Гост на низколегированную сталь
Обновлено: 14.05.2024
1.1. В зависимости от основного назначения и легирования сталь разделяется на группы:
А - сталь для металлических конструкций:
марганцовистая - 14Г, 19Г, 09Г2, 14Г2, 18Г2;
крешкемарганцовая - 12ГС, 16ГС, 17ГС, 09Г2С, 10Г2С1;
хромокремненикелевая с медью-15ХСНД, 10ХСНД.
Б - сталь для армирования железобетонных конструкций:
кремнемарганцовая - 35ГС, 18Г2С, 25Г2С;
хромомарганцовая с цирконием - 20ХГ2Ц;
1.2. Химический состав стали должен соответствовать нормам, указанным в табл. 1.
Химический состав в %
А. Сталь для металлических конструкций
Ванадий 0,05 - 0,10
Б. Сталь для армирования железобетонных конструкций
Цирконий 0,07 - 0,14
1. В обозначении марок стали двузначные цифры слева указывают (приблизительно) содержание углерода в сотых долях процента. Буквы справа от цифр обозначают: Г - марганец, С - кремний, X - хром, Н - никель, Д - медь, Ц - цирконий, Ф - ванадий. Цифры после букв указывают (приблизительно) процентное содержание соответствующего элемента в целых единицах.
2. Допускается технологическая добавка в стали титана из расчета его содержания в готовом прокате 0,01 - 0,03 %. В стали марки 80С технологическая добавка титана является обязательной из расчета его содержания в готовом прокате до 0,04 %.
1.3. В сталях группы А содержание фосфора должно быть не более 0,035 %, серы - не более 0,040 %.
В сталях группы Б содержание фосфора должно быть не более 0,040 %, серы - не более 0,045 %.
По требованию потребителя в стали группы А содержание серы должно быть не более 0,035 %.
1.4. По требованию заказчика, а также в случае применения при выплавке природно-легированных медью руд, стали марок 09Г2, 09Г2С, 10Г2С1 и 15ГФ поставляются с содержанием меди 0,15 - 0,30 %. В этом случае в наименование марки стали добавляется буква Д, а нормы механических свойств устанавливаются в соответствии с табл. 3.
При поставке стали марки 10Г2С1 с гарантированным содержанием меди допускается содержание кремния от 0,8 до 1,1 %.
1.5. По соглашению сторон в стали марки 14ХГС содержание марганца может быть снижено до 0,8 % и хрома до 0,40 %.
1.6. Содержание мышьяка в стали не должно превышать 0,08 %.
При выплавке стали из керченских руд допускается содержание мышьяка до 0,15 % при соответствующем снижении содержания фосфора на 0,005 % против установленной нормы.
1.7. В готовом прокате при условии обеспечения механических свойств стали допускаются отклонения по химическому составу, указанные в табл. 2.
Примечание . Сталь, имеющая иные отклонения по легирующим элементам (кремнию, марганцу, хрому, никелю, меди, ванадию, цирконию), может поставляться только с согласия заказчика.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. По форме, размерам, допускаемым отклонениям и состоянию поверхности сталь должна соответствовать:
группы А по размерам - ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 5681-57, ГОСТ 82-70, ГОСТ 8239-72, ГОСТ 8240-72, ГОСТ 8509-72 и другим стандартам на сортаменты фасонных профилей;
по поверхности - ГОСТ 535-58 и ГОСТ 500-58;
2.2. Сталь поставляется без термообработки или в термически обработанном состоянии.
2.3. В стали, предназначенной для сварных конструкций, свариваемость гарантируется технологией изготовления и химическим составом стали.
2.4. Механические свойства стали (при растяжении) в состоянии поставки и ударная вязкость должны соответствовать указанным в табл. 3.
Толщина проката в мм
Испытание на загиб в холодном состоянии:
с - толщина оправки;
а - толщина проката;
d - диаметр стержня
Ударная вязкость ан в кгс · м/см 2
Временное сопротивление разрыву s в в кгс/мм 2
Предел текучести s т в кгс/мм 2
Относительное удлинение δ5 в %
180° с = 2а
180° с = а
90° с = 3d
45° с = 5d
1. По требованию потребителя для сталей группы А производится испытание относительного удлинения на образцах десятикратной длины. В этом случае нормы относительного удлинения, указанные в табл. 3, понижаются на 3 % (абс).
2. Механические свойства сталей марок 14ХГС и 18Г2 всех толщин, марки 09Г2 толщиной 21 - 32 мм и марки 10ХСНД толщиной более 15 мм относятся к стали в термически обработанном состоянии.
3. Сталь всех марок, которая испытывается на ударную вязкость при температуре минус 70 °С, поставляется в нормализованном или улучшенном состоянии. Допускается проведение нормализации или другого вида термической обработки и в других случаях для стали марок группы А.
4. Ударная вязкость стали марок 09Г2 и 15ХСНД толщиной 5 - 10 мм при температуре минус 40 °С должна быть не менее 4 кгс · м/см 2 .
5. Фасонную сталь марок 09Г2, 09Г2С, 10ХСНД и 14Г2 толщиной 11 мм и менее допускается поставлять без термической обработки, при этом ударная вязкость при температуре минус 70 °С должна быть не менее 3 кгс · м/см 2 .
(Измененная редакция - «Информ. указатель стандартов» № 5 1972 г.).
2.5. Сталь марки 17ГС, поставляемая в термообработанном состоянии при толщине проката 11 - 20 мм, должна иметь ударную вязкость при температуре минус 40 °С не менее 4 кгс · м/см 2 .
2.6. По требованию потребителя сталь марок 14Г, 19Г, 18Г2 и 14ХГС поставляется в листах толщиной 11 мм с нормами механических свойств, указанными в табл. 3.
а) нормальной температуре (+20 °С) и одной минусовой температуре;
б) нормальной температуре (+20 °С) и после механического старения;
в) одной минусовой температуре и после механического старения;
г) одной из указанных температур (+20; -40 и -70 °С) или после механического старения.
Минимальное значение ударной вязкости при температуре +20 °С после механического старения должно быть не менее 3 кгс · м/см 2 .
2.8 По требованию заказчика сталь марок, указанных в табл. 4, должна поставляться в термически улучшенном состоянии (после закалки и отпуска), при этом нормы механических свойств стали должны соответствовать этой таблице.
1. МАРКИ
Гост на низколегированную сталь
ГОСТ 19281-89
(ИСО 4950-2-81,
ИСО 4950-3-81,
ИСО 4951-79,
ИСО 4995-78,
ИСО 4996-78,
ИСО 5952-83)
ПРОКАТ ИЗ СТАЛИ ПОВЫШЕННОЙ ПРОЧНОСТИ
Общие технические условия
Rolled steel with increased strength. General specifications
____________________________________________________________________
Текст Сравнения ГОСТ 19281-2014 с ГОСТ 19281-89 см. по ссылке.
- Примечание изготовителя базы данных.
____________________________________________________________________
ОКП 09 2500, 09 3000, 09 7000, 11 2000
Дата введения 1991-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.09.89 N 2972
3. Стандарт в части сопоставимых классов прочности соответствует МС ИСО 4950-2 для классов прочности Е 355, Е 390 и Е 420, за исключением требований к относительному удлинению для классов Е 355 и Е 390; соответствует МС ИСО 4950-3 для класса прочности Е 420, за исключением требований по ударной вязкости KCV при минус 50°; соответствует МС ИСО 4951, за исключением требований к относительному удлинению для класса прочности Е 355; соответствует МС ИСО 4995 для классов прочности НР 275 и НР 355; МС ИСО 4996 для классов прочности HS 355, HS 390 и HS 420; соответствует МС ИСО 5952 для класса прочности Н 355
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
1.2, приложение 1
6. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
Настоящий стандарт распространяется на толстолистовой, широкополосный универсальный, фасонный, сортовой прокат и гнутые профили из стали повышенной прочности, применяемые для сварных, клепаных или болтовых конструкций и используемые в изделиях, в основном, без дополнительной термической обработки.
В части норм химического состава стандарт распространяется также на тонкий лист, слитки, слябы, блюмсы, поковки и штамповки.
1. СОРТАМЕНТ
1.1. Прокат изготовляют классов прочности 265, 295, 315, 325, 345, 355, 375, 390 и 440.
1.2. По форме, размерам и предельным отклонениям прокат должен соответствовать требованиям ГОСТ 8509 - для углового равнополочного, ГОСТ 8510 - углового неравнополочного, ГОСТ 8239 - балок двутавровых, ГОСТ 19425 - для балок двутавровых и швеллеров специальных, ГОСТ 26020 - для двутавров с параллельными гранями полок, ГОСТ 8240 - для швеллеров, ГОСТ 19903 - для листового, ГОСТ 103 - для полосового и ГОСТ 82 - для широкополосного универсального проката, ГОСТ 7511, ГОСТ 8278, ГОСТ 8281, ГОСТ 8282, ГОСТ 8283, ГОСТ 9234, ГОСТ 10551, ГОСТ 13229, ГОСТ 14635, ГОСТ 19771, ГОСТ 19772, ГОСТ 25577 - для профилей гнутых, ГОСТ 2590 - для круглого, ГОСТ 2591 - для квадратного проката; ГОСТ 21026 - для швеллеров с отогнутой полкой.
(Измененная редакция, Изм. N 1).
1.3. Степени точности проката по размерам, плоскостности, кривизне в пределах, предусмотренных в стандартах на сортамент, указываются потребителем в заказе. При отсутствии в заказе требований точность изготовления определяет предприятие-изготовитель.
ГОСТ 5781-82
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмы и заготовки.
1. Классификация и сортамент
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы А-I (А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса А-I (А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI (А1000) - периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Т а б л и ц а 1
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 · 10 кг/м . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм - по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой - левый заходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1а или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
Черт. 1
Черт. 2
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1а и б, должны соответствовать приведенным в табл. 2, а по черт. 2а и б - приведенным в табл. 3.1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А-400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров - в стержнях. Арматурную сталь классов A-IV (A600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 и не более 7 % от массы партии.
Т а б л и ц а 2
Т а б л и ц а 3
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл. 4.
Т а б л и ц а 4
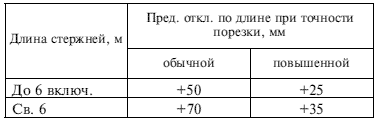
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений.
Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-II ГОСТ 5781-82
В обозначении стержней класса А-II (А300) специального назначения добавляется индекс с: Ас-II (Ас300).
2. Технические требования
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марка стали указывается потребителем в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса А-IV (А600) марки стали устанавливают по согласованию изготовителя с потребителем.
Т а б л и ц а 5
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380-88, низколегированной стали - нормам, приведенным в табл. 6
Т а б л и ц а 6
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2АЮ должна составлять 0,015-0,030%, массовая доля остаточного азота в стали марки 10ГТ - не более 0,008%.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001-0,007%. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008%.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01-0,03%, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01-0,06%.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей - по ГОСТ 380-88, из низколегированных сталей при соблюдении норм механических свойств - по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР кремния) не ограничивают.
Т а б л и ц а 7
2.5. Арматурную сталь классов А-I (А240), А-II (А300), А-III (А400), А-IV (А600) изготовляют горячекатаной, класса А-V (А800) - с низкотемпературным отпуском, класса А-VI (А1000) - с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов А-V (А800) и А-VI (А1000) при условии получения относительного удлинения не менее 9% и равномерного удлинения не менее 2% при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл. 8.
Для стали класса А-II (А300) диаметром свыше 40 мм допускается снижение относительного удлинения на 0,25% на каждый миллиметр увеличения диаметра, но не более чем на 3%.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм ) при относительном удлинении 30% и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм ) при пределе текучести не менее 405 МПа (41 кгс/мм ), относительном удлинении не менее 20%.
Т а б л и ц а 8
2.7. Статистические показатели механических свойств стержней арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств - приложению 1 и табл. 9.
Вероятность обеспечения механических свойств, указанных в табл. 8, должна быть не менее 0,95.
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
2.10. Углеродный эквивалент
Т а б л и ц а 9
3. Правила приемки
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3. 2. Каждая партия сопровождается документом о качестве по ГОСТ 7566—81 с дополнительными данными:
номер профиля;
класс;
минимальное среднее значение X и среднеквадратические отклонения S0 в партии величин σT (σ0,2) и σB;
результаты испытаний на изгиб в холодном состоянии;
значения равномерного удлинений для стали класса A - IV (А600), A-V (800), A-VI (A1000).
3.3. Для проверки размеров и качества поверхности отбирают:
при изготовлении арматурной стали в стержнях - не менее 5% от партии;
при изготовлении в мотках - два мотка от каждой партии.
3 4. Для проверки химического состава пробы отбирают по ГОСТ 7565—81.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня
Для предприятия - изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии
3 6 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят по ГОСТ 7566—81.
4. Методы испытаний
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
5. Упаковка, маркировка, транспортирование и хранение
5.1. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 7566-81 с дополнениями:
концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса А-V - красной и зеленой, класса А-VI (А1000) - красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т.
На связки краска наносится полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлыке, прикрепленном к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например, А-III) или условное обозначение класса по пределу текучести (А400).
1. марки И СОРТАМЕНТ
1.2. Форма, размеры и предельные отклонения стали должны соответствовать требованиям ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 1133-71, ГОСТ 8509-72, ГОСТ 8510-72, ГОСТ 8239-72, ГОСТ 8240-72, ГОСТ 103-76 и ГОСТ 26020-83.
(Новая редакция, Изм. № 1).
Примеры условных обозначений:
Сталь горячекатаная, круглая, диаметром 150 мм, обычной точности прокатки В по ГОСТ 2590-71, марки 09Г2, категории 2:
Сталь горячекатаная, квадратная, со стороной квадрата 50 мм, повышенной точности прокатки Б по ГОСТ 2591-71, марки 09Г2, категории 4:
Сталь горячекатаная, балки двутавровые, номер 30 по ГОСТ 8239-72, марки 10Г2С1, категории 5:
Сталь горячекатаная, швеллер с параллельными гранями полок (П) по ГОСТ 8240-72, марки 09Г2, категории 4:
Сталь прокатная угловая неравнополочная размером 63 ´ 40 ´ 4 мм, обычной точности прокатки Б по ГОСТ 8210-72, марки 09Г2, категории 4:
Сталь горячекатаная полосовая, толщиной 10 мм и шириной 22 мм, с сер повидностью по классу 1, повышенной точности прокатки А по ГОСТ 103-76, марки 09Г2, категории 4:
Двутавр нормальный с параллельными гранями полок, номер 14Б1 по ГОСТ 26020-83, марки 10Г2С1, категории 4:
(Введены дополнительно, Изм. № 1).
2.1. Низколегированную сортовую в фасонную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.1а. Химический состав стали должен соответствовать нормам, указанным в ГОСТ 19282-73.
(Введен дополнительно, Изм. № 1).
2.2. По состоянию поверхности сталь должна соответствовать требованиям ГОСТ 535-79. Подгруппа поверхности должна быть указана в заказе.
2.3. В зависимости от нормируемых механических свойств сталь изготовляется по категориям, указанным в табл. 1. Категория стали указывается в заказе.
По категориям 7 - 9 и 13 - 15 поставляются только фасонные профили толщиной до 11 мм включительно и только из стали марок 09Г2, 09Г2Д, 10Г2С1, 10Г2С1Д, 09Г2С, 09Г2СД, 14Г2, 10ХСНД и 15ХСНД.
Механические свойства при растяжении и изгиб в холодном состоянии
Ударная вязкость при температуре +20 °С
Ударная вязкость после механического старения
Ударная вязкость при:
+20 °С и после механического старения при +20 °С
-20 °С и после механического старения при +20 °С
-40 °С и после механического старения при +20 °С
-50 °С и после механического старения при +20 °С
-60 °С и после механического старения при +20 °С
-70 °С и после механического старения при +20 °С
2.2, 2.3. (Измененная редакция, Изм. № 1).
2.4. Фасонные профили и сортовую сталь изготовляют без термической обработки или в термически обработанном состоянии.
2.5. Свариваемость стали обеспечивается технологией ее изготовления и химическим составом. Применение стали для сварных или несварных конструкций указывается в заказе.
(Измененная редакция, Изм. № 1).
2.6. Механические свойства стали должны соответствовать требованиям табл. 2.
2.7. Значение ударной вязкости после механического старения должно быть не менее 29 Дж/см 2 (3 кгс · м/см 2 ).
2.8. Для швеллеров с толщиной полки 13,5 мм, балок - 11 мм и угловой стали - 20 мм из стали марок 09Г2, 09Г2С, 10Г2С1, 10ХСНД и 15ХСНД категории 6 дополнительно определяется ударная вязкость на образцах с концентратором вида V по ГОСТ 9454-78 при температуре минус 20 °С. По требованию потребителя испытания проводят при температуре минус 40 °С. Требования факультативны до 1 января 1988 г.
2.7, 2.8. (Новая редакция, Изм. № 1).
2.9. Для проката диаметром или стороной квадрата более указанной в табл. 2 допускается механические свойства определять на образцах, вырезанных из заготовок, прокатанных или прокованных на круг или квадрат. Нормы механических свойств в этом случае должны соответствовать указанным в табл. 2.
Толщина проката, мм
Временное сопротивление разрыву, s в, МПа (кгс/мм 2 )
Предел текучести s т, МПа (кгс/мм 2 )
Относительное удлинение δ5, %
Ударная вязкость, KCV Дж/см 2 (кгс · м/см 2 ), при температуре
Таблица 2. (Новая редакция, Изм. № 1).
2. Нормы ударной вязкости при температуре минус 70 °С относятся к фасонным профилям толщиной до 11 мм включительно.
3. Значения ударной вязкости при температуре минус 20 °С должны быть не ниже норм, установленных для температуры минус 40 °С. Значения ударной вязкости при температуре минус 50 °С и минус 60 °С должны быть не ниже норм, установленных для температуры минус 70 °С.
4. По требованию потребителя значение верхнего предела временного сопротивления разрыву не должно превышать 690 МПа (70 кгс/мм 2 ) для марок 15Г2СФ, 15Г2СФД, 10Г2Б, 10ХСНД.
2.10. Прокат должен выдерживать испытание на изгиб в холодном состоянии на оправке диаметром, равным двум толщинам, на угол 180 °С.
2.11. Нормы при проведении ультразвукового контроля устанавливаются по согласованию изготовителя с потребителем.
3. ПРАВИЛА ПРИЕМКИ
3.1. Сталь принимают партиями. Для стали с установок непрерывной разливки партия должна состоять из проката одной марки, одного размера по толщине с разницей массовой доли: углерода - не более 0,04 %, марганца - не более 0,15 % (по ковшовому анализу). Партия для стали из слитков, кроме того, должна состоять из одной плавки-ковша.
Масса партии стали с установок непрерывной разливки должна быть не более 250 т.
значения ударной вязкости для образцов с концентратором вида V при температуре минус 20 или минус 40 °С;
результаты проверки методами ультразвукового контроля.
3.2. Для проверки качеств стали от каждой партии отбирают два прутка.
3.2, 3.3. (Новая редакция, Изм. № 1).
Результаты повторных испытаний распространяются на всю партию.
3.3а. Контроль титана, остаточного азота, хрома, никеля, меди и мышьяка изготовитель проводит по требованию потребителя.
3.3б. Контроль ультразвуковым методом проводится по требованию потребителя. Объем выборки - по согласованию изготовителя с потребителем.
3.3а, 3.3б. (Введены дополнительно, Изм. № 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр проката производят без применения увеличительных приборов.
Допускается применять другие методы, обеспечивающие необходимую точность анализов.
В стали, выплавленной на базе керченских руд, определение массовой доли мышьяка обязательно.
1. По требованию потребителя контроль содержания титана, остаточного азота, хрома, никеля, меди и мышьяка производится не реже двух раз в году.
2. В стали, выплавленной на базе керченских руд, определение содержания мышьяка обязательно.
От каждого отобранного для контроля прутка отбирают:
для испытания на растяжение - по одному образцу;
для определения ударной вязкости - по два образца для каждой температуры;
для испытания на холодный изгиб - по одному образцу.
4.4. Испытание на растяжение проводят по ГОСТ 1497-84.
4.3, 4.4. (Измененная редакция, Изм. № 1).
4.5. Определение ударной вязкости производят на образцах с концентратором видов U и V . Для фасонной в полосовой стали толщиной от 5 до 10 мм ударную вязкость определяют на образцах типа 2 или 3, толщиной 10 мм и более на образцах типа I ил и II по ГОСТ 9454-78.
Ударную вязкость фасонной и полосовой стали толщиной 5 и 10 мм, прокатанной с отклонением на минусовой допуск, определяют на образцах толщиной, равной толщине проката.
4.7. Испытание на холодный изгиб проводят по ГОСТ 14019-80.
4.6, 4.7. (Измененная редакция, Изм. № 1).
4.8. При использовании предприятием-изготовителем статистических методов контроля механических свойств в соответствии с нормативно-технической документацией, утвержденной в установленном порядке, контроль механических свойств, предусмотренный настоящим стандартом, изготовителем допускается не проводить. Изготовитель гарантирует при этом соответствие выпускаемой продукции требованиям настоящего стандарта. В арбитражных случаях и при периодических проверках качества продукции применяются методы контроля, предусмотренные настоящим стандартом.
(Новая редакция, Изм. № 2).
4.9. Методы проведения ультразвукового контроля - по нормативно-технической документации.
5. Маркировка, упаковка, транспортирование и хранение
5.2. Металлопродукция транспортируется железнодорожным транспортом на платформах и в полувагонах. Вид отправки - повагонная.
Читайте также: