Как клепать стальными заклепками
Обновлено: 27.04.2024
Под клепкой металла понимается процесс формирования неразъемного соединения элементов создаваемой конструкции, характеризующихся сравнительно небольшой толщиной. К нему прибегают, когда сварку применять неудобно, либо если сопряжению подлежат детали из несвариваемого материала. Еще один доступный вариант – использование болтового соединения – тоже имеет минусы: его монтаж занимает более продолжительный отрезок времени, да и стоят входящие в него компоненты дороже.
Процедура клепки
Простота выполнения – вот почему большинство домашних мастеров отдают предпочтение именно этому методу скрепления металлических листов. Заклепка, имеющая шляпку и стержень, вставляется в сквозное предварительно созданное отверстие. Головка при этом упирается в поверхность одного из скрепляемых элементов, а конец стержня выступает за пределы противоположной кромки гнезда. Эта часть крепежной детали под действием внешней силы расплющивается. В результате образуется т.н. замыкающая головка, которая:
препятствует свободному извлечению заклепки из монтажного отверстия;
обеспечивает надежное скрепление элементов
Типы заклепочных соединений
По критерию «способ соединения пластин» заклепочные швы принято подразделять на 2 типа:
внахлестку – на одну металлическую пластину накладывается другая;
встык – листы располагают так, чтобы соприкасались их боковые грани. А их соединение осуществляется одной либо двумя плоскими накладками.
Применяется еще один критерий – расположение заклепок. Согласно ему соединения, формируемые посредством данных крепежных деталей, бывают одно-, двух- и многорядными. Располагаться заклепки могут в шахматном порядке. Иной широко распространенный вариант – одна напротив другой.
В зависимости от сферы предназначения заклепочные швы подразделяются на:
прочные. Реализуются в ходе клепки опор, выполняющих несущую функцию – проще говоря колонн, элементов мостовых сооружений, металлических балок жесткого каркаса и т.д.;
прочноплотные. Наряду с прочностью, обеспечивают герметичность скрепления. Широко применяются при клепке котлов и трубопроводных магистралей, функционирующих под воздействием повышенного давления рабочих субстанций, находящихся в газообразном либо жидком агрегатном состоянии;
плотные. Реализуются, когда критичным параметром соединения является только прочность шва. Встречаются в таких видах оборудования, как резервуары, цистерны и слабонагруженные, характеризующихся разной степенью сложности, трубопроводы.
Разновидности заклепок
Заклепка –это крепежная деталь с цилиндрическим стержнем (может выпускаться полым), созданным из пластичного мягкого металла. На его одном конце находится шляпка определенной конфигурации.
Современной металлургией производятся и составные заклепки, в конструкцию которых входят корпус и ножка/стержень. Но принцип действия остается прежним: закладная шляпка упирается в поверхность одной детали, а с другой стороны стержня – на его выступающем конце – формируется замыкающая головка. Однако при этом клепка, как таковая, не применяется. Просто в ходе извлекания самого стержня его расширенный участок деформирует вторую часть, как бы сминает ее.
Типы закладных шляпок и стержней
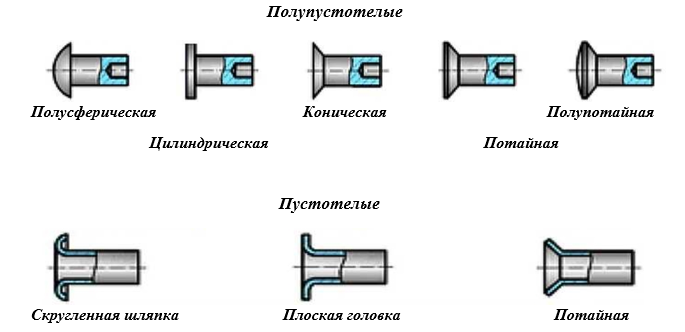
Головки заклепок подразделяются на следующие виды:
полусферическая (бывает низкой и высокой). Другое ее широко распространенное название – полукруглая. Заклепки с такими шляпками характеризуются наибольшим уровнем надежности. Формируют прочный и качественный шов;
плоская цилиндрическая и конусообразная. Заклепки, головки которых имеют такую конфигурацию, рекомендованы к применению, если в ходе эксплуатации возможен их контакт с химически агрессивной средой;
под потай и под полупотай. Заклепки со шляпками такой формы, применяются исключительно при выдвижении строгого требования, чтобы крепеж не выступал над плоскостью прикрепляемого листа. Формируемое соединение наиболее ненадежно.
На рисунке представлены заклепки со шляпками перечисленных конфигураций.

Что же касается стержней, то они бывают:
сплошными, как это показано на выше размещенном рисунке. Установка таких заклепок сопряжена с некоторыми трудностями. Но этот минус нивелируется высокой нагрузочной способностью сформированного сопряжения;
полупустотелыми. Отрезок стержня, примыкающий к закладной шляпке – сплошной, оставшийся участок – пустотелый;
пустотелыми. В шляпке и в самом стержне заклепки проделано сквозное отверстие. Крепежная деталь данного типа легко подвергается расклепыванию. Однако такая конструкция обусловливает низкую устойчивость соединения к воздействию внешних нагрузок.
Как выглядят заклепки со стержнями последних двух типов, можно узнать, изучив ниже размещенные рисунки
Каждый вид стержня встречается с каждым из типов закладных головок. Их подбор осуществляется с учетом предполагаемой нагрузки. Пустотелые подходят для формирования не слишком нагруженных швов, но только если к герметичности не предъявляются никакие требования. Для обеспечения этой характеристики можно устанавливать полупустотелые заклепки. Если предполагается работа соединения в условиях высоких нагрузок, используется крепеж с полусферической шляпкой и сплошной ножкой/стержнем.
Инструмент для клепки
Для создания соединения с помощью заклепок нужно применять слесарный инструмент. Ниже представлены те его виды, без которых домашнему мастеру точно не обойтись.
Слесарные молотки
Если планируется частое выполнение работ, связанных с клепкой металла, рекомендуется приобрести набор молотков данного типа. Основное требование – их боек должен быть квадратным.

Подбирать данный инструмент следует с учетом диаметра и длины заклепок. Эти характеристики крепежа определяют площадь бойка и оптимальный вес головки молотка. Очевидно, что масса последнего элемента – очень значимый фактор при клепальных работах:
даже от одного неприцельного удара молотком с тяжелой головкой, заклепка может безвозвратно повредиться;
когда же импульсные воздействия наносятся легкой головкой, процедура расклепывания может затянуться.
Что же касается площади бойка, то здесь тоже все понятно: этот показатель прямо пропорционален диаметру шляпки заклепки. Численные значения обеих этих характеристик молотков слесарных прописаны в ГОСТе 2310-77. Правда площадь бойка там указана неявно – только его сторона. Впрочем, для вычисления данного параметра квадрата этого вполне достаточно. Ниже приведены в табличной форме установленные вышеуказанным нормативным документом вес головки с такой конфигурацией бойка и ее сторона для всех возможных типов данного элемента молотка.
Половой пост часть 2 или кузовной ремонт с минимальными затратами денег (и только их, но не времени)

Находясь не в состоянии потратить около 30 000 рублей на вменяемый сварочный полуавтомат я задался вопросом, как еще можно скрепить кузовные элементы?
Вариантов скрепления кузовных деталей на самом деле достаточно много:
1. Сварочный инвертор. Отказался от сварки кузовщины инвертором после нескольких безуспешных попыток сварить тонкий металл между собой, даже с электродом 2мм, и токе 40-50 ампер глазом не успеешь моргнуть как прожигаешь даже хороший металл насквозь, поэтому пришлось отбросить, в назидание будущим поколениям: сварочный инвертор ну никак не поможет вам в кузовном ремонте, если хотите варить кузовщину то берите полуавтомат, не тешьте себя напрасными надеждами что сможете набить руку и инвертором варить кузовщину.
2. Точечная сварка — сложно реализуемый и не всегда доступный вариант сварки в гаражных условиях, можно сделать такой аппарат из инвертора, но на месте его использовать врядли получится. Да и не для всех условий сварки это подходит, например не сваришь встык, а можно варить только внахлест, опять же куча настроек длительности и силы импульса… не вариант
3. Полуавтомат из инвертора — не тратьте время, вкратце мораль басни такова что инвертор это источник тока, а полуавтомат это источник напряжения, совсем разные принципы и идеологии сварочного процесса, даже если получится удержать дугу, то это будет нестабильный и неуниверсальный сварочный процесс
4. Тиг сварка из инвертора — есть такие сварочники с функцией тиг, мой один из таких, вообще идея реализуемая, но в моем маленьком гараже держать баллон на 40 литров с аргоном ну совсем неохота, а с учетом стоимости горелки и редуктора и баллона (5 000 + 1500 + 2500 = 9 000), для сварки небольших объемов тонколистового металла вполне себе может заменить полуавтомат, но баллон :-((( вообще самый универсальный способ сварки, варить можно что угодно, но в скорости уступает полуавтомату конечно.
5. Болтовое соединение — вполне себе неплохой способ соединения металлов, но минус его только в том что шляпки болтов будут выступать сильно далеко наружу, что может оказать негативное влияние на функциональность конечной заготовки. Зато есть огромный плюс в том что соединение получается разборным и обслуживаемым, но врядли это будет существенным аргументов в пользу этого метода для кузовного ремонта, так что от этого способа я тоже отказался
6. Заклепки — ну и наконец способ, который я избрал в качестве рабочего для своего случая, это заклепки. Дешево (заклепочник 1500 + сами клепки по 1-2 рубля за штуку + сверла в среднем 60-70 руб за штуку на сотню отверстий). Из минусов только высокие трудо/времязатраты, а времени у меня хоть отбавляй, в сибири 10 месяцев в году зима а в остальное время идет дождь
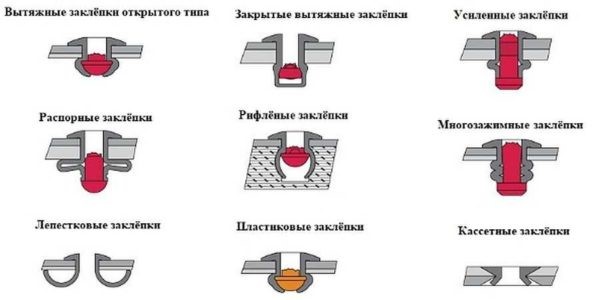
По способу закрепления на детали заклепки бывают следующих видов
1. под молоток — старый вариант, так клепают самолеты и корабли, в том числе космические, для установки такой заклепки сверлим отверстие, суем туда заклепку, упираем заклепку в какой нибудь твердый предмет и метким ударом молотка с обратной стороны расклепываем ее внутри детали
2. резьбовые — сверлим отверстие, суем туда заклепку, закручиваем в заклепку специальный болт и крутим, пока заклепка не расклепается внутри детали,
3. вытяжные — самый простой вариант, сверлим отверстие, суем туда заклепку, и расклепываем ее заклепочником.
Понятное дело что клепать уаз молотковыми заклепками — уж сильно неоправданные трудозатраты, резьбовые отбрасываем потому как по сути это болтовое соединение, только вместо гайки выступает заклепка, остаются вытяжные.
Плюсы вытяжных заклепок:
1. "самолетная" технология, проверенная и надежная, сами клепки не очень сильно выступают из детали
2. прочность соизмеримая со сваркой (про прочность ниже)
3. не деформируется клепаемая деталь
4. ДЕШЕВО… очень
5. можно соединять несколько слоев деталей
6. можно соединять достаточно толстые детали
Минусы вытяжных заклепок:
1. очень высокие трудозатраты
2. очень высокие временные затраты
3. негерметичное соединение, то есть между деталей надо предусмотреть нержавеющую прокладку, сами клепки надо промазывать герметиком или мастикой чтобы стали герметичными
4. трудно клепать сложные формы, клепки лучше всего применять для крепления деталей внахлест, и это не всегда удобно, особенно в современных машинах, для крепления деталей встых подойдет только полуавтомат, для уаз еще можно подклепать, но для современных машин можно клепать только то, что не видно глазу.
Материал вытяжных заклепок и их выбор
1. говнолиновые — сделаны из слов продавцов леруа мерлена, касторамы, бауцентра продаются там же, состоят такие заклепки как правило из непонятной смеси непонятных металлов, обладают непредсказуемыми характеристиками, предсказуемо высокой ценой, годятся разве что для крепления унитаза к потолку, который закономерно упадет вам на голову когда вы захотите посрать. Образуют гальваническую пару с феррумом, сталью, железом если хотите. Выгнивают вместе с отверстием, при условии периодического взаимодействия с водой за 2-3 года.
2. стандартные аллюминиевые (со стальным или аллюминиевым сердечником) — такие заклепки сделаны из сплава аллюминия, обладают предсказуемыми характеристиками, продаются в магазинах проф строительных материалов, или инструментальных магазинах. Также как и первый вариант плохо подходят для крепления железа т.к. гальванизируют с ним. Ими можно крепить неответственные соединения, которые если отвалятся то не жалко переклепать. Выдерживают самую низкую нагрузку. Клепаются самым обычным
3. стальные — заклепки сделаны из обычной стали, сердечник стальной, выдерживают бОльшие нагрузки, чуть дороже чем люминиевые, требуют усиленного заклепочника, который стоит пару касарей.
4. нержавейка — заклепки не ржавеют, гальванических пар не образуют, выдерживают нагрузки сравнимые со сваркой, требуют хорошего заклепочника, и стоят как космический корабль :-))) шутка, примерно по 4-5 рублей за штуку, но они того стоят
Теперь о прочности вытяжных заклепок в цифрах, то есть килограммах

Я для себя определился что меня устроит прочность заклепки из нержавейки диаметром 4мм.
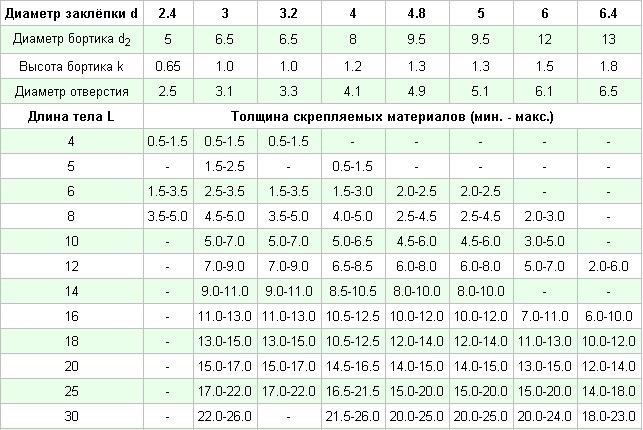
С материалом и толщиной определились, теперь определяемся с длиной заклепок
Теперь надо определиться с шагом и расстоянием между заклепками.
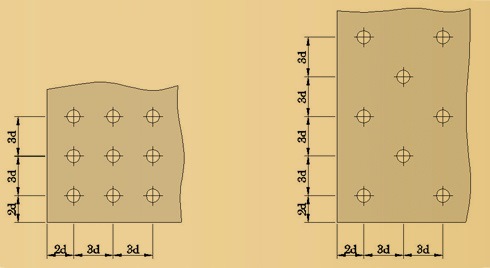
Где d это диаметр гильзы заклепки.
Дальше надо определиться с порядком заклепывания для того чтобы не было люфтов и расстояний между скрепляемыми плоскостями, то есть нам надо выбрать слабину между скрепляемыми деталями, для этого идем в любой магазин продающий метизы и покупаем там болты на 4мм 2х видов длиной 10 мм и 20 мм, далее, по мере того как мы сверлим отверстия мы стягиваем детали при помощи болтов, в итоге перед заклепкой у нас будет собранная конструкция, только вместо заклепок у нас будут болты, болтами намного проще стягивать детали, клепки плохо стягивают, но хорошо держат, поэтому по мере сверления стягиваем болтами, а дальше, когда вся деталь полностью готова но станута болтами, то, на место болтов ставим заклепки, делаем это таким образом что сначала снимаем болты через один, и в первый проход получится примерно половина заклепок и половина болтов, потом во второй проход снимаем все болты и по мере разболтовывания ставим на место болтов заклепки. В итоге у вас получится прочная, почти монолитная конструкция с минимумом люфтов.
Удачи вам в клепании. Перед сборкой для клепания, надо обязательно промазать все места стыков щелевым герметиком или битумной мастикой
Клепка металла

Сварка – пожалуй, лучший способ соединения деталей, но не везде эта технология применима из-за особых условий. На помощь приходит клепка металла – скрепление частей изделия между собой механическим способом. Сам процесс – легок и прост и длится всего пару секунд. Главное – правильно подобрать комплектующие.
Мастеру придется приобрести заклепки, стержни и головки, а также специальные инструменты (хотя можно обойтись и молотком). Однако подбирать все материалы следует, исходя из параметров металла, который будет подвергнут клепке. На что обращать внимание при выборе комплектующих и как скреплять металл, подробно рассказано ниже в статье.
Процесс клепки металла
Технологический процесс, во время которого происходит скрепление металлических деталей при помощи заклепок, называется клепкой. Для работы используется специальный инструмент, который бывает как пневматическим, так и ручным.
Данный способ соединения используется, как правило, в том случае, когда сварка не может быть применена.
Среди домашних мастеров слесарного дела популярность клепки металла обусловлена простотой данного процесса.
В сделанное заранее сквозное отверстие вставляется крепежный элемент (заклепка), состоящий из шляпки, которая в процессе упирается в поверхность одной из соединяемых деталей, и стержня, выходящего с противоположной стороны гнезда за пределами второй.
В результате воздействия внешней силы происходит расплющивание последнего с образованием замыкающей головки, которая позволяет обеспечить:
- фиксацию заклепки в монтажном отверстии;
- надежное соединение деталей.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Перечисленные классы сварки включают в себя разнообразные виды сварочных работ, где в качестве главного критерия для разделения выступает источник энергии, воздействующий на поверхности.
Клепка листового металла может быть холодной и горячей. Выбор той или иной технологии осуществляется в зависимости от ситуации:
- Горячая клепка металла. Соединение элементов осуществляется с помощью нагретого стержня. Необходимая температура определяется по цвету металла, он должен быть красным. Для этой технологии используются стержни, толщина которых не менее 8 мм.
- Холодная клепка. Этот вид соединения используется чаще всего, особенно в домашних условиях и небольших мастерских. Как правило, холодная клепка применяется для соединения деталей, которые не будут впоследствии испытывать на себе большие нагрузки. В данном случае толщина стержня должна быть не более 8 мм.
Типы заклепочных соединений
По типу соединения металлических пластин заклепочные швы могут быть двух типов:
- внахлест, когда одна деталь накладывается на другую;
- встык – для соединения используются плоские накладки (одна или две) таким образом, чтобы боковые поверхности изделий соприкасались.
Есть еще один критерий, который касается расположения заклепок. Во время соединения деталей они могут монтироваться в один ряд или несколько, а также в шахматном порядке или одна напротив другой.

Заклепочные швы бывают разных видов, выбор делается в зависимости от того, где они будут использоваться:
- Прочные – применяются для клепки опор несущих конструкций (колонн, металлических балок, деталей мостов).
- Прочноплотные – швы, обеспечивающие не только прочное соединение, но и герметичное. Поэтому они используются для клепки котлов, трубопроводных магистралей, которые постоянно испытывают воздействие повышенного давления газа или жидкости.
- Плотные – используются, когда главным параметром соединения деталей является прочность шва. Часто они встречаются в цистернах, резервуарах, слабонагруженных трубопроводах разной степени сложности.
Виды заклепок, стержней и головок
Виды заклепок для клепки металла:
- Полутрубчатые – отличаются простотой монтажа, но малой прочностью. Их можно использовать для клепки металлических изделий, которые не будут подвергаться большой нагрузке механического характера.
- Пистонные – больше подходят для мягких металлов и отличаются простотой монтажа. Используются в основном для простых соединений.
- Закладные, вытяжные – заклепки, состоящие из двух частей и отличающиеся удобной установкой.
- Стандартные – применяются для создания разных видов швов.
Если планируется соединять тонкостенные элементы, то применяются заклепки резьбовые или гаечные.

В зависимости от типа стержня заклепки делятся на:
- Пустотелые – в стержне есть отверстие цилиндрической формы. Их нельзя использовать для соединения изделий, которые будут подвергаться высоким нагрузкам. Однако плюс в том, что их можно легко расклепать.
- Полупустотелые – там, где находится закладная головка, стержень сплошной.
- Сплошной стержень – подходят для соединения деталей, которые будут подвергаться высоким нагрузкам, однако при этом их сложно монтировать.
Что касается головок заклепок, то они тоже бывают разными: цилиндрическими, коническими и полукруглыми.
Критерии выбора заклепок
В зависимости от того, какой толщины металлические листы планируется соединять, подбираются заклепки. Кроме того, учитывается и диаметр стержня.
Диаметр крепежного элемента рассчитывается следующим образом: толщина металлических заготовок умножается на два. Что касается длины, то он должен быть равен как минимум двум диаметрам стержня.
Для клепки металла размеры используемого крепежного элемента составляют:
- диаметр – от 1 до 36 мм;
- длина – от 2 до 180 мм.
Многие заблуждаются, думая, что чем толще стержень, тем прочнее соединение. На самом деле все зависит от того, из какого материала изготовлена заклепка.
Крепежные детали, которые используются для клепки металла, должны быть изготовлены из того же материала, что и соединяемые изделия. Выполнение данного требования позволит исключить электромеханическую коррозию.
Если же говорить о пластинах, изготовленных из меди, то для их скрепления могут использоваться заклепки не только из этого же металла, но и латунные.
Инструменты для клепки металла
Для клепки металла используются инструменты и приспособления, без которых осуществить данный процесс не получится:
Слесарный молоток
Если клепку металла планируется проводить постоянно, то лучше приобрести набор таких молотков. При этом главное условие – боек должен иметь квадратную форму.

Чтобы правильно подобрать инструмент, необходимо знать длину заклепок и их диаметр. Именно от этих параметров зависит площадь бойка и вес головки молотка. Нужно понимать, что от массы последнего элемента зависит многое во время клепки металла:
- если головка молотка будет слишком тяжелой, то при неприцельном ударе заклепка может быть безвозвратно повреждена;
- при слишком легком элементе процесс расклепывания может затянуться.
Площадь бойка слесарного молотка прямо пропорциональна диаметру заклепочной шляпки. И та, и другая характеристика инструмента в численном выражении прописаны в ГОСТ 2310-77. И, несмотря на то, что площадь там не указана, есть данные относительно размеров стороны бойка, поэтому вычислить ее несложно.
В таблице можно найти информацию относительно веса головки для инструмента с такой конфигурацией бойка (по ГОСТу 2310-77), а также длину стороны для разных типов элемента:
Обозначения головок молотков по ГОСТ 2310-77
Сторона квадрата ударной плоскости бойка (мм)
Номинальный вес квадратных головок молотков (кг)
Профессионалы рекомендуют использовать определенный инструмент в зависимости от диаметра заклепки (D):
- молоток с головкой весом 0,4 кг для D = 4-5 мм;
- молоток с головкой весом 0,5 кг для D = 6–8 мм.
Натяжка
Представляет собой бородок с проделанным на конце гнездом, диаметр которого немного больше, чем у заклепочного стержня. С помощью натяжки осуществляется сжатие металлических пластин перед их сопряжением.
Работа с натяжкой заключается в следующем:
- в отверстие вставляется выступающий участок стержня заклепки;
- наносится несколько ударов молотком по ударной части приспособления.
В результате поверхности соединяемых металлических листов должны плотно соприкасаться друг с другом. То есть операция закончится полным устранением зазора между ними.
Чекан
На вид данный инструмент напоминает слесарное зубило, но отличается от него формой рабочей части, у чекана она плоская. Используется, чтобы сделать клепочное соединение более герметичным.

Во время процесса зачеканивания происходит уплотнение соприкасающихся плоскостей соединяемых деталей. Объектами применения в данном случае являются замыкающая головка заклепки и края металлической пластины.
Поддержка
Это приспособление необходимо для обеспечения опоры при расклепывании заклепочного стержня. Что касается его формы и размера, то данные параметры определяются, исходя из:
- Конструкции деталей, которые планируется соединить.
- Диаметра заклепочного стержня.
- Способа клепки металла, который может быть двух видов.
Первый – это прямой, когда в лунку поддержки заводится закладная головка, после чего молотком наносятся удары по верхней части обжимки, в результате чего осуществляется образование необходимой формы замыкающего элемента заклепки.
Второй – обратный, который используется в местах с ограниченным доступом. В данном случае удары наносятся по закладной головке крепежного элемента. В результате происходит деформация замыкающей головки в специальной выемке, которая находится в рабочей части поддержки, и она приобретает необходимую конфигурацию.
Поддержка должна весить больше используемого молотка как минимум в три раза (лучше в пять).
Обжимка
Это инструмент в виде стержня с углублением на рабочей части, который используется, чтобы придать замыкающей головке необходимую конфигурацию. Для этого наносятся удары молотком по плоскому торцу. Обжимка производится в одном исполнении, а делается это с целью унификации.

В таблице ниже указаны значения параметров, которые отображены на чертеже:
Диаметр стержня заклепки
Общая длина обжимки (L), мм
Радиус углубления (R), мм
Глубина лунки (h), мм
Диаметр лунки в рабочей части (d1), мм
Диаметр стержня обжимки (D), мм
Как правило, обжимки изготавливаются из инструментальной углеродистой стали высокого качества марки У8А и У7А.
Этапы клепки металла и возможный дефект
Кратко клепка металла состоит из следующих этапов:
- Осуществляется подготовка соединяемых изделий.
- Делается разметка отверстий.
- Производится высверливание гнезд.
- Осуществляется зенковка отверстий.
- Монтируются заклепки.
- Производится обжимка.
Однако перед тем как приступать к основным работам, требуется сделать следующие подготовительные процедуры:
- Произвести очистку поверхности металлических листов от грязи, налета и ржавчины.
- Наметить места, где будут располагаться отверстия и накернить их, чтобы сверло не уходило в сторону.
Для высверливания отверстий в поверхностях, изготовленных из металла, можно использовать ручной электроинструмент или сверлильный станок, что является более предпочтительным, поскольку он позволяет обрабатывать более толстые детали.
При использовании для клепки металла ручного электроинструмента, необходимо следить за тем, чтобы во время сверления он не отклонялся в сторону. Важно помнить, что пользоваться можно только заточенным сверлом, а в процессе использовать охлаждающие жидкости.

Вставка заклепок состоит из следующих этапов:
- В отверстие стержнем снизу вверх вставить крепежный элемент.
- Установить под закладную головку поддержку (плоская используется при потайной головке).
- Уплотнить детали, осадить в местах клепки, а зазоры между листами устранить при помощи молотка.
Замыкающая головка образуется двумя методами:
- Прямым – когда удары молотком по стержню заклепки наносятся со стороны образования замыкающей головки.
- Обратным – удары производятся по закладной головке.
Если клепку металла осуществляет новичок, который никогда не сталкивался с данным процессом, то он может допустить ошибки, которые приведут к образованию дефектов:
- Если допустить перекос при обжиме, то примыкание замыкающей головки к металлической поверхности будет неплотным.
- Если отверстие просверлить не ровно, а под уклоном, то головки будут смещены (в одну сторону или в разные).
- При использовании заклепки, изготовленной из материала плохого качества, замыкающая головка при клепке может иметь рваные края.
- Когда стержень используется длиннее, чем нужно, или он неровный, головка может оказаться смещенной в сторону.
Техника безопасности при клепке металла
Во время клепки металла нужно обязательно соблюдать правила техники безопасности, которые заключаются в следующем:
- До тех пор, пока не осуществлена полная настройка пневматического инструмента, пользоваться им нельзя, поскольку придерживать обжимку руками достаточно сложно из-за того, что удар получается мощным, можно легко получить травму.
- Желательно использовать плотные наушники, так как процесс клепки металла сопровождается громкими и резкими звуками, которые отрицательно воздействует на слух и нервную систему.
- Прежде чем приступать к работе, инструмент следует проверить и убедиться в том, что он исправный. На рабочем столе не должно быть ничего лишнего (ненужных предметов, приспособлений).
- Детали, которые необходимо соединить, следует зафиксировать в тисках.
Если необходимо удалить старые заклепки и соединить детали в том же месте заново, то с помощью острого зубила удаляется полукруглая головка, а остальная часть крепежного элемента выбивается пробойником.
Рекомендуем статьи
Во время клепки металла обязательно следует использовать защитные перчатки и очки. Для предотвращения смещения детали следует зафиксировать в тисках либо консоли. Ни в коем случае во время работы нельзя касаться обжимки руками.
Если соблюдать все правила техники безопасности, процесс будет произведен качественно и без травм.
Таким образом, с помощью клепки металла удается получить соединение, отличающееся высокой стойкостью к вибрационным и ударным нагрузкам.
И, несмотря на то, что на современном этапе развития технологий есть более производительные способы, такие как сварка или болтовое крепление, метод с использованием заклепок отлично подходит для домашнего применения.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Кузовной ремонт без сварки (заклепками) — Теория

В данном конкретном случае состояние моей е21 очень далеко от идеального, что позволяет мне не заморачиваться с аутентичностью отдельных деталей. Стремления повторить завод нет. Пусть это и 323i. Зато есть стремление создать максимально долговечную конструкцию, о чём поговорим ниже.
ОБЩАЯ "ТЕОРИЯ ЗАКЛЁПОК"

Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок.
Недостатки заклёпочных соединений:
1. Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
2. Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
3. Необходимость специальных мер для герметизации. Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин. Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
4. Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Преимущества заклёпочных соединений
1. Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия.
2. Позволяет соединять неподдающиеся сварке материалы.
Недостатки в сравнении со сваркой:
1. Трудоёмкость процесса. Однако кобальтовые свёрла делают сверление быстрым. А вот сварные швы зачищать крайне неприятно.
2. Повышенная материалоёмкость соединения – это просто не важно.
3. Необходимость специальных мер для герметизации – ну так и сварку потом шовником мазать.
4. Процесс сопровождается шумом и вибрацией – для вытяжных заклёпок не актуально. А ещё от сварки летят капли и можно обжечься.
Преимущества в сравнении со сваркой:
1. Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия. + стойкость к вибрационным нагрузкам
2. Нет перегрева металла. Соединение более стойкое к коррозии само по себе + никто не мешает заантикорить деталь непосредственно перед установкой с двух сторон, а стык посадить на кузовной клей-герметик.
3. Банально дешевизна инструмента. Заклепочник стоит 500 рублей
4. Не нужно специальных навыков. Заклепать способен любой, а вот сварить хорошо это не так просто.
Коррозионная стойкость и выбор материала заклёпок
Начнём издалека. Вопрос лишь в одном типе коррозии – гальваническом.
Гальваническая коррозия представляет собой электрохимическую реакцию между двумя и более различными (или разнородными) металлами.

Процесс гальванической коррозии можно наглядно продемонстрировать на примере взаимного контакта изделий из Алюминия и Нержавеющей стали. Алюминий – более химически активный металл является в данном случае анодом, а менее активная нержавеющая сталь – катодом.
При взаимодействии между нержавеющей сталью и алюминием возникает большая разница потенциалов в соответствии с рядом напряжений в металлах. При этом, благодаря действующему на электрический элемент электролиту (жидкость), возникает электрический ток, и анод, в данном случае Алюминий, корродирует.
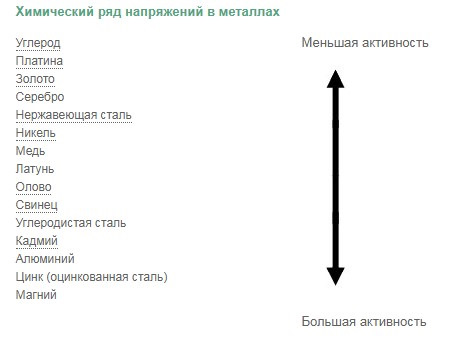
Чем дальше находятся в ряду напряжений металлы по отношению друг к другу, тем больше разность потенциалов и выше опасность коррозии
Гальваническая коррозия возникает в том случае, если имеет место один из следующих факторов:
Относительная влажность воздуха превышает 60%;
Загрязненный воздух: большое количество металлических частиц;
Металлы в винтовых соединениях, у которых большая разница потенциалов;
Неправильное соотношение площадей поверхностей анода и катода.
Рекомендации по противодействию гальванической коррозии:
1. Исключите возможность образования гальванического элемента
защищайте конструкции от действия влажности (удалите электролит)
изолируйте металлы друг от друга, например, с помощью покрытия
изолируйте металлы от электролита.
2. Избегайте соединения металлов, у которых большая разница потенциалов.
3. Материал из которого произведен крепеж должен быть более активным (анод), чем материал конструкции (катод).
4. Площадь поверхности конструкции(катода) больше площади поверхности крепежа(анода).
Выводы по выбору материала из этого крайне просты:
1. Пара сталь – нержавеющая сталь – очень плохая идея. Заклёпка останется, а вокруг будет гнить.
2. Заклёпка должна быть окрашена
3. Заклёпка должна быть изолирована от электролита (воды)
4. Самый лучший материал заклёпки – окрашенная алюминиевая заклёпка с оцинкованным стальным сердечником. В данном случае цинк защищает алюминий, а алюминий изолирован от кузова краской.
Кстати о коррозии алюминия
Ряд испытаний показали, что коррозия алюминия сильно преувеличена. В атмосферной и влажной среде он не корродирует даже без краски. В морской среде корродирует около 30 лет.
А теперь представьте, у вас есть лонжерон:
— изнутри покрыт кислотным или цинковым грунтом (на ваш выбор)
— внутрь заложено 2 кг лучшего антикора в мире перед сборкой
— нахлёст металла обработан кузовным клеем-герметиком + сами заклёпки окунаем в него перед установкой
— поверх герметика после высыхания наносится ещё один слой лучшего антикора в мире (это конечно по желанию)
Что мы получаем в итоге:
— соединение, которое в сырой среде держит 30 лет
— только без доступа кислорода и воды
— законсервированно лучшим антикором в мире изнутри
— а когда герметик треснет, в его трещину снова пойдёт лучший антикор в мире
Собственно, выставляю технологию на ваш суд. На практике я уже начал её применять. Следующие записи расскажут подробности, следите :)
P.S. не реклама лучшего антикора в мире (это конечно по желанию). Просто меня очень впечатлили мои личные испытания этого продукта. Защита зверская.
Стальные заклёпки делал кто?


Зачем вообще клепать? Заклёпки делают в том случае, если нужна подвижность при скручивании рамы. А у вас раму не будет скручивать — ось всего одна. Можно просто приварить. Ну или на болты прикрутить.
2мм лист — это, конечно, хорошо, но он будет шумный, и рёбер жёсткости придётся не мало добавить, чтобы пол не проминался.
Лучше сделать каркас из профильных труб, а всё что между ними зашить ламинированной фанерой. Ну или хотя бы под пол лист фанеры подложить — он так не будет проминаться даже без усилений, да и шума поубавится.


Спасибо. Шум не помеха. Это ж не спальня. У самосвалов полы обычно стальные. Правда из профилированного проката. Заклёпки предпочёл сварке. Потому, что металл не толстый. Думаю, что клёпка позволит не потерять прочность. Перекладины планирую через полметра из уголка 25х3. Если нужно — могу сделать чаще. Пролёт то всего 90см. Профильные трубы я недолюбливаю. Они обычно тонкостенные. Предпочитаю уголок, полосу, швеллер.
Кузов буду делать как на самосвалах. С округлыми бортами. Низ 90см. Закругление до 130.
Для стальных заклёпок нужно специальное оборудование, просто так молотком их нормально не заклепать. Было бы это что-то небольшое, можно было бы положить на наковальню и долго долго стучать молотком, но с прицепом так не выйдет.
Клёпка нужна там, где нужна гибкость, и больше нигде. Самолёт — гибкая конструкция, к тому же алюминиевая, поэтому там применяется клёпка. Для тонкого металла есть полуавтомат, для совсем тонкого — пайка и контактная сварка.
Рама даже одноосного прицепа испытывает нагрузки и в любом случае изгибается. У рессорного прицепа нагрузка очень неплохо рапределена и мне нравится эта конструкция. И пусть крутильные нагрузки не так сильны как у автомобилей, имеющих более одной оси. Я варю электродами. Полуавтомата нет. Впринципе у меня неплохо работает и сварная конструкция из автомобильной рамы. Мной изготовленная. Часто нагрузка приходится не на самый центр подъёмника. Изгибается сантиметров на 20. Но не рвёт. Ну у рамы стрелы П образный открытый профиль. Кстати как и у моего прицепа. Рама из швелера.


А клёпки от сегментов не подойдут? Которые на косах комбайнов, сенокосках и т.д. стоят
Не видел. Возможно подойдут. Думаю, что сделать заклёпки самостоятельно не сложно. Вчера сделал и опробовал самодельный горн кузнечный. Будет чем нагреть металл для клёпки. Будет время — займусь и заклёпками и прицепом. Самодельные заклёпки вообще даром почти. Не считая стоимости оборудования)). Но оборудование если делаешь что- то руками — оно есть и должно быть. Горн из металлолома сделал.

2 уголка зажимаешь в тиски. В месте соединения сверлишь отверстие по диаметру проволоки по длине заклепки с учетом головки. В конце отверстие под головку заклепки — или цилиндрическое или конусное (впотай). Отрезаешь кусочек проволоки с учетом усадки на головку. Вставляешь проволоку и молотком по кругу формируешь головку. Отверстий можно сделать несколько. Сколько отверстий, столько заклепок за раз. Разжимаешь тиски, разъединяешь уголки, вытаскиваешь заклепки. Как клепать сам знаешь
Читайте также: