Изоляция стыков стальных трубопроводов
Обновлено: 16.05.2024
ГОСТ Р 57385-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Магистральный трубопроводный транспорт нефти и нефтепродуктов
СТРОИТЕЛЬСТВО МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ И НЕФТЕПРОДУКТОПРОВОДОВ
Тепловая изоляция труб и соединительных деталей трубопроводов
Trunk pipeline transport of oil and oil products. Construction of oil and oil products trunk pipelines. Thermal insulation of pipes and fittings
Дата введения 2017-09-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-исследовательский институт транспорта нефти и нефтепродуктов Транснефть" (ООО "НИИ Транснефть")
2 ВНЕСЕН Подкомитетом ПК 10 "Строительство и капитальный ремонт объектов нефтяной и газовой промышленности" Технического комитета по стандартизации ТК 23 "Нефтяная и газовая промышленность"
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
1.1 Настоящий стандарт устанавливает характеристики тепловой изоляции труб и соединительных деталей трубопроводов, применяемых при строительстве магистральных нефтепроводов и нефтепродуктопроводов надземной и подземной прокладки, наружным диаметром от 159 до 1420 мм.
1.2 Настоящий стандарт распространяется на тепловую изоляцию заводского и трассового нанесения линейной части магистральных нефтепроводов и нефтепродуктопроводов, в том числе тепловую изоляцию сварных стыков.
1.3 Настоящий стандарт не распространяется на тепловую изоляцию резервуаров, технологических трубопроводов и механотехнологического оборудования.
1.4 Настоящий документ предназначен для применения изготовителями тепловой изоляции труб и соединительных деталей трубопроводов, а также организациями, осуществляющими строительство и ремонт магистральных нефтепроводов и нефтепродуктопроводов в тепловой изоляции.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 409 Пластмассы ячеистые и резины губчатые. Метод определения кажущейся плотности
ГОСТ EN 826 Изделия теплоизоляционные, применяемые в строительстве. Методы определения характеристик сжатия
ГОСТ EN 1602 Изделия теплоизоляционные, применяемые в строительстве. Метод определения кажущейся плотности
ГОСТ 7076 Материалы и изделия строительные. Метод определения теплопроводности и термического сопротивления при стационарном тепловом режиме
ГОСТ EN 12087 Изделия теплоизоляционные, применяемые в строительстве. Методы определения водопоглощения при длительном погружении
ГОСТ 17177 Материалы и изделия строительные теплоизоляционные. Методы испытаний
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 25880 Материалы и изделия строительные теплоизоляционные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 30244 Материалы строительные. Методы испытаний на горючесть
ГОСТ 30732 Трубы и фасонные изделия с тепловой изоляцией из пенополиуретана с защитной оболочкой. Технические условия
ГОСТ 31448 Трубы стальные с защитными наружными покрытиями для магистральных газонефтепроводов. Технические условия
ГОСТ Р 51164 Трубопроводы стальные магистральные. Общие требования к защите от коррозии
ГОСТ Р 52246 Прокат листовой горячеоцинкованный. Технические условия
ГОСТ Р 53327 Теплоизоляционные конструкции промышленных трубопроводов. Метод испытания на распространение пламени
ГОСТ Р 53691 Ресурсосбережение. Обращение с отходами. Паспорт отхода I-IV класса опасности. Основные требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 защитная оболочка: Конструкция, устанавливаемая на наружной поверхности тепловой изоляции труб и соединительных деталей трубопровода для защиты от механических повреждений и воздействия окружающей среды.
3.2 кажущаяся плотность в ядре: Плотность материала, с учетом объема закрытых пор и без учета поверхностных слоев.
3.3 линейная часть магистрального трубопровода: Комплекс объектов магистрального трубопровода, включающий в себя трубопроводы, в том числе переходы через естественные и искусственные препятствия, запорную и иную арматуру, установки электрохимической защиты от коррозии, вдольтрассовые линии электропередач, сооружения технологической связи, иные устройства и сооружения, обеспечивающие его безопасную и надежную эксплуатацию, и предназначенный для перекачки нефти/нефтепродуктов между площадочными объектами магистрального трубопровода.
3.4 магистральный трубопровод (для транспортировки нефти/нефтепродуктов): Производственно-технологический комплекс, предназначенный для транспортировки подготовленной нефти и нефтепродуктов.
3.5 металлополимерная оболочка: Металлическая защитная оболочка труб подземной прокладки с нанесенным полимерным полиэтиленовым или термореактивным покрытием.
3.6 противопожарная вставка: Вставка на магистральном трубопроводе, изготовленная из негорючих теплоизоляционных материалов, являющаяся препятствием для распространения горения.
3.7 скорлупа: теплоизоляционный материал в виде сектора цилиндра, внутренний радиус которого с учетом допусков соответствует радиусу теплоизолированной трубы или детали.
3.8 соединительная деталь трубопровода: Элемент трубопровода, предназначенный для изменения направления оси трубопровода, ответвления от него, герметизации концов, изменения диаметра трубопровода или толщины стенок.
Примечание - К соединительным деталям относятся отводы, переходы, днища, тройники, переходные кольца и пр.
3.9 теплоизоляционный материал: Материал, применяемый в теплоизоляционной конструкции для выполнения функции основного термического сопротивления.
3.10 центрирующая опора: Устройство, позволяющее центрировать трубу/соединительную деталь трубопровода относительно защитной оболочки перед нанесением пенополиуретана.
4 Сокращения
В настоящем стандарте применены следующие сокращения:
АКП - антикоррозионное покрытие;
МП - металлополимерная защитная оболочка;
НД - нормативный документ;
ОЦ - защитная оболочка из оцинкованной стали;
СДТ - соединительные детали трубопроводов.
5 Общие положения
5.1 Тепловая изоляция труб и СДТ должна осуществляться при строительстве объектов магистральных трубопроводов для сохранения температуры перекачиваемого продукта и для предотвращения растепления грунта.
5.2 Тепловая изоляция (далее - теплоизоляция) трубопроводов должна осуществляться следующими способами:
- использованием готовых теплоизолированных в заводских условиях труб и СДТ с последующей теплоизоляцией сварных стыков трубопровода в трассовых условиях;
- нанесением тепловой изоляции на трубопровод в трассовых условиях.
5.3 Необходимость использования теплоизоляции при строительстве магистрального трубопровода должна определяться проектной документацией. Расчетная толщина теплоизоляции должна определяться на основе теплотехнических расчетов.
5.4 При строительстве линейной части магистрального трубопровода преимущественно должны использоваться трубы с заводской теплоизоляцией.
В трассовых условиях выполняются следующие работы:
- теплоизоляция стыков и установка противопожарных вставок;
- ремонт теплоизоляции, находящейся в эксплуатации;
- теплоизоляция действующего или законсервированного трубопровода, ранее построенного без теплоизоляции (при наличии соответствующего технико-экономического обоснования).
5.5 По требованию заказчика теплоизоляционная конструкция труб/СДТ надземной прокладки должна пройти испытания с целью определения группы распространения пламени по ГОСТ Р 53327. Сведения о группе распространения пламени должны быть указаны в технической документации изготовителя.
5.6 Документация, применяемая при изготовлении, контроле, приемке и ремонте теплоизоляции труб и СДТ, должна соответствовать требованиям стандартов, устанавливающих требования к единой системе документации ЕСТД, ЕСПД, ЕСКД.
5.7 При заказе труб/СДТ в заводской теплоизоляции, дополнительно к информации о стальной трубе/СДТ, должна быть указана следующая информация:
- условное обозначение АКП;
- условное обозначение теплоизоляционного покрытия;
- номинальная толщина теплоизоляционного покрытия, мм;
- условное обозначение защитной оболочки;
- длина концов труб свободных от теплоизоляции;
- обозначение настоящего документа.
5.8 При заказе материалов для теплоизоляции трубопровода в трассовых условиях должна быть указана следующая информация:
- наружный диаметр трубопровода;
- условия прокладки трубопровода;
- число слоев и номинальная толщина теплоизоляционного покрытия, мм;
5.9 Вышеприведенные требования к записи при заказе могут дополняться с учетом особенностей строительства конкретного магистрального трубопровода.
Изоляция труб ППУ
1.1. Муфта устанавливается на трубу перед сваркой стыкового соединения металлических труб теплотрассы. Упаковочная пленка не снимается до начала изоляции! Маркировка муфты должна соответствовать диаметру оболочки изолируемого трубопровода. Свободные от изоляции концы стальных труб в месте стыка должны составлять в сумме:
- не более 300мм для труб диаметром 57-219мм по стальной трубе.
- не более 450мм для труб диаметром 273мм и более по стальной трубе.
2. Условия производства работ.
2.1. К изоляции стыков труб ППУ приступают после 100%-го контроля сварных швов соединений неразрушающим методом или после гидравлического испытания трубопровода.
2.2..Работы по изоляции соединений производятся при температуре воздуха не ниже -15 С°, а также при наличии технологических приямков не менее 1,4м (0,7м в каждую сторону от стыка) и глубиной не менее 400мм, согласно ВСН 11-94, ВСН 29-95 и СП 41-105-2002
2.3.Во время выпадения осадков (дождь, снег) работы производятся только под временным укрытием, исключающим попадание влаги на монтируемые элементы.
2.4. При монтаже теплотрассы оборудованной системой оперативного дистанционного контроля состояния изоляции (ОДК), непосредственно перед выполнением работ по изоляции стыка необходимо соединить сигнальные проводники и провести контрольные измерения согласно «Инструкции по соединению сигнальных проводников» и «Инструкции по проведению контрольных измерений».
2.5. На трубопроводах с диаметром стальной трубы 273 мм и выше работы по термоусадке муфт проводятся с использованием двух газовых горелок одновременно.
3. Производство работ.
3.1. Очистить торцы теплоизоляции, поверхность полиэтиленовой оболочки и металлической трубы от грязи, чтобы муфту можно было перемещать по чистой поверхности. При необходимости промыть водой и просушить газовой горелкой. Полиэтиленовая оболочка чистится на расстояние достаточное для перемещения муфты по чистой поверхности, но не менее длины применяемой муфты. Стальную трубу чистить металлической щёткой (кордощеткой) до удаления рыхлой пластовой ржавчины.

3.2.На торцах труб удалить слой теплоизоляции на глубину 15-20мм , соединить сигнальные проводники и провести контрольные измерения согласно «Инструкции по соединению сигнальных проводников» и «Инструкции по проведению контрольных измерений».

3.3. П /Э оболочку, с обеих сторон стыка, на расстоянии 150-200мм, обезжирить растворителем, тщательно зачистить наждачной бумагой, повторно обработать растворителем. При температуре окружающего воздуха ниже 0°С оболочку необходимо прогреть на расстоянии 30 см по обе стороны от стыка, чтобы она стала горячей на ощупь (30°С-50°С).

3.4. Используя рулетку, отцентрировать положение муфты относительно оси стыка, нанести маркером риски, соответствующие предполагаемым торцам муфты. При этом ранее подготовленные поверхности оболочек должны на 20-50 мм с обеих сторон выходить за габариты муфты. Запрещается использовать для разметки мел.

3.5. Распаковать муфту таким образом, чтобы наружная поверхность упаковочной пленки находилась на П/Э оболочке трубы, но вне зоны ранее подготовленных поверхностей оболочек, а перемещение муфты происходило по чистой внутренней поверхности упаковки. Внутренняя поверхность муфты должна быть сухой и чистой. В случае загрязнения внутренней поверхности муфты произвести очистку ее от грязи, а внутренние поверхности муфты на глубину ~150мм от торцов необходимо обезжирить, зачистить наждачной бумагой и еще раз обезжирить.

3.6. Сверху муфты просверлить отверстие Д=25мм. на расстоянии 150мм от одного из краёв муфты.

3.7. Прогреть подготовленные поверхности оболочек с обеих сторон от стыка мягким пламенем пропановой горелки до температуры 30°С-50°С. На теплую поверхность оболочек по периметру наклеить адгезивную или мастичную ленту, отступив от рисок 10-15мм. Нахлест адгезива или мастики в месте соединения 10мм. После чего удалить с адгезивной ленты или мастики защитную пленку. После снятия защитной бумаги с адгезивной (или мастичной) ленты попадание на ее поверхность пыли, влаги, грязи не допускается.

3.8. Надвинуть муфту на стык, расположив ее в соответствии с нанесенными ранее рисками и отверстием вверх.

3.9. Усадить края муфты. Для того чтобы не повредить муфту, прогревать следует мягким пламенем пропановой горелки, круговыми непрерывными движениями равномерно по окружности муфты. Не допускать усадку пятнами и перегрев ( блеск П/Э) муфты и оболочки. По завершении усадки края муфты плотно обожмут оболочку. При этом контролируется плотное прилегание поверхностей, без смятия и задиров краев муфты. После усадки муфта имеет бочкообразную форму.

3.10. Контроль герметичности производится опрессовкой, после остывания муфты до температуры 40°С.
В отверстия, просверленные по п.3.6 вставляются специальное устройство для опрессовки, через него в муфту накачивается воздух под давлением 0,4 бар. Муфта выдерживается под испытательным давлением в течение 5 минут. В случае падения давления при помощи опрыскивателя мыльный раствор наносится по периметрам стыков муфта-оболочка. Дефектные места определяются по пузырькам мыльного раствора. При их обнаружении дефектные места повторно прогреть мягким пламенем пропановой горелки и повторить испытания. Если повторная опрессовка не даёт положительного результата, муфта со стороны утечки герметизируется дополнительной адгезивной (или мастичной) лентой и термоусаживающим полотном. Лента устанавливается на переход муфта-оболочка, так что бы сам переход находился на середине ленты. Сверху устанавливается термоусаживаемое полотно, шириной не менее 200 мм и производится его термоусадка.
После остывания произвести повторную опрессовку муфты. Дальнейшие работы по теплоизоляции стыка возможны только после получения полной герметичности.

3.11. На расстоянии 150мм от второго торца муфты сверху просверлить второе отверстие Д=25мм.
3.12. Теплоизоляция стыка.
В чистую емкость отдозировать необходимое по объему заливаемого стыка количество компонентов А и В (в пропорциях согласно технологическим инструкциям фирм-поставщиков). Перемешать компоненты. Через отверстия залить смесь компонентов ППУ. Закрыть отверстия дренажными пробками. В процессе вспенивания незначительное количество пены вытечет через дренажные отверстия пробок, это будет свидетельствовать о полном заполнении объема стыка. Повторно обмылить муфты по всему периметру и проверить на протечки.

Компонент В относится ко II классу опасности, обладает общетоксичным действием, вызывает раздражение верхних дыхательных путей. При работе исключить попадание компонентов на открытые участки тела. При заливке следует находиться вне зоны возможного выплеска пены.
3.13.После затвердения пены удалить дренажные пробки, очистить поверхность муфты, примыкающую к заливочным отверстиям от излишков пены и обработать отверстия конической фрезой или другим режущим инструментом.

3.14. Заварить отверстия П/Э пробками. Для этого нагреть инструмент для заварки пробок до температуры 240С°. Вставить П/Э пробку во внутренний конус инструмента, наружный конус вставить в заливочное отверстие и, нажимая на П/Э пробку вдавливать инструмент в отверстие муфты. Когда пробка углубится на 2мм в конус, вынуть инструмент и вдавить в отверстие муфты оплавленную пробку. Удерживать пробку под давлением в течение 20сек

3.15.После заливки стыка следует проверить целостность проводов и сопротивление изоляции системы ОДК заизолированного участка.
Изоляция стыков стальных трубопроводов
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
ИЗОЛЯЦИЯ СТЫКОВ СТАЛЬНЫХ ИЗОЛИРОВАННЫХ ТРУБ ТЕРМОУСАДОЧНЫМИ МАНЖЕТАМИ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (именуемая далее по тексту ТТК) - комплексный организационно-технологический документ, разработанный на основе методов научной организации труда для выполнения технологического процесса и определяющий состав производственных операций с применением наиболее современных средств механизации и способов выполнения работ по определённо заданной технологии. ТТК предназначена для использования при разработке Проекта производства работ (ППР) строительными подразделениями и является его составной частью согласно МДС 12-81.2007.
1.2. В настоящей ТТК приведены указания по организации и технологии производства работ по изоляции зоны сварных стыков стальных труб с заводским изоляционным покрытием термоусадочными манжетами, определён состав производственных операций, требования к контролю качества и приёмке работ, плановая трудоемкость работ, трудовые, производственные и материальные ресурсы, мероприятия по промышленной безопасности и охране труда.
1.3. Нормативной базой для разработки технологических карт являются:
- строительные нормы и правила (СНиП, СН, СП);
- заводские инструкции и технические условия (ТУ);
- нормы и расценки на строительно-монтажных работы (ГЭСН-2001 ЕНиР);
- производственные нормы расхода материалов (НПРМ);
- местные прогрессивные нормы и расценки, нормы затрат труда, нормы расхода материально-технических ресурсов.
1.4. Цель создания ТК - описание решений по организации и технологии производства работ по изоляции зоны сварных стыков стальных труб с заводским изоляционным покрытием термоусадочными манжетами с целью обеспечения их высокого качества, а также:
- снижение себестоимости работ;
- сокращение продолжительности строительства;
- обеспечение безопасности выполняемых работ;
- организации ритмичной работы;
- рациональное использование трудовых ресурсов и машин;
- унификации технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ по изоляции зоны сварных стыков стальных труб с заводским изоляционным покрытием термоусадочными манжетами.
Конструктивные особенности их выполнения решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объёма выполняемых работ.
РТК рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации.
1.6. ТТК можно привязать к конкретному объекту и условиям строительства. Этот процесс состоит в уточнении объёмов работ, средств механизации, потребности в трудовых и материально-технических ресурсах.
Порядок привязки ТТК к местным условиям:
- рассмотрение материалов карты и выбор искомого варианта;
- проверка соответствия исходных данных (объемов работ, норм времени, марок и типов механизмов, применяемых строительных материалов, состава звена рабочих) принятому варианту;
- корректировка объемов работ в соответствии с избранным вариантом производства работ и конкретным проектным решением;
- пересчёт калькуляции, технико-экономических показателей, потребности в машинах, механизмах, инструментах и материально-технических ресурсах применительно к избранному варианту;
- оформление графической части с конкретной привязкой механизмов, оборудования и приспособлений в соответствии с их фактическими габаритами.
1.7. Типовая технологическая карта разработана для инженерно-технических работников (производителей работ, мастеров, бригадиров) и рабочих, выполняющих работы в III-й температурной зоне, с целью ознакомления (обучения) их с правилами производства работ по изоляции зоны сварных стыков стальных труб с заводским изоляционным покрытием термоусадочными манжетами с применением наиболее современных средств механизации, прогрессивных конструкций и материалов, способов выполнения работ.
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на комплекс работ по изоляции зоны сварных стыков стальных труб с заводским изоляционным покрытием термоусадочными манжетами.
2.2. Работы по изоляции зоны сварных стыков стальных труб с заводским изоляционным покрытием термоусадочными манжетами выполняются в одну смену, продолжительность рабочего времени в течение смены составляет:
2.3. В состав работ, выполняемых при изоляции зоны сварных стыков стальных труб с заводским изоляционным покрытием термоусадочными манжетами, входят:
- предварительная очистка зоны сварного стыка;
- сушка изолируемого участка;
- очистка изолируемой зоны;
- подготовка эпоксидного праймера;
- нанесение эпоксидного праймера;
- сушка эпоксидного праймера;
2.5. Технологической картой предусмотрено выполнение работ комплексным механизированным звеном в составе: компрессора ЗИФ-СВЭ 6/0,7,(обеспечивает давление сжатого воздуха до 12 кг/см); передвижной электростанции ДЭС-30 и абразивоструйной установки DSG-200 фирмы Kiss (Германия) с дистанционным управление в качестве ведущего механизма; ручная пропановая горелка ПГ с пропановым баллоном и редуктором.
Рис.2. Пескоструйная установка
Рис.4. Пропановая горелка ПГ с баллоном и редуктором
2.6. Работы по изоляции сварочных стыков трубопроводов термоусадочными манжетами в полевых условиях следует выполнять, руководствуясь требованиями следующих нормативных документов:
- СТО Газпром 2-2.2-382-2009. Магистральные газопроводы. Правила производства и приёмки работ при строительстве сухопутных участков газопроводов, в том числе в условиях Крайнего Севера;
- CНиП 3.04.03-85. Защита строительных конструкций и сооружений от коррозии;
- СНиП 2.03.11-85. Защита строительных конструкций от коррозии;
- ГОСТ Р 51164-98. Трубопроводы стальные магистральные. Общие требования к защите от коррозии;
- СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования;
- СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство;
- РД 11-02-2006. Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения;
- РД 11-05-2007. Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства.
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
3.1. В соответствии с СП 48.13330.2001 "Организация строительства" до начала выполнения строительно-монтажных работ на объекте Подрядчик обязан в установленном порядке получить у Заказчика проектную документацию и разрешение на выполнение строительно-монтажных работ. Выполнение работ без разрешения запрещается.
3.2. До начала производства работ по изоляции сварочных стыков трубопроводов термоусадочными манжетами в полевых условиях необходимо провести комплекс организационно-технических мероприятий, в том числе:
- разработать РТК или ППР на изоляции сварочных стыков трубопроводов термоусадочными манжетами в полевых условиях;
- назначить лиц, ответственных за безопасное производство работ, а также их контроль и качество выполнения;
- провести инструктаж членов бригады по технике безопасности;
- установить временные инвентарные бытовые помещения для хранения строительных материалов, инструмента, инвентаря, обогрева рабочих, приёма пищи, сушки и хранения рабочей одежды, санузлов и т.п.;
- обеспечить участок утвержденной к производству работ рабочей документацией;
- подготовить к производству работ машины, механизмы и оборудования и доставить их на объект;
- обеспечить рабочих ручными машинами, инструментами и средствами индивидуальной защиты;
- обеспечить строительную площадку противопожарным инвентарем и средствами сигнализации;
- подготовить места для складирования строительных материалов, изделий и конструкций;
- оградить строительную площадку и выставить предупредительные знаки, освещенные в ночное время;
- обеспечить связь для оперативно-диспетчерского управления производством работ;
- доставить в зону работ необходимые материалы, приспособления, инвентарь, инструменты и средства для безопасного производства работ;
- проверить сертификаты качества, на изоляционные материалы;
- опробовать строительные машины, средства механизации работ и оборудование по номенклатуре, предусмотренные РТК или ППР;
- составить акт готовности объекта к производству работ;
3.3. Общие положения
3.3.1. Материалы, применяемые для изоляции стыков, должны соответствовать проекту и выдерживать заданные механические нагрузки, которым подвергается наружное покрытие в условиях нормального производства строительно-монтажных работ при температуре окружающего воздуха от -40 до +50°С.
3.3.2. До начала работ по очистке и изоляции стыков необходимо, чтобы зазор между трубопроводом и поверхностью земли составлял не менее 0,5 м. Это достигается за счёт устройства под трубопроводом временных опор соответствующей высоты.
ИЗОЛЯЦИЯ СВАРНЫХ СТЫКОВ И АНТИКОРРОЗИЙНАЯ ЗАЩИТА НАРУЖНОГО ГАЗОПРОВОДА
Список техдокументации
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (именуемая далее по тексту ТТК) - комплексный организационно-технологический документ, разработанный на основе методов научной организации труда для выполнения технологического процесса и определяющий состав производственных операций с применением наиболее современных средств механизации и способов выполнения работ по определённо заданной технологии. ТТК предназначена для использования при разработке Проектов производства работ (ППР), Проектов организации строительства (ПОС) и другой организационно-технологической документации строительными подразделениями. ТТК является составной частью Проектов производства работ (далее по тексту - ППР) и используется в составе ППР согласно МДС 12-81.2007.
1.2. В настоящей карте приведены указания по организации и технологии производства работ по антикоррозийной защите поверхности стальных труб и изоляции сварных стыков наружного газопровода.
Определён состав производственных операций, требования к контролю качества и приемке работ, плановая трудоемкость работ, трудовые, производственные и материальные ресурсы, мероприятия по промышленной безопасности и охране труда.
1.3. Нормативной базой для разработки технологической карты являются:
1.4. Цель создания ТТК - дать рекомендуемую нормативными документами схему технологического процесса по антикоррозийной защите поверхности стальных труб и изоляции сварных стыков наружного газопровода, с целью обеспечения их высокого качества, а также:
1.5. На базе ТТК разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ (СНиП 3.01.01-85* "Организация строительного производства") по антикоррозийной защите поверхности стальных труб и изоляции сварных стыков наружного газопровода.
Конструктивные особенности их выполнения решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ.
1.6. ТТК можно привязать к конкретному объекту и условиям строительства. Этот процесс состоит в уточнении объемов работ, средств механизации, потребности в трудовых и материально-технических ресурсах.
1.7. Типовая технологическая карта разработана для инженерно-технических работников (производителей работ, мастеров, бригадиров) и рабочих, выполняющих работы в III-й температурной зоне, с целью ознакомления (обучения) их с технологией и правилами производства по антикоррозийной защите поверхности стальных труб и изоляции сварных стыков наружного газопровода, с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ.
Технологическая карта разработана на следующие объёмы работ:
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана комплекс работ по антикоррозийной защите поверхности стальных труб и изоляции сварных стыков наружного газопровода.
2.2. Работы по антикоррозийной защите поверхности стальных труб и изоляции сварных стыков наружного газопровода, выполняется в одну смену, продолжительность рабочего времени в течение смены составляет:
2.3. В состав работ, последовательно выполняемых при антикоррозийной защите поверхности стальных труб и изоляции сварных стыков наружного газопровода, входят:
- подготовка поверхности сварных стыков к изоляции;
- предварительный подогрев кромок стыка труб, подготовленных к сборке;
- прихватка и сварка первого (корневого) слоя шва;
- сварка заполняющего и облицовочного слоев шва;
- установка арматуры со сбалчиванием фланцевых соединений;
- приварка к трубам подвижных и неподвижных опор;
- установка компенсаторов, штуцеров, конденсатосборников, гидрозатворов, тройников;
- монтаж присоединений для продувки, промывки и испытания трубопроводов;
- установка контрольно-измерительной аппаратуры.
2.4. Для выполнения антикоррозийных работ применяются следующие агрегаты и механизмы: абразивоструйная установка DSG-200 фирмы Kiss (Германия) с дистанционным управлением; передвижная бензиновая электростанция Honda ET12000 (3-фазная 380/220 В, N=11 кВт, m=150 кг); передвижной дизельный компрессор AtlasCopcoXAS 97(рабочее давление Р=7 бар производительность 5,3 м/мин); электрошлифовальная машинка BOSCHPWS 750-125 (вес=2,3 кг, мощность 1200 Вт); промышленный пылесос А-230/КБ (вес m=50 кг, мощность N=2,4 кВт); окрасочный аппарат безвоздушного распыления DP-6555 (P - 227 Бар, N - 1800 Вт, m=66 кг).

Рис.1. Компрессор AtlasCopcoXAS 97

Рис.2. Электростанция Honda ET12000

Рис.3. Пылесос А-230/КБ

Рис.4. Пескоструйная установка

Рис.5. Электрошлифмашинка PWS 750-125

Рис.6. Окрасочный аппарат DP-6555
2.6. Антикоррозийную защиту поверхности стальных труб и изоляцию сварных стыков наружного газопровода, следует выполнять, руководствуясь требованиями следующих нормативных документов:
Весьма усиленная изоляция стальных труб — надежный метод защиты от коррозии
Одна из ключевых проблем стальных трубопроводов – появление коррозии. Она возникает при воздействии влаги, агрессивного грунта, блуждающих токов. Эта проблема актуальна для подземных магистралей, проходящих через жидкие среды. Для ее решения применяется весьма усиленная изоляция стальных труб, технология и материалы которой зависят от условий эксплуатации.
Общее описание поверхностной обработки
Метод заключается в нанесении многослойного покрытия на поверхность стальных труб. Это исключает их контакт с внешней средой, и, как следствие, – развитие коррозийных процессов. Обработка может выполняться во время производства или перед монтажом готовых изделий. Основной нормативный документ для создания весьма усиленной изоляции (ВУС) стальных труб – ГОСТ 9.602 2005.
Информация о технологии весьма усиленной изоляции:
- изоляционные материалы – битум, полимерные покрытия;
- диаметр труб – от 57 до 830 мм, в зависимости от технологии обработки;
- назначение магистралей – транспортировка холодной воды, нефтепродуктов, газа, канализационных стоков;
- температура рабочей среды – от -15 С до +40 С;
- способы установки трубопроводов – подземный, поверхностный, под водой.
Суть метода заключается в формировании нескольких защитных слоев. Для лучшей адгезии на разных этапах нанесения происходит термическое воздействие на трубу. Предварительно ее поверхность обрабатывается – удаляются коррозийные зоны, покраска, старые защитные материалы. Также происходит очистка от пыли.
Важно – для обеспечения полной защиты трубопровода необходимо нанесение усиленной изоляции на стыки – муфты, раструбы.
Требования согласно ГОСТу 9.602 2005
В нормативном документе описаны условия формирования весьма усиленной изоляции, требования к материалам, характеристики изолирующего слоя. Технология применяется для всех типов трубопроводов, прокладываемых в земле. Для газовых магистралей действует ограничение по максимальному давлению – оно не должно превышать 1,2 МПа. Весьма усиленная изоляция применяется для протекции подземных резервуаров, стальных конструкций связи.
В таблице указаны эксплуатационные и технические требования к покрытиям этого типа.
| Показатель | Значение |
| Адгезия к стали, Н/см, при температуре до +20 °С до +40 °С | — 35-70 10-35 |
| Адгезия в нахлесте, Н/см лента к ленте обертка к ленте | — 5-35 5 |
| Прочность при ударе, Дж | 4,25-10 |
| Прочность при разрыве, МПа | 10-12 |
| Водонасыщаемость за 24 часа, % | Не более 0,1% |
Эти параметры контролируются в процессе изготовления изделий и их эксплуатации. Толщину проверяют с помощью толщиномеров или аналогичных приборов без повреждения внешней оболочки. Во время выполнения ремонтных мероприятий восстанавливают целостность защитного слоя. Важно, чтобы его характеристики соответствовали параметрам остального покрытия.
Совет – после ручной установки изоляции проверяется 10% поверхности. Это делается в 4 точках по окружности.
Подробности – обзор материалов весьма усиленной изоляции
Технические и эксплуатационные качества весьма усиленной изоляции зависят от выбранных материалов и технологии их использования. При выборе, помимо степени защиты от влаги, учитывают дополнительные факторы:
- сложность монтажа;
- требования к хранению;
- требования к транспортировке.
Каждый вид материалов весьма усиленной изоляции нужно рассмотреть отдельно.
Полимеры
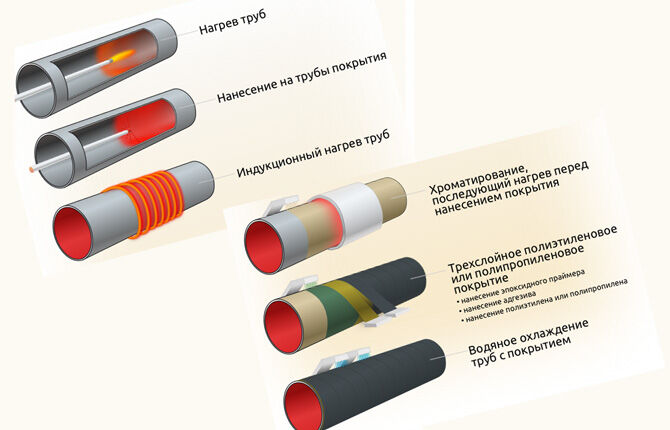
Обработка происходит во время изготовления труб (в заводских условиях) или в специальных подготовительных цехах. Для формирования первого слоя применяют термореактивные смолы, обладающие высоким показателем адгезии к стали. Затем наносятся дополнительные покрытия. Используют материалы рулонного типа и мастики.
Виды полимерной весьма усиленной изоляции:
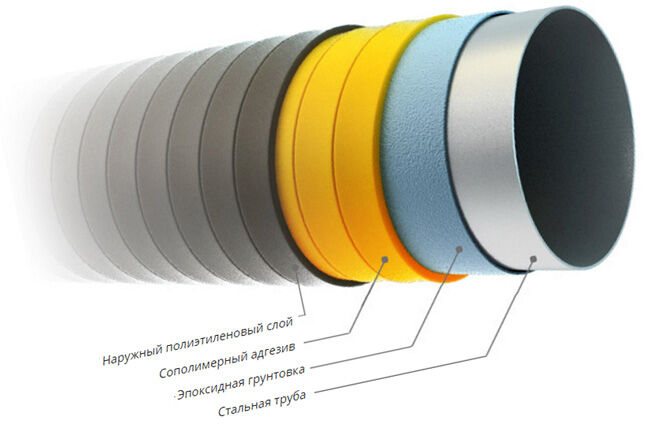
- двухслойная — после механической и термической обработки на трубу наносят слой грунтовки (термореактивная смола). Затем формируется защитная оболочка из экструдированного полиэтилена;
- трехслойная — поверх грунтовки устанавливают термоплавкий полимерный подслой. После него наносят защитную оболочку. Это увеличивает температурный диапазон применения изделия;
- комбинированная трехслойная — второй зоной защиты после грунтовки выбирают полиэтиленовую ленту на липкой основе. Устанавливается в 1 слой, толщина не менее 0,45 мм.

Преимущества применения полимерных материалов:
- механическая прочность;
- надежность герметизации стальных труб;
- возможность выполнения ремонта (восстановление защитного слоя) в «полевых» условиях.
Недостаток – относительно высокая стоимость обработки.
Важно – общая толщина изоляции на основе полимеров должна составлять не менее 1,8 мм.
Мастичное (битумное) покрытие
Относится к разряду базовых. Формируется в заводских условиях или в помещениях перед отправкой на место монтажа. Для обработки используется битумный состав с полимерными или резиновыми добавками. Он обладает повышенной термоустойчивостью, эластичностью, способностью растягиваться.
Однако из-за низкой механической прочности необходима установка защитных слоев – крафт-бумаги, армированного стеклохолста.
Классификация мастичной (битумной) весьма усиленной изоляции:
- ленточная. Основа – битумная или асмольная грунтовка. Поверх нее устанавливается битумная лента (2 мм). Внешний защитный слой — крафт-бумага или полимерная обертка;
- мастичная. На грунтовку из битума или на основе полимеров наносится изоляционная мастика. Для формирования защиты используется стеклохолст;
- термоусаживающаяся. Технология применяется для ремонта трубопроводов на месте их установки. Материал термоусаживающийся со слоем мастики. Внутренняя сторона с клеевой основой.
Мастичная (битумная) изоляция стальных труб наносится быстро, что дает возможность оперативного обустройства трубопроводов. Однако из-за слабой механической прочности защитного слоя предъявляются особые требования к хранению и транспортировке труб.
Важно – для магистралей с температурой рабочей среды до +130 С можно использовать битумно-резиновый состав. Но для таких случаев выбирают термостойкие защитные материалы.

Комбинированная ВУС
Для компенсации недостатков вышеописанных методов разработали комбинированную технологию с применением битумных и полимерных прослоек. Возможно нанесение весьма усиленной изоляции на этапе изготовления труб, в подготовительных цехах или на трассах. Это повышает механическую прочность, сохраняя влагозащитные характеристики.
Порядок расположения слоев в комбинированной весьма усиленной изоляции:
- Подготовительный слой. Используется битумный состав. В некоторых случаях возможно применение полимерно-асмольных компонентов.
- Основная защита. Формируется из полиэтиленовой полимерно-битумной ленты.
- Внешняя оболочка. Полимерная, минимальная толщина 0,6 мм.
При выборе материалов учитывают их совместимость. Важно, чтобы они имели одинаковое температурное расширение. Иначе возможно расслоение, нарушение герметичности. Внедрение новых технологий нанесения происходит только после проведения испытаний.
На выбор способа формирования весьма усиленной изоляции стальных труб влияют условия эксплуатации и технических требований проекта. В зависимости от места прохождения трубопровода можно применять различные технологии ВУС.
Сталкивались ли вы с подобными методами защиты труб на практике? Ваши комментарии – основа для дополнения материала, нам важно ваше экспертное мнение. Поделитесь ссылкой в социальных сетях и сохраните ее в закладках.
Читайте также: