Гост сталь листовая горячекатаная
Обновлено: 14.05.2024
Настоящий стандарт распространяется на листовой горячекатаный прокат (далее - прокат) шириной 500 мм и более, изготовляемый в листах толщиной от 0,4 мм до 160,0 мм и рулонах толщиной от 1,2 мм до 25,0 мм.
2 Классификация. Основные параметры и размеры
2.1 Прокат подразделяют:
- по точности изготовления по толщине:
- особо высокой - ПО;
- по характеру кромки:
- с необрезной кромкой - НО;
- с обрезной кромкой - О;
- с указанием размеров по толщине, ширине и длине в соответствии с размерами, указанными в таблице 1 и приложении А, - форма I;
- с указанием размеров по толщине в пределах, указанных в таблице 1, без указания размеров по ширине и длине - форма II;
- с указанием размеров, кратных по ширине и длине размерам, указанным в заказе, в пределах, установленных в таблице 1, - форма III;
- с указанием мерных размеров в пределах, указанных в таблице 1, с интервалами 10 мм по ширине и 50 мм по длине - форма IV.
По согласованию изготовителя с потребителем интервалы по ширине и длине могут быть уменьшены.
Изготовление листового проката мерных размеров, отличающихся от размеров, указанных в таблице 1 и приложении А, производится по согласованию изготовителя с потребителем;
Примечание -Листы изготовляют путем полистной прокатки или порезки проката по размерам.
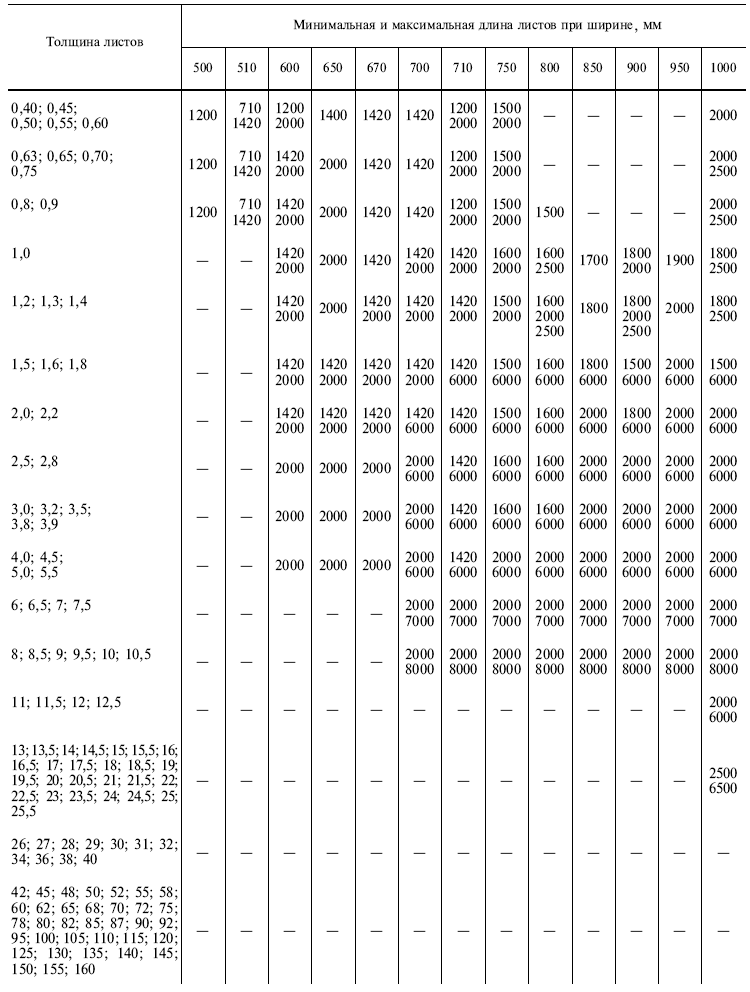
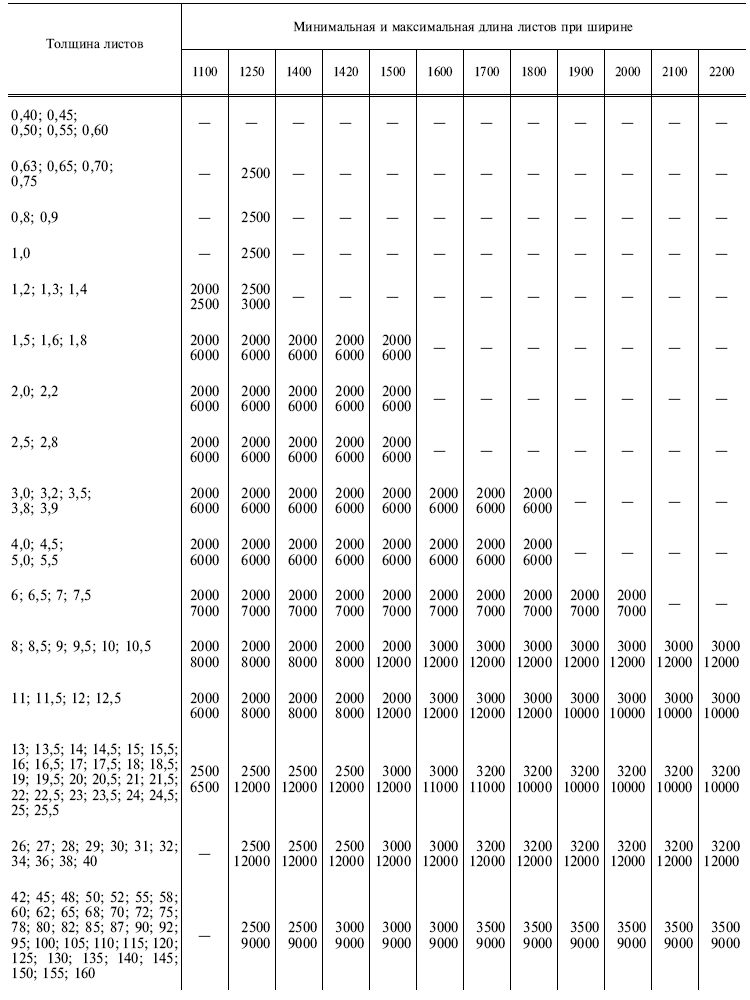
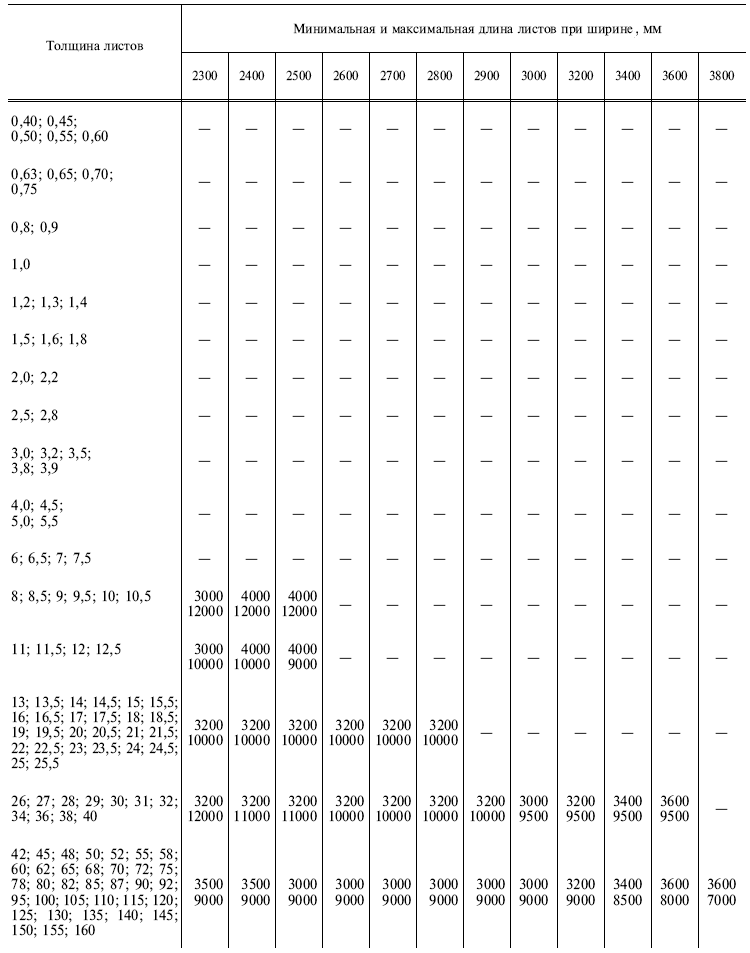
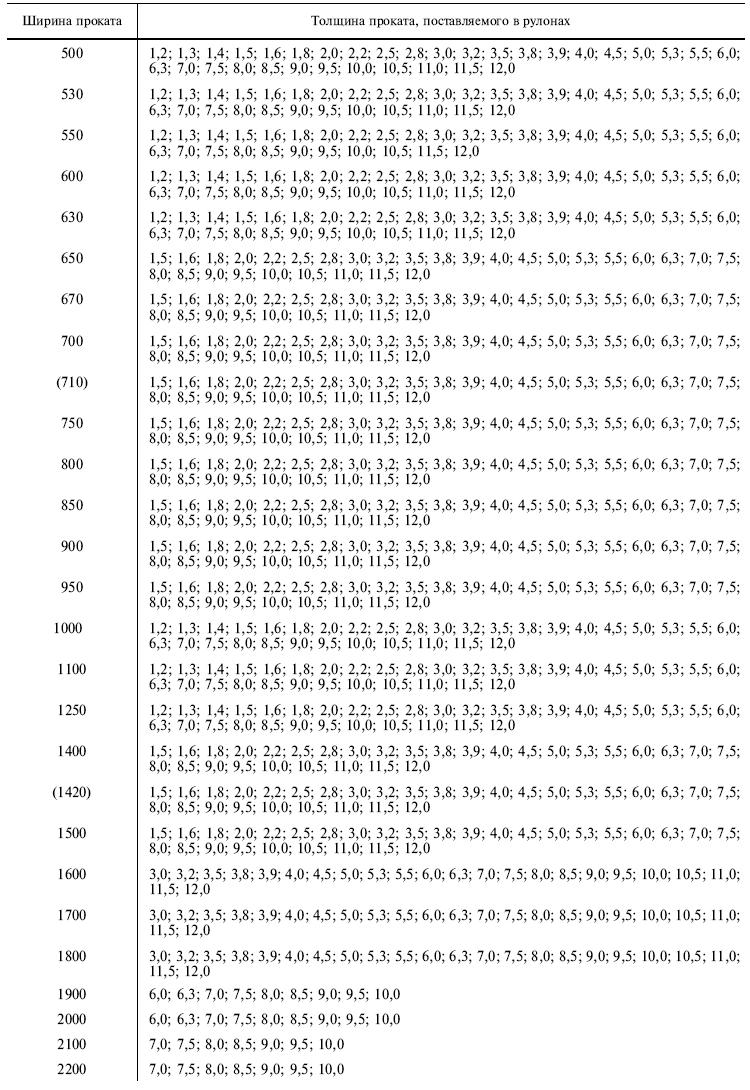
2.2 Размеры проката, изготовляемого в листах, должны соответствовать указанным в таблице 1, в рулонах - в таблице 2. По согласованию изготовителя с потребителем допускается изготовление проката других размеров.
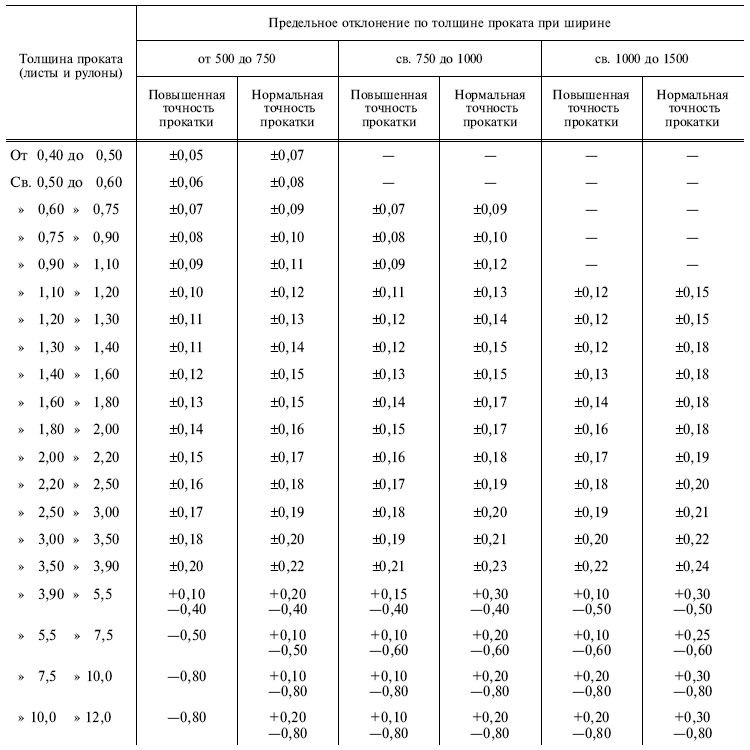
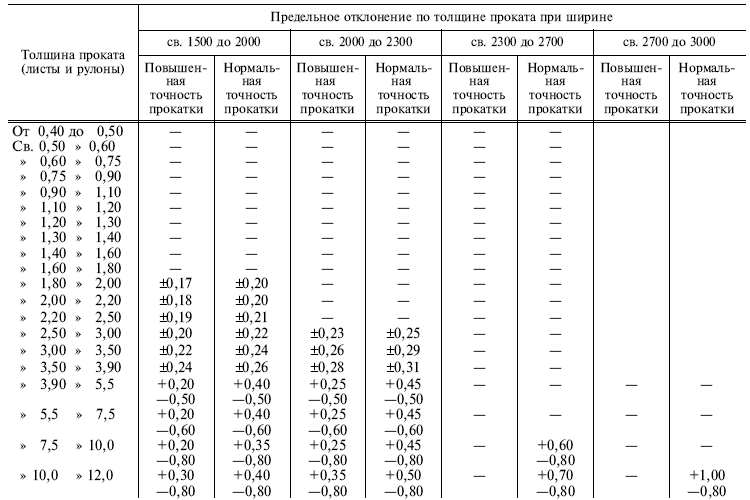
2.3 Предельные отклонения по толщине проката, изготовляемого в листах и рулонах, не должны превышать значений, указанных в таблицах 3 и 4.
По согласованию изготовителя с потребителем допускается уменьшение величины минусовых предельных отклонений по толщине проката или изготовление проката только с минусовыми или только с плюсовыми предельными отклонениями, при этом сумма предельных отклонений по толщине проката не должна превышать суммы их значений, указанных в таблицах 3 и 4.
Таблица 1 - Размеры проката, изготовляемого в листах
Значения номинальных размеров
0,40; 0,45; 0,50; 0,55; 0,60; 0,63; 0,65; 0,70; 0,75; 0,80; 0,90; 1,00; 1,20; 1,30; 1,40; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,5; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0; 25,5; 26,0; 27,0; 28,0; 29,0; 30,0; 31,0; 32,0; 34,0; 36,0; 38,0; 40,0; 42,0; 45,0; 48,0; 50,0; 52,0; 55,0; 58,0; 60,0; 62,0; 65,0; 68,0; 70,0; 72,0; 75,0; 78,0; 80,0; 82,0; 85,0; 87,0; 90,0; 92,0; 95,0; 100,0; 105,0; 110,0; 115,0; 120,0; 125,0; 130,0; 135,0; 140,0; 145,0; 150,0; 155,0; 160,0
500; 510; 600; 650; 670; 700; 710; 750; 800; 850; 900; 950, 1000; 1100; 1250; 1400; 1420; 1500; 1600; 1700; 1800; 1900; 2000; 2100; 2200; 2300; 2400; 2500; 2600; 2700; 2800; 2900; 3000; 3200; 3400; 3600; 3800; 4000; 4200; 4400
710; 1200; 1400; 1420; 1500; 1600; 1700; 1800; 1900; 2000; 2200; 2500; 2800; 3000; 3200; 3400, 3500; 3600, 4000; 4500; 5000; 5500; 6000; 6500; 7000; 7500; 8000; 8200; 8500, 9000; 10000; 11000; 12000
Таблица 2 - Размеры проката, изготовляемого в рулонах
Толщина проката, изготовляемого в рулонах
500; 530; 600; 630; 1000; 1100; 1250
1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,7; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0
1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,5; 12,0; 12,7
650; 670; 700; (710); 750; 800; 850; 900; 950; 1400; (1420); 1500
1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,7; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0
3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5,0; 5,3; 5,5; 6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0; 12,7; 13,0; 13,5; 14,0; 14,5; 15,0; 15,5; 16,0; 16,5; 17,0; 17,5; 18,0; 18,5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22,0; 22,5; 23,0; 23,5; 24,0; 24,5; 25,0
6,0; 6,3; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0
7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0
Таблица 3 - Предельные отклонения по толщине проката, изготовляемого в листах и рулонах
Толщина проката (листы и рулоны)
Предельные отклонения по толщине проката при ширине
От 500 до 750 включ.
Св. 750 до 1000 включ.
Св. 1000 до 1500 включ.
Св. 1500 до 2000 включ.
Св. 2000 до 2300 включ.
Св. 2300 до 2700 включ.
Св. 2700 до 3000 включ.
От 0,40 до 0,50 включ.
1 Предельные отклонения по толщине «Св. 12,70 до 15,00 включ.» и «Св. 15,00 до 25,00 включ.» установлены для проката, порезанного на листы или изготовленного в рулонах, для листов указанных толщин, изготовляемых полистно, предельные отклонения по толщине приведены в таблице 4.
2 Знак «-» означает, что показатель не нормируют, но он может быть согласован при принятии заказа.
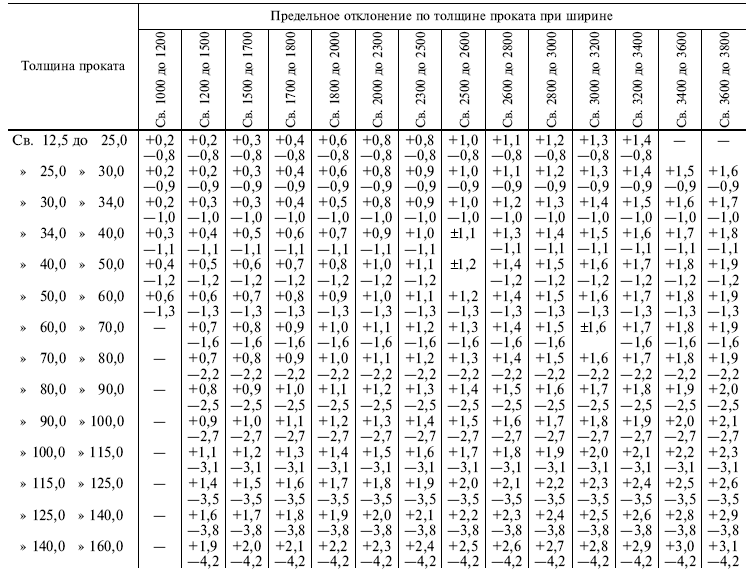
Таблица 4 -Предельные отклонения по толщине проката, изготовляемого в листах
Толщина проката (листы)
Св.1000 до 1200 включ.
Св. 1200 до 1500 включ.
Св. 1500 до 1700 включ.
Св. 1700 до 1800 включ.
Св. 1800 до 2000 включ.
Св. 2300 до 2500 включ.
Св. 12,7 до 25,0 включ.
Окончание таблицы 4
Св. 2500 до 2600 включ.
Св. 2600 до 2800 включ.
Св. 2800 до 3000 включ.
Св. 3000 до 3200 включ.
Св. 3200 до 3400 включ.
Св. 3400 до 3600 включ.
Св. 3600 до 3800 включ.
Св. 3800 до 4400 включ.
Св. 12,7 до 25,0включ.
1 Прокат с предельными отклонениями по толщине (А) изготовляют по согласованию потребителя с изготовителем.
2.4 По требованию потребителя разнотолщинность проката, изготовляемого в рулонах, в одном поперечном сечении не должна превышать половины суммы предельных отклонений по толщине.
2.5 Предельные отклонения по ширине проката с обрезной кромкой, изготовляемого в рулонах, не должны превышать:
+ 5 мм - при ширине от 500 мм до 1000 мм включ.;
+ 10 мм - при ширине свыше 1000 мм.
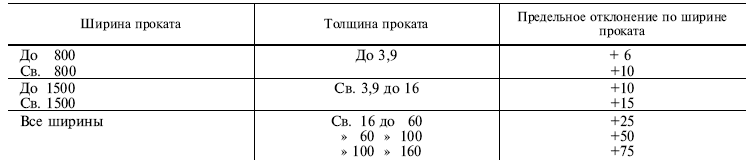
2.6 Предельные отклонения по ширине проката с обрезной кромкой, изготовляемого в листах, не должны превышать значений, указанных в таблице 5.
Предельные отклонения по ширине проката
Св. 3,9 до 16,0 включ.
Для всех значений ширины
Св. 16,0 до 60,0 включ.
1 По согласованию изготовителя с потребителем предельные отклонения по ширине проката не должны превышать:
+ 5 мм - при ширине до 1000 мм включ.;
+ 10 мм - свыше 1000 мм.
2 По согласованию изготовителя с потребителем допускаются другие предельные отклонения по ширине.
2.7 Предельные отклонения по ширине проката, изготовляемого полистно с необрезной кромкой, не должны превышать более чем на 50 мм предельных отклонений по ширине, указанных в таблице 5. По согласованию изготовителя с потребителем допускаются другие плюсовые предельные отклонения по ширине проката.
2.8 Предельные отклонения по ширине проката, изготовляемого в листах, рулонах и листах, порезанных из рулонов, с необрезной кромкой, не должны превышать:
+ 20 мм - при ширине до 1000 мм включ.;
+ 30 мм - при ширине свыше 1000 мм.
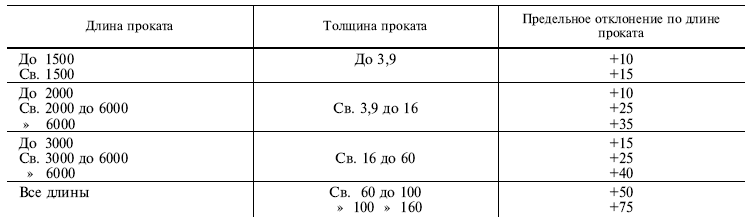
2.9 Предельные отклонения по длине проката, изготовляемого полистно, не должны превышать значений, указанных в таблице 6.
Предельные отклонения по длине проката
Св. 2000 до 6000 включ.
Св. 3000 до 6000 включ.
Для всех значений длины
Св. 60,0 до 100,0 включ.
2.10 Предельные отклонения по длине проката, порезанного на листы, не должны превышать значений, указанных в таблице 7.
До 1500 включ.
Св. 1500
До 4000 включ.
Св. 4000
2.11 Отклонение от плоскостности проката, изготовляемого в листах, на 1 м длины не должно превышать значений, указанных в таблице 8.
Толщина проката (листа)
Отклонения от плоскостности на 1 м длины проката
От 0,4 до 1,4 включ.
Св. 1,4 до 3,9 включ.
1 Отклонения от плоскостности распространяются на прокат с s в £ 690 Н/мм 2 (70 кгс/мм 2 ), для проката с s в > 690 Н/мм 2 (70 кгс/мм 2 ) отклонения от плоскостности устанавливают в нормативной документации на поставку конкретного вида проката или согласовывают при заказе.
2 Листовой прокат с особо высокой плоскостностью (ПО) изготовляют по согласованию потребителя с изготовителем.
2.12 Серповидность проката, изготовляемого в рулонах, не должна превышать 10 мм на длине 3 м. По согласованию изготовителя с потребителем серповидность проката, изготовляемого в листах, не должна превышать 2 мм на 1 м длины.
Для проката, изготовляемого в листах и рулонах, может устанавливаться другая допустимая величина серповидности по согласованию изготовителя с потребителем.
Определение величины серповидности проката у изготовителя допускается не проводить.
2.13 Резка проката должна проводиться под прямым углом. Косина реза и серповидность не должны выводить прокат, изготовляемый в листах, за номинальные размеры и предельные отклонения по ширине и длине.
2.14 При изготовлении проката в листах и рулонах с необрезной кромкой надрывы и другие дефекты не должны превышать половины суммы предельных отклонений по ширине и выводить прокат за номинальный размер по ширине, указанной в заказе.
2.15 Прокат, изготавливаемый в рулонах, не должен иметь скрученных и смятых концов. Допускаются в отдельных местах загнутые кромки под углом не более 90°.
2.16 Телескопичность рулонов не должна превышать значений, указанных в таблице 9.
До 800 включ.
Св. 800
1 По согласованию изготовителя с потребителем телескопичность рулонов с толщиной проката до 2,5 мм включительно и шириной св. 800 мм не должна превышать 70 мм.
2 Превышение одного внутреннего или одного наружного витка над поверхностью торца рулона не является телескопичностью.
3 Допускается неплотное прилегание двух наружных витков рулона и одного внутреннего.
2.17 Толщину проката измеряют на:
- листах - на расстоянии не менее 40 мм от кромок и не менее 100 мм от торцов;
- рулонах - на расстоянии не менее 40 мм от кромок и не менее 2 м от конца рулона.
2.18 Ширину проката, изготовляемого в рулонах, измеряют на расстоянии не менее 2 м от конца рулона.
Концы неполной ширины по длине не должны превышать ширины рулона.
По согласованию потребителя с изготовителем концы неполной ширины должны быть обрезаны.
2.19 Методы измерения отклонений формы по ГОСТ 26877 с дополнениями.
2.19.1 Отклонение от плоскостности проката, изготовляемого в листах, - это наибольшее расстояние между поверхностью проката, уложенного на плоскую поверхность (поверочную плиту) и приложенной к нему линейки длиной 1 м в любом произвольном направлении.
Отклонение от плоскостности проката определяют на длине 1 м.
2.20 Рулон может состоять не более чем из двух кусков (отдельных или соединенных сварным швом).
Отношение длин кусков в одном рулоне должно быть не менее 1:5. По согласованию потребителя с изготовителем допускаются рулоны с большим количеством кусков или сварных швов.
2.21 Внутренний диаметр рулона должен быть не менее 650 мм и не более 1000 мм.
2.22 Масса рулона устанавливается по согласованию потребителя с изготовителем.
ГОСТ 19903-2015
2 Классификация.
Основные параметры и размеры
- по точности изготовления по толщине:
- повышенной - А;
- обычной - Б;
- по плоскостности:
- особо высокой - ПО;
- высокой - ПВ;
- улучшенной - ПУ:
- нормальной - ПН;
- по характеру кромки:
- с необрезной кромкой - НО;
- с обрезной кромкой - О;
- по размерам: - с указанием размеров по толщине, ширине и длине в соответствии с размерами, указанными в таблице 1 и приложении А, - форма I;
- с указанием размеров по толщине в пределах, указанных в таблице 1, без указания размеров по ширине и длине - форма II;
- с указанием размеров, кратных по ширине и длине размерам, указанным в заказе, в пределах, установленных в таблице 1, - форма III;
- с указанием мерных размеров в пределах, указанных в таблице 1, с интервалами 10 мм по ширине и 50 мм по длине - форма IV.
По согласованию изготовителя с потребителем интервалы по ширине и длине могут быть уменьшены. Изготовление листового проката мерных размеров, отличающихся от размеров, указанных в таблице 1 и приложении А. производится по согласованию изготовителя с потребителем;
- по видам:
- листы;
- рулоны.
Примечание - Листы изготовляют путем полистной прокатки или порезки проката по размерам.
2.2 Размеры проката, изготовляемого в листах, должны соответствовать указанным в таблице 1, в рулонах - в таблице 2. По согласованию изготовителя с потребителем допускается изготовление проката других размеров. 2.3 Предельные отклонения по толщине проката, изготовляемого в листах и рулонах, не должны превышать значений, указанных в таблицах 3 и 4.
По согласованию изготовителя с потребителем допускается уменьшение величины минусовых предельных отклонений по толщине проката или изготовление проката только с минусовыми или только с плюсовыми предельными отклонениями, при этом сумма предельных отклонений по толщине проката не должна превышать суммы их значений, указанных в таблицах 3 и 4.
Таблица 1 - Размеры проката, изготовляемого в листах
Таблица 2 - Размеры проката, изготовляемого в рулонах
Таблица 3 - Предельные отклонения по толщине проката, изготовляемого в листах и рулонах
Таблица 4 - Предельные отклонения по толщине проката, изготовляемого в листах
2.5 Предельные отклонения по ширине проката с обрезной кромкой, изготовляемого в рулонах, не должны превышать:
+ 5 мм - при ширине от 500 мм до 1000 мм включ.;
+ 10 мм - при ширине свыше 1000 мм.
Таблица 5
2.8 Предельные отклонения по ширине проката, изготовляемого в листах, рулонах и листах, порезанных из рулонов, с необрезной кромкой, не должны превышать:
+ 20 мм - при ширине до 1000 мм включ.;
+ 30 мм - при ширине свыше 1000 мм.
Таблица 6
Таблица 7
Таблица 8
2.12 Серповидность проката, изготовляемого в рулонах, не должна превышать 10 мм на длине 3 м. По согласованию изготовителя с потребителем серповидность проката, изготовляемого в листах, не должна превышать 2 мм на 1 м длины. Для проката, изготовляемого в листах и рулонах, может устанавливаться другая допустимая величина серповидности по согласованию изготовителя с потребителем. Определение величины серповидности проката у изготовителя допускается не проводить.
2.15 Прокат, изготавливаемый в рулонах, не должен иметь скрученных и смятых концов. Допускаются в отдельных местах загнутые кромки под углом не более 90°. 2.16 Телескопичность рулонов не должна превышать значений, указанных в таблице 9.
Таблица 9
2.17 Толщину проката измеряют на:
- листах - на расстоянии не менее 40 мм от кромок и не менее 100 мм от торцов;
- рулонах - на расстоянии не менее 40 мм от кромок и не менее 2 м от конца рулона.
2.18 Ширину проката, изготовляемого в рулонах, измеряют на расстоянии не менее 2 м от конца рулона. Концы неполной ширины по длине не должны превышать ширины рулона.
По согласованию потребителя с изготовителем концы неполной ширины должны быть обрезаны.
2.19.1 Отклонение от плоскостности проката, изготовляемого в листах, - это наибольшее расстояние между поверхностью проката, уложенного на плоскую поверхность (поверочную плиту) и приложенной к нему линейки длиной 1 м в любом произвольном направлении.
Отклонение от плоскостности проката определяют на длине 1 м.
2.20 Рулон может состоять не более чем из двух кусков (отдельных или соединенных сварным швом). Отношение длин кусков в одном рулоне должно быть не менее 1:5.
По согласованию потребителя с изготовителем допускаются рулоны с большим количеством кусков или сварных швов.
2.21 Внутренний диаметр рулона должен быть не менее 650 мм и не более 1000 мм. 2.22 Масса рулона устанавливается по согласованию потребителя с изготовителем.
Гост сталь листовая горячекатаная
Сталь листовая горячекатаная
Требование стандарта распространяется на листовую горячекатаную сталь шириной 500 мм и более, изготовляемую в листах толщиной от 0,5 до 160 мм (таблица 1 * ) и рулонах толщиной от 1,2 до 12 мм (таблица 2 * ).
Листовая сталь подразделяется:
а) по точности прокатки:
- повышенной точности --А,
- нормальной точности -Б;
б) по плоскостности:
- особо высокой плоскостности -- ПО,
- высокой плоскостности -- ПВ,
- улучшенной плоскостности -- ПУ,
- нормальной плоскостности -- ПН;
в) по характеру кромки:
- с необрезной кромкой -- НО,
- с обрезной кромкой -- О;
- с указанием размеров по толщине, ширине и длине в соответствии с размерами,
- с указанием размеров по толщине в пределах, указанных в таблице 1*, без указания размеров по ширине и длине -- форма II;
- с указанием размеров, кратных по ширине и длине, размерам, указанным в заказе, в пределах, установленных в таблице 1*, -- форма III;
- с указанием мерных размеров, в пределах, указанных в таблице1*, -- форма IV.
По согласованию потребителя с изготовителем интервалы по ширине могут быть менее указанных.
Предельные отклонения по толщине стали, поставляемой в рулонах и листах, в любой точке измерения не должны превышать норм, указанных в таблицах 3* и 4*.
Предельные отклонения по ширине стали с обрезной кромкой, поставляемой в рулонах, не должна превышать:
- + 5 мм -- при ширине от 500 до 1000 мм вкл.;
- + 10 мм -- при ширине св. 1000 мм.
Предельные отклонения по ширине стали с обрезной кромкой, поставляемой в листах не должны превышать норм, указанных в таблице 5.
Ширина стали мм
Предельные отклонения стали по толщине, мм
Предельные отклонения по ширине листовой стали, прокатанной полистно и поставляемой с необрезной кромкой, не должны превышать более чем на 50 мм предельных по ширине, указанных таблице 5.
Предельные оклонения по ширине стали, прокатанной на непрерывных станах и поставляемой с необрезной кромкой, не должны превышать:
+ 20 мм -- при ширине до 1000 мм;
+ 30 мм -- при ширине свыше 1000 мм.
Предельные отклонения по длине стали, прокатанной полистно, не должны превышать норм, указанных в таблице 6.
Предельные отклонения по длине стали, мм.
Св. 2000 до 6000
Предельные отклонения по длине стали, прокатанной на непрерывных станах и порезанной на листы, не должны превышать норм, указанных в таблице 7.
Предельные отклонения по длине стали при толщине, мм.
Отклонение от плоскостности на 1 м длины стали, поставляемой в листах, не должны превышать норм, указанных в таблице 8.
Отклонение от плоскостности при толщине стали, мм
Серповидность стали, поставляемой в рулонах, не должна превышать10мм на длине 3м.
Сталь, поставляемая в листах с обрезной кромкой, должна быть обрезана под прямым углом. Косина реза и серповидность не должны выводить лист за номинальный размер.
При поставке стали в листах и в рулонах с необрезной кромкой надрывы и другие пороки (если они имеются на кромках) не должны превышать половины предельных отклонений по ширине и выводить листы за номинальный размер по ширине, указанный в заказе.
Сталь, поставляемая в рулонах, не должна иметь скрученных и смятых концов.
Допускаются в отдельных местах загнутые кромки под углом не более 90 градусов.
Телескопичность стали, поставляемой в рулонах, не должна превышать норм, указанных, в таблице 9.
Толщина стали мм
Телескопичность рулона мм
Превышение одного внутреннего или наружного витка над поверхностью торца рулона не является телескопичностью.
Неплотное прилегание двух наружных витков рулона не является браковочным признаком.
Измерение толщины стали проводят:
а) на листах -- на расстоянии не менее 100 мм от торца и 40мм от кромок;
б) на рулонах -- на расстоянии не менее 40 мм от кромок и 2 м от конца рулона.
Ширина стали, поставляемой в рулонах, измеряется на расстоянии не менее 2 м от конца рулона. Концы неполной ширины по длине не должны превышать ширину рулона.
Отклонение от плоскостности стали, поставляемой в листах, определяется максимальной стрелой прогиба между поверхностью и приложенной к нему в любом направлении метровой линейкой.
Сталь, поставляемая в рулонах, может состоять не более чем из двух кусков (отдельных или соединенных сварным швом). Отношение длин кусков в одном рулоне не должно быть менее 1/5. Внутренний диаметр стали, поставляемой в рулонах, должен быть не менее 650 мм и не более 1000 мм, а масса рулона листовой стали не более 20 тонн.
ГОСТ 19903-74
(Приказом Федерального агентства по техническому регулированию и метрологии от 7 апреля 2016 г. N 246-ст введен в действие Межгосударственный стандарт ГОСТ 19903-2015 "Прокат листовой горячекатаный. Сортамент" )
М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т
Прокат листовой горячекатаный.
Сортамент
Hot-rolled steel sheets.
Dimensions
ГОСТ 19903-74
Взамен ГОСТ 8597-57 в части листов шириной
500 мм и более, ГОСТ 3680-57 и ГОСТ 8075-56
в части горячекатаных листов, ГОСТ 5681-57
1. Настоящий стандарт распространяется на листовой горячекатаный прокат шириной 500 мм и более, изготовляемый в листах толщиной от 0,40 до 160 мм и рулонах толщиной от 1,2 до 12 мм.
Стандарт полностью соответствует СТ СЭВ 1969-79 в части конструкционного нелегированного проката обыкновенного качества и низколегированного толщиной от 1,00 до 2,80 мм в листах и рулонах и СТ СЭВ 3901-82 в части проката толщиной от 3,00 до 160 мм в листах.
2. Размеры проката, изготовляемого в листах, должны соответствовать указанным в табл. 1, в рулонах - в табл. 2.
3. Листовой прокат подразделяется:
а) по точности прокатки при толщине до 12 мм:
повышенной точности - А;
нормальной точности - Б;
б) по плоскостности:
особо высокой плоскостности - ПО;
высокой плоскостности - ПВ;
улучшенной плоскостности - ПУ;
нормальной плоскостности - ПН;
в) по характеру кромки:
с необрезной кромкой - НО;
с обрезной кромкой - О;
г) по размерам:
с указанием размеров по толщине, ширине и длине в соответствии с размерами, указанными в приложении, - форма I;
с указанием размеров по толщине в пределах, указанных в табл. 1, без указания размеров по ширине и длине - форма II;
с указанием размеров, кратных по ширине и длине, размерам, указанным в заказе, в пределах, установленных в табл. 1, - форма III;
с указанием мерных размеров, в пределах, указанных в табл. 1, с интервалами 10 мм по ширине и 50 мм по длине - форма IV. По согласованию потребителя с изготовителем интервалы по ширине и длине могут быть менее указанных.
Изготовление листового проката мерных размеров, отличающихся от размеров, указанных в приложении, производится по требованию потребителя.
4. Предельные отклонения по толщине проката, изготовляемого в листах и рулонах, в любой точке измерения не должны превышать норм, указанных в табл. 3 и 4.
Т а б л и ц а 1
Примечание. По требованию потребителя листовой прокат может изготовляться в рулонах других размеров по толщине и ширине по сравнению с указанной в табл. 2.
Т а б л и ц а 3
1. По требованию предприятий Министерства авиационной промышленности допускается изготовление листового проката с минусовыми допусками, равными по величине сумме предельных отклонений.
2. По согласованию изготовителя с потребителем листовой и рулонный прокат изготовляют с предельными отклонениями по толщине:
±0,14 мм - для проката толщиной св. 1,10 до 1,20 мм, шириной св. 1000 до 1500 мм нормальной точности прокатки;
±0,16 мм - для проката толщиной св. 1,30 до 1,40 мм, шириной св. 1000 до 1500 мм нормальной точности прокатки;
±0,12 мм - для проката толщиной св. 1,40 до 1,60 мм, шириной св. 750 до 1000 мм, повышенной точности прокатки;
±0,16 мм- » шириной св. 1000 до 1500 мм, нормальной точности прокатки;
±0,16 мм - для проката толщиной св. 1,60 до 1,80 мм, шириной св. 750 до 1000 мм, нормальной точности прокатки;
±0,17 мм- » шириной св. 1000 до 1500 мм, нормальной точности прокатки;
±0,15 мм - для проката толщиной св. 2,00 до 2,20 мм, шириной св. 750 до 1000 мм, повышенной точности прокатки;
±0,17 мм - » нормальной точности прокатки;
±0,16 мм - для проката толщиной св. 2,20 до 2,50 мм, шириной св. 750 до 1000 мм, повышенной точности прокатки;
±0,18 мм - » нормальной точности прокатки;
±0,17 мм - для проката толщиной св. 2,50 до 3,00 мм, шириной св. 750 до 1000 мм, повышенной точности прокатки;
±0,19 мм - » нормальной точности прокатки.
Т а б л и ц а 4
Примечание. По требованию предприятий Министерства авиационной промышленности допускается изготовление листового проката с минусовыми допусками, равными по величине сумме предельных отклонений.
5. По требованию потребителя разнотолщинность проката, изготовляемого в рулонах, в одном поперечном сечении не должна превышать половины суммы предельных отклонений по толщине.
6. Предельные отклонения по ширине проката с обрезной кромкой, изготовляемого в рулонах, не должны превышать:
+5 мм - при ширине от 500 до 1000 мм включ.;
+10 мм - при ширине св. 1000 мм.
7. Предельные отклонения по ширине проката с обрезной кромкой, изготовляемого в листах, не должны превышать норм, указанных в табл. 5.
Т а б л и ц а 5
Примечание. Для листов длиной свыше 8 м при толщине до 12 мм, предельные отклонения по ширине не должны превышать 0,2 % длины.
По согласованию изготовителя с потребителем предельные отклонения по ширине проката с обрезной кромкой, изготовляемого в листах, не должны превышать:
+5 мм - при ширине до 1000 мм включ.;
+10 мм - при ширине стали св. 1000 мм.
8. Предельные отклонения по ширине листового проката, прокатанного полистно и изготовляемого с необрезной кромкой, не должны превышать более чем на 50 мм предельных отклонений по ширине, указанных в табл. 5.
По согласованию потребителя с изготовителем допускаются другие предельные отклонения, обеспечивающие получение потребителем листов с размерами, указанными в заказе.
9. Предельные отклонения по ширине проката, прокатанного на непрерывных станах и изготовляемого с необрезной кромкой, не должны превышать:
+20 мм - при ширине до 1000 мм;
+30 мм - при ширине свыше 1000 мм.
10. Предельные отклонения по длине проката, прокатанного полистно, не должны превышать норм, указанных в табл. 6.
Т а б л и ц а 6
11. Предельные отклонения по длине проката, прокатанного на непрерывных станах и порезанного на листы, не должны превышать норм, указанных в табл. 7.
Т а б л и ц а 7

12. Отклонения от плоскостности на 1 м длины проката, изготовляемого в листах, не должны превышать норм, указанных в табл. 8.
13. Серповидность проката, изготовляемого в рулонах, не должна превышать 10 мм на длине 3 м. По согласованию изготовителя с потребителем серповидность проката, изготовляемого в листах, не должна превышать 2 мм на 1 м длины.
По согласованию потребителя с изготовителем может устанавливаться другая предельная величина серповидности.
14. Резка листов должна проводиться под прямым углом. Косина реза и серповидность не должны выводить листы за номинальные размеры по ширине и длине.
Т а б л и ц а 8

Примечания:
1. Отклонения от плоскостности, приведенные в табл. 8, распространяются на листы из проката с sв < 70 кгс/мм 2 , для листов из проката с sв > 70 кгс/мм 2 нормы устанавливаются в стандартах на общие технические требования или в технических условиях.
2. Листовой прокат с особо высокой плоскостностью изготовляется по согласованию потребителя с изготовителем.
15. При изготовлении проката в листах и рулонах с необрезной кромкой надрывы и другие дефекты (если они имеются на кромках) не должны превышать половины предельных отклонений по ширине и выводить листы за номинальный размер по ширине, указанной в заказе.
16. Прокат, изготовляемый в рулонах, не должен иметь скрученных и смятых концов. Допускаются в отдельных местах загнутые кромки под углом не более 90°.
17. Телескопичность проката, изготовляемого в рулонах, не должна превышать норм, указанных в табл. 9.
Т а б л и ц а 9

Примечание. По согласованию изготовителя с потребителем телескопичность проката в рулонах толщиной до 2,5 мм, шириной св. 800 мм не должна превышать 70 мм.
Превышение одного внутреннего или одного наружного витка над поверхностью торца рулона не является телескопичностью.
Допускается неплотное прилегание двух наружных витков рулона.
18. Измерение толщины проката проводят:
а) на листах - на расстоянии не менее 100 мм от торцов и не менее 40 мм от кромок;
б) на рулонах - на расстоянии не менее 40 мм от кромок и не менее 2 м от конца рулона.
19. Ширина проката, изготовляемого в рулонах, измеряется на расстоянии не менее 2 м от конца рулона.Концы неполной ширины по длине не должны превышать ширины рулона. По требованию потребителя концы неполной ширины должны быть обрезаны.
20. Методы измерения отклонений формы - по ГОСТ 26877.
21. Прокат в рулонах может состоять не более чем из двух кусков (отдельных или соединенных сварным швом).
Отношение длин кусков в одном рулоне не должно быть менее 1:5. По согласованию потребителя с изготовителем допускаются рулоны с большим количеством кусков или сварных швов.
22. Внутренний диаметр рулона должен быть не менее 650 мм и не более 1000 мм.
23. Максимальная масса каждого рулона не должна превышать 20 т. По согласованию потребителя с изготовителем допускаются рулоны другой массы.
Читайте также: