Как лудить сталь оловом
Обновлено: 28.04.2024

Правила пайки стали
Если кто не знает, то изделия из стали можно не только сваривать, но и паять. Однако в отличие от пайки меди и алюминия, пайка стали имеет свои особенности.
Наиболее просто пайке подвергается низколегированная сталь, что во многом обусловлено её характеристиками и составом. На поверхности изделий из низколегированной стали не такая прочная плёнка окислов, которая может быть устранена при помощи использования обычного флюса.
А вот паять конструктивную сталь, уже более сложно, за счет того, что в её составе содержится хром, в качестве легирующей добавки. Наличие хрома в стали значительно усложняет пайку деталей из неё, и требует использования особых припоев.
Чем лучше всего паять изделия из стали
Сразу нужно оговориться и сказать о том, что паять сталь можно и оловом. Однако если мы хотим получить достаточно прочное и надежное соединения, то предпочтительно использовать тугоплавкие припои с содержанием серебра и меди.

При использовании таких припоев сталь спаивается довольно при высокой температуре, начиная от 450 градусов. Поэтому использование обычного 100 ватного паяльника для этих целей здесь не совсем целесообразно. В основном применяются газовые горелки.

Также, следует знать, что флюсы для пайки бывают разные. Одни из них требуют смывания водой с мылом, другие нет. Смывать надо обязательно флюсы на основе соляной и ортофосфорной кислоты.
Как паять сталь обычным оловом
Пайка стали обычным оловом возможна с использованием ортофосфорной кислоты в качестве флюса. Обязательно после пайки следует смыть флюс водой. Это главное условие при использовании кислот в качестве активных флюсов при пайке металлов.
Перед тем как подвергать металл лужению, с его поверхности нужно полностью снять все загрязнения, в том числе ржавчину и следы масел. Для выполнения данной работы можно воспользоваться шлифовальной шкуркой, стальной щёткой или же напильником.

Для эффективности можно обработать места с ржавчиной, перед пайкой, специальным раствором-преобразователем ржавчины. Кстати такие растворы также есть и на основе ортофосфорной кислоты. Жирные пятна с заготовок лучше всего смываются посредством щелочного раствора или растворителя.
Только после тщательной подготовки стальных изделий на них можно наносить тонкий слой флюса. Перед соединением деталей из стали, если для пайки используется олово, то предварительно осуществляют лужение заготовок.
Лужением называется равномерное смачивание поверхности спаиваемых деталей с помощью расплавленного олова.
После выполнения лужения детали соединяются и надежно фиксируются в выбранном положении. Затем они тщательно прогреваются газовой горелкой до температуры, которая будет превышать температуру плавления припоя. Таким образом, происходит пайка стали.

При этом расплавленный припой сам затекает в зазор между заготовками и заполняет собой всё имеющееся пространство. При остывании он образует надежное и прочное соединение. Расплавление основного металла при этом не происходит.
Обязательно, как и было сказано выше, после пайки стали с оловом и ортофосфорной кислотой, нужно смыть все следы флюса в конце.
Пайка железа оловом

Как паять железо оловом — три легкодоступных способа
Процесс пайки железа оловом не меняет кристаллическую структуру металла. Поэтому соединяемые части имеют такие же технические характеристики, как и после пайки.
Что касается прочности такого соединения, то оно выходит достаточно прочным и надежным, хоть здесь всё во многом зависит от технологии пайки и вида используемого припоя.
Как паять железо оловом? Что использовать для пайки металлических листов и изделий?
Технологии пайки железа оловом
Самыми распространёнными являются три технологии с использованием следующего оборудования:
- Пайка железа паяльником и мягким припоем на свинцовой основе;
Первый способ пайки железа свинцовым припоем используется для ремонта металлических изделий, которые не будут в процессе эксплуатации подвергаться слишком большим нагрузкам. Второй способ пайки связан с лужением железа оловом с флюсом и последующим его соединением.

Третий способ соединения металла применяется в основном на промышленных объектах. Здесь для электрической пайки железа используется специальное оборудование.
Чем паять железо
Для пайки железа в домашних условиях понадобятся оловянный припой с небольшим содержанием олова, например, ПОС-40, активный флюс, шило и паяльник. При пайке металла флюс выступает в роли окислителя и растворителя, защищая зону пайки от окисей.
Для этих целей можно применять как активные флюсы, так и канифоль, а также хлористый цинк, соляную и борную кислоту. При пайке железа с использованием активных флюсов и кислот, обязательно нужно придерживаться техники безопасности. Иметь хорошо проветриваемое помещение, а также защищать кожу и глаза от воздействия химически вредных веществ.

Что касается оборудования для пайки железа, то нужен достаточно мощный паяльник, более 60 Ватт. Также можно использовать паяльную лампу или газовую горелку.
Последовательность действий при пайке железа
Пайка железа оловом заключается в следующих действиях:
- Сначала зона спаивания деталей очищается от загрязнений. Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
- Затем посредством кисточки на поверхность металла наносится флюс;
- Далее зона пайки нагревается паяльником, после чего подносится олово и осуществляется лужение;
- После лужения происходит непосредственное спаивание деталей;
- Зона пайки в местах стыка очищается бензином.
Следует знать, что если производится пайка оцинковки, то нельзя использовать припои с большим содержанием сурьмы. Всё дело в том, что сурьма способна вступать в реакцию с цинком, а это существенно ухудшает прочность полученного соединения.

Для пайки оцинковки лучше всего использовать флюсы на основе хлористого цинка и борной кислоты. Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
Лужение и пайка автомобильных кузовов. Часть 1. Зачем вообще применять припой?

Перед тем, как рассказывать о технологии нанесения, материлах, оборудовании и всех нюансах, нужно ответить на вопрос — а зачем на всё это? Зачем усложнять себе жизнь, когда есть распространённые и заметно более простые способы? Что мы получим, ввязавшись в данную авантюру? Об этом будет первая глава.
Итак, наша первоочередная цель – это заполнить вмятины и восстановить форму поверхности. В чём же преимущества использования пайки перед использованием шпатлёвок?
1.Припой обладает гораздо более высокими механическими свойствами, чем шпатлёвка. И в первую очередь нам важны механические свойства в месте перехода от металла кузова к материалу – заполнителю. Очень часто бывает такое, что слой шпатлёвки сам по себе остаётся целостным, не крошится и не трескается, но в следствие удара или вибрации, отслаивается от кузова прямо по поверхности контакта. При пайке связь между припоем и паяемым металлом образовывается на атомном уровне, отслаивание припоя от металла невозможно в принципе, если соблюдена технология. Также оловянно-свинцовый припой является хоть и мягким, но металлом, и ему присуще свойство металлов к пластичности. То есть при ударе или изгибе детали припой не треснет и не раскрошится, а упруго сдеформируется и останется на детали. Таким образом, слой наплавленного припоя гораздо более долговечен (фактически вечен), чем слой нанесённой шпатлёвки.

Понятное дело, что на фото изображны крайние случаи, где технология шпатлевания была нарушена целиком и полностью — и слой запредельный и на ржавый металл наносилось не пойми кем и не пойми как. Но, тем не менее, нельзя отрицать склонность любой шпатлёвки к скалыванию, растрескиванию, выкрашиванию.
2.Механические свойства слоя припоя не зависят от толщины нанесённого слоя, как это происходит со шпатлёвкой. Фактически, толщина наплавляемого слоя может быть неограничена, это не повлияет на долговечность и прочность, как в случае со шпатлёвкой, где не рекомендуется шпатлевать вмятины глубиной более 2-3мм.

3.В следствии пунктов 1 и 2 можно сказать, что применение пайки есть реальное усиление ремонтируемой зоны. Припоем можно заполнить стыки или швы на кузовных панелях, и он отлично себя проявит в этих нагруженных местах, можно заполнить, не рихтуя, глубокие вмятины, и за счёт большого слоя наплавленного металла это даст увеличение жесткости.



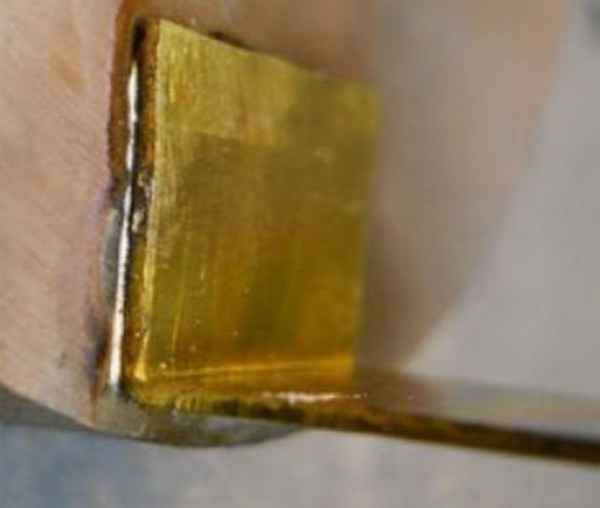
4. Опять же, в следствии пунктов 1 и 2 припой можно применять для выведения зазоров, нанося его на кромки и углы деталей. Именно так и собирались в мелкосерийном производстве знаменитые Чайки ГАЗ-13, ГАЗ-14 и правительственные ЗИЛы. Кузовные детали для них порой выстукивались молотком на деревянных подложках, без шуток, а зазоры выводились именно за счёт наплавки припоя. Детали же от одной машины совершенно не подходили к другой. Это не шутки, а специфика единичного производства.



5.Припою не свойственны усадка и оконтуривание. После затвердевания и охлаждения до комнатной температуры с припоем не происходит никаких процессов, сходных с процессом полимеризации шпатлёвки. Шпатлёвка может дать усадку через неделю, может дать через год. Может и вообще не дать. Припою же не свойственна усадка в принципе.
6.Припой можно применять также как альтернатива герметику, запаивая им, например, завальцовки дверей, капота, багажника и т.п.

Ещё одно больное место любого автомобиля на примере Волги. Запаивание отлично подойдёт для герметизации и спасения от коррозии завальцовок дверей, к примеру.
7. Вопрос трудоёмкости и производительности будет рассмотрен подробно в 5 главе, но в некоторых случаях процесс пайки может занять существенно меньше времени, чем процесс шпатлевания. Хотя в некоторых, и гораздо больше
8.Припою абсолютно несвойственна гигроскопичность.
9.И, наконец, это аутентично! При тщательной реставрации ретро автомобилей использование современных материалов считается дурным тоном. Не только из за их эксплуатационных свойств, но, в первую очередь из за несоответствия духу времени.

Итак, о плюсах применения пайки я рассказал, теперь же расскажу о минусах
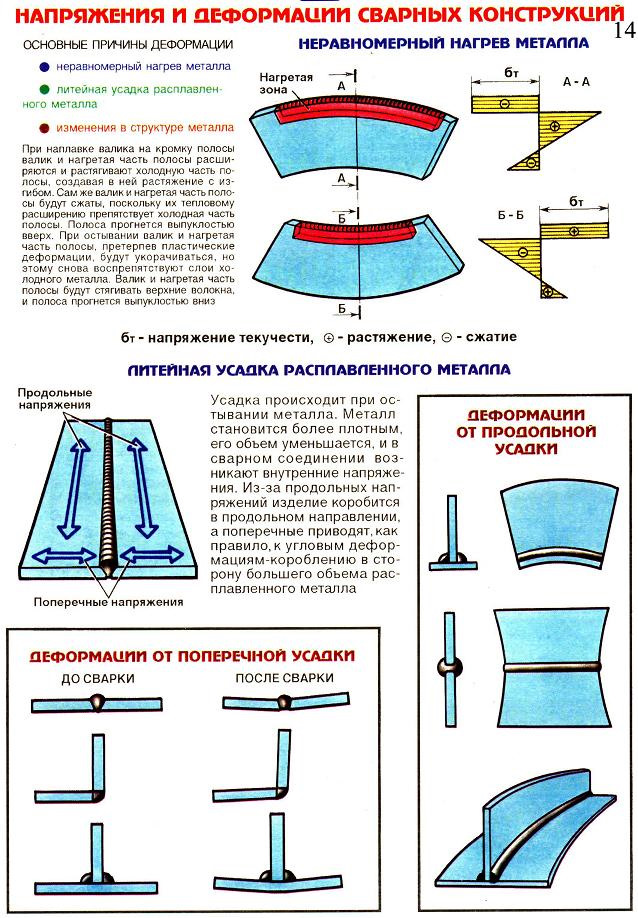
1.Первый, и, на мой сугубо личный взгляд, самый главный минус этого метода – это ограниченность применения, непосредственно связанная с технологией нанесения. Для образования межатомных связей между припоем и металлом необходим нагрев до ~200 градусов. При нагреве любое вещество расширяется. А так как мы не имеем возможности нагреть всю деталь целиком и равномерно, да и нет такой необходимости, в ряде случаев возможны поводки и коробления, которые сведут на нет всю затею. Более подробно расскажу в 5 главе, сейчас отмечу лишь, что метод неприменим для больших нежестких панелей кузова типа крыши, панелей дверей, иногда капотов.
2.Крайне мало людей, владеющих данным методом, если вы решились обратиться к кому либо
3.Большой список оборудования и материалов, необходимых для осуществления процесса. Грубо говоря, для нанесения шпатлёвки нам нужна сама шпатлёвка и шпатели, для обработки – наждачка и брусок. Всё это продаётся в любом автомагазине по демократичным ценам. Для пайки и дальнейшей обработки нам понадобятся: сам припой, флюс, источник теплоты и большое количество разнообразных инструментов для обработки. Подробнее во второй главе. Сейчас скажу лишь, что централизованно все материалы и инструменты не купишь, а если не знать, где искать, то всё это может влететь в копеечку. Для разовой работы покупка большого количества инструментов экономически нецелесообразна
4.Неочевидный нюанс, относится в первую очередь к самостоятельно занимающимся этим людям. Токсичность. В первую очередь при механической обработке – позаботьтесь о вытяжке, регулярно подметайте. Наибольшим врагом для нас является оловянно-свинцовая пыль и стружка. Отравиться то не отравитесь, но, как следует надышавшись пылью, на следующий день почувствуете эффект, схожий с сильным похмельем и температурой – слабость и ломота.

5.Также, в некоторых случаях, когда деталь не имеет явных вмятин, но имеет лишь небольшую волнистость, но на большой поверхности, применение наплавки может быть также нецелесообразно ввиду огромных трудозатрат. Наплавка тем эффективнее, чем меньше площадь повреждений и чем больше глубина вмятин. Подробнее в 5 главе
Таким образом, если нас в первую очередь интересует максимальное качество и долговечность, либо же аутентичность, и за это мы готовы переплачивать деньгами и временем, то пайка – это наш выбор. Лично я никому ничего не навязываю и стараюсь максимально объективно рассмотреть этот метод, сам в некоторых случаях применяю классическую шпатлёвку, однако, для своих личных целей, когда этот метод применим, использую только его.
Лужение от простого к сложному. Часть 1.

Иногда приходится заниматься вот такой вот фигней, но зато потом бэз проблем. Всё что на улице бывает, авто, косилки там разные и т.д. полезно предохранять.
Информация для любознательных в сфере защиты стали от атмосферной коррозии, путем её лужения в бытовых/гаражных условиях.
Тут все не так просто, поэтому сразу оговорюсь — много букв.
Материал постарался изложить от общего к частному и от практического применения к теоретическим основам — от "интересного к скучному".
Текст живой, вносятся правки и дополнения, также пришлось разбить на части, в одну не помещается.

Картинки из книги ''Металлы и Человек'' 1962 года… Всё выше, выше и выыыше стремим мы полет наших птиц, И в каждом пропеллере дышит, спокойствие наших границ. Юрий Гагарин уже в космосе побывал впервые совершив орбитальный облет Земли за 108 минут и начиная с 62 года в честь этого события у нас есть праздник — День космонавтики
Собственно о чем тут или, проще говоря, оглавление:
0. Ограничения и субъективизм. (Привет IT-шникам начинаем с 0-ля).
Часть 1. Представлена здесь.
1. Обзор всего с связанного с темой, введение в курс дела так сказать.
2. Метод лечения пошагово на практике для наглядности и экономии Вашего времени.
Часть 2. В процессе.
3. Составы сплавов металлов применяемых тут для лужения — как, что и почему. Диаграммы состояния.
Часть 3. В планах. Заключительная.
4. Что то вроде итогов и полученных решений к применению в практике.
5. Заключение, выводы и т.д.
6. Ссылки на исходники и благодарности авторам.
0. Итак, его величество ноль. Можно смело пролистать, просто некоторые ограничения.

В данном обзоре представлено субъективное моё видение ситуации связанной с лужением в быту на основе собранных и изученных данных из разных источников иногда несколько противоречивых
Мнения расходятся в основном по примесям и %-ному содержанию элементов в сплаве.
Авторы используемого стороннего материала, являются авторами и т.д. и по-возможности указаны в исходниках в конце этой эпопеи.
Также конечно есть погрешности в исполнении в бытовой обстановке при вечной нехватке времени в современном обществе.
Результаты данного субъективного видения применены на практике, время покажет эффективность этих решений. Различные другие соображения, опыт и критика, конечно же, принимаются во внимание и дополнение!
1. С чего всё начиналось. Или почему танки не боятся грязи и как защитить металл своего коня…
Да с вопроса, почему так делается, что в машинках сами собой дырочки образуются и они разваливаются, а та же обычная чайная ложка/вилка может валяться фиг знает где и всё ей нипочем.
Позже в МАДИ была практика по производству карданных валов на ЗИЛе на Коломенской вроде, уже и не помню.
И после всего изученного, производство вилок кардана и т.д., на заданный вопрос:
— "Почему на делается хотя бы с марганцем сталь" (разница в себестоимости на тот момент выходила ~20%) не говоря уже о никеле, ответ был такой:
— "А зачем." Смесь воды с производственными газами не считается агрессивной средой!
Вот так и живем…
Вопрос опять возник сам собою, позже, уже в быту:
Давным давно был обнаружен забытый крепеж, который есть практически в каждом гараже, когда то луженый, что то припаивали, среди всяких остальных мелочей. Так вот, эти все мелочи были покрыты ржавчиной, а луженые были вполне себе ничего. Озадачило, что гальваника купленная в магазине за тоже время пошла рыжим узором (гайки, болтики). Ну и снова началось поверхностное, бытовое изучение вопроса. Почему всё так красиво при покупке и так ужасно пару зим спустя, и что же с этим делать…
Лужение, в принципе просто — паяльник, припой и канифоль! И вот… таким образом, незаметно оказываемся на первой стадии нанесения металла.
Давайте сначала, рассмотрим с чем же приходится работать и что нам предлагает рынок, лучше картинками.

Крепеж после удаления всей ржавчины в растворе лимонной кислоты и промыт простой водой, вот результат — новая ржавчина спустя несколько минут.
Наверное также заметили пару деталей без налетов ржи? Это олово-свинец работает.
Интересны также выделенные 6-ть новых болтиков из магазина которым хватило ~15-мин в слабокислой среде и покрытия (видимо цинка) как не бывало, всё — финита защита, что эквивалентно дорожным солям, городской зиме или щелочам при мойках. С полки все блестящие были, а откручивать приходится уже такие или еще хуже.
В данном обзоре ведется работа именно с крепежом и локальными мелочами: сварные швы, массы к кузову, элементы крепления, проушины… поскольку защита этих элементов металлом видится наиболее выгодной в эксплуатации и носит локальный характер.

Изобретательством "велосипеда" старался не заниматься т.к. до меня почти все эти пути проходили более знающие опытные люди и было бы неразумно вот так пренебречь их трудом и наработками, так что, в основном, задача была из существующих элементов технологии подобрать процесс/материал под свои локальные нужды и конечно проверить на практике.

И что же с эти всем делать?
2. Глава о том "что же с этим всем делать". Разбор самого процесса.
Как иногда делается лично мною исходя из практического опыта. Рассмотрим, каким образом покрывать металл легкоплавкими сплавами подручными средствами. Сейчас только процесс — без разбора, каким металлом именно покрываем, это позже — во 2ой части.
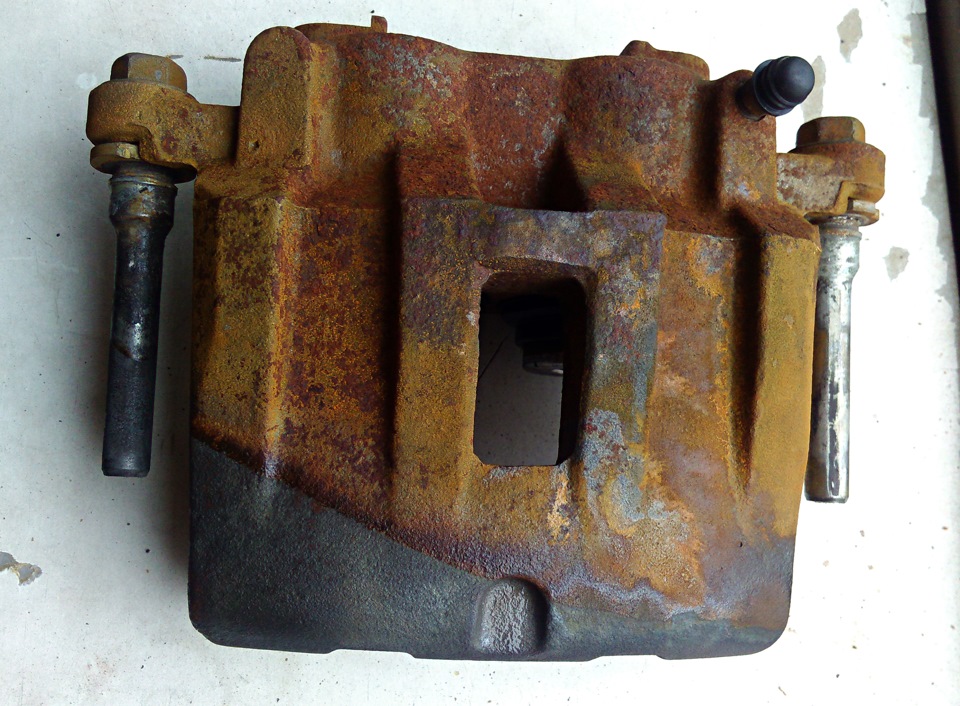
Вся "магия" будет показана применительно к стали на примере крюка-фиксатора запасного колеса от вжика, который также успел несколько поржаветь.
По пунктам:
2.1. Чистка, мойка
2.2. Подготовка поверхности
2.3. Подготовка непосредственно перед нанесением
2.4. Нанесение металла
2.5. Пост обработка
2.6. Финишная обработка
2.1. Чистка, мойка
С этим всё понятно каждый сталкивался. Любые средства эффективной очистки изделий как правило доступные механические и химические
Механические:
Без требований к поверхности использую пескоструй.
С требованием к сохранению — софтбластинг (содой) или ПАВы и несильные щелочи, кислоты.
Затем обезжиривание, удаление красок лаков и т.д. если нужно.
2.2. Подготовка поверхности
После очистки следует замачивание в кислой среде, которая избавляет от продуктов коррозии и остатков краски, они просто отслаивается через определенное время, даже с резьб.
Детали выдерживаются в 30% растворе лимонной кислоты в течение 4х+ часов при начальной температуре раствора ~80-85С для активации процесса, в почти герметично закрытой емкости. Можно без разогрева, но так дольше будет.
Почему лимонная — это эффективный доступный пищевой продукт, она не опасна в домашних условиях, реагирует даже со свинцом и не портит геометрию поверхности (посадочные места если есть).
Можно любую другую композицию, не дающую никаких покрытий после себя: фосфатов и т.д.
Ограничение состоит в том что имеющиеся на детали покрытия (цинк, хром и т.д.) также будут съедены этим раствором до основы, регулируется это выдержкой в растворе. Оцинкованные детальки можно окунуть на пару мин и сразу во флюс и металл.
Наш крюк с которым работаем.

Другой пример использования:
Во избежание повторного моментального окисления, металл не покидает этот раствор вплоть до самого процесса. Передержать не получится, даже если на неделю забыть. Финишем считается отсутствие окислов и потемнение основного металла в растворе.
Не рекомендуется одновременно обрабатывать разные металлы к примеру сталь и медь — медь охотно будет осаждаться на стали, омедняя её непрочным покрытием.
2.3. Подготовка непосредственно перед нанесением
Итак у нас есть готовый материал, что с ним делаем дальше.
Готовим вторую емкость для флюса любого доступного объема от рюмки до, в идеале, объема достаточного для замачивания всей детали полностью.
Флюс стандартный, активный в виде паяльной кислоты.
Паяльная кислота — Цинк хлористый [ ZnCl2 ] хотя это и соль, а не кислота или насыщенный раствор хлористого цинка в соляной кислоте — если металл всё еще не смачивается.
С его использованием в настоящее время эффективно можно очищать нефтепродукты, плавить высококачественный алюминий, оцинковывать, лудить, свинцевать и хромировать металлические изделия, осуществлять гальванические процессы.
Ванны с кислотой и с флюсом многоразовые т.к. остатки после процесса годны в дальнейшем, несмотря на осажденный в них шлак.
Переносим деталь в ванну с флюсом без сушки.
В случае очень изъеденных деталей и там где не вымылись разного рода окислы и прочее, для уменьшения шлака в дальнейшем, деталь можно и нужно несильно прокалить горелкой до 100-200C затем окунуть снова в кислоту и далее во флюс серый налет раствориться во флюсе.
Если деталь не помещается, к примеру длинная трубка, то проливаем её флюсом полностью до момента когда он хорошо начнет смачивать поверхность, если не смачивает то греем горелкой и проливаем снова.
Если по порядку:
У нас есть готовая деталь смоченная или погруженная во флюс, лучше погруженная.
Готовим наносимый металл, плавим в рабочей емкости любым доступным способом, до полного расплавления с небольшим перегревом, к примеру для ПОС-30 ~300-350 можно больше, но окислы идут по поверхности сильнее. После нагрева перемешиваем и готовим/чистим сплав небольшими аккуратными вливаниями флюса на поверхность с удалением шлака, тонкая пленка окислов в дальнейшем всё равно будет образовываться тем больше, чем выше фактическая tсплава.
Очень поможет т.е. совершенно необходима вытяжка или вентилятор для удаления дыма от флюса и в общем то вредных и нередко токсичных паров металла.
И погружаем медленно! холодную деталь или её часть под флюсом в этот супчик, припой сам поползет по ней вытесняя флюс, а в итоге получим на поверхности ванны расплава уже шлак с кипением в металле и дымом от испарений.
Кипение поверхности ванны это знак что надо бы помедленнее, для мелких деталей не так актуально.
Если окунать быстро — готовьтесь к дождю из припоя вокруг. Вот даже нашел пример из жизни.
Почему погружение — всё просто сплав вытесняет флюс с примесями и окислами, газы и прочий шлак на поверхность, заполняя всю геометрию детали и герметизируя собой процесс.

1. Подготовленная 2. Специально очень грубо для наглядности, радиус работы флюса виден в изменении цвета металла. 3. Пост обработка, уже рельеф поверхности повторяет.
При поверхностном нанесении: проливании струей расплава или, что хуже, при размазывании по детали процесс длится дольше по времени и сложнее вытеснить шлак, вероятны остаточные дефекты под слоем и больше потери сплава на переплавку и окисление.

Пример первичного грубого проливания части детали, мотом всё оплавляется и сводится обратно в ванну расплава.
Мелкие детали гайки болты и т.д., можно просто положить плавать на поверхность сплава и припой сам поползет по ней заполняя всю её геометрию.

1. Шайба изъеденная ржавчиной и частично луженая погружением. 2-3. Крепеж исходный — травленый и луженый с очисткой от шлака.
Толщина слоя контролируется температурой связки сплав-деталь. Также необходимо выдержать деталь или её часть в ванне для прогрева её до t сплава.
При вынимании детали из ванны расплава все необработанные дефекты поверхности будут видны, будет виден непропай, остатки коррозии или новый налет если деталь побыла вне флюса какое то время.
Поскольку процесс воспроизводимый и повторяемый, то горячую деталь окунаем в 1вую ванну с раствором кислоты, таким образом при охлаждении бурно вытесняются остатки ржавчины или краски, грунта и прочие загрязнения.
Затем процесс повторяется: опять погружение во флюс и далее медленно в расплав, до тех пор пока металл покрытия полностью не сцепится с основой без дефектов. На всех этапах чистим зеркало ванны расплава удаляя шлак.
При этом нанесенный слой может быть неровный, некрасивый и заливы в мелких элементах, к примеру в резьбе — это нормально. Требование одно — полностью облудить деталь без непропаев.
Проводим дефектовку — если всё ок, двигаемся дальше.
Первичный черновой процесс закончен.
На выходе получаем "некрасивую" деталь полностью покрытую сплавом различной толщины.
2.5. Пост обработка
Доводка толщины покрытия производится горелкой с отбором лишнего металла любым способом, основная часть стекает в ванну, с резьбы можно согнать ударами о любую жаропрочную поверхность или продувкой воздухом и т.д.
После того как весь лишний металл удален приступаем к рафинированию (очистке) покрытия.
Горячая деталь отправляется в паяльную кислоту с шипением и снова нагревается до расплавления покрытия, это видно по собиранию флюса в капельки далее его чернению и снова охлаждение во влюс на данном этапе можно перегревать деталь полностью расплавляя покрытие. Будет видна разница, пары раз как правило достаточно. Если всё плохо и на поверхности какие то капли, частички и т.д., всё с начала т.е. снова в ванну с расплавом, а если всё ок, двигаемся дальше.
Пост обработка закончена.
На выходе получаем деталь с равной толщиной покрытия сплава с повтором геометрии во всех местах.
Следующий пункт не обязательный.
2.6. Финишная обработка
После того как у нас есть почти готовая деталь её хорошо бы немного отжечь при температуре как можно ближе к расплавлению используемого сплава, но не выше и опять же под слоем флюса. Горелка тут слишком грубый инструмент, но вполне применима. Лучше пользоваться термофеном. Снова греем деталь или несколько за раз, смоченных флюсом, до собирания флюса в капли по поверхности и сразу окунаем не быстро и полностью в 1ую ванну с кислотой. Остатки флюса и шлак отлетают от горячей детали и частично оседают на дне. Деталь приобретает ровность поверхности и характерный металлический блеск. Если окунать в воду могут остаться пятна на поверхности, кислота также чистит поверхность, как-бы финиширует её.

Работа с резьбой. 1. Начало пост обработки, выравниваем слой покрытия. 2. Полностью готовая деталь. Покрытие также является мет. смазкой для резьбы.
После охлаждения теплую деталь промываем в воде с любым бытовым моющим щелочным средством.
Для восстановления чистоты поверхности после промывки можно протереть любым растворителем уайт-спиритом и т.д.
Всё — финита финиш.
На выходе получаем готовое, для дальнейших действий, изделие. Поверхность может иметь слегка волнистое покрытие из-за охлаждения в жидкости.

Готово, гайка идет как по маслу. Процесс коррозии не проходит бесследно поэтому первые витки в начале резьбы остались неровные.
Итоги по данной технологии нанесения.
Покрытие является защитным от атмосферной коррозии, а также мет. смазкой для резьбы и при затяжке герметизирующей витки. Условия эксплуатации таких деталей и крепежа желательно не должны превышать 120-150С в зависимости от состава. Полной защиты может не быть по причине неполной адгезии грязей шлаков и т.д.
Конечно можно гальванически хоть цинком или кобальтом обработать, будет очень хорошо… но это за рамками данной работы.
По нанесению:
Для черновой обработки или "по-быстрому" достаточно первого шага со сгоном металла и охлаждением. Качество поверхности будет среднее, чистота соотв тоже, защитные функции конечно же будут т.к. толщина достаточная, она саморегулируется, т.е. везде ~ равномерная.
Таким же образом можно лудить медь и даже алюминий если надо, к примеру клеммы.
Если остался ощутимый залив сплава в резьбе, скажем в гайке то берем болт и вкручиваем прямо в металл, своего рода нарезаем резьбу без затяжки гайки, пластичный сплав вмазывается как масло. Получаем авторскую резьбу именно под этот болт, все лишнее выйдет "мягкой стружкой". При последующей затяжке усилие равномерно распределится по этой прослойке сплава.
Охлаждаем, всегда в жидкость т.к. интересна мелкодисперсная структура сплава, он имеет более равномерный местный электрохимический потенциал, более устойчив к внутренней межкристаллитной коррозии. А отпускаем с небольшим нагревом для частичной перекристаллизации, и повышения пластичности, но это уже информация для следующего пункта.
Используемая оснастка и материал:
Обязательно вытяжка, жаропрочная подложка (керамогранит и т.д.), т.к. всё равно металл и флюс немного по сторонам будут разлетаться.
Также имеем 3 ванны: Кислота, флюс, металл.
Мет. емкости: для шлака и для сбивания лишнего расплава в переплавку.
Мет спонж такой же как для сухой чистки жала паяльника, удобно удалять мет примеси прямо по жидкому припою, дополнительно сцепляя металл с основой
Ну и всякие прихваты, "третья рука", щипцы — тут что удобнее.

По процессу вроде всё.
А так, самое простое решение: взять что есть под рукой и налепить как попало, на что придется — с неким результатом. К примеру ПОС-60 и искупать в нем, скажем, стальную гайку по-быстрому как есть. Всё будет красиво до момента истирания, отслаивания некачественного покрытия или его частичного разрушения, потом гайке "будет плохо".

Почему же сплав Олово-Свинец не подходит? Вот вам пример из жизни запаски, досталась одна по наследству. Кто то не проследил за шиномонтажом и влепился грузик в литье. Колесо — алюминиевое, груз из кого отлит — из свинца, соединено/забито это металлической скобой — ну чем не провод с хорошим пресс-контактом. Чего то не хватает… воды на всем этом великолепии, а конденсат прекрасно подойдет с нашим то климатом. И пошло-поехало потихоньку. Поэтому в качестве покрытия открыто Олово-Свинец стараемся не использовать.
Благодарю за внимание!
[ Часть 2. В процессе. ]
В кратце: во 2ой части работаем с составом покрытия. Двигаемся от Sn-Pb, через Sn-Pb-Zn, Sn-Zn, Sn-Bi-Zn в сторону сплава Sn-Cd-Zn-Pb лучше без Pb… или заменить на Bi. И другие варианты, один из которых припой Авиа-1 — tпл 200С или Авиа-2 с добавкой алюминия — tпл 250С.
Пайка нержавейки
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Несколько проще паять сплавы с содержанием Ni или Cr до 25%. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.

Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr< Ni, Mn хрома, никеля, марганца. Работать с ними приходится в защитной газовой атмосфере — аргона с добавлением трехфтористого бора. Как припой при пайке нержавейки используют чистую медь.
Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.

Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.
Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию. Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения.
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.

Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Приготовление флюса
Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен.
Наиболее широко применяемый флюс содержит:
- 7 частей технической буры;
- 2 части борной кислоты;
- 1 часть фтористого кальция.

Изготовление флюса в домашних условиях
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты. Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава.
Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
Преимущества пайки нержавейки оловом
Применение мягких составов на основе олова дает следующие преимущества:
- простота выполнения паяльных операций для небольших предметов;
- короткая подготовка;
- доступность паяльных материалов;
- достаточное качество пайки для не самых ответственных деталей.

Пайка нержавейки оловом
Пайка оловянными мягкими составами может быть быстро освоена домашним мастером.
Недостатки пайки нержавейки оловом
Кроме достоинств, пайка нержавейки оловом имеет и недостатки
- низкая прочность соединения;
- понижение максимальной температуры эксплуатации запаянных предметов до температуры пластичности олова;
- затруднения при пайке, вызванные высокой жидкотекучестью олова.
Из-за высокой текучести сложно запаивать швы на вертикальных и наклонных поверхностях.
Режимы пайки оловом
Рекомендуемые опытными специалистами режимы пайки следующие:
- Температура горелки: 232-240 °С;
- Мощность паяльника 80-120 Ватт;
- Время прогрева 5-10 сек;
- Толщина бруска припоя 2-4 мм.
Температуру пламени удобно контролировать пирометром.
Подготовка оборудования и необходимых материалов
При подготовке оборудования важно уделить внимание характеристикам и конструктивным особенностям паяльника. Его мощность — не менее 80-110 ватт, более слабые приборы не смогут обеспечить достаточный прогрев рабочей зоны. Жало должно быть необгораемое. Работать паяльником получится мягкими, легкоплавкими припоями – прутками из чистого олова или из смесей типа ПОС. Чистое олово потребуется при ремонте кухонной посуды и сосудов, соприкасающихся с пищей или питьевой водой. Оно не содержит вредных компонентов. Наиболее подходящим флюсом для такой посуды будет ортофосфорная кислота.
Для твердых припоев придется воспользоваться газовой горелкой.
Выбор припоя и вспомогательных материалов
Правильный выбор состава позволяет качественно спаять детали из нержавейки. Такое соединение будет надежным и долговечным. Наиболее распространение виды паяльных составов — оловянно-свинцовые марки ПОС. Для паяльных работ по нержавейке специалисты рекомендуют:
- ПОС50Кд18 (с добавлением кадмия);
- ПОС-61;
- ПОС-40.
Для ремонта предметов, вступающих в контакт с пищей, следует применять только чистое олово. Для нержавейки подходит далеко не всякий флюс.
Припой ПОС-61 Ортофосфорная и паяльная кислоты
- паяльная кислота;
- ортофосфорная кислота ;
- хлористый цинк.
Наносить флюс необходимо непосредственно перед пайкой, чтобы не успела повторно образоваться оксидная пленка.
Интересно: Ортофосфорная кислота входит в состав «Кока-колы». Хороший повод задуматься от том, стоит ли ее пить.
Технология пайки нержавейки оловом
Очень важно правильно и тщательно выполнить подготовительные операции. Их цель — удалить с поверхности нержавейки оксидную пленку и другие загрязнения, препятствующие образованию прочного и долговечного паяного соединения. Сначала поверхность защищается шкуркой, проволочной щеткой или надфилем. Далее, после удаления опилок и частичек абразива, проводят обезжиривание. Для этого берут специальный обезжириватель. Его с успехом заменит любой органический растворитель — ацетон, уайт-спирит, номерные растворители (646, 657) и т.п.
Сразу после обезжиривания область пайки покрывают флюсовым составом. (Если флюс входит в состав прутка припоя, то этот этап не выполняется).
Теперь начинаются собственно пайка оловом. Вначале область пайки разогревается при посредстве жала паяльника или факела газовой горелки. При пайке горелкой следует контролировать содержание кислорода, поскольку при его избытке начнутся окислительные процессы, ухудшающие качество соединения. При превышении допустимой концентрации кислорода пламя приобретает светло-синий оттенок.

Принцип пайки нержавейки
Всю область пайки следует прогреть до температуры плавления припоя.
Важно! припой должен плавиться не от жала паяльника или факела газовой горелки, а от тепла запасенного спаиваемыми деталями.
Подачу припоя в рабочую зону надо проводить до того момента, пока он не начнет появляться из рабочих зазоров между заготовками. Это обеспечит оптимальное схватывание.
Пайка нержавеющей стали дома
Часто бывает, что домашнему мастеру необходимо отремонтировать предметы домашней утвари, посуду из нержавеющей стали. Для этого необходимо подготовить определенный набор оборудования, а также рабочие и вспомогательные материалы. Чтобы качественно и быстро ремонтировать изделия из нержавейки, потребуется приобрести также определенный навык. Поэтому не стоит сразу браться за ремонт сложных или крупногабаритных изделий. Чтобы набить руку, «почувствовать металл и огонь», лучше потренироваться на ложках, кружках или просто обрезках нержавейки.

Пайка нержавейки в домашних условиях
Для работы потребуется оборудовать рабочее место. Рабочий стол должен быть металлическим или иметь негорючее покрытие. Должна быть оборудована вытяжная вентиляция — как пары паяльного состава, так и флюса и обезжиривателя вредны для органов дыхания. Спаиваемые детали должны быть надежно закреплены инвентарными крепежными приспособлениями — тисками, струбцинами, зажимами, распорками.
Рабочая зона не должна быть загромождена, в ней могут находиться только спаиваемые детали.
Емкости с рабочими жидкостями сразу после применения следует плотно закрывать и убирать в шкафчик или тумбочку.
Необходимо тщательно соблюдать технологию выполнения работ. Если обработка проведена некачественно и припой не пристает к поверхности деталей — необходимо остановить пайку и повторить механическую обработку и обезжиривание. После обезжиривания брать детали можно только в плотных перчатках — даже небольшое потожировое пятно, оставленное пальцами, может свести работу насмарку.
Проволочную щетку для зачистки можно сделать самостоятельно. Для этого в отрезок трубы диаметром 5-10 миллиметров и длиной около 10 см нужно плотно вставить проволочки, полученные из куска металлического троса. Выступать из трубки они должны на несколько миллиметров. При небольших площадях пайки нержавеющей стали, а особенно в узких и труднодоступных местах такая самоделка намного удобнее и эффективнее, чем покупные щетки на деревянной ручке.
Такой щеткой можно работать в непосредственной близости от паяльника или пламени горелки, минимизируя время между зачисткой и началом пайки.
Пайка с помощью газовой горелки
Горелку плавно перемещают, равномерно нагревая металл. Пруток припоя должен плавиться не от пламени горелки, а от тепла заготовки — только тогда получится прочное и надежное соединение. После наложения прутка в область стыка необходимо далее нагревать заготовки, чтобы он полностью проник во все зазоры и заполнил их. Нагрев продолжают до тех пор, пока излишки паяльного состава не начнут вытекать из стыка.
Распространенные ошибки
Самой распространенной ошибкой при пайке нержавейки является
- некачественная зачистка;
- недостаточное обезжиривание;
- недостаточный прогрев деталей, вследствие чего припой не проник во все зазоры и не соединил их.
Требуется периодически очищать наконечник жала паяльника.
Не следует паять составами с высоким содержанием свинца или применять канифоль.
Качество соединения можно проверить, попробовав поковырять его шилом или отверткой. Надежное соединение можно лишь поцарапать, отслоить припой от нержавейки не удастся.

Зачистка нержавейки после пайки
После остывания пайки проводят зачистку от остатков паяльного состава и флюса. Пищевую посуду из нержавейки перед использованием нужно промыть теплым мыльным раствором и прокипятить.
Читайте также: