Как перейти с чугуна на сталь
Обновлено: 23.04.2024
Проведение строительных работ или различных восстановительных операций нередко сопряжено с необходимостью сварки различных металлов. Типичный пример – сталь и чугун.
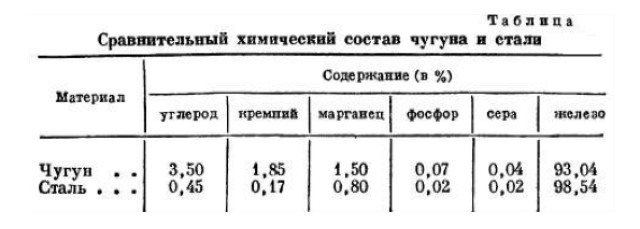
По сути, данные металлы близки друг к другу по химическому составу, основная разница заключается в процентной доле углерода. Этот момент и усложняет проведение работ.
Второй нюанс заключается в том, что вкрапления углерода в структуре могут быть представлены гранулами различного размера. Если они мелкие, то особых сложностей процесс не вызывает, а вот в ситуации, когда гранулы крупные приходится очень тяжело, даже если визуально шов кажется однородным, правильным и надежным, большой прочности достичь не удастся.
Итак, разберемся, как сварить чугун со сталью электросваркой, какие технологические требования нужно соблюдать, существуют ли какие-то эффективные альтернативы для соединения.
Основные методики
Выделяют несколько наиболее эффективных технологий:
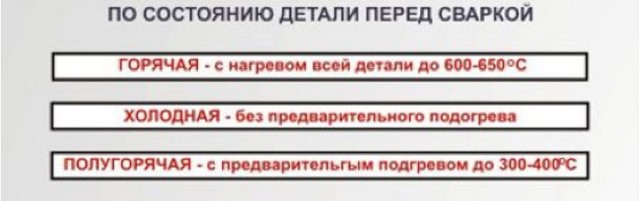
- Горячий метод. Перед началом работы обе детали нагреваются до 600 градусов. Допускается местный нагрев посредством паяльной лампы. Определить достижение нужной температуры можно по тому, что чугун приобретает малиновый цвет. Достаточно долгий, тяжелый, но наиболее надежный в плане прочности метод.
- Полугорячая технология основана на нагреве до 200-300 градусов. Оптимальный выбор для сплавов высокой степени легирования.
- Холодная методика не предполагает предварительного нагрева. Она проста в реализации, но может быть использована исключительно при формировании наплава, то есть шва, функционирующего на сжатие.
Сварка чугуна со сталью осложняется особенностями структуры первого материала. Верхний слой не очень плотный, а потому деталь нуждается в предварительной подготовке. Она не просто обезжиривается, а зачищается, пока не покажется чистый слой.
Если данное требование проигнорировать, то готовый шов окажется рыхлым, пористым и непрочным.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
- ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Рабочая инструкция
Перейдем непосредственно к тому, как приварить чугун к металлу:
1. Устанавливаются необходимые параметры электрического тока. Работа ведется при постоянном токе с обратной полярностью — это в случае, если напряжение холостого хода не превышает 54 В . Если напряжение холостого хода выше 54 вольт, то соединение выполняется при переменном токе.
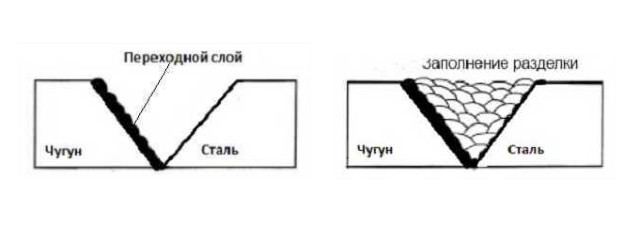
Работа ведется постепенно, малыми участками. Максимально допустимая длина валика – 30 миллиметров. Сначала обрабатывается чугунная деталь, а уже к ней прикрепляется стальное изделие.
2. Если формируется шов большой толщины, то он проваривается постепенно, причем необходимо выполнять проковку перед тем, как делать последующие слои. Проковка выполняется при помощи молотка, свежий шов уплотняется до тех пор, пока он не начнет издавать характерный звон.
Направление швов различно, то есть второй делается перпендикулярно первому. Это позволяет добиться достаточных прочностных характеристик.
3. Если сварка электродом ведется горячим или полугорячим способом, то следует обеспечивать достаточное охлаждение зоны наплавки. Периодически проводится нагрев шва, чтобы исключить его быстрое остывание.
Резкое падение температуры приведет к тому, что внутри него возникнут температурные напряжения, способные спровоцировать и деформации, и разрушение.
Посмотрите видео, где показывается технология сварки чугуна со сталью электродами ЦЧ-4 (холодная методика):
В этом видео показывается, как приварить стальной болт к чугунной детали с помощью медной проволоки:
Аргонодуговая технология
Соединение указанных разновидностей железа возможно и при помощи аргонодугового метода. Для достижения качественного результата необходимо придерживаться определенного набора рекомендаций:
- Выбор присадки – важный момент. Точный сорт присадки зависит от того, какой именно вид чугуна участвует в процессе. Наибольшее распространение получила порошковая проволока на никелевой основе, с которой предварительно удалена обмазка.
- Аргон – газ, формирующий защитную атмосферу, препятствующий окислению сварного шва.
- Лучшие рабочие элементы – это электроды из вольфрама, тугоплавкого металла.
- Если свариваемые поверхности отличаются небольшой толщиной, то альтернатива никелю – тонкие чугунные пластинки.
- Если сварной шов будет подвергаться исключительно статическим нагрузкам (сдавливанию), то никелевый сплав – лучший вариант. Этот металл хорошо сцепляется со всеми разновидностями стали, вне зависимости от сорта.
Подведем итоги
Соединение чугунных и стальных элементов – это вполне осуществимая задача. Главное – придерживаться указанных выше советов и рекомендаций.
Важный момент состоит и в том, что с повышением степени легирования стали увеличивается и показатель рыхлости сварного шва. Для достижения необходимой прочности нужна тщательная проковка и уплотнение.
Как сваривать чугун со сталью

Сварка чугуна
Сварка чугуна со сталью применяется вынужденно, в основном для ремонта. При соблюдении технологии удается получить соединение с необходимой прочностью, позволяющее на какое-то время продлить эксплуатацию конструкции. При первой возможности поврежденные детали следует заменить.

Характеристики свариваемости металлов
Оба материала представляют собой сплав железа с углеродом. Различие состоит в количестве карбона:
С ростом содержания углерода свариваемость сплава ухудшается. Наиболее сложным в этом отношении является чугун.
Количество карбона в нем превышает порог растворимости, поэтому избыточный элемент выделяется в виде различных структур:
- В сером чугуне – чешуек.
- В ковком – дендритных образований, напоминающих снежинки.
- В сверхпрочном – шариков.

Трудносвариваемость чугуна объясняется следующим:
- Графитовые включения представляют собой концентраторы напряжения. Поэтому сплав плохо работает на растяжение. Нагрузки такого рода возникают при остывании шва, что приводит к появлению трещин.
- Под действием высокой температуры дуги углерод выгорает. Вследствие этого в шве возникают поры.
- Образуются окислы с более высокой температурой плавления, чем у основного материала.
- Жидкий чугун обладает высокой текучестью.
Стали по свариваемости делят на 4 категории. Наиболее надежно соединяются низкоуглеродистые марки, наименее – высоколегированные.
В чем сложность сварки чугуна и стали
Главная проблема заключается в трудносвариваемости чугуна. Кроме того, влияние оказывают различия в следующих параметрах:
- Температуре плавления. Для стали этот показатель составляет +1300…+1500°С, для чугуна – +1100…+1300°С. К моменту расплавления первого материала второй становится чрезмерно жидким. Поэтому приварить сталь к чугуну можно только в нижнем положении.
- Коэффициенте теплопроводности. Он равен 16 Вт/м*С у нержавеющей стали, 54 – у низкоуглеродистой и 80 – у чугуна. Материалы остывают с разной скоростью, в результате чего могут появляться трещины.
- Электропроводимости. Показатель зависит от характера распределения углерода. У стали он составляет 7-12% IACS, у чугуна – 2-3,45%. Разница влияет на положение дуги, искажает распределение плотности тока в ней.
- Пластичности.
Коэффициенты температурного расширения у обоих материалов равны.
Из-за большого количества естественных препятствий следует уделить особое внимание устранению прочих негативных факторов. К ним относятся окисление наплавки, насыщение ее азотом (вызывает охрупчение материала) и водородом (является причиной пористости).
Какие технологии используются
Сварку материалов осуществляют несколькими способами. Выбор зависит от толщины заготовок, марки стали, имеющегося в наличии оборудования.
С плавящимися электродами
Такие расходники предназначены для ручной дуговой сварки. В процессе работы металл сердечника плавится и переносится в сварочную ванну.
С целью предотвращения контакта соединяемых материалов с азотом и кислородом атмосферного воздуха на стержни наносят обмазку. При сгорании она продуцирует облако газов, окружающее сварочную ванну. Для соединения чугуна и стали используют электрод с обмазкой основного типа. В отличие от других покрытий, содержащих органику, она не выделяет водород.

Холодная сварка
По способу предварительной подготовки деталей различают 3 вида сварки:
Первый метод позволяет получить самое надежное соединение. Предварительный нагрев уменьшает неравномерность распределения температур в массиве заготовки и этим снижает риск раскрытия трещин.
Более низкая температура (второй метод) допускается при большом количестве легирующих элементов в материале заготовок. Они повышают прочность и пластичность шва.
Холодная сварка наименее энергозатратна. Но соединение получается малонадежным. Данный метод допускается применять только в случае, если шов будет работать на сжатие.
При помощи аргонодуговой сварки
Данный способ предполагает использование тугоплавких электродов.

Их делают из следующих материалов:
- Вольфрама.
- Прессованного графита искусственного происхождения.
- Электротехнического угля.
Неплавящийся расходник не имеет обмазки и не служит источником металла для сварочной ванны. Поэтому в рабочую зону подают:
- Защитный газ. В большинстве случаев это аргон, иногда его смешивают с углекислотой.
- Присадочный материал в виде проволоки или пластин. В первом варианте изделие может быть полым с содержанием внутри флюса.
Сварка чугуна со сталью электродом неплавящегося типа осуществляется одним из следующих способов:
- Полуавтоматическим. Сварщик одной рукой удерживает горелку, второй – подает присадочный материал.
- Автоматическим. Процесс сваривания обходится без участия человека.
Сопло для подачи защитного газа встроено в горелку. В него устанавливают тугоплавкий расходник.
Как выбирать электроды для стали и чугуна
Сплавы соединяют с помощью расходников следующих марок:

Это наиболее распространенные расходники. Есть и другие с аналогичными характеристиками, например ОЗЛ-25.
Методы избежания основных ошибок
Соединяя стальную деталь с чугунной, необходимо соблюдать следующие рекомендации:
- Режим и материалы подбирают по наиболее трудносвариваемому сплаву, т.е. по чугуну.
- При отсутствии повышенных требований к прочности соединения используют присадочный материал из чистого никеля.
- Следует избегать перегрева заготовок. Размеры сварочной ванны должны быть минимальными. Перегретый сплав при остывании потрескивает, в шве появляются трещины.
- Не рекомендуется пытаться сварить сталь и чугун с наибольшим содержанием углерода. Он склонен к появлению трещин и потому считается несвариваемым. Необходимо прибегнуть к альтернативным вариантам соединения.
- При ремонте конструкций, подвергающихся высоким нагрузкам, сталь напрямую к чугуну не приваривается. Сначала на него наплавляют никелевый присадочный материал, формируя т.н. буферную зону.
- Работы надо вести с умеренной скоростью. При быстрой сварке образуются горячие и холодные разломы.
Наиболее надежными швы получаются при следующих условиях:
Дуге придают уклон в сторону заваренного участка, стараясь не затрагивать основной металл.
Инструкция по сварке чугуна со сталью
Каждый способ имеет свои особенности. Неукоснительное соблюдение технологии обеспечит высокое качество соединения.
Метод холодной сварки
Из-за своей низкой надежности данный способ предъявляет повышенные требования к подготовке соединяемых деталей. Их подвергают тщательной зачистке, особое внимание уделяют участкам со ржавчиной, окалиной и масляными пятнами.

Поверхностный слой чугунного изделия отличается пористостью. Он хорошо впитывает масла и грязь, поэтому простой обработки обезжиривателем будет мало. Материал снимают абразивным инструментом до плотного металла.
Из-за существенного перепада температур между холодной деталью и горячим швом в нем возникают большие усадочные напряжения. Их снимают т.н. проковкой: свежую наплавку уплотняют ударами молотка с округлым бойком. Операция считается завершенной, когда глухой звук сменится звонким.
Сварка при помощи плавящихся электродов
Перед началом работы настраивают сварочный аппарат. Параметры зависят от его мощности, характеризуемой напряжением холостого хода:

Устанавливают минимальную силу тока из диапазона, допустимого для расходника данного диаметра. Чтобы чугун не вытекал из сварочной ванны в случае сквозного проплавления металла, под стык подкладывают графитовую пластину.
Соединение выполняют короткими участками длиной 3-5 см. Швы большой толщины варят в несколько подходов. После каждого осуществляют проковку наплавки.
По завершении процесса следует обеспечить плавное остывание стыка. Есть 3 способа:
- Заготовки закутывают в минераловатный теплоизоляционный материал.
- Соединение периодически подогревают паяльной лампой.
- Кладут детали в печь, где осуществлялся их нагрев, и дают остыть вместе с ней.
Третий вариант применяют в случаях, когда сварка ведется по горячей технологии.
Если стальная деталь имеет вид трубы, в нее рекомендуется засыпать песок или керамическую крошку. Теплоемкий материал уравняет скорость остывания обеих заготовок.
Применение аргонодуговой технологии
Присадочный материал подбирают по размерам и условиям работы заготовок:
- В большинстве случаев применяется порошковая проволока ПП АНЧ-3 с никелем и другими легирующими элементами. Она выпускается с покрытием, но его необходимо удалить. При нагреве заготовок до 300°С используется модификация ПП АНЧ-2.
- При сварке тонкостенных заготовок в качестве присадочного материала используют чугунные пластины.
- Если соединение будет испытывать только сжимающие нагрузки – сплав на основе никеля.
Расход аргона устанавливается на уровне 20-25 л/мин.
Сварка толстостенных элементов с легированными вставками
Соединение таких заготовок выполняют по следующим правилам:
- Применяют холодную сварку.
- Шов набирают короткими прихватками длиной 2,5 мм.
- Каждую последующую выполняют после остывания предыдущей.
Несмотря на то что прихватки следуют одна за другой, данная технология не обеспечивает герметичности соединения. Это объясняется тем, что новый шов ложится на уже отвердевший, поэтому они не сливаются воедино.
Кроме того, соединение получается хрупким. По этой причине способ не подходит, если в дальнейшем предполагается механическая обработка шва.
Сравнение методов: какой лучше
Наибольшие прочность и надежность обеспечивает сварка тугоплавким электродом (аргонодуговой метод) с предварительным нагревом заготовок. Она используется при ремонте ответственных конструкций.
Если доступен только аппарат для ручной дуговой сварки, используют плавящиеся стержни. Заготовки также лучше нагреть. Холодная технология допускается только для устройства соединений, работающих на сжатие.
Свариваем чугун со сталью

Итак…
Проблема заключалась в том, что на левом поворотном кулаке постоянно откручивались болты крепления тормозного суппорта.

Владелец уже замаялся постоянно их подтягивать, подкладывать "шаёлбочки" и творить прочие танцы с бубном.
К гадалке не ходи, там сорвана резьба. Вот на сколько — вопрос разрешим только после разборки агрегата.
Ну, порядок разборки ступицы и прочего описывать не буду. Если кому надо, напишите в комментариях, я тогда изменю текст и добавлю фотки поэтапного разбора-сбора.
В общем, корпус поворотного кулака снят, отмыт и на верстаке.

После дефектовки, отверстий видим на одном полностью слизанную резьбу, а на втором сохранились крайние четыре витка.

Методика ремонта
Вариантов решения проблемы на самом деле не мало.
1) рассверлить отверстие, нарезать резьбу под больший размер. Использовать болт большего диаметра.
2) завтулить и нарезать во втулке резьбу под родной болт.
3) использовать специальные футорки для восстановления резьбы.
Первый вариант, отпал, потому как владелец хочет использовать стандартные болты. Прав на 100%.
Тритий вариант накрылся из-а того, что в нашей деревне не нашлось футорки М12х1,25 Только с интернета, или на заказ через неделю…
Поэтому был выбран второй вариант. Изготовить стальную втулку. Чугуния у меня нет, да и подозреваю, что обработка чугуния на токарке, тот ещё гиморой. Поэтому стальная втулка. Вытекает несколько нюансов:
— припуски на посадку что бы не расколость чугунное ухо, но и так что бы не проворачивалось при нарезке резьбы
— провар одного торца с целью окончательной фиксации втулки


Если с припусками более менее понятно и на практике все делается без труда, то вот со сваркой чугуна и металла — проблемка. Причём методом холодной сварки…
В общем… Пять часов в первый день ушли на изготовление нескольких втулок и попытки провара кромки. Хрена. Тот электрод, который был по чугунию в наличии — отказался делать нормально и по границе материалов, предательски образовывалась трещина. Естественно, меня такой вариант совсем не устраивал.
Второй день ушёл на поиски в нашей деревне специального электрода ЦЧ-4. Позволяет методом холодной сварки наплавлять на чугуний ремонтные валики и сваривать чугуний с железом. Правда необходимо соблюдать некоторые нюансы. В результате кое-как этот электрод был найден в продаже поштучно. Бог — есть!
Остаток дня в количестве двух часов ушёл на изготовление бобышки-затычки, кондукторов для сверления ентой самой бобышки, свар её по периметру с чугуном, сверление и нарезку резьбы.
Собственно результат ремонта первого уха:


Пораскинув остатками мозга, прикинув трудоёмкость процесса и его окупаемость, решил. Второе ухо буду ремонтировать футоркой. Которую, один фиг, на всякий случай, заказал в интернете. Завтра по идее придёт в ТК.
Так что, скоро добавлю для сравнения, процесс ремонта по методу намба три ;)
p/s: совсем забыл упомянуть, что после свара таким электродом, материал крайне тяжело обрабатывается механически. Сверление и нарез резьбы — тяжело…
Читайте также: