычно проводят до температуры 800 — 820°С, а далее на воздухе. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно последующей обработкой давлением или термической обработкой с полной перекристаллизацией сплава. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг стали
Рекристаллизационный отжиг, применяемый для сталей после холодной обработки давлением, – это термическая обработка деформированного металла или сплава. Может применять как окончательная, так и промежуточная операция между операциями холодного деформирования. Главным процессом этого вида отжига являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат сталей происходит при относительно низких (300–400°С) температурах. При этом процессе наблюдается восстановление искажений кристаллической решетки.
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение: ТР ≈ (0,3–0,4)ТПЛ., что составляет для углеродистых сталей 670–700°С.
Отжиг для снятия напряжений
Отжиг для снятия напряжений – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений. Такие напряжения возникают при обработке давлением или резанием, литье, сварке, шлифовании и других технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными. Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650°С в зависимости от марки стали и способа предыдущей обработки.
Высокий отжиг стали
Эта операция часто называется высоким отпуском. После горячей пластической деформации сталь имеет мелкое зерно и удовлетворительную микроструктуру. Такое состояние сталь получает при ускоренном охлаждении после пластической деформации. Однако в структуре могут быть составляющие: мартенсит, бейнит, троостит и т. д. Твердость металла при этом может быть достаточна высока. Для повышения пластичности и соответственно снижения твердости делается высокий отжиг. Его температура ниже критической Ас1 и зависит от требований к металлу для следующей операции обработки.
Отжиг второго рода (ΙΙ-го рода)
Отжиг ΙΙ рода основан на использовании фазовых превращений сплавов и состоит в нагреве выше температуры превращения с последующим медленным охлаждением для получения устойчивого структурного состояния сплавов.
Полный отжиг
Полный отжиг производится для доэвтектоидных сталей. Для этого стальную деталь нагревают выше критической точки А3 на 30–50°С и после прогрева проводят медленное охлаждение. Как правило, детали охлаждают вместе с печью со скоростью 30–100°С/час. Структура доэвтектоидной стали после отжига состоит из избыточного феррита и перлита.
Основные цели полного отжига:
- устранение пороков структуры, возникших при предыдущей обработке (литье, горячая деформация, сварка, термообработка), – крупнозернистости и видманштеттовой структуры;
- смягчение стали перед обработкой резанием – получение крупнозернистости для улучшения качества поверхности и большей ломкости стружки низкоуглеродистых сталей;
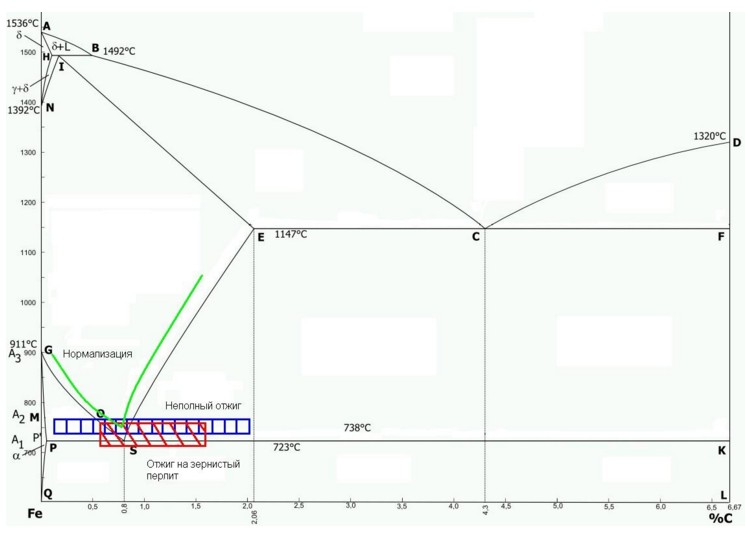
Неполный отжиг
Неполный отжиг отличается от полного тем, что нагрев производится на 30–50 °С выше критической точки А1 (линия РSК на диаграмме «Железо – цементит»). Неполный отжиг доэвтектоидных сталей проводят для улучшения обрабатываемости резанием. При неполном отжиге происходит частичная перекристаллизация стали — вследствие перехода перлита в аустенит. Избыточный феррит лишь частично превращается в аустенит. Такой отжиг проводится при температуре 770 — 750°С с последующим охлаждением со скоростью 30 — 60°С/с до 600°С, далее на воздухе.
Неполный отжиг широко применяется для заэвтектоидных углеродистых и легированных сталей. Нагрев этих сталей на 10 — 30°С выше Ас1 вызывает практически полную перекристаллизацию сплава и позволяет получить зернистую (сферическую) форму перлита вместо пластинчатой. Такой отжиг называют сфероидизацией. Частицы цементита, не растворившегося при нагреве, или области аустенита с повышенной концентрацией углерода за счет неполной его гомогенизации после растворения цементита, служат центрами кристаллизации для цементита, выделяющегося при последующем охлаждении до температуры ниже А1 и принимающего в этом случае зернистую форму. В результате нагрева до температуры значительно выше А1 и растворения большей части цементита и более полной гомогенизации аустенита последующее выделение цементита ниже А1 происходит в пластинчатой форме. Если избыточный цементит находился в виде сетки, то перед этим отжигом нужно сделать нормализацию с нагревом выше Асm (желательно с охлаждением в направленном потоке воздуха).
Стали, близкие к эвтектоидному составу, имеют узкий температурный интервал нагрева (750 — 760°С) для отжига на зернистый цементит, для заэвтектоидных сталей интервал рсширяется до 770 — 790°С. Легированные заэвтектоидные стали можно нагревать до более высоких температур 770 — 820°С. Охлаждение и сфероидизация цементита происходит медленно. Охлаждение должно обеспечить распад аустенита на феррито-карбидную структуру, сфероидизацию и коагуляцию образовавшихся карбидов до 620 — 680°С.
Отжиг на зернистый перлит (маятниковый отжиг)
Для получения зернистого перлита применяют отжиг с различными вариациями термоциклирования в надкритическом и межкритическом интервале температур, маятниковые виды отжига с различными выдержками и количеством циклов.
Сталь с зернистым перлитом имеет более низкую твердость, временное сопротивление разрыву и соответственно более высокие значения характеристик пластичности. Например эвтектоидная сталь с пластинчатым перлитом имеет твердость 228НВ, а с зернистым 163НВ и соответственно временное сопротивление 820 и 630МПа, относительное удлинение 15 и 20%.
Микроструктура стали после отжига на зернистый перлит (ОЗП) выглядит следующим образом

После отжига на зернистый перлит стали обладают наилучшей обрабатываемостью резанием, при этом достигается более высокая чистота поверхности. В ряде случаев, отжиг на зернистый перлит является обязательной предварительной операцией. Например для избежания трещинообразования при высадке болтов и заклепок.
Изотермический отжиг
Изотермический отжиг заключается в нагреве стали до температуры Ас3 + (30–50°С), последующего ускоренного охлаждения до температуры изотермической выдержки ниже точки А1 и дальнейшего охлаждения на спокойном воздухе. Изотермический отжиг по сравнению с обычным отжигом имеет два преимущества:
- больший выигрыш во времени, т. к. суммарное время ускоренного охлаждения, выдержки и последующего охлаждения может быть меньше медленного охлаждения изделия вместе с печью;
- получение более однородной структуры по сечению изделий, т. к. при изотермической выдержке температура по сечению изделия выравнивается и превращение во всем объеме стали происходит при одинаковой степени переохлаждения.
Патентирование
Патентирование — операция отжига, как правило назначаемая для пружинной проволоки, с содержанием углерода 0,65 — 0,9%, перед волочением. Процесс заключается в аустенитизации металла и последующим пропускании его через расплав солей с температурой 450 — 550°С (на ДИПА это температуры изотермической выдержки в области минимальной устойчивости аустенита). Это приводит к образованию тонкопластинчатого троостита или сорбита, который позволяет получать степени обжатия более 75% для волочения и окончательное временное сопротивление 2000 — 2250МПа после ХПД.
Нормализационный отжиг (нормализация стали)
Нормализационный отжиг или нормализацию стали применяют как промежуточную операцию для смягчения стали перед обработкой резанием и для общего улучшения ее структуры перед закалкой. При нормализации доэвтектоидную сталь нагревают до температур Ас3 + (30–50°С), заэвтектоидную до Асм + (30–50°С) и после выдержки охлаждают на спокойном воздухе.
Ускоренное охлаждение по сравнению с отжигом обуславливает несколько большее переохлаждение аустенита, поэтому при нормализации получается более тонкое строение эвтектоида (тонкий перлит или сорбит) и более мелкое эвтектоидное зерно.
Прочность стали после нормализации несколько выше, чем после отжига. В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита. При нагреве выше точки Асм вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе не успевает образовать грубую сетку, понижающую свойства стали. В доэвтектоидной стали, как говорилось выше, нормализация позволяет устранить крупное зерно после перегрева и видманштетт после нарушения цикла ГПД.
Превосходный эффект сварки с помощью лазерного сварочного аппарата по доступной цене, обращайтесь!
Гомогенизационный отжиг
Гомогенизационный отжиг применяют для слитков и отливок, в которых в реальных условиях кристаллизации сформировалась химически неоднородная структура, включая дендритную ликвацию и наличие неравновесных эвтектик или других структурных составляющих (см. лекцию 3).
Целью гомогенизационного отжига является устранение химических неоднородностей в структуре и на этой основе повышение пластичности материала отливок, улучшение технологичности слитков при обработке давлением, повышение однородности структуры готовых изделий и улучшение комплекса их свойств.
Температура нагрева при гомогенизационном отжиге должна быть предельно высокой, близкой к температуре плавления. Это позволит предельно сократить длительность выдержки. Однако верхний предел температурного режима отжига ограничивается развитием возможных нежелательных явлений, таких как чрезмерный рост размера зерна (перегрев) или оплавление границ зерен, обогащенных примесями, что сопровождается насыщением газами, образованием газовой и усадочной пористости, окислением и возникновением трещин (пережог).
Практика показывает, что в большинстве случаев температура отжига может быть предварительно определена как (0,90 - 0,95) от температуры плавления в Кельвинах. Затем для каждого конкретного сплава она уточняется на основе проводимых исследований структуры и свойств заготовок и готовых изделий. Оптимальной считается температура, которая при минимальных затратах (небольшой длительности отжига), обеспечивает достаточную технологичность материала заготовки при обработке давлением (прессовании, прокатке и др.) и заданный уровень свойств готовых изделий.
Длительность выдержки при гомогенизационном отжиге зависит от типа сплава, технологии его получения, размеров заготовок и величины садки в нагревательном устройстве (печи). Она складывается из длительности прогрева изделия по толщине либо времени прогрева по сечению крупной садки; времени, необходимого для растворения неравновесных структурных составляющих в структуре сплава; и, наконец, времени, требуемого для устранения дендритной ликвации.
Длительность прогрева определяется теплотехническими расчетами на основе решения дифференциальных уравнений теплопроводности либо экспериментальными методами путем термометрирования садки в печи.
Время, необходимое для растворения неравновесных структурных составляющих, можно определить эмпирическим выражением
где а и b - константы для конкретного сплава и технологии его производства; m - толщина растворяющихся частиц неравновесных структурных составляющих. Значение величины а во многом определяется размером обрабатываемых заготовок и изделий, а значение показателя степени b - устойчивостью неравновесных фаз и диффузионными характеристиками системы. Для алюминиевых сплавов, например, величина b колеблется от 1,2 до 2,5, при средних значениях, равных 2, что свидетельствует о преимущественно диффузионной кинетике растворения неравновесных структурных составляющих в таких сплавах.
Третья составляющая длительности выдержки при гомогенизационном отжиге определяется временем, затрачиваемым на гомогенизацию твердого раствора, характеризующегося в исходном состоянии либо после окончания растворения неравновесной структурной составляющей химической неоднородностью по сечению каждого зерна (внутрикристаллитной или дендритной ликвацией).
Скорость нагрева и скорость охлаждения - дополнительные технологические параметры гомогенизационного отжига. Слитки и фасонные отливки, особенно сложной формы, следует нагревать медленно, обычно вместе с печью - во избежание возникновения термических напряжений, которые могут привести к образованию трещин или короблению изделий.
По этой же причине и охлаждение часто проводят медленно (вместе с печью). При назначении режимов охлаждения наибольшее значение уделяют учету развивающихся при охлаждении фазовых превращений. При этом применяют такие способы и скорости охлаждения, при которых в результате развития фазовых превращений дополнительно повышается пластичность сплавов. Например, после отжига стальных слитков охлаждение, как правило, проводят медленное (вместе с печью) со скоростью от нескольких градусов до нескольких десятков градусов в час. Образующиеся при этом перлитные структуры характеризуются достаточно грубопластинчатым строением с низкими прочностными, но высокими пластическими характеристиками.
Наоборот, слитки из термически упрочняемых алюминиевых сплавов после гомогенизационного отжига рекомендуется охлаждать ускоренно (например, на воздухе), за счет чего предотвращается выделение по границам зерен твердого раствора вторичных выделений обычно хрупких фазовых составляющих.
Отливки из литейных алюминиевых сплавов после продолжительной гомогенизирующей выдержки охлаждают очень быстро - в воде, что полностью предотвращает выделение избыточной фазы. Кроме того, такое сочетание гомогенизационного отжига и быстрого “закалочного” охлаждения исключает необходимость нового нагрева под закалку, сокращая общую длительность цикла получения отливок.
Иногда применяют посадку в печь для отжига горячих слитков, не до конца охлажденных в кристаллизаторе или изложнице, подачу слитков из печи отжига на операцию горячей прокатки, исключая операции охлаждения после отжига слитков и их нового нагрева под обработку давлением. Это уменьшает общую продолжительность отжига и повышает суммарную экономичность процессов получения изделий.
Легированные стали, содержащие хром, молибден, ванадий, вольфрам, титан и др., отжигают при температурах 1050 - 1250°С в крупных садках с выдержкой от 8 до 20 ч. Нагрев и охлаждение очень медленные (до 10 - 20°/ч). Общая длительность цикла достигает 160 - 180 ч.
Алюминиевые сплавы отжигают при температурах от 440 до 640 °С в зависимости от химического состава сплавов. Преимущественно эта температура на 5 - 40 °С ниже температуры неравновесного солидуса конкретного сплава. Так, для дуралюминов Д1 и Д16, температуры неравновесного солидуса которых равны 509 и 508 °С, интервалы температур гомогенизационного отжига соответственно составляют: 470 - 500 °С и 470 - 495 °С. Для высокопрочного сплава В95 с температурой неравновесного солидуса 475 °С температура отжига 440 - 470 °С. Для сплава системы алюминий - магний марки АМг6, имеющего температуру неравновесного солидуса 460 °С, температура отжига очень близка к солидусу- 450 - 460 °С. Для малолегированного сплава АМц соответственно 650 и 600 - 640 °С. Длительность выдержки при отжиге от нескольких часов до нескольких десятков часов. Для сплавов типа дуралюмин это время от 8 до 36 ч, для сплавов систем Al - Mg до 48 ч.
Охлаждение слитков или слитковых заготовок из алюминиевых сплавов обычно ведут на воздухе. При использовании печей непрерывного действия слитковые заготовки подают непосредственно к прокатным станам для горячей пластической деформации подстуженными с температуры отжига до температуры деформации. Отливки из алюминиевых сплавов охлаждают после гомогенизации в воде, совмещая отжиг с закалкой.
Магниевые сплавы гомогенизируют при температурах 390 - 415 °С. Время выдержки 18 - 24 ч. Как и для алюминиевых сплавов, часто применяют совмещение гомогенизационного отжига с нагревом под обработку давлением (для слитков) и с закалкой (для отливок). Особенностью магниевых сплавов является их высокая химическая активность в контакте с кислородом воздуха, в связи с чем всегда существует опасность самовоспламенения. Поэтому нагрев слитков или отливок до температур отжига целесообразно вести в защитных средах, простейшей из которых является смесь воздуха с сернистым газом.
Как для алюминиевых, так и для магниевых сплавов иногда применяют высокотемпературную гомогенизацию (при температурах, на несколько градусов превышающих температуру неравновесного солидуса), что резко увеличивает степень гомогенизации слитков и отливок и не менее чем в 1,5 - 3 раза повышает пластичность сплавов.
36. Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
Отжигом называют нагревание и медленное охлаждение стали. Отжиг второго рода – изменение структуры сплава с целью получения равновесных структур; к отжигу второго рода относится полный, неполный и изотермический отжиги.
Перекристаллизационный отжиг основан на фазовой перекристаллизации, т. е. является отжигом II рода. Основное его назначение – полное изменение фазового состава. Температура нагрева и время выдержки должны обеспечить нужные структурные превращения, скорость охлаждения выбирают такой, чтобы успели произойти обратные диффузионные фазовые превращения. После отжига получают однородную мелкозернистую структуру, твердость понижается, пластичность повышается и отжиг II рода применяют в качестве предварительной термической обработки и перед обработкой стальных деталей на металлорежущих станках.
В зависимости от температуры нагрева различают полный и неполный отжиг.
Полный отжиг применяют для доэвтектоидной стали. Изделия нагревают, чтобы обеспечить полную перекристаллизацию – превращение исходной ферритно-перлитной структуры в аустенит. Назначение его – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, а также получение мелкозернистой равновесной перлитной структуры в готовой детали.
Неполный отжиг связан с фазовой перекристаллизацией, он применяется после горячей обработки давлением, когда у заготовки мелкозернистая структура.
После охлаждения получится грубая структура, состоящая из крупных зерен феррита и перлита. Сталь обладает пониженной пластичностью. Получению зернистого цементита способствует предшествующая отжигу горячая пластическая деформация, при которой цементитная сетка дробится. Сталь с зернистым цементитом лучше обрабатывается режущим инструментом и приобретает хорошую структуру после закалки.
С целью экономии времени проводят изотермический отжиг. При изотермическом отжиге в процессе выдержки происходит выравнивание температуры по сечению изделия. Это способствует получению более однородной структуры и однородных свойств. Легированные стали подвергают такому отжигу. При отжиге легированных сталей увеличивается не только продолжительность нагрева и выдержки, но и продолжительность охлаждения. Высоколегированные стали охлаждают с малой скоростью вследствие большей устойчивости легированного аустенита. Их твердость остается после отжига высокой, что ухудшает обрабатываемость режущим инструментом.
Нормализацией называют термическую обработку стали, при которой изделие нагревают до аустенитного состояния и охлаждают на спокойном воздухе. Отличие нормализации от полного отжига для доэвтектоидных сталей заключается только в скорости охлаждения. В результате нормализации получается более тонкое строение эвтектоида, уменьшаются внутренние напряжения, устраняются пороки, возникшие в процессе предшествующих обработок изделий. Твердость и прочность выше, чем после отжига. Нормализацию применяют как промежуточную операцию, улучшающую структуру. Особенностями режима этого вида термообработки являются температура нагрева и охлаждение на спокойном воздухе. Эти особенности обусловлены специфическими целями нормализации. Применительно к доэвтектоидным сталям, особенно низкоуглеродистым, нормализация за более короткое время и при большей простоте режима охлаждения позволяет получить те же результаты, что и при отжиге.
Охлаждение на воздухе обеспечивает высокую степень переохлаждения аустенита, чем при отжиге, продукты его распада оказываются более дисперсными, а плотность генерируемых дислокаций приближается к 108 см2, вследствие этого нормализацией можно получить более благоприятную мелкозернистую структуру стали, обладающую повышенными прочностными свойствами.
В ряде случаев, когда от материала изделия не требуется повышенных прочностных свойств, нормализация заменяет закалку. Особенно это касается деталей из низкоуглеродистой стали, для которых применение закалки исключается из-за очень высокой критической скорости закалки. При нормализации заэвтектоидных сталей из-за ускоренного выделения из аустенита избыточного (вторичного) цементита нежелательная цементитная сетка вокруг перлитных зерен не образуется. В связи с этим одной из целей нормализации является разрушение упомянутой сетки у заэвтектоидных сталей.
Рекристаллизационный отжиг (рекристаллизация) стали происходит при температурах 500–550 °C; отжиг для снятия внутренних напряжений – при температурах 600–700°. Эти виды отжига снимают внутренние напряжения в отливках от неравномерного охлаждения их частей и в заготовках, обработанных давлением при температурах ниже критических.
Диффузионный отжиг применяется в случаях, когда в стали наблюдается внутрикристаллическая ликвация. Выравнивание состава в зернах аустенита достигается диффузией углерода и других примесей в твердом состоянии, наряду с самодиффузией железа. В результате сталь становится однородной по составу (гомогенной), поэтому диффузионный отжиг называют также гомогенизацией.
Температура гомогенизации должна быть достаточно высокой, но нельзя допускать пережога зерен.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
3.2.2. Режимы, пользовательские настройки и временные режимы
3.2.2. Режимы, пользовательские настройки и временные режимы Возможности установки пользовательских настроек являются одним из примеров режимов и представляют собой большой источник расстройств для пользователя. Как ни странно, но такие возможности обычно подаются как
3.2.3. Режимы и квазирежимы
3.2.3. Режимы и квазирежимы Использование клавиши «Caps Lock» для для набора заглавных букв существенно отличается от удерживания клавиши «Shift» для той же цели. Первый случай устанавливает режим, второй – нет. Ряд экспериментов, проведенных в университете г. Торонто,
4.8. Электронный отжиг кремниевых пластин
4.8. Электронный отжиг кремниевых пластин Тем временем для установки электронного отжига было, наконец, выделено оборудование и соответствующее помещение. Приходилось сомневаться в успехе: до планового срока окончания работы оставалось чуть больше трех месяцев (из
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация Термическую обработку металлов и сплавов, а также изделий из них применяют для того, чтобы вызвать необратимое изменение свойств вследствие необратимого изменения структуры.Термическая
ЛЕКЦИЯ № 9. Классификация сталей и их назначение
ЛЕКЦИЯ № 9. Классификация сталей и их назначение 1. Углеродистые и легированные конструкционные стали: назначение, термическая обработка, свойства Из углеродистых качественных конструкционных сталей производят прокат, поковки, калиброванную сталь, сталь—серебрянку,
§ 4.18 Фазовые переходы 1-го и 2-го рода
§ 4.18 Фазовые переходы 1-го и 2-го рода Я полагаю, что следует ввести в физику понятия симметрии, столь привычные для кристаллографов. П. Кюри, "О симметрии физических явлений", 1894 г. Эти исследования, если бы они были продолжены П. Кюри, могли бы, вероятно, иметь для развития
Режимы работы
Режимы работы В устройстве можно выделить четыре режима работы:• заряд ТА;• режим хранения;• разряд ТА – подогрев двигателя;• обогрев салона.Заряд ТА. Очевидно, что перед использованием устройства для подогрева двигателя его ТА должен быть заполнен горячей
4.6. Снятие бляшки, отжиг и отбеливание
4.6. Снятие бляшки, отжиг и отбеливание Подогрейте пластину паяльной лампой или электрорефлектором и снимите со смоляной подложки. Затем отожгите металл – он станет вновь пластичным, но на нем останется окалина, которую нужно снять отбеливанием. Как это делается, вы уже
7. Фазовые переходы I и II рода
7. Фазовые переходы I и II рода Компоненты в жидком состоянии (компоненты А) растворимы неограниченно, компоненты в твердом состоянии (компоненты В) не образуют химических соединений и нерастворимы.Диаграммы состояния представляют график в координатах сплава –
32. Отжиг 1-го рода. Неравновесная кристаллизация
32. Отжиг 1-го рода. Неравновесная кристаллизация Этот вид термической обработки возможен для любых металлов и сплавов. Его проведение не обусловлено фазовыми превращениями в твердом состоянии. Нагрев при отжиге 1 рода, повышая подвижность атомов, частично или полностью
33. Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения
33. Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения Отжиг – операции нагрева и медленного охлаждения стали с целью выравнивания химического состава,
35. Возврат, первичная и собирательная рекристаллизация. Рекристаллизационный отжиг
35. Возврат, первичная и собирательная рекристаллизация. Рекристаллизационный отжиг Около 10–15 % всей энергии, затраченной на пластическую деформацию, поглощается металлом и накапливается в нем в виде повышенной потенциальной энергии смещенных атомов, напряжений.
40. Классификация и маркировка легированных сталей. Влияние легирующих элементов на превращения, микроструктуру и свойства стали; принципы разработки легированных сталей
40. Классификация и маркировка легированных сталей. Влияние легирующих элементов на превращения, микроструктуру и свойства стали; принципы разработки легированных сталей Легированная сталь – это сталь, которая содержит кроме углерода и обычных примесей, другие
33. Гомогенизационный отжиг, изменение структуры и свойств при гомогенизационном отжиге. Закалка с полиморфным превращением. Закалка без полиморфного превращения
Отжиг – операции нагрева и медленного охлаждения стали с целью выравнивания химического состава, получения равновесной структуры, снятия напряжений.
Применяют отжиг для получения равновесной структуры, поэтому при отжиге детали охлаждают медленно. Углеродистые стали – со скоростью 200 °C/ч, легированные стали – 30-100 °C/ч.
Полный отжиг связан с фазовой перекристаллизацией и измельчением зерна. Сталь в равновесном состоянии содержит перлит и наиболее пластична. Назначение полного отжига – улучшение структуры стали для облегчения последующей обработки резанием, штамповкой или закалкой, получение мелкозернистой равновесной структуры в готовой детали.
Виды (способы) полного отжига: отжиг (обычный и изотермический) на пластинчатый перлит (включения цементита в виде пластинок) и отжиг на зернистый перлит (включения цементита в виде зерен).
При отжиге на пластинчатый перлит охлаждение заготовок производят вместе с печью, чаще всего при частичной подаче топлива, чтобы скорость охлаждения находилась в пределах 10–20 °C в час.
Отжигом достигается измельчение зерна. Крупнозернистая структура получается при затвердевании стали вследствие свободного роста зерен, в результате перегрева стали; такая структура вызывает понижение механических свойств деталей.
Закалка с полиморфным превращением. Закалка без полиморфного превращения
Закалка – термообработка, при которой сталь приобретает неравновесную структуру, что прежде всего выражается в повышении твердости стали. К закалке относят: термообработку на сорбит, тростит и мартенсит. Степень неравновесности продуктов закалки с увеличением скорости охлаждения повышается и возрастает от сорбита к мартенситу.
Преимуществом истинной закалки является возможность получения из мартенсита за счет последующего отпуска продуктов с комплексами свойств, которые другими видами термообработки получить невозможно.
Истинная закалка получила широкое применение как предварительная обработка перед отпуском.
Важна критическая скорость закалки. От нее зависит прокаливаемость стали, т. е. способность закаливаться на определенную глубину. Критическая скорость закалки зависит от стабильности аустенита, которая определяется количеством растворенных в нем углерода и легирующих элементов. Введением в сталь углерода и легирующих элементов повышается прокаливаемость, которую оценивают с помощью цилиндрических образцов по глубине залегания в них полумартенситного слоя. Полумартенситный слой стали содержащит 50 % М и 50 % Т.
Основные параметры при закалке – температура нагрева и скорость охлаждения. Температуру нагрева для сталей определяют по диаграммам состояния, скорость охлаждения – по диаграммам изотермического распада аустенита.
Время нагрева зависит от размеров детали и теплопроводности стали, определяют экспериментально.
Одной из целей легирования конструкционных сталей является уменьшение критической скорости закалки и получение сквозной прокаливаемости изготовленных из них деталей при закалке не только в воде, но и в более мягких охлаждающих средах. От резкости охлаждающей среды зависит уровень термических и фазовых напряжений и вероятность образования трещин в детали. В связи с изложенным при закалке предпочтительны мягкие закалочные среды. При закалке режущего инструмента из высокоуглеродистой стали с целью уменьшения внутренних напряжений применяют охлаждение в двух средах.
У высокоуглеродистых сталей и особенно у сталей с достаточно высоким содержанием легирующих элементов точка М, лежит ниже комнатной температуры, а зачастую и ниже 0 °C. В связи с этим при обычной закалке в них сохраняется много остаточного аустенита. Его наличие снижает твердость закаленной стали и ее теплопроводность, что для режущего инструмента является особенно нежелательным.
Со временем остаточный аустенит претерпевает фазовые превращения, приводящие к изменению размеров изделия. Это крайне недопустимо для мерительного инструмента (скобы, пробки).
СТРУКТУРЫ ЯЗЫКА
СТРУКТУРЫ ЯЗЫКА Формальным моделям синтаксических структур естественного языка уделяется значительное внимание в современной проблематике систем искусственного интеллекта и компьютерной лингвистики. Это связано с необходимостью создания действенных программ
3. Диффузионные и бездиффузионные превращения
3. Диффузионные и бездиффузионные превращения Под диффузией понимают перемещение атомов в кристаллическом теле на расстояния, превышающие средние межатомные расстояния данного металла. Если перемещения атомов не связаны с изменением концентрации в отдельных объемах,
3. Диаграмма изотермического превращения аустенита
3. Диаграмма изотермического превращения аустенита На рис. 10 представлена диаграмма изотермического превращения аустенита стали, содержащей 0,8 % углерода.По оси ординат откладывается температура. По оси абсцисс – время. Рис. 10. Диаграмма изотермического превращения
5. Поверхностная закалка
5. Поверхностная закалка Поверхностной называется такая закалка, при которой высокую твердость приобретает лишь часть поверхностного слоя стали или сплава. Она отличается от других способов закалки методом нагрева.При такой обработке до температуры закалки нагревают
ПРЕВРАЩЕНИЯ САМОВАРА
ПРЕВРАЩЕНИЯ САМОВАРА Для начала давайте поставим самовар.Было углей в самоваре полно, а вскипел самовар — и на дне одна зола. Где угли?Как где? Сгорели. С кислородом соединились. Обернулись летучим газом и улетели в трубу. Это каждый знает. А кто не поверит, те могут газ
6. Закалка и выносливость
6. Закалка и выносливость Напряженно и ответственно боевое дежурство у экранов радиолокаторов, пультов пуска и контроля ракетных систем. Проходит час… другой… Но все так же уверенны движения рук номеров боевых расчетов. У них по-прежнему бодрый и свежий вид. Раздаются
22. Система с неограниченной растворимостью в жидком и твердом состояниях; системы эвтектического, перитектического и монотектического типа. Системы с полиморфизмом компонентов и эвтектоидным превращением
22. Система с неограниченной растворимостью в жидком и твердом состояниях; системы эвтектического, перитектического и монотектического типа. Системы с полиморфизмом компонентов и эвтектоидным превращением Полная взаимная растворимость в твердом состоянии возможна
34. Изменение микроструктуры и механических свойств металлов при нагреве после горячей и холодной обработки давлением
34. Изменение микроструктуры и механических свойств металлов при нагреве после горячей и холодной обработки давлением Обработка металлов давлением основана на их способности в определенных условиях пластически деформироваться в результате воздействия на
36. Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации
36. Отжиг II-го рода. Отжиг и нормализация сталей; режимы и назначение отжига и нормализации Отжигом называют нагревание и медленное охлаждение стали. Отжиг второго рода – изменение структуры сплава с целью получения равновесных структур; к отжигу второго рода относится
37. Отпуск сталей. Превращения в стали при отпуске, изменение микроструктуры и свойств
37. Отпуск сталей. Превращения в стали при отпуске, изменение микроструктуры и свойств Отпуском называется операция нагрева закаленной стали для уменьшения остаточных напряжений и придания комплекса механических свойств, которые необходимы для долголетней
Отжиг сталей
Отжиг является весьма распространенной операцией термической обработки сталей и чугунов. В зависимости от назначения отжига режимы его могут быть различными. При отжиге сталь нагревают ниже или выше температур критических точек, выдерживают при этой температуре и затем медленно охлаждают (обычно вместе с печью). В результате получается стабильная структура. Отжиг применяют для устранения неоднородности микроструктуры литых деталей, для снятия наклепа в материале после прокатки, ковки и других видов обработки, а также для подготовки детали к последующей технологической операции (резанию, закалке и т. д.). Температурные области нагрева для диффузионного, рекристаллизационного отжига и отжига для снятия остаточных напряжений в соответствии с диаграммой состояния Fe-Fe3C указаны на рис. 3.1.
Рекристаллизационный отжиг применяют для снятия наклепа и повышения пластичности холоднодеформированной стали. Схема технологического процесса включает нагрев до температур, превышающих порог рекристаллизации (650. 760 °С), выдержку в течение 0,5. 1,5 ч и последующее медленное охлаждение. В процессе такого отжига вытянутые в результате деформации зерна феррита становятся равноосными, а также происходит коагуляция и сфероидизация час-, тиц цементита, в результате чего повышается пластичность сталей.
Отжиг для снятия остаточных напряжений применяют для стальных изделий после литья, сварки или механической обработки. Остаточные напряжения возникают из-за неравномерного охлаждения, неоднородности пластической деформации и могут вызывать изменение размеров, коробление изделий в процессе обработки, эксплуатации или хранения. Схема технологического процесса включает нагрев до 160. 700 °С, выдержку в течение 2. 3 ч и последующее медленное охлаждение. Выбор температуры зависит от вида предшествующей обработки: после резания - при 570. 600 °С, сварки - 650. 700, шлифования- 160. 180 °С.
Для получения равновесной структуры с целью снижения твердости, повышения пластичности и вязкости стали, улучшения обрабатываемости, измельчения зерен отжиг проводят при температурах выше точек Асъ или Асх и подразделяют на полный, неполный и изотермический.
Полный отжиг применяют для перекристаллизации всей структу- • ры доэвтектоидной стали с целью измельчения зерна ферритной и перлитной составляющих и снятия остаточных напряжений. Схема технологического процесса включает нагрев стальных деталей на 30. 50 °С выше точки Асъ, выдержку при этой температуре и последующее медленное охлаждение вместе с печью (рис. 3.7, а). При этом образуется мелкозернистый аустенит, обусловливающий получение перлита с мелким зерном, что обеспечивает высокую вязкость и пластичность стали.
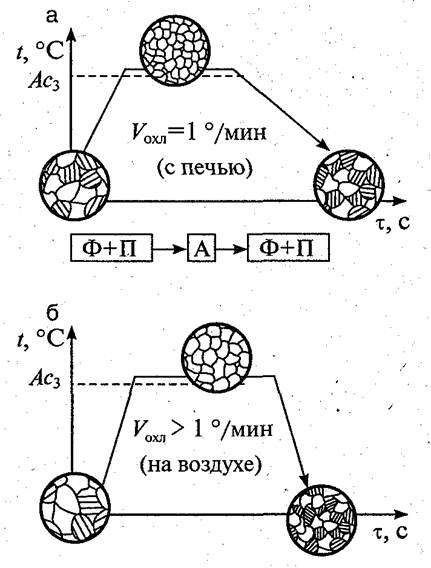
Рис. 3.7. Режим отжига стали: ~ а - полный; б - нормализационный
Разновидностью полного отжига является нормализационный (нормализация). Отжиг в этих случаях обязательно сопровождается а
Нормализационный отжиг применяется для получения мелкозернистой однородной структуры, устранения цементитной сетки в структуре заэвтектоидной стали, частичного снятия внутренних напряжений и наклепа, улучшения штампуемости и обрабатываемости резанием. Схема технологического процесса включает нагрев на 30. 50 °С выше Асг для доэвтектоидных или выше АсСТ для заэвтекто-идных сталей, выдержку в течение 0,5. 3 ч с последующим охлаждением на воздухе (рис. 3.7, б). Нормализация - более экономичная термическая операция, чем отжиг, так как ускоренное охлаждение на воздухе приводит к сокращению времени, затрачиваемого на охлаждение деталей. Кроме того, нормализация приводит к получению сталей более высокой прочности, так как распад аустенита происходит при более низких температурах, что повышает дисперсность ферри-тоцементитной смеси. Эту особенность охлаждения на воздухе используют для среднеуглеродистых сталей, чтобы заменить улучшение (для изделий неответственного назначения). Нормализацию с последующим высоким отпуском (600. 650 °С) часто используют для исправления структуры легированных сталей вместо полного отжига, что обеспечивает повышение производительности.
Неполный отжиг применяется для улучшения обрабатываемости резанием и получения зернистого перлита в структуре заэвтектоид-ных сталей. Схема технологического процесса включает нагрев на 30. 50 °С выше точки Acv выдержку и последующее медленное охлаждение. Следует отметить, что в доэвтектоидных сталях при неполном отжиге происходит частичная перекристаллизация, так как перлит превращается в аустенит полностью, а избыточный феррит - лишь частично. Поэтому доэвтектоидные стали подвергают неполному отжигу тогда, когда необходима перекристаллизация только перлитной составляющей структуры стали.
Эвтектоидная и заэвтектоидная стали подвергаются только неполному отжигу, так как при этих температурах происходит практически полная перекристаллизация перлита, который приобретает зернистое строение вместо пластинчатого. Зернистое строение обеспечивается тем, что при небольшом превышении температуры нагрева над Ас^ аустенит сохраняет неоднородность и частицы не полностью растворившегося цементита служат зародышами при последующей кристаллизации перлита из аустенита в процессе охлаждения стали.
Для получения структуры зернистого перлита температуру нагрева выбирают в диапазоне 750. 760 °С для эвтектоидных сталей и 770. 790 °С для заэвтектоидных. Охлаждение выполняют с малой скоростью до температуры образования карбидов, выдерживают при этой температуре 1. 3 ч, а затем быстро охлаждают на воздухе. Стали со структурой зернистого перлита лучше обрабатываются резанием, так как имеют более низкую твердость (160. 180 НВ), чем стали с пластинчатым перлитом (180. 250 НВ). Так как при этом виде отжига получается зернистая (сфероидальная) форма частичек цементита, его называют сфероидизирующим.
Изотермический отжиг применяется для измельчения зерна, снижения твердости и снятия внутренних напряжений. При этом в 2. 3 раза сокращается длительность технологического процесса^ что особенно важно при отжиге больших поковок из легированных сталей. Схема технологического процесса включает нагрев деталей до температур выше точки Ас> на 20. 30 °С, выдержку и последующее сравнительно быстрое охлаждение до температур 680. 620 °С (ниже температуры точки у4г на 50. 100 °С) и выдержку при этой температуре до полного распада аустенита, после чего детали охлаждают на воздухе.
Для ускорения процесса отжига температуру изотермической выдержки выбирают близкой к температуре минимальной устойчивости переохлажденного аустенита в перлитной области. Это приводит к получению более однородной ферритно-перлитной структуры, так как при изотермической выдержке температура по сечению изделия выравнивается и превращение по всему объему детали происходит при одинаковой степени переохлаждения.
Читайте также: