Как ковать дамасскую сталь
Обновлено: 18.05.2024
Дама́сская сталь (или просто дама́ск) одна из самых неоднозначных сталей на которую мы готовили обзор. С одной стороны людей, которые никогда не слышали про неё очень маленькое количество, с другой мало кто хорошо знает, что она из себя представляет.
Визитной карточкой данной марки стали является узор на поверхности, который достигается за счёт неравномерного распределения углерода в связи с неоднородностью материала, что специально подчёркивается посредством травления поверхности кислотами для придания клинку красивой текстуры.
Возможно звучит это всё не до конца понятно, но в данной статье мы в большей мере рассмотрим характеристики и плюсы с минусами дамасских клинков, а не технологию производства. Тем же кто заинтересовался именно процессом рекомендуем прочитать данный материал.
Химический состав дамасской стали
Обычно в этом разделе я размещаю таблицу с процентным соотношением химических элементов в стали. Но в данном случае сделать это достаточно проблематично.
Мы изготавливаем клинки из пакета четырех сталей: ШХ-15 (конструкционная углеродистая сталь), ХВГ (сталь для измерительного и режущего инструмента), У8А (инструментальная углеродистая сталь) и сталь-3 (название условно, но до конца раскрывать секреты своей продукции не захочет ни один мастер.
На фото (слева-направо): набор и сварка пакета сталей, скрутка раскованного пакета, ковка пакета сталей молотом.
Посмотрев на фотографии нетрудно понять, как происходит набор пакета. Кузнец соблюдает технологический процесс, но измерять «в граммах» сколько какой стали пошло в заготовку не станет. Так что на вопрос о химическом составе дамасской стали ответить однозначно нельзя – он может незначительно различаться от партии к партии. Конечно можно провести радиоуглеродный анализ стали, но это весьма накладно.
Характеристики дамасской стали
Если Вы уже посещали различные ножевые сайты, то прекрасно знакомы с таким параметром, как HRC, если нет, то сделаю небольшое пояснение HRC – это твёрдость по шкале Рокве́лла, чем она выше, тем сталь прочнее, а нож дольше держит заточку, колебаться данная характеристика может от 40 с небольшим у китайской штамповки до 65-70 у японской самурайской катаны.
У ножей из дамасской стали HRC варьируется от 61 до 64 единиц. Наша продукция выпускается с HRC 62. Провести параллель с другими сталями весьма проблематично из-за того, что дамаск сам по себе является не сталью, а пакетом сталей. Наиболее близок внешне и по характеристикам булат, но у него HRC = 64 и цена немного выше.
Дамасская сталь плюсы и минусы:
Как и любая другая сталь дамаск имеет положительные и отрицательные стороны, рассмотрим их подробнее.
- Красивый узор на клинке. Просто невозможно не добавить этот пункт первым в список. Хоть на режущие свойства рисунок и не влияет, но как же он красиво выглядит.
- Прочность в 62 единицы говорит сама за себя, нож без проблем справится с работами в походном лагере и резом по древесине и кости.
Разумеется, минусы мы тоже не обойдём стороной они, они есть у всех сталей.
- Низкая коррозийная стойкость. Это плата за то, что в лезвии содержится большое количество углерода, а легирующие элементы практически полностью отсутствуют в составе стали.
- Достаточно сложный процесс изготовления сварного дамаска не может не отразиться и на конечной цене изделия.
- Требует бережного отношения и ухода после каждого похода на охоту, рыбалки или в поход.
- По внешнему виду клинки из дамаска одни из самых красивых – как подарок идеальный вариант.
- Нуждается в значительном уходе после использования, не предназначен для рубки и метания.
- Хороший вариант «парадного» ножа, но для большого объёма тяжелых работ не лучший вариант.
Отзывы о ножах из дамаска
Vox populi vox Dei «глас народа — глас божий». Прислушаемся к мнению охотников и рыболовов. Выбравших ножи из данной стали.
Дамаск быстрого приготовления (не доширак)

Добрый день уважаемое сообщество, в сети интернет ходит видео, где из простой кучи ножовочных полотен автор получает чуть ли не меч кладенец. Соответственно и комментарии к видео делятся на диаметрально противоположные — от восторженных до совсем отрицательных, куча непроваров, слишком мало слоев, соответственно и прочность клинка и режущие свойства от этого лучше не станут. Истинна как это всегда бывает где то совсем рядом, а пока сам не сделаешь не разберешься кто прав и надо ли это вообще.
Итак, взял полотна по металлу, на сайте производителя указано, что изготовлены из высококачественной углеродистой стали, если товарищи из поднебесной не обманули, то это как раз то что нам надо.на наждаке снял зубья и нарезал в размер. из листовой стали 0,8 нарезал таких же пластинок и собрал их чередуясь в пакеты.

С торцов обварил пакеты и приварил пруток для удобства.



после нагрева покрыл пакет бурой, получилась красивая карамелька.

потом нагрев до сварочной температуры и первая проковка, здесь важна не сила ударов, а частота и направление, необходимо выгнать из пакетов расплавленную буру.
Про температурные режимы писать бесполезно, здесь поможет только чутье, когда нужно "бурить", а когда металл уже готов к сварке. В данном случае пирометр показывал 1050 градусов,

если сварка прошла успешно, то разрез должен выглядеть как одно целое. распилил пакеты вдоль и сварил повторно, удвоив количество слоев.
Думаю можно показать и ошибки в сварке пакетов, основных две — это пережог и непровар.



Готовые пакеты отковал в прутки и скрутил в противоположные стороны.


Это я сделал, чтобы опробовать еще одно видео — мастер класс Леонида Архангельского, про турецкий дамаск. Хотя узор и не получился задуманным. В длинномерном клинке сваренные вместе прутки будут работать на скручивание как трос, обеспечивая клинку хорошую упругость. Все таки "высококачественная углеродистая сталь" это не самый точный указатель для термообработки, плюс относительно небольшое количество слоев с разным содержанием углерода в пакете отрицательно скажутся на режущих свойствах будущего ножа. Поэтому на режущую кромку приварил полосу чистой у8. Сталь для опытов предоставил драйвовчанин Viktorovich-Ko , в обмен на будущий клинок, я же бессовестным образом затянул это дело на полгода.
Итак, стоит ли овчинка выделки? Для себя я сделал определенные выводы. Дамаск с полотен подойдет для начинания, затраты на полноценный пакет из шх хвг и у8 -10 будут несоизмеримы. Подойдет этот метод для ламинатов, где сталь на обкладках не так важна как на режущей кромке, также подойдет для изготовления деталей рукояти или ножен и ювелирки. делать целиком нож из одних полотен я бы не стал, изначальные слои очень тонкие, плюс неизвестное количество углерода убавится при сварке с листовым железом, а термообработка выйдет "на глазок".
Как сделать дамасскую сталь: простой состав для ковки своими руками
Современный оттенок Дамасской стали отличается от оригинального Дамаска из прошлого. Исторически, Дамасская считалась тигельной. Она имела очень высокое содержание углерода и имела характерную поверхность из-за своей кристаллической структуры.

Сталь Дамаска получила своё название потому, что крестоносцы на своем пути в Святую Землю приобретали новые клинки из этой превосходной стали (превосходящей средневековую европейскую сталь) в городе Дамаск. Тем не менее, современный вариант стали имеет мало общего с прошлым и больше похож на сталь, вытравленную кислотой.
Дамаск, который показан здесь, является одним из самых современных вариантов. Дамаск из троса является, пожалуй, одним из самых простых способов ковки дамаска со сложным рисунком. В отличие от других методов, этот метод не требует складывания и, по сути, имеет уже готовую форму.
Шаг 1: Меры безопасности

Самое главное — это безопасность. Процесс изготовления включает в себя ковку, шлифовку и погружение металла в химикаты, поэтому важно использовать надлежащее оборудование для обеспечения безопасности.
Для этапа кузнечной сварки (сварка ковкой) многие люди, которые совершают какие-либо кузнечные операции, знают базовую экипировку для обеспечения безопасности: перчатки, фартук, закрытые ботинки и т.д. Тем не менее, условия не всегда соблюдаются. Всем известно, что защита глаз важна, но для такого рода работ вам нужен особый вид защиты. Вышеупомянутое и единственное фото в этом разделе — это неодимовые очки. Причина этого в том, что такие очки просто необходимы для подобных работ.
Специалисты часто пренебрегают этой защитой, но не стоит повторять за ними. Тепло, необходимое для кузнечной сварки, создает излучение, которое в течение длительного времени может вызвать потерю зрения. Неодимовое стекло, однако, блокирует большую часть излучения и сохраняет ваши глаза в безопасности. Обратите внимание: неодимовые очки — это не то же самое, что сварочные маски или солнцезащитные очки. Используя их при кузнечной сварке, ваши зрачки будут расширяться, и ваши глаза будут получать еще больше излучения.
Шаг 2: Делаем заготовки




Перед тем, как начать работу с тросом, нужно подготовиться. Прежде чем он попадет в огонь, нужно отрезать нужную вам часть, как на первом фото. Я отрезал 3 куска по 30 см кабеля диаметром 2.5 см при помощи отрезной пилы. Вы можете отрезать кабель любым другим способом, главное убедитесь, что кабель, который вы используете, сделан из стали без применения пластика и что сталь не оцинкована, так как тепло, реагирующее с покрытием, будет испускать газы, которые могут привести к тяжелому отравлению и даже смерти. Имейте это ввиду, когда будете искать кабель.
Кроме того, если вы впервые пытаетесь выполнить такого рода изделие, возможно, не стоит сразу брать такой толстый кабель, а взять, к примеру, диаметром 1 — 1.5 см. У вас не получится большое и толстое изделие, но зато вы хорошо потренируетесь перед более сложными проектами.
После резки обязательно затяните концы кабеля стальной проволокой. Это делается, чтобы плетение не распустилось во время первых этапов работы. Обязательно используйте простую стальную проволоку, потому что другие провода, которые покрыты или сделаны из другого материала, могут расплавиться или среагировать от нагрева и испортить всё изделие.
У каждого, кто делает дамасскую сталь своими руками, есть свой список шагов или секретов, которые, похоже, ускоряют и упрощают процесс изготовления. Я призываю вас методом проб и ошибок прийти к собственному плану, оптимальному лично для вас.
Я начинаю с того, что смачиваю свой холодный металл WD40 до тех пор, пока он не будет полностью пропитан, а затем засыпаю все это обычной бурой, перед тем, как класть изделие в огонь. И бура, и WD40 нужны для того, чтобы предотвратить окисление, которое может сделать невозможной кузнечную сварку.
Бура, как правило, не прилипает к металлу, если он горячий или влажный, а WD40 не будет гореть в кузнице, поэтому, сначала я смачиваю металл именно WD40, а только потом посыпаю его бурой, что является для меня оптимальным вариантом.
Шаг 3: Кузнечная сварка




Положив изделие в печь, нагрейте его до ярко-оранжевого или желтого цвета. Как только оно достигнет соответствующей температуры, дайте ему полежать еще минуту или около того, чтобы весь металл впитал тепло и равномерно нагрелся.
Перед тем, как можно будет делать удары, необходимо скрутить кабель. Он заполнен пустым пространством, что плохо для кузнечной сварки. Закрепите один конец кабеля в тисках или в чем-то подобном, а другой возьмите любым удобным инструментом, который вы сочтете подходящим (я использовал плоскогубцы), чтобы скрутить секции в том направлении, в котором кабель уже закручен.
Этот шаг может потребовать несколько повторных нагревов. Продолжайте скручивать кабель до тех пор, пока он не перестанет скручиваться. Убедитесь, что кабель не изгибается, так как весь процесс станет намного сложнее.
Каждый раз, перед тем, как положить кабель в огонь, нужно посыпать его бурой, пока металл не станет однородным. Чтобы бура точно липла к металлу, сыпьте её в момент, когда изделие ярко красного цвета. Важный момент: когда бура плавится, она становится едкой и может повредить стенки вашей кузницы изнутри, поэтому удостоверьтесь, что кирпичи в вашей кузнице огнеупорные.
Кроме того, горячая бура, попавшая на кожу, может быть довольно болезненной и может оставлять шрамы, поэтому обязательно надевайте соответствующую экипировку. Последней частью кузнечной сварки является сама сварка. Когда изделие горячее, вы можете начать ударять по нему. Идея состоит в том, чтобы сначала выбить его в форме квадратного бруска. Когда вы бьете, вы должны следить за поворотом кабеля. Лично я предпочитаю начинать с середины и прокладывать себе путь к концам.
Удары приведут к тому, что волокна будут отделяться друг от друга, поэтому необходимо максимально уменьшить расстояние от первого удара до следующего. Вы поймете, что изделие стало однородным по измененному звуку, который будет издаваться при ударе. Изначально, он будет более глухим, но как только металл станет однородным, звук станет ярким и звонким. Как только он станет однородным, можно начинать придавать нужную форму.
Шаг 4: Формовка




При планировании проекта обязательно помните, что конечный результат будет намного меньше по размеру, чем оригинальный кабель. Также имейте в виду, что концы кабеля могут распускаться и не свариваться. Не волнуйтесь, просто найдите, где начинается сварной шов и обрежьте конец. Из-за характерных особенностей кабеля и количества зазоров и выступов в нем, вы обязательно столкнетесь с дырами и отверстиями, если только не используете пневматический молот или кузнечный пресс.
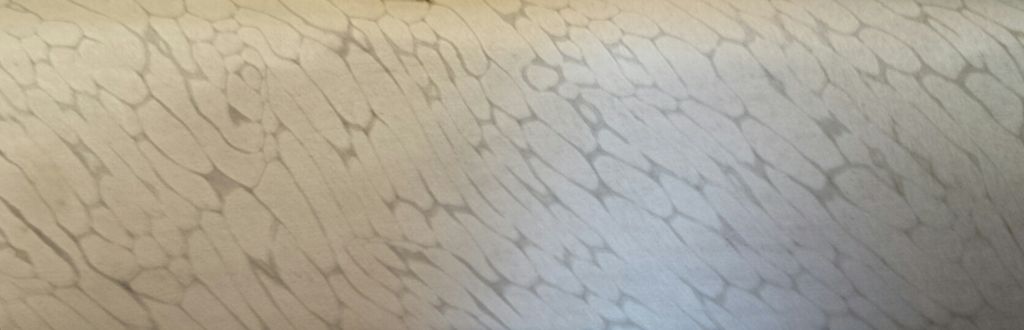
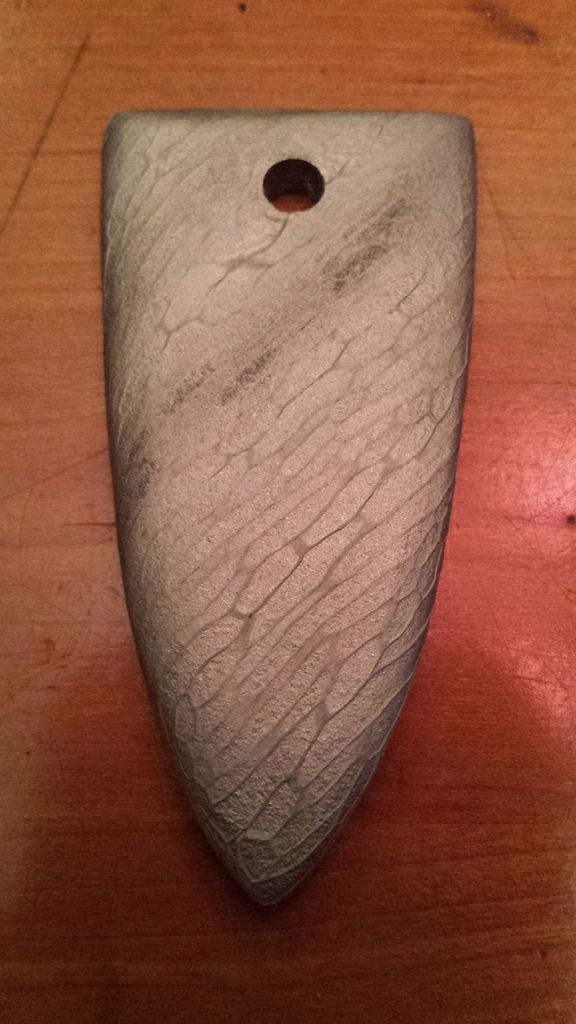
Суть состоит в том, чтобы смять кабель, увидеть, с чем вы имеете дело и отталкиваться от этого. Я решил сделать из своего отрезка кулоны в форме каплевидного щита. Чем мельче зернистость, которую вы используете при окончательной шлифовке , тем лучше будет виден рисунок. Так как я хотел добиться очень глубокого травления, мне не нужно было шлифовать слишком гладко. Достаточно наждачной бумаги 120 зернистости перед травлением.
Шаг 5: Финальный этап и защита

Дамасская сталь должна быть похожа на один сплошной кусок металла. Чтобы получить рисунок, вам нужно протравить сталь кислотой. Существует несколько вариантов применения кислот, но лично я использую хлорид железа. Если вы хотите получить очень поверхностное травление, например, изображение на поверхности, вам нужно только окунуть металл в кислоту примерно на 20 минут.
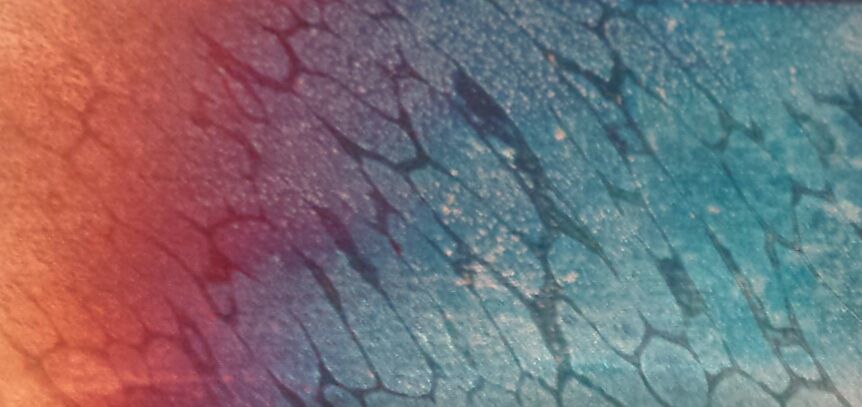
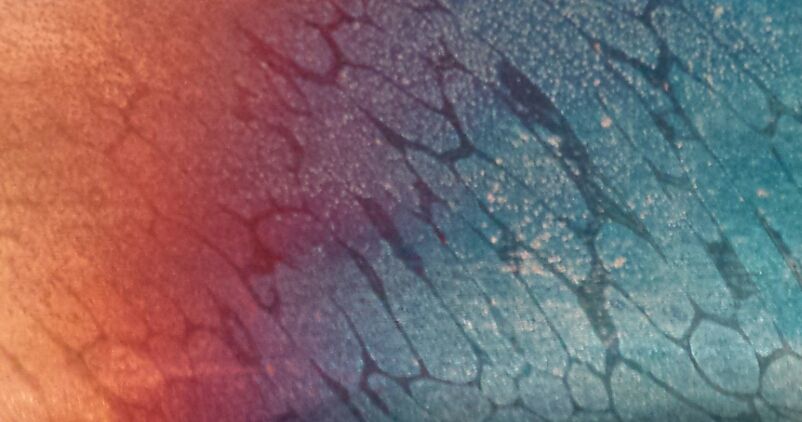
Я хотел получить очень глубокое травление, которое можно было почувствовать, поэтому я погрузил мою заготовку на 7 часов. Как только вы закончите травление, вы должны очистить металл и нейтрализовать кислоту. Один из самых простых способов сделать это — просто распылить очиститель для стекла на выгравированный кусочек после того, как он был промыт водой. Не забудьте одеть перчатки и средства защиты глаз для всего этого. Если вы хотите добавить какой-то цвет на изделие, как на двух последних фото, просто немного нагрейте его после травления до достижения желаемого цвета.
Как только травление пройдено, последний шаг — защитить металл. Сталь сильна, но, к сожалению, имеет свойство ржаветь. Если кусок, который вы используете, должен быть практичным, вроде ножа, вы можете нанести воск на его поверхность.
Если деталь более декоративна, вы можете нанести прозрачный слой. Это все зависит от предпочтений. Лично я решил попробовать лак для ногтей. Обычно я использую прозрачный полиуретан, но в этот раз решил попробовать что-то новое. После того, как деталь покрыта лаком, все, что осталось, это наслаждаться её видом.
Шаг 6: Один последний момент
Кусок, который я сделал, не требует никакой закалки или термической обработки, потому что это декоративное изделие. Если вы решите сделать лезвие из кабеля, нужно иметь в виду, что при закалке сталь имеет свойство деформироваться в направление скручивания кабеля. Если вам нужен практичный материал, сделайте его толще, иначе вы можете начать с ножа, а в итоге получится штопор.
Шаг 7: Дополнение





Вот еще несколько ссылкаподвесок. Чтобы получить очень глубокое травление, все они протравливались в течение почти 24 часов. Все они были нагреты до разных температур для проявления разных цветов. В конце они были покрыты полиуретаном для предотвращения ржавчины.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Дамасская сталь
Дамасская сталь (дамаск) — это сталь, полученная методом кузнечной ковки из пакета, состоящего из металла разного сорта. Благодаря наличию этих слоев, нож из дамасской стали имеет на поверхности характерный рисунок. Главное достоинство дамаска — сочетание твердости и гибкости, которая получается как раз из-за «смешивания» разносортного металла, но все-таки дамаск по своим характеристикам существенно уступает булату. С некоторой натяжкой можно сказать, что дамасская сталь это искусственный булат. Но вот сварочный дамаск и литой булат — это абсолютно разные стали. Принципиальная разница булата и дамаска в том, что булат это однородная высокоуглеродистая сталь, а дамаск представляет собой композицию из слоев разносортного металла.
Есть версия, что сварочный дамаск появился в Персии как искусственное подражание настоящему булату как более дешевый материал для изготовления оружия. С Юго-Востока данная технология пришла в Европу, где превратилась в настоящую индустрию. Расцвет школы сварного дамаска приходится на начало 18 века, в Европе это Золинген, в России — Златоуст. Великолепный дамаск также в те времена ковали и на Кавказе.
Сейчас, среди ножеманов, дамасский клинок благодаря своим качествам и эстетике набирает силу и признание. После некоторого забвения, кузнецы вновь открыли секреты его изготовления. Можно предположить, что в ближайшее время, после того как нож из дамасской стали обрел высокую популярность, появятся и ружья со стволами из дамасской стали.
Дамаск — это высокоуглеродистая сталь, с содержанием углерода до 1,3%, обладающая превосходными характеристиками, нередко приближающимися к свойствам настоящего булата. Процесс изготовления дамасской стали известен и достаточно прост в разговорах и на бумаге, но кузнецов, кто изготавливает дамаск с феноменальными свойствами очень мало. И весь секрет дамаска — именно в кузнице, и не каждый «нож из дамаска» обладает теми качествами, которые присущи этому металлу.
Суть получения сварочного дамаска такова:
собирается пакет из разносортного металла с различным содержанием углерода,
посыпается флюсом, нагревается в горне и куется,
по мере вытяжки брусок разрезается поперек, опять складывается в пакет и операция повторяется,
и так несколько раз. Число слоев может доходить в итоге до десятков тысяч, но оптимальным, на наш взгляд является число примерно в триста слоев.
Если разогрев металла происходит в газовом горне — то настоящая дамасская сталь не получится, поскольку будет происходить выгорание углерода, а вот в угольных горнах — как раз и рождается первосортный дамаск — клинок, находясь в горящем угле хорошо науглероживается.
Именно благодаря чередованию слоев с высоким и низким содержанием углерода — одних твердых, а других вязких, как раз и достигаются те свойства, которыми знаменит нож из дамасской стали.
В зависимости от того, как кузнец скомпоновал и сварил различные сорта стали — формируется и вырисовывается знаменитый «рисунок дамаска». Эти узоры бывают разных видов, но наиболее часто встречающиеся — волны, полосы, сетка и букет.
Если Вы решили купить нож из дамаска, то с точки зрения прочностных и эксплуатационных характеристик - чем рисунок проще (границы слоев представляют равные по толщине и без особых зигзагов струи), тем лучше. Рекомендуем выбирать именно такие ножи. Также стоит отдать предпочтение более мелкому рисунку, чем крупному, поскольку это говорит о большем количестве слоев.
Проявление узора и подчеркивание эстетики ножа из дамасской стали достигается травлением.
Один из самых популярных пакетов для ножей из дамасской стали это ХВГ+У8+ШХ15
Одно из самых главных правил при обращении с клинком из дамаска — дамасские ножи нельзя шлифовать и обрабатывать абразивом. Эти действия «загонят» рисунок внутрь и клинок придется опять травить.




- Российский рубль
- Украинская гривна
- Br Белорусский рубль
- Казахский тенге
- $ Доллар США
- € Евро
- AU $ Австралийский доллар
- CA $ Канадский доллар
- Китайский юань
- DK kr Датская крона
- ¥ Японская иена
- NKr Норвежская крона
- S $ Сингапурский доллар
- kr Шведская крона
- Fr Швейцарский франк
- £ Фунт стерлингов
- Турецкая лира
Процесс изготовление ножей из дамасской стали
Согласно материалам википедии - дама́ск (дама́сская сталь) - вид стали с видимыми неоднородностями на стальной поверхности, чаще всего в виде узоров, получаемых различными способами, например при многократной перековке стального пакета, состоящего из сталей с различным содержанием углерода (сварочный дамаск).
На фото (слева-направо): современный нож, изделие древних мастеров, булат.
Дамасская сталь связана со многими легендами и сильно романтизирована в классической литературе и исторических хрониках наряду с булатом. Не буду утверждать, что мы заново открыли рецепт придуманный, за тысячу лет до нашей эры, но пользуясь знаниями в современной металлургии и проведя большое количество опытов, мы получили свой собственный рецепт дамаска с твёрдостью клинка - 62 еденицы по шкале Роквелла (HRC).
Для тех, кого чтение статьи уже успело утомить и кто хочет ‘’один раз увидеть, а не сто раз услышать’’, небольшой видео ролик о рабочем процессе из нашей кузницы.
Рабочий процесс по изготовлению ножа разделяется на два этапа: изготовление дамаска в кузнице и последующая обработка клинка в ножевой мастерской. С производством стали в кузне вы можете ознакомиться в нашем видео, а так же в находящемся ниже фото-отчёте с комментариями.
Ковка дамаска в кузне
Изготовление дамаска может происходить несколькими различными способами, мы производим, так называемый ‘‘сварочный дамаск’’. Данная технология подразумевает набор и сварку заготовок (отсюда и название сварочный) из различных марок сталей, мягких и жёстких, что позволяет достигнуть необходимых характеристик для хороших режущих свойств клинка.
Дамаск не является металлом, находящимся в природе в чистом виде, а состоит из пакета сталей, подобранных нами в результате большого количества тестов. Мы используем для его создания пакет из четырёх марок стали (ШХ-15, ХВГ, У8А, сталь-3), каждая из которых необходима для придания необходимых режущих свойств конечного изделия.
Перейдём более подробно к самому технологическому процессу. После того, как, как была подготовлена заготовка из пакета сталей, её необходимо раскалить до ярко-красного цвета, после этого можно приступить непосредственно к ковке. Процесс ковки повторяется трижды, толщина выкованной полосы при первых двух этапах не имеет чёткой регламентации, а при третьем финальном она делается максимально приближенной к толщине обуха конечного изделия, во избежание лишнего расхода металла и удлинения процесса обработки.
Далее заготовке придаётся прямоугольная форма для следующего технологического процесса – скрутки. Фрагмент непосредственно со скруткой не попал в видео, но здесь ничего особо сложного нет, раскалённая заготовка, закручивается по спирали, на такое количество оборотов, которого удаётся достичь, до того, как металл застынет – в результате чего форма заготовки меняется с прямоугольной на цилиндрическую (расковку скрутки вы можете увидеть на 10 минуте видео). От количества скруток зависит текстура рисунка на клинке.
Кроме того хочу обратить ваше внимание на такой момент технологического процесса, как посыпка бурой (порошок белого цвета), которая применяется вовремя ковки заготовки после скрутки для вытягивания шлака и окалины, что позволяет избежать появления свищей и непроваров. После этого получается полоса металла, из которой будут изготавливаться непосредственно клинки. Переходим теперь в мастерскую, где из полосы изготовят нож, ну и ещё немного фотографий из кузни напоследок.
Процесс изготовление ножа в мастерской
Мы уже побывали в кузнице и увидели, как изготавливаются полосы из дамаска, теперь давайте посмотрим, что происходит с ними дальше.
В первую очередь необходимо с помощью специального лекала обвести на заготовке контур будущего клинка, отрезать его от полосы металла выкованного в кузнице и обрезать по контуру.
На фото (слева-направо): разметка заготовки, заготовка и лекало, вырезание по контуру.
Ковка металла с применением механического молота допускает небольшого различия в толщине металла в выкованной пластине, по этому, необходимо произвести выравнивание клинка по плоскости. После этого клинку придаётся геометрия согласно лекалу и чертежу, так же именно на этом этапе, делается например взрезка по технологии двояковогнутой линзы.
На фото (слева-направо): вырезанная заготовка, выравнивание по плоскости, придание геометрии клинку.
После вышеописанных действий мы получаем клинок уже достаточно близкий по внешнему виду к тому, что мы привыкли видеть на прилавках магазинов, но достаточно грубовато выглядящий и без узора. Клинок необходимо отшлифовать, что называется до зеркального блеска. Далее наносится клеймо мастерской (область для нанесения клейма предварительно разогревается) и делаются отверстия для клёпок, если предусмотрен цельнометаллический монтаж.
На фото (слева-направо): шлифовка, нанесение клейма, сверление отверстий под клёпки.
Ни один клинок не будет обладать заявленными свойствами, если его не закалить. Переходим к следующему этапу термозакалке. Клинок закаливается в термопечи при определённой температуре и получает твёрдость клинка 62 HRC по шкале Роквелла. После этого поверхность зачищается на шлифовальной ленте от окалин и клинок стал бы уже готовой продукцией, если бы не одно маленькое но – нет рисунка. Узор который и делает дамаск - дамаском, проявляется при воздействии на клинок азотной кислоты, все манипуляции в кузне с различными сталями их свариванием и кручением был нужен именно для этого момента, для выявления рисунка.
На фото (слева-направо): термозакалка, очистка от окалины, травление рисунка.
Собственно клинок почти готов осталось придать только угол заточки, уделим немного вниманию рукояти. Монтаж рукояти мы делаем в двух вариантах с хвостовиком и цельнометаллический монтаж. С цельнометаллическим вариантом я думаю никаких вопросов возникнуть не должно, сверлятся отверстия под клепки и на них крепятся накладки. Цельнометаллическая конструкция является наиболее надёжным видом крепления, но большинство предпочитает более традиционное крепление посредством хвостовика. Для такого материала, как береста целмет монтаж практически невозможен.
На фото (слева-направо): обжиг хвостовика, рукоять в разборе, рукоять перед обточкой.
Для монтажа проводится отжиг хвостовика, происходит отпуск металла для сверления отверстий, на клёпку крепится шпилька – можно крепить гарду и рукоять. И последний этап придание формы рукояти – нож готов. Остаётся только придать ему необходимый угол заточки режущей кромке в зависимости от назначения.
Прилагаю некоторое количество фотографий не вошедшие в основное описание, к сожалению, у оригиналов был большой размер, поэтому все фотографии в статье пришлось ужимать для нормальной подгрузки на мобильных устройствах и планшетах, поэтому от увеличения по клику пришлось отказаться.
Наиболее часто задаваемые вопросы про дамаск
Чтобы удовлетворить ваше любопытство остановлюсь на нескольких наиболее важных моментах:
- Откуда берётся узор на клинке – узоры на поверхности этого вида дамаска достигается за счёт неравномерного распределения углерода в связи с неоднородностью материала, что специально усиливался посредством травлением поверхности кислотами для придания клинку красивой текстуры.
- Из чего вы делаете свой дамаск – клинки изготавливаются из пакета четырех сталей: ШХ-15 (конструкционная углеродистая сталь), ХВГ (сталь для измерительного и режущего инструмента), У8А (инструментальная углеродистая сталь) и сталь-3 (название условно, но до конца раскрывать секреты своей продукции не захочет ни один мастер).
- Сколько слоёв в ваших клинках – несколько тысяч, что достигается за счёт того, что сваренные полосы из металла проковываются трижды. В первый раз сваривается 21-22 полосы, во второй и третий меньше количество полос, так как ширина заготовки напрямую влияет на длительность процесса ковки.
P.S. Надеюсь данный материал был полезен и информативен, возможно мы что-то упустили, комментарии можете отправлять на нашу почту, [email protected], так же в ближайшее время мы планируем запуск групп в соц. сетях, как только найдем администратора. Покупайте ножи именно в нашем интернет - магазине и мы сделаем много интересного текстового, фото и видео материала по ножевой тематике.
Читайте также: