Горячекатаная арматурная сталь класса а i
Обновлено: 18.04.2024
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмы и заготовки.
1. Классификация и сортамент
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы А-I (А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса А-I (А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI (А1000) - периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Т а б л и ц а 1
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 · 10 кг/м . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм - по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой - левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1а или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
Черт. 1
Черт. 2
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1а и б, должны соответствовать приведенным в табл. 2, а по черт. 2а и б - приведенным в табл. 3.1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А-400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров - в стержнях. Арматурную сталь классов A-IV (A600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 и не более 7 % от массы партии.
Т а б л и ц а 2
Т а б л и ц а 3
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл. 4.
Т а б л и ц а 4
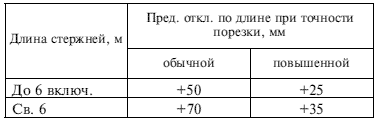
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений.
Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-II ГОСТ 5781-82
В обозначении стержней класса А-II (А300) специального назначения добавляется индекс с: Ас-II (Ас300).
2. Технические требования
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марка стали указывается потребителем в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса А-IV (А600) марки стали устанавливают по согласованию изготовителя с потребителем.
Т а б л и ц а 5
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380-88, низколегированной стали - нормам, приведенным в табл. 6
Т а б л и ц а 6
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2АЮ должна составлять 0,015-0,030%, массовая доля остаточного азота в стали марки 10ГТ - не более 0,008%.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001-0,007%. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008%.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01-0,03%, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01-0,06%.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей - по ГОСТ 380-88, из низколегированных сталей при соблюдении норм механических свойств - по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР кремния) не ограничивают.
Т а б л и ц а 7
2.5. Арматурную сталь классов А-I (А240), А-II (А300), А-III (А400), А-IV (А600) изготовляют горячекатаной, класса А-V (А800) - с низкотемпературным отпуском, класса А-VI (А1000) - с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов А-V (А800) и А-VI (А1000) при условии получения относительного удлинения не менее 9% и равномерного удлинения не менее 2% при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл. 8.
Для стали класса А-II (А300) диаметром свыше 40 мм допускается снижение относительного удлинения на 0,25% на каждый миллиметр увеличения диаметра, но не более чем на 3%.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм ) при относительном удлинении 30% и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм ) при пределе текучести не менее 405 МПа (41 кгс/мм ), относительном удлинении не менее 20%.
Т а б л и ц а 8
2.7. Статистические показатели механических свойств стержней арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств - приложению 1 и табл. 9.
Вероятность обеспечения механических свойств, указанных в табл. 8, должна быть не менее 0,95.
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
2.10. Углеродный эквивалент
Т а б л и ц а 9
3. Правила приемки
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3. 2. Каждая партия сопровождается документом о качестве по ГОСТ 7566—81 с дополнительными данными:
номер профиля;
класс;
минимальное среднее значение X и среднеквадратические отклонения S0 в партии величин σT (σ0,2) и σB;
результаты испытаний на изгиб в холодном состоянии;
значения равномерного удлинений для стали класса A - IV (А600), A-V (800), A-VI (A1000).
3.3. Для проверки размеров и качества поверхности отбирают:
при изготовлении арматурной стали в стержнях - не менее 5% от партии;
при изготовлении в мотках - два мотка от каждой партии.
3 4. Для проверки химического состава пробы отбирают по ГОСТ 7565—81.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня
Для предприятия - изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии
3 6 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят по ГОСТ 7566—81.
4. Методы испытаний
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
5. Упаковка, маркировка, транспортирование и хранение
5.1. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 7566-81 с дополнениями:
концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса А-V - красной и зеленой, класса А-VI (А1000) - красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т.
На связки краска наносится полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлыке, прикрепленном к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например, А-III) или условное обозначение класса по пределу текучести (А400).
Горячекатаная арматурная сталь класса а i
(Измененная редакция, Изм. N 3).
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85·10 кг/м. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. N 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм - по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт.1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт.2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.


Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт.1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт.1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой - левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт.1а или 2а.
Профиль, приведенный на черт.2а, специального назначения изготовляют по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт.2а, б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготовляемого по черт.1а, б, должны соответствовать приведенным в табл.2, а по черт.2а, б - приведенным в табл.3.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируют.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяют.
1.9-1.11. (Измененная редакция, Изм. N 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров - в стержнях. Арматурную сталь классов А-IV (А600), А-V (А800) и А-VI (А1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм - по согласованию изготовителя с потребителем в мотках.
- мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии;
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
Арматура А1 – характеристики и особенности профиля класса A-I (A240)
Арматура А1 – металлопрокат, без которого в настоящее время не обходится практически ни одна стройка. Его широко используют для изготовления железобетонных изделий, а также различных металлических конструкций и деталей. Производят этот металлопрокат по ГОСТу 5781-82.
1 Что собой представляет арматурный металлопрокат А1
Согласно ГОСТа 5781 арматура А1 обозначается по-другому – арматура (арматурная сталь – далее АС) A-I (А240). Это более правильное и используемое всеми ее изготовителями и профессиональными потребителями наименование этого металлопроката. На техническом языке ГОСТа 5781, в котором классифицируются все производимые по нему типы арматурной стали для армирования обычных, а также предварительно напряженных разнообразных железобетонных конструкций, такое обозначение расшифровывается, как "арматура класса А1".
Разделение на классы в этом ГОСТе произведено по одной из механических характеристик АС – по пределу текучести. Условная ее величина для изделия A1 указана в скобках после индекса A – число 240. Это и есть значение предела текучести в кгс/мм 2 , но перемноженное на 10. Таким образом, арматура А1 обладает пределом текучести 24 кгс/мм 2 (соответствует 235 Н/мм 2 ).
Согласно ГОСТа 5781, АС A-I изготовляют только с гладким профилем – без рифления поверхности правильного круглого сечения. Внешне она в зависимости от номинальной толщины похожа на стальную проволоку либо пруток.

Производят АС A240 горячекатаной и только из углеродистой стали. При этом используют согласно стандарту 5781 исключительно марки Ст3сп, Ст3кп и Ст3пс. Именно благодаря этому арматура А1 в отличие от гладкой АС других классов ГОСТа 5781 и производимой по ГОСТу 10884 наиболее востребована и используется как для армирования, так и в качестве обычного металлопроката – для изготовления различных стальных деталей и конструкций. Ведь Ст3 – самая гибкая, пластичная из всех углеродистых и тем более низколегированных марок и лучше всех сплавов поддается свариванию. Ее химический состав у готовой арматуры A-I должен соответствовать требованиям, перечисленным в ГОСТе 380.
Сортамент изготовления гладкой АС A-I включает 14 типоразмеров по диаметру в диапазоне 6–40 мм. Изделия толщиной 6–12 мм производят стержнями либо в виде мотков, а большего диаметра арматура А1 поставляется только прутками. Прутки АС A240 изготовляют длиной 6–12 м. При этом они бывают мерной либо немерной длины. Вместе с мерными могут поставляться немерные стержни длиной не меньше 2 м и в количестве, составляющем от массы выпущенной партии максимум 15%. Потребитель может сам заказать необходимый ему вариант, а по согласованию с производителем возможно также изготовление прутков 5–25 м.
2 Вес, механические свойства и требования к изготовлению
В таблице ГОСТа 5781 по сортаменту гладкой АС A-I указаны площадь поперечного сечения, вес 1 м профиля и допустимые предельные отклонения в % от последнего параметра у готовых изделий. Масса приводится теоретическая (расчетная), при вычислении которой принимали, что арматура А1 имеет номинальный диаметр без отклонений, а плотность стали составляет 7850 кг/м 3 . Значения веса из таблицы ГОСТа для всех типоразмеров АС A240 в кг:
- диаметром 6 мм – вес 0,222 кг;
- 8 – 0,395;
- 10 – 0,617;
- 12 – 0,888;
- 14 – 1,21;
- 16 – 1,58;
- 18 – 2;
- 20 – 2,47;
- 22 – 2,98;
- 25 – 3,85;
- 28 – 4,83;
- 32 – 6,31;
- 36 – 7,99;
- 40 – 9,87.
Предельно допустимые отклонения согласно стандарта 5781:
- от номинального диаметра – должны соответствовать нормам ГОСТа 2590;
- от веса для типоразмеров:
- от +9 до –7 % теоретического веса 1 м – диаметром 6, 8 мм;
- от +5 до –6 % – 10–14 мм;
- от +3 до –5 % – 16–28 мм;
- от +3 до –4 % – 32–40 мм.
Овальность гладкой арматуры (разность в одном поперечном сечении профиля между наибольшим и самым меньшим фактическими диаметрами) не должна превышать величину суммы допустимых минусового и плюсового отклонений по диаметру.
К мерным пруткам АС A-I предъявляются требования по предельно допустимым отклонениям значений длины, зависящие от точности порезки металлопроката:
Кривизна АС, изготовленной в виде прутков, не должна превышать величину в 0,6% от ее замеряемой длины.
![Вес, механические свойства и требования к изготовлению]()
Помимо предела текучести, который был указан выше, для гладкой АС A-I в стандарте 5781 приведены и иные механические свойства. Относительное удлинение при изгибе (испытаниях) – 25%. Временное сопротивление арматуры разрыву – 373 Н/мм 2 (соответствует 38 кгс/мм 2 ).
Арматура А1 после изготовления подвергается в холодном состоянии испытаниям на изгиб (должна их выдерживать). Ее изгибают вокруг оправки на угол в 180 о . Для профилей толщиной 6–20 мм используют оправку такого же диаметра, что и у самой арматуры. Для АС толще 20 мм берут с диаметром, равным 4 размерам изделия.
ГОСТ 5781 обязывает изготовителей обеспечивать для арматуры A-I указанные в нем механические свойства с вероятностью не менее 0,95.
Есть в ГОСТе и требования к качеству поверхности готовой АС. Рванин, трещин напряжения и раскатных, прокатных закатов и плен на ней быть не должно. Стандартом разрешаются отдельные раскатные отпечатки, наплывы, загрязнения, следы раскатанных пузырьков, незначительная ржавчина, а также чешуйчатость и рябизна.
3 Коротко об областях применения профилей А1
Для армирования их используют практически во всех случаях. В высокопрочном железобетоне, армированном крепкой (как правило, рифленой) АС более высокого класса, арматура А1 применяется для взаимной фиксации последней и упрочнения поверхностного слоя изделия или монолитной конструкции таких объектов, как плотины, шахты, мосты, аэродромы, тоннели, высотные строения и так далее.
Когда расчетная нагрузка на железобетон позволяет, арматура А1 используется самостоятельно. Балки и панели усиливают изделиями диаметром 12–32 мм, колонны – 14–36 мм, фундамент – 10–40 мм. В индивидуальном строительстве обычно применяют АС 10–16 мм. Тонкую арматуру – 6 и 8 мм – используют в качестве проволоки для обвязки, скрепления между собой толстой, изготовления строительных и кладочных сеток, армокаркасов, армирования бетонных стяжек стен и пола, а также штукатурки.
Арматура А1 широко применяется для изготовления декоративных, несущих, каркасных и прочих металлоконструкций, а также деталей к ним и различному оборудованию и техоснастке. Ее используют везде, где применяется и обычный металлопрокат из стали марки Ст3.
Гладкая арматура из стали – широкий выбор изделий для строительства и монтажа
Стальная гладкая арматура по способам применения в сравнении с рифленой более универсальна. Однако, в отличие от последней, используя ее для армирования бетона, нельзя получить железобетонные конструкции повышенной прочности. Гладкую арматурную сталь по технологии изготовления и классу прочности производят нескольких видов.
1 Области применения гладкой арматурной стали
Основное назначение арматуры – применение ее в качестве армирующих бетонные конструкции элементов. Их устанавливают в теле монолитных сооружений, частей зданий и объектов (фундаменте, колоннах, перекрытиях) и отдельных деталей последних (плитах, лестничных пролетах, балках), а также пустотелых изделий из бетона (плитах перекрытия, столбах, трубах).
Рифленая арматура за счет профиля своей поверхности гораздо лучше, чем гладкая, сцепляется с бетоном, то есть армирует его, что обеспечивает изготовление более прочных, надежных и долговечных конструкций. Однако она и дороже изделий правильного круглого сечения, использование которых по этим и ряду других соображений часто не только оправдано, но и имеет даже некоторые преимущества. Поэтому, когда из условий достаточности по прочности железобетонных конструкций либо изделий можно применить гладкую арматурную сталь, именно ее в них и устанавливают.
![Области применения гладкой арматурной стали]()
Также без нее не обойтись при изготовлении слабонагруженных и декоративных элементов: бетонных бордюров, тротуарных плиток, строительных блоков, стяжек пола и стен, невысоких столбов и колонн, порогов. Гладкой сталью армируют не только железобетон, но и растворные швы. Этим обеспечивают более высокую прочность последних, а значит и элементов строения, в которых они используются. Как правило, это стены, выложенные из кирпичей или блоков. При этом арматура может быть уложена отдельными прутьями либо из нее изготавливают армирующую сетку.
Гладкая сталь используется не только для выполнения армирования. В отличие от рифленых изделий, область ее применения гораздо более многообразна. Часто она применяется:
- в качестве сырья, из которого изготавливают различные метизные строительные и не только элементы – шпильки, гайки, болты, шайбы;
- как деталь при изготовлении разборных и стационарных металлоконструкций;
- для изготовления петель железобетонных, металлических и иных изделий;
- в качестве детали для возведения заборов и оград, сооружения различных конструкций;
- для установки заземления.
2 Гладкая горячекатаная арматура – по ГОСТу 5781-82
Самая востребованная и наиболее широко используемая гладкая арматура изготавливается по ГОСТу 5781-82. Согласно ему, производят горячекатаную сталь поперечного круглого сечения, имеющую периодический либо гладкий профиль и предназначенную для выполнения армирования обычных либо предварительно напряженных различных железобетонных конструкций.
Арматурная сталь, выпускаемая по ГОСТу 5781-82, в соответствии с механическими свойствами (прочностью и другими) делится на классы и обозначается:
- А-I (А240);
- А-II (А300);
- А-III (А400);
- А-IV (А600);
- А-V (А800);
- А-VI (А1000).
В скобках указано обозначение класса по такому параметру как предел текучести. После буквенного индекса A приведена собственно величина предела текучести арматурной стали в кгс/мм 2 , умноженная на 10. То есть у изделий класса A-I она составляет 24 кгс/мм 2 , A-II – 30 кгс/мм 2 , A-III – 40 кгс/мм 2 и так далее. Согласно ГОСТу 5781, только арматуру A-I производят гладкой, а все остальные классы с периодическим профилем. Однако в этом стандарте есть важное дополнение, что по требованию заказчика предусмотрено изготовление гладкой также стали А-II, III, IV и V.
![Гладкая горячекатаная арматура – по ГОСТу 5781-82]()
Наибольшим спросом пользуется гладкая сталь A-I. Нерифленые изделия остальных перечисленных классов используются гораздо реже. Именно поэтому в ГОСТе изначально предусмотрено, что арматура A-II–A-V в основном должна производиться с периодическим профилем. Такое положение дел вытекает из механических и других характеристик арматурного стального проката разных классов. Только изделия A-I позволяют в полном объеме воспользоваться преимуществами гладкого профиля, что делает возможным их применение для самых разнообразных целей. В частности, они самые гибкие и лучше остальных свариваются, ведь изготавливают их из углеродистой стали таких марок как Ст3сп, Ст3пс и Ст3кп.
Остальные классы гладких арматурных изделий ГОСТа 5781-82 делают из более прочной углеродистой либо низколегированной стали следующих марок:
- A-II – Cт5cп, 1HГ2C, Cт5пc, 10ГТ;
- A-III – 25Г2С, 32Г2Рпс, 35ГС;
- A-IV – 20ХГ2Ц, 80C;
- A-V – 23Х2Г2Т и допускается из 20Х2Г2СР, 22Х2Г2Р, 22Х2Г2АЮ.
Химический состав углеродистой арматурной стали должен отвечать требованиям, указанным в ГОСТе 380, а марок низколегированной – нормам, предусмотренным ГОСТом 5781.
3 Сортамент гладкой арматуры по ГОСТ 5781
Сортамент гладкой арматурной стали этого стандарта включает 20 номеров (типоразмеров) профилей, соответствующих диаметру этих изделий в мм: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 55, 60, 70 и 80. Теоретические площадь сечения и удельная масса проката каждого типоразмера приведены в ГОСТе 5781-82. Так, к примеру, вес 1 м изделий диаметром 6 мм – 0,222 кг, а 80 мм – 39,46 кг.
Примеры обозначения арматурной стальной продукции ГОСТа 5781:
Предельные отклонения от номинального диаметра у гладкой арматуры должны соответствовать требованиям для прокатки с обычной точностью, указанным в ГОСТе 2590, который распространяется на весь горячекатаный стальной прокат круглого поперечного сечения с D в пределах 5–270 мм. Овальность (разность между самым большим и наименьшим фактическими диаметрами в 1-м сечении) гладких профилей не должна быть больше суммы минусового и плюсового допустимых отклонений по диаметру.
![Сортамент гладкой арматуры по ГОСТ 5781]()
В зависимости от диаметра и класса арматурную сталь изготавливают:
- A-I и A-II толщиной 12 мм и меньше прутками или мотками в виде проволоки, а большего диаметра исключительно в прутках;
- A-III толщиной 10 мм и меньше стержнями либо мотками, а большего диаметра исключительно в прутках;
- изделия A-IV и A-V всех размеров в прутках, а толщиной 6 и 8 мм мотками (по согласованию заказчика с производителем).
Производят стержни длиной в пределах 6–12 м отрезками: мерной длины; немерной; мерной с немерными прутками, имеющими минимальную длину 2 м и составляющими от массы партии не больше 15 %.По согласованию заказчика с изготовителем допустимо изготовление прутков длиной 5–25 м.
У мерной продукции в зависимости от точности ее порезки допустимые отклонения по длине должны составлять:
Кривизна прутков арматуры не должна быть больше 0,6 % от их измеряемой длины. Сталь A-I (240)–A-IV (A600) производят горячекатаной, а A-V – с низкотемпературным отпуском. Если для последнего класса изделий после прокатки на протяжении 12 ч при испытании будут получены удлинения равномерное не менее 2 % и относительное не меньше 9 %, то допускается не выполнять их низкотемпературный отпуск.
4 Механические и другие свойства изделий ГОСТ 5781
Помимо приведенных выше пределов текучести для стали арматурной ГОСТа 5781-82 в этом стандарте указаны и другие механические свойства. Ниже даны основные характеристики.
Временное сопротивление гладкой арматуры разрыву, удлинение относительное и равномерное не меньше:
- A-I – 38 кгс/мм 2 (373 Н/мм 2 ), 25 % и не нормируется соответственно;
- A-II – 50 кгс/мм 2 (490 Н/мм 2 ), 19 % и не нормируется;
- A-III – 60 кгс/мм 2 (590 Н/мм 2 ), 14 % и не нормируется;
- A-IV – 90 кгс/мм 2 (883 Н/мм 2 ), 6 % и 2 % соответственно;
- A-V – 105 кгс/мм 2 (1030 Н/мм 2 ), 7 % и 2 %.
![Механические и другие свойства изделий ГОСТ 5781]()
Изделия ГОСТа 5781-82 должны в холодном состоянии выдерживать испытание на изгиб, производимое с использованием соответствующей классу арматурной стали оправки:
- A-I – изгиб на угол 180° при применении оправки диаметром c = d;
- A-II – на 180° с оправкой c = 3*d;
- A-III – 90° при c = 3*d;
- A-IV – 45° при c = 5*d;
- A-V – 45° при c = 5*d.
Здесь c – диаметр оправки, а d – испытуемой арматуры. Для изделий A-I диаметром больше 20 мм изгиб на 180° в холодном состоянии производят при c = 2*d, A-II толще 20 мм – при c = 4*d. Норма изгиба арматуры A-IV толщиной 18 мм, выполненной из стали марки 80С, устанавливается не меньше 30°. Вероятность обеспечения всех механических свойств гладкой арматуры, регламентируемых ГОСТом 5781-82, обязательно должна быть не меньше 0,95.
На поверхности изготовленных гладких изделий не должно быть рванин, закатов, раскатных и трещин напряжения, прокатных плен. Допускаются отдельные раскатные наплывы, отпечатки, загрязнения, незначительная ржавчина, чешуйчатость и рябизна. У арматуры всех марок стали свариваемость обеспечивается технологией изготовления и химическим составом. Исключение составляют изделия из 80С.
5 Гладкие арматурные стальные детали – ГОСТ 10884
Гладкая арматура изготавливается еще и по ГОСТу 10884-94. Он распространяется на упрочненную термомеханическим способом арматурную сталь периодического, а также гладкого профиля с номинальными диаметрами в пределах 6–40 мм, которая предназначена для выполнения армирования конструкций из железобетона.
В ГОСТе 10884 арматурную стальную продукцию делят на классы на основании следующих критериев:
- механических свойств изделия – класса прочности, который регламентируется стандартом нормируемой величиной условного либо физического (фактического) предела текучести, исчисляемого в Н/мм 2 ;
- эксплуатационных характеристик – на обладающую стойкостью к образованию коррозионного растрескивания (маркируется индексом К), свариваемую (С).
В соответствии с такой классификацией по данному стандарту изготавливают арматурную сталь классов Aт400C, Aт500C, Aт600, Aт600C, Aт600К, Aт800, Aт800К, Aт1000, Aт1000К, Aт1200.
![Гладкие арматурные стальные детали – ГОСТ 10884]()
ГОСТ 10884 ориентирован в первую очередь на изготовление арматуры периодического профиля. Гладкими по нему, причем при согласовании потребителя с производителем, допускается делать только изделия класса Aт800 и более высокой прочности. Номинальные диаметры этой арматуры ГОСТа 10884, площади сечения, вес 1 м, предельные допуски на массу и размеры, кривизна и овальность прутков должны соответствовать регламентируемым вышеприведенным ГОСТом 5781.
Таким образом, гладкие стальные изделия ГОСТа 10884 производятся следующих классов с соответствующими диапазонами диаметров:
- Aт800 – 10–32 мм;
- Aт800К – 18–32 мм;
- Aт1000, Aт1000К – 10–32 мм;
- Aт1200 – 10–32 мм.
Изготавливается она в виде прутков длиной, которая оговаривается во время составления заказа. Стержни делают следующих длин по требованию заказчика: мерной 5,5–13,5 м; допустимо мерной до 26 м. По длине предельные отклонения прутков должны отвечать требованиям выше рассмотренного ГОСТа 5781. Примеры обозначения изделий ГОСТа 10884:
- 18Am1200 ГОСТ 10884-94 – арматурная сталь класса прочности Aт1200 диаметром 18 мм;
- 20Am1000KГОСТ 10884-94 – арматура Aт1000, обладающая стойкостью к образованию коррозионного растрескивания, диаметром 20 мм.
6 Технические требования к изделиям
Гладкие изделия ГОСТа 10884 изготавливаются только из низколегированных сталей. Для соответствующих классов арматуры этим стандартом рекомендуются следующие марки:
- Aт800 – 08Г2C, 20ГC, 10ГC2, 20ГC2, 25Г2C, 22C, 25C2Р, 35ГC, 28C;
- Aт800К – 25С2Р, 35ГС;
- Aт1000 – 20ГС2, 20ГС, 25С2Р;
- Aт1000К – 20XГC2;
- Aт1200 – 30XC2.
![Технические требования к изделиям]()
Требования по химическому составу этих арматурных сталей указаны в ГОСТе 10884. Основные механические свойства гладких изделий соответствующих классов прочности не менее:
- Aт800 – временное сопротивление арматурной стали разрыву 1000 Н/мм 2 , ее предел текучести составляет 800 Н/мм 2 , удлинение относительное – 8 %, а равномерное – 2 %;
- Aт1000 – те же параметры соответственно 1250 Н/мм 2 , 1000 Н/мм 2 , 7 % и 2 %;
- Aт1200 – 1450 Н/мм 2 , 1200 Н/мм 2 , 6 % и 2 %.
Арматура всех этих 3-х классов прочности должна в холодном состоянии выдерживать испытание на изгибание в 45° с использованием оправки, диаметр которой в 5 раз больше, чем у проверяемого стержня.
Стойкость к образованию коррозионного растрескивания, а также свариваемость изделий ГОСТа 10884 обеспечиваются технологией изготовления, согласно требованиям этого стандарта, и химическим составом стали. Гладкая арматура классов Aт800, Aт1000 и Aт1200 должна без разрушения противостоять 2 млн. циклов прикладываемого к ней напряжения, которое составляет 70 % от номинального значения предельной прочности на растяжение.
Горячекатаная арматура – ГОСТ и весь цикл жизни изделия
Горячекатаную арматуру по праву можно назвать неотъемлемой составляющей железобетонных конструкций. Но так как на это изделие приходятся огромные нагрузки и напряжения, выпускается оно только в соответствии с ГОСТ. Наша статья посвящена этому металлопрокату, и в ней будут рассмотрены не только характеристики, но и особенности его эксплуатации.
1 Когда мы имеем дело с арматурой?
Такой тип арматуры часто применяется в строительной области благодаря ряду достоинств. Но прежде чем рассматривать особенности профиля, следует уделить внимание термину. Речь пойдет о металлических стержнях круглого сечения, из которых делают каркас железобетонных конструкций. Элементы малого диаметра выпускаются в бухтах.
![Когда мы имеем дело с арматурой?]()
Арматурой еще называют детали, предназначенные для автоматической защиты, перекрытия и регулирования параметров рабочей среды в трубопроводах различного назначения. В электротехнике так называются комплектующие изделия и типовые детали, соединяющие провода, изоляторы и т.д. Также под арматурой имеют в виду и наушники с уравновешенным якорем, применяемые в аудиотехнике. В общем, термин можно встретить довольно часто, но ниже пойдет речь именно о строительных элементах.
Изделия изготавливаются из горячекатаной стали. Главное их назначение – армирование железобетона. Таким образом можно упрочнить композиционный материал и придать ему необходимые характеристики. Особенно в таком упрочнении нуждаются места, на которые приходятся растягивающие и усилия сжатия. В некоторых случаях армирование предотвращает образование усадочных трещин. Причем диаметр стержней и их расположение выбираются непроизвольно, а в соответствии со строгими расчетами. Однако по желанию можно использовать этот материал и для других целей.
2 Разнообразие металлических прутов
Существует несколько типов такого металлопроката. Классификация проводится не только согласно геометрическим параметрам, форме, но и по типу материала, несмотря на то, что все элементы состоят из стали. В зависимости от механических свойств этот сплав делится на классы. В нашем случае арматуру изготавливают преимущественно из горячекатаной стали, обозначающейся символом "А". Стержневые гладкие элементы относятся к классу А-I(240), а изделия с периодическим профилем: А-II (300), А-III (400), А-IV (600), А-V (800) и А-VI (1000). Но по требованию потребителя из сталей А300–А800 можно изготавливать и гладкую арматуру.
Отдельного внимания заслуживает термоупрочненная продукция. В этом случае в производстве участвует арматурная сталь класса Ат. Индекс "С" свидетельствует о том, что материал отличается хорошей свариваемостью, а "К" – стойкостью к коррозионному растрескиванию. Стоит отметить, что чем выше класс стали, тем лучше ее прочностные характеристики, числа в скобках соответствуют минимальному пределу текучести сплава. В справочниках без труда можно найти таблицы, где указываются механические свойства материала – временное сопротивление, относительное удлинение и даже угол загиба в холодном состоянии.
![Разнообразие металлических прутов]()
Кроме того, классифицируется такая арматура согласно назначению. Профиль делится на рабочий, монтажный и конструктивный. Но наиболее востребованной следует назвать рабочую арматуру, главная задача которой – восприятие растягивающих усилий. А вот когда необходимо обеспечить целостность конструкции, то следует отдавать предпочтение конструктивному типу. В его задачи входит выдерживание усадочных, а также температурных напряжений и распределение нагрузок. С помощью монтажной арматуры можно создать довольно жесткий каркас.
При этом следует отметить, что первые два вида также могут выполнять роль монтажных элементов, но заменить конструктивную либо рабочую арматуру профилем другого типа нельзя.
По форме поверхности стержневые элементы бывают гладкими и периодического профиля. Последние характеризуются наличием выступов, рифов либо вмятин на поверхности изделия. Благодаря этому, можно усилить сцепление металлического стержня с бетоном. Чаще всего круглый профиль имеет два ребра жесткости и поперечные выступы, расположенные по одно-, двух либо трехзаходной винтовой линии. Заглянув в техническую документацию, вы можете ознакомиться с внешним видом металлопроката более подробно.
3 Из чего должна быть сделана надежная арматура?
Когда мы говорим об арматурной стали, то предполагаем углеродистые и низколегированные марки. Например, А-I соответствует спокойная, полуспокойная и кипящая сталь Ст3, а классу А-V – конструкционный низколегированный сплав 23Х2Г2Т. Более точно ознакомиться с этой информацией можно в ГОСТе. Еще в документации приведены и таблицы, по которым можно определить химический состав сплава.
![Из чего должна быть сделана надежная арматура?]()
Арматурную сталь класса I–IV изготавливают горячекатаной, А-V – с низкотемпературным отпуском. Сталь А1000 может подвергаться либо низкотемпературному отпуску, либо термомеханической обработке в потоке прокатного стана. Однако при условии, что после испытаний, проводимых в течение 12 часов, относительное и равномерное удлинение не будет менее 9 и 2 % соответственно, допускается не проводить низкотемпературный отпуск для сталей последних двух классов.
В некоторых случаях допускается замена одного элемента другим, однако все отклонения по химическому составу сплавов должны соответствовать ГОСТ 380-88. Например, в стали 32Г2Рпс можно вместо алюминия добавить цирконий либо титан, при этом их количество должно соответствовать доле первоначального элемента. А вот стали 25 Г2С, 18Г2С и 35ГС иногда разбавляют титаном, но только массовая доля его не должна превышать 0,03% в готовом прокате.
4 Требования к качеству в зависимости от условий эксплуатации
Область использования арматуры во многом зависит от химического состава и свойств стали. В этом пункте мы подробно рассмотрим особенности применения таких строительных элементов. Изделия, состоящие из стали А-I и А-II, относятся к ненапрягаемым. Их используют в качестве рабочих, монтажных и конструктивных элементов. Из них производят сварные сетки, а также каркасы.
Низкоуглеродистые и углеродистые стали марок 10ГТ, ВСт3пс2 и ВСт3сп2 часто используют для изготовления петель железобетонных конструкций. Это обусловлено повышенным значением относительного удлинения материала при восприятии нагрузок на растяжение. Кроме того, эти марки характеризуются превосходной способностью к изгибу даже в холодном состоянии и высокими показателями ударной вязкости. Однако есть некоторые ограничения для сплава ВСт3пс2 – если температура окружающей среды будет превышать 40 °С, то такая сталь для производства петель не годится. К достоинствам вышеуказанных сплавов относится и отличная свариваемость. А вот Ст5 класса А-II имеет некоторые ограничения по свариваемости, особенно это катается стержней диаметром более 32 мм, так как сварное соединение получается более хрупкое.
![Требования к качеству в зависимости от условий эксплуатации]()
Сплавы А-III нашли свое применение при производстве обычных железобетонных конструкций. Стали этого типа отличаются прекрасной свариваемостью, исключением можно назвать лишь марку 35ГС. Оставшиеся три класса (А-IV – A-VI) уже относятся к напрягаемому типу, их свариваемость несколько ухудшается, однако ее можно назвать удовлетворительной.
Играют огромную роль и параметры предварительно напряженных конструкций. Если их длина более 12 м, следует использовать лишь стали, относящиеся к типу A-V и A-VI, либо марки термически упрочненной стали. В случае, когда такой возможности нет, возможно применение арматуры класса A-VIII, но она подвергается двойному контролю при упрочнении. Когда эксплуатация будет проходить в агрессивной среде, для армирования железобетона следует использовать лишь сталь, стойкую к коррозионному растрескиванию.
Не всегда нам необходим целый стержень, иногда мы вынуждены резать его на части. Казалось бы, в этом деле вопросов возникнуть не должно. Однако есть маленькая особенность. Стали классов А-III A-VI подвергаются резке только в холодном состоянии.
5 Что происходит в цехах на производстве?
Сейчас мы остановимся на технологическом процессе производства. Ради справедливости нужно сказать, что он отличается трудоемкостью, и все этапы проходят под строгим контролем, ведь готовая продукция должна обладать высоким качеством. А из названия "горячекатаная" становится понятно, что один из основных этапов – горячая прокатка.
Начинается процесс с выплавки стали. Сырье поступает в кислородно-конверторный цех, если речь идет о крупном производстве либо ДСП. Но, независимо от вида оборудования, цех обязательно должен быть оснащен специальной установкой доводки металла "Ковш-печь". С помощью нее можно обрабатывать и насыщать металл легирующими элементами перед поступлением на сортовую МНЛЗ.
![Что происходит в цехах на производстве?]()
Далее непрерывнолитые заготовки подвергаются воздействию высоких температур 1150–1200 °С и поступают на окалиноломатель. После этого круглый раскат диаметром 55 мм следует в черновые клети, состоящие из вертикальных и горизонтальных валков. На выходе получается готовый профиль диаметром 25 мм. Если необходимо еще уменьшить диаметр металлических стержней, их отправляют в чистовую группу клетей. В завершение изделие сматывается в бухты либо режется на мерные длины специальными летучими ножницами.
Чтобы повысить прочностные характеристики металлопроката и при этом не нанести вред пластичности, его подвергают дополнительной термомеханической обработке. В основном эта операция проходит в потоке прокатки. При этом используется схема прерывистой закалки с самоотпуском. Благодаря такой операции можно значительно улучшить свойства относительно дешевого материала и избежать дорогой обработки.
6 Приемка и испытания готовых изделий
В этом пункте мы уделим внимание не менее важным стадиям производства арматуры, от которых и зависит качество готового продукта, а именно – испытаниям и правилам приемки. Поступают изделия партиями, причем все элементы должны изготавливаться из одной и той же марки стали, иметь одинаковый диаметр и оформляться одним документом о качестве. Масса партии обычно не превышает 70 т, но в некоторых случаях можно увеличить ее до массы плавки-ковша. Далее отбирают 2 мотка либо не менее 5 % элементов из партии и подвергают их испытаниям.
Для определения геометрических параметров металлических профилей используют специальные измерительные инструменты нужной точности. А вот качество поверхности проверяют с помощью визуального контроля без применения каких-либо увеличительных приборов. На поверхности самого профиля, выступов и ребер недопустимы рванины, трещины напряжения, закаты. Также отбраковываются изделия с наличием прокатных плен и раскатанных трещин. Мелкие повреждения ребер, а также выступов возможны, но их количество не должно превышать 3 штуки на погонный метр. Не выбраковываются металлические стержни с наличием незначительной ржавчины, наплывов, отдельных раскатанных загрязнений.
Рябизна, чешуйчатость и следы раскатанных пузырей тоже не считаются серьезными дефектами, главное, чтобы их размеры и количество находились в пределах нормы. Обязательно измеряют кривизну элементов, проводят контроль механических свойств и массы арматуры. Также проводят испытания на изгиб, ударную вязкость и растяжение. Для этого от каждого стержня отрезают по образцу необходимой длины. А вот пробы для химического анализа отбирают согласно ГОСТ 7565–81.
![Приемка и испытания готовых изделий]()
В обязательном порядке измеряют диаметр стержня и овальность. Только делают замеры не с самого края, а на расстоянии минимум 15 см от конца профиля. Если арматура в мотках, то отступают минимум 1,5 м и 3 м при весе менее либо более 250 кг соответственно. В ГОСТ 12004–81 оговорены все требования и условия, которым должны соответствовать испытания на растяжения. Для проверки ударной вязкости изготавливают образцы в соответствии с ГОСТ 9454–78 и проводят испытания, согласно требованиям, указанным в этой технической документации.
Термоупрочненная сталь подвергается дополнительным испытаниям в нитратном растворе с одновременным воздействием температуры 98–100 °С и напряжении. Результат считается положительным, если образцы выдержали не менее 100 часов в таких условиях. Кроме того, сплавы класса Ат400С, Ат500С и Ат600С могут подвергать не только испытанием на изгиб, но и на последующий разгиб, после которых ни один из образцов не должен иметь видимых дефектов (трещины, разрывы).
Испытуемое изделие сначала деформируют до достижения заданного угла (90°), затем подвергают нагреву до 100 °С, выдерживают в этом температурном режиме в течение получаса и охлаждают. И только после этого элемент разгибают до угла 20°. Оси двух опор должны быть перпендикулярны направлению действия силы. А скорость, с которой проводятся испытания, не может превышать 20 град/с. Поперечные ребра должны находиться в зоне растяжения. В случае если хотя бы по одному показателю результаты получились неудовлетворительные, проводят повторные испытания согласно вышеуказанным ГОСТам.
7 Упаковка и маркировка – как узнать товар по «одежке»?
Теперь мы перешли к завершающей стадии, после изготовления и контроля качества изделие маркируется, упаковывается и поступает на склад. Чтобы легко было определить класс стали, из которой изготовлен профиль, концы стержней окрашивают. На элементы из стали А600 наносится красная краска. Если увидите сочетание зеленого и красного цвета, то речь идет о стали А800. Для высококачественного сплава А1000 характерен синий и красный окрас. Полосы толщиной не менее 20 см наносятся по всей окружности на расстоянии 0,5 м от края.
![Упаковка и маркировка – как узнать товар по «одежке»?]()
Далее стержни формируют в партии весом не более 15 т и перевязывают катанкой либо проволокой. По желанию заказчика можно уменьшить вес партии до 3 т. Затем к каждой связке крепят ярлык, где указывается класс арматуры либо предел текучести материала. Ели речь идет о термически упрочненных элементах, необходимо указывать индекс свариваемости и стойкости к коррозионному растрескиванию.
При поступлении на склад изделия, которые будут подвергаться резке, сортируются в зависимости от нужной длины заготовок. Хранить металлические элементы можно только в закрытом помещении либо под навесом, при этом следует избегать контакта с земляным полом.
8 Технические требования и ГОСТ
На этот профиль возлагаются весьма серьезные функции, поэтому он должен полностью соответствовать ГОСТу 5781–82. Если изделие подвергается термомеханическому упрочнению, то оно изготавливается согласно требованиям, указанным в ГОСТ 10884–94. Любые несоответствия могут привести к весьма серьезным и даже плачевным последствиям, вплоть до катастрофы. В технической документации находятся таблицы, где указываются параметры каждого конкретного типа арматуры. В основном номер изделия соответствует его диаметру.
Например, если речь идет о профиле 12, то и диаметр стержня в этом случае составляет 12 мм. Также в таблицах указывается площадь поперечного сечения, теоретическая масса 1 м стержневого элемента и ее предельные отклонения. Масса погонного метра определяется расчетным путем. В этом случае учитываются размеры элемента и плотность материала. А вот чтобы ознакомиться с предельными отклонениями по диаметру, следует заглянуть в ГОСТ 2590–88. Все размеры и их предельные отклонения оговорены в технической документации, не нормируются лишь относительные смещения винтовых выступов.
![Технические требования и ГОСТ]()
Если речь идет о стержневых элементах, то длина одного изделия находится в пределах от 6 до 12 м. Кривизна не может превышать 0,6 % от длины. Для сталей класса А300 и А400 допускается снижение предельно допустимого временного сопротивления до значения 426 Мпа и 560 Мпа соответственно. При этом относительное удлинение должно быть более 30 % и более 20 % для А300 и А400.
Овальностью называется разность максимального и минимального диаметра одного профиля, и к ней предъявляются довольно серьезные требования. Этот параметр не должен превышать сумму предельных отклонений по диаметру. Из сталей класса А240 и А300 изготавливают элементы диаметром до 12 мм, при производстве арматуры диаметром не более 10 мм используется сталь А400, а вот оставшиеся 3 класса отлично подойдут даже для производства элементов диаметром 6 и 8 мм. Причем последние чаще всего поставляются в мотках.
А вот у термически упрочненных элементов периодического профиля необходимо выдерживать еще и угол наклона поперечных выступов. Эта величина должна находиться в пределах от 30 до 45°. Угол между продольной осью и поперечными выступами составляет 45°, но в некоторых случаях допускается его увеличение до 70°. Стержневые элементы изготавливаются мерной длины 5,3–13,5 м, но по требованию клиента допускается производство прутьев длиной и 26 м.
Читайте также:














