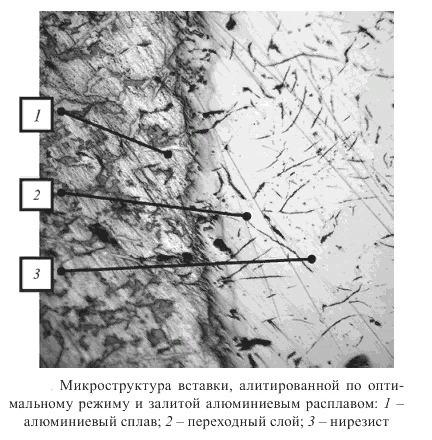
Как покрыть алюминием сталь
Обновлено: 05.05.2024
Российские ученые, возможно, первыми в мире разработали уникальную технологию защиты стали от коррозии. Защита стали от коррозии давно является одной из самых актуальных технических задач. Постоянно изобретаются новые защитные покрытия и совершенствуются прежние.
До сих пор оптимальным по соотношению цена-качество остается традиционное цинкование. Около половины выпускаемого в мире цинка расходуется на производство оцинкованной стали. Теоретически заменить дорогой и сложный с точки зрения экологии производства цинк мог бы алюминий, но за более чем три десятка лет интенсивных исследований никому в мире не удалось разработать технологию, сопоставимую по себестоимости с цинкованием, и создать оборудование для алюминирования стали. Создание дешевых, доступных методов алюминирования произведет своего рода революцию в области защитных покрытий стали, на что и претендует новая уникальная технология, которая разработана российскими учеными. О ней рассказывает кандидат технических наук, один из создателей технологии Сергей МАРУТЬЯН.
- Сергей Васильевич, когда и почему начались работы по алюминированию стали?
- Над проблемой алюминирования мы начали работать еще в 70-е годы прошлого века. В СССР были созданы стратегические мощности по производству алюминия на случай военного времени. В мирное время избыток алюминия необходимо было где-то использовать. Возникла идея заменить алюминием цинк, металл дорогой и дефицитный, запасы которого на территории страны были ограниченны. Аналогичную проблему решали в США и многих других странах. Американцы, в частности, пошли по пути разбавления цинка алюминием.
Вторая причина развертывания работ по алюминированию состоит в том, что алюминий значительно лучше цинка противостоит коррозии. Цинковые покрытия более стойки в щелочных средах, а алюминиевые - в кислых. Кроме того, алюминиевые покрытия более стойки в средах, содержащих соединения серы и хлора. А кислые среды, содержащие агрессивные компоненты, преобладают - это городская атмосфера, атмосфера промышленных предприятий, воздействие морской воды. Остро стоит вопрос по защите от коррозии оборудования для добычи нефти и газа, промысловых трубопроводов и конструкций приморских сооружений. Содержащаяся в нефти и газе сера, а в морской воде - ионы хлора обладают высокой коррозионной активностью. Алюминиевое покрытие в этих средах обеспечивает ресурс в разы больший, нежели цинковое. Замена цинкования алюминированием более рациональна, чем, например, увеличение толщины цинкового покрытия.
Еще один плюс алюминиевого покрытия - его стойкость при высоких температурах. Алюминиевое покрытие защищает сталь от окисления в агрессивных средах при нагреве до 900° С. При такой температуре алюминия как такового на поверхности стали не остается, он весь диффундирует в сталь, образуя интерметаллические соединения. Интерметаллиды и защищают сталь. Алюминированная полоса сейчас выпускается в США и Германии в небольших количествах, ее используют, например, для изготовления выхлопных труб автомобилей.
Замена цинкования алюминированием привлекательна также по экономическим соображениям. Перед финансовым кризисом цинк стоил в три раза больше алюминия. Сегодня алюминий и цинк продаются примерно по одной цене, но на покрытие одинаковой толщины алюминия будет расходоваться в двас половиной раза меньше по весу, потому что он во столько раз легче цинка.
- Если алюминирование настолько предпочтительнее цинкования, то почему оно широко не используется?
- Проблема алюминирования в том, что для него невозможно применить ту же технологию, что и для цинкования.
Для изготовления ванн цинкования используется АРМКО-железо, то есть железо практически без углерода. Такие ванны изготавливают всего несколько фирм в мире.
Для алюминия подобную ванну сделать невозможно. Расплавленный алюминий чрезвычайно агрессивен, он взаимодействует практически со всеми металлами из таблицы Менделеева. Можно сделать ванну для алюминия из керамики, но при этом возникают определенные сложности в подводе к расплаву тепла. Чтобы греть зеркало металла газом, надо, по крайней мере, на треть увеличить площадь ванны. Индукционный нагрев по ряду технологических причин тоже не нашел применения при создании ванн горячего алюминирования.
При непрерывном цинковании полосы прокат погружают в ванну с расплавленным цинком с помощью подвижных роликов из специальной стали, а подшипники используются керамические. В расплавленном цинке этот узел работает примерно 12 дней, затем его меняют. Проблема погружения полосы в ванну с расплавленным алюминием до сих пор удачного решения не имеет.
Предлагаемое нами решение, вероятно, первое в мире, претендующее на универсальность: при этом способе сталь можно покрывать и алюминием, и цинком, и любыми другими металлами и сплавами. Кроме того, наша установка весьма компактна, экологически безопасна и эффективна с точки зрения экономических затрат.
- В чем суть вашего изобретения?
- Мы убираем тот самый ролик, который заставляет стальную полосу погружаться в расплав, - этот узел протяжки - на воздух, чем решаем массу технических проблем. Такая конструкция стала возможной, потому что мы научились удерживать расплав во взвешенном состоянии внутри узла нанесения покрытия за счет разности давлений. Идея очень простая, мы были удивлены, что она никому не пришла в голову раньше.
Сегодня расплавленный алюминий поддерживается внутри узла во взвешенном состоянии автоматически после нажатия кнопки. Чтобы создать программу управления давлением-разрежением внутри узла нанесения покрытия, пришлось проделать огромное количество экспериментов. Сейчас у нас успешно работает экспериментальная линия по алюминированию стальной проволоки диаметром до 2 мм.
- Что вы намерены предложить промышленникам на выставке "Металл-Экспо-2009", где будете презентовать свою разработку?
- Мы предлагаем научную разработку, которая включает в себя чертежи действующей установки, схемы технологических режимов, программное обеспечение. Эта документация, по сути, является техзаданием по проектированию опытно-промышленного образца. К тому же мы предлагаем лицензии на использование наших изобретений.
Потенциал рынка алюминирования оценивается более чем в $1 млрд. Сейчас эта ниша совершенно свободна, так что мы надеемся на конкуренцию среди производителей за право первыми выйти на рынок с уникальной продукцией - установками для алюминирования и непосредственно алюминированным прокатом.
Алюминирование
Нанесение на поверхность металлических изделий покрытий из металлического алюминия или алюминия сплавов. К А. прибегают, чтобы защитить поверхность изделий от коррозии металлов, при необходимости — с декоративной целью. Покрытия создают одно- и многослойные (один из слоев — из металлического алюминия), к-рые могут быть анодированы (см. Аиодирование) или окрашены. Широко применяется диффузионное насыщение поверхности металлических изделий алюминием (см. Алитирование). Алюминирование осуществляют газопламенным и плазменным распылением металла (см. Газопламенные покрытия, Плазменные покрытия), плакированием, испарением металла в вакууме (см. Вакуумные покрытия). Различают также алюминирование горячее, электролитическое и А. нанесением алюминиевого порошка.
Горячее алюминирование, проводимое в ваннах с расплавленным металлом (так же, как и горячее цинкование), применяют в основном для нанесения покрытий на полосы и листы. По одному из методов горячего А. стальную полосу вначале нагревают в печи с окислительной средой до т-ры 450° С, с тем чтобы сжечь остатки смазочных масел и создать на поверхности изделия тонкую пленку окислов железа. Затем полоса поступает в печь с восстановительной средой, где при т-ре 730—800° С эти окислы восстанавливаются. После охлаждения в спец. зоне печи полосу пропускают через ванну с алюминиевым расплавом, охлаждают на воздухе и сматывают в рулон.
Для нагрева ванн используют силитовые стержни, через к-рые пропускают электрический ток. Есть также ванны с индукционными (посредством токов низкой частоты) и магнито-стрикционными нагревателями. Скорость движения полосы до 1 м/сек. Толщина покрытия (0,02—0,07 мм) определяется его назначением и регулируется скоростью движения полосы и т-рой расплава. Рулоны окончательно обрабатывают обычно в правильных машинах, иногда — в клетях для холодной прокатки (дрессировки). Для того, чтобы на поверхности изделий и расплавленного металла не образовывались окисные пленки, снижающие адгезию алюминия и основы, в металл вводят флюсы, процесс ведут в защитной среде или на поверхность изделия предварительно наносят промежуточные покрытия. При люминирование стальных изделий флюсами служат бура, хлористый аммоний, борная к-та, борнокислая соль, криолит с добавками хлористого алюминия, хлориды бария; материалами промежуточных покрытии — чаще всего кадмий, олово, цинк, никель.
Электролитическое алюминирование проводят её солевых расплавов, преимущественно при осаждении алюминия из электролита AlCl 3 — NaCl — КСl в инертной среде или из электролита 2AlCI 3 — NaCI с добавлением сотых долей моля свинца в защитной среде азота. Оптимальные т-ры электролитов составляют 130—160° С, катодная плотность тока для этих электролитов соответстве нно 0,1— 0,3 и 3—5 а/дм ² , выход металла по току — 90—100%. Покрытия получаются гладкие и плотные, однако скорость их нанесения относительно невелика — не более 20 мкм/час. Большей производительностью, чем электролитическое А., характеризуется алюминирование нанесением на поверхность изделий алюминиевого порошка из жидкой фазы, электростатическим и электрофоретическим способами.
Нанесение порошка из жидкой фазы осуществляют, напр., напылением раствора диэтилгидрида алюминия на изделие, нагретое до т-ры не менее 260° С.
Под воздействием тепла диэтилгидрид алюминия разлагается и продукт разложения — алюминий оседает на покрываемую поверхность. Толщину покрытия (0,5 мкм — 1 мм) регулируют т-рой нагрева. Скорость нанесения покрытия — 100 — 600 мкм/мин. Покрытие отличается высокой чистотой, значительной плотностью, хорошим сцеплением с поверхностью. Процесс проводят в инертной среде (из-за опасности воспламенения диэтилгидрида алюминия). Электростатический способ алюминирования основан на переносе отрицательно заряженных частиц алюминиевого порошка в электростатическом поле.
По этому способу на очищенную и увлажненную поверхность изделия (стальной полосы) наносят с помощью спец. устройства сухой порошок алюминия. Составные части этого устройства — вибропитатель, комплект вибросит и источник электростатического поля (между изделием и прилегающим к нему ситом) напряженностью до 20 кв. Частицы алюминия, приобретая отрицательный заряд при прохождении через отрицательно заряженное сито, взаимно отталкиваются и равномерно осаждаются на алюминируемой поверхности. Потеряв заряд при контакте с изделием, порошок удерживается на его поверхности водяной пленкой. После нанесения покрытия изделие сушат в электрической радиационной печи при т-ре 350° С в течение минуты, затем покрытие уплотняют прокаткой и очищают.
На заключительной стадии изделие подвергают термической обработке: быстрому (порядка 15 сек) нагреву на воздухе до т-ры 500—600° С с последующим самопроизвольным охлаждением или медленному (в течение 15 ч) нагреву в печи до т-ры 450° С с последующим охлаждением на воздухе. Толщину покрытия (0,05 — 1 мм) регулируют скоростью подачи порошка вибропитателем.
Покрытия, полученные электростатическим способом, имеют удовлетворительные св-ва, однако процесс их нанесения громоздок. По технологическим возможностям, производительности, универсальности и экономической эффективности наибольшие преимущества имеет алюминирование испарением металла в вакууме . Структура и св-ва алюминиевых покрытий в значительной степени определяются способом их нанесения.
Так, структура вакуумных покрытий и покрытий, полученных горячим способом, подобна структуре отожженного алюминия. Структура покрытий, образуемых нанесением алюминиевого порошка, газопламенным и плазменным распылением, во многом обусловливается наличием окислов алюминия. У таких покрытий выше твердость, ниже электропроводность по сравнению с чистым алюминием. На эксплуатационные св-ва алюминиевых покрытий, в частности на прочность сцепления и деформцруемость, влияет толщина переходного слоя (диффузионного слоя между поверхностью и покрытием), зависящая от т-р ы времени а. и термообработки, хим. состава изделия, а при горячем а и от состава расплава. Хорошими эксплуатационными св-вами отли чаются алюминированные изделия с толщиной переходного слоя не более 5—7 мкм. При вакуумном а толщина переходного слоя, как правило , не превышает долей микрометра. При горячем а. толщину этого слоя можно уменьшить, вводя в ванну различные добавки (напр, 2—12% Si).
Добавки по-разному влияют на внешний вид алюминиевых покрытий: добавки висмута кальция, кремния и меди снижают отражательную способность покрытия, добавка никеля делает покрытие шероховатым без существенного уменьшения блеска, добавки бериллия, кальция, хрома, меди и марганца придают покрытию оттенок седины.
Покрытия из чистого алюминия достаточно стоики в воде и на воздухе, что обусловлено образованием на поверхности окисной пленки, защищающей металл от дальнейшего окисления. Алюминиевые покрытия устойчивее цинковых — примерно в шесть раз при одинаковой их массе и в 2,5 раза при одинаковой толщине. В атмосфере пром. предприятий стойкость горячеалюминиро-ванных изделий в 10 раз выше стойкости горячеоцинкованных, в горячей воде — в 15 раз. Алюминированные изделия сохраняют блеск до т-ры 470° С, отражая 85% тепла и света. Вакуумное алюминиевое покрытие в 15—20 раз повышает стойкость стали к газовой коррозии при т-ре 700—800° С.
Алюминирование дает возможность защищать от коррозии детали самолетов, ракет и автомобилей, сварные трубы, стенные и кровельные панели, обогревательные приборы, сельскохозяйственный инвентарь и инструменты, изделия бытового назначения. Алюминированную жесть используют взамен луженой в консервной промышленности. Экономическая эффективность А. основывается на его низкой себестоимости, на существенном повышении срока службы алюминированных изделий, прежде всего изделий из сталей и алюминиевых сплавов.
Лит.; Виткин А. И., Тейндл И, И. Металлические покрытия листовой и полосовой стали. М., 1971 Ройх И. Лм Колтунова Л. Н. Защитные вакуумные покрытия на стали. М., 1971.
Похожие страницы:
Содержание статьи1 ЧТО ТАКОЕ ТИТАНИРОВАНИЕ1.1 Процесс нанесения слоя титана1.2 Прочность покрытия1.3 Термо напыление титана1.4 Применение ЧТО ТАКОЕ ТИТАНИРОВАНИЕ Это нанесение.
ЧТО ТАКОЕ КАДМИРОВАНИЕ Это нанесение на поверхность металлических изделий слоя кадмия. Кадмиевые покрытия (толщиной 7—20 мкм) защищают изделия (преим. стальные).
МОЛИБДЕНИРОВАНИЕ Что такое молибденирование это диффузионное насыщение поверхности металлических изделий молибденом или нанесение на них покрытий из чистого молибдена. Диффузионное.
Содержание статьи1 ЧТО ТАКОЕ ФОСФАТИРОВАНИЕ1.1 Фосфатирование металла 1.2 Толщина фосфатных пленок ЧТО ТАКОЕ ФОСФАТИРОВАНИЕ Это создание на поверхности металлических изделий.
ЧТО ТАКОЕ КОБАЛЬТИРОВАНИЕ Это нанесение на поверхность металлических изделий слоя кобальта. Кобальтовые покрытия защищают изделия от коррозии металлов, придают им.
ЦИНКОВАНИЕ Нанесение на поверхность металлических (преим. стальных и чугунных) изделий слоя цинка. Потенциал цинка (— 0,76 в) электроотрицательнее потенциала железа.
Процесс алитирования стали
Алитирование - суть технологии. Наиболее распространенные способы алюминизации: порошковый, напыление, металлизация, вакуумный и погружение. Особенности процесса: длительность цикла и рабочая температура. Алитируемые металлы и их свойства.

Алитирование – это разновидность диффузионной металлизации, которая характеризуется насыщением поверхностного слоя алюминием. Защитное покрытие создает на обрабатываемых изделиях оксидную пленку, повышающую устойчивость к высокотемпературному воздействию и предупреждающую коррозионные процессы. Несмотря на то что данный способ обработки подходит для большинства металлов и сплавов, наиболее популярным является алюминирование стали. Второе место занимает чугун.
Алитирование отличается высокой технологической сложностью – его практически невозможно реализовать в домашних условиях. Рассмотрим особенности и нюансы технологии.
Способы алитирования
Алитирование стали выполняют при температуре от 700 до 1100 °C в зависимости от характеристик заготовки. Известно несколько методов алюминирования поверхности:
- в порошкообразных смесях (калоризация);
- напылением;
- металлизация;
- в вакууме;
- погружением.
Каждый способ имеет преимущества и недостатки. Технические характеристики слоя также будут иметь разные параметры.
Алитирование стали методом погружения является наиболее предпочтительным.
Описание процесса алитирования
Поверхностное насыщение стали сопровождается образованием интерметаллических соединений, толщина которых увеличивается активизацией процесса диффузии алюминия в металле. Особенности технологической обработки зависят от выбранного метода.
- Технология использования порошкообразных смесей напоминает процесс цементации стали. Для выполнения работ требуется металлический ящик, который заполняют карбюризатором. Сверху устанавливают деталь для обработки. Максимальная температура составляет 1050 °C. В среднем цикл длится от 8 до 12 часов. При этом глубина диффузии не превышает 0,5 мм. Рабочая смесь представлена порошками на основе алюминия с добавлением каталитических присадок. С помощью данного метода можно обработать детали любой формы. Дополнительным преимуществом является многократное использование карбюризатора, при этом себестоимость выполнения работ самая высокая.
- Напыление – очень быстрый способ алитирования стали. Алюминий проникает вглубь изделий на 0,3 мм за один час. Характеризуется низкой температурой выполнения работ: она не превышает 750 °C. На этом достоинства заканчиваются. Из недостатков выделяют высокую пористость и неравномерность защитного слоя, а также повышенные требования к предварительной подготовке поверхности.
- Металлизацию и последующий обжиг проводят при температуре 950 °C. Рабочий цикл длится 2–4 часа. Единственный минус – малая глубина проникновения (до 0,4 мм). Себестоимость обработки по сравнению с напылением выше на 20–25%. Несмотря на это, защитный слой отличается высоким качеством и стойкостью к механическим повреждениям, что с избытком компенсирует все неудобства.
Особняком стоит метод электролитического покрытия, или гальванизации стали. Процесс протекает в безводных или неорганических электролитах, содержащих алюминиевые соединения. Он не пользуется популярностью ввиду сложностей регулировки процесса, низкой скорости и высокой себестоимости.
Алитируемые металлы и сплавы
Алитирование – это не только способ защиты поверхности. Оксидная пленка является прекрасной основой под лакокрасочные покрытия. Основными металлами, которые подвергают алитированию, являются:

- Углеродистая сталь. При высоком содержании углерода в металле диффузия алюминия затруднена, поэтому обрабатывают преимущественно низко- и среднеуглеродистые стали.
- Легированная сталь. Обработка данного металла сопряжена с определенными трудностями, однако при соблюдении всех технологических требований можно получить износостойкий защитный слой.
- Чугун. Обработку чугуна выполняют реже. Целью является изменение физических свойств поверхностного слоя чугуна.
Процесс изготовления нержавеющей стали заключается в алитировании легированных или углеродистых составов.
Помимо вышеперечисленных металлов защитный слой наносят на следующие материалы:
Свойства и преимущества алитированных сталей
- После хроматирования получается поверхность с высокой адгезией к лакокрасочным изделиям.
- Низкая себестоимость покрытия позволяет использовать алитирование в качестве достойной альтернативы дорогостоящим жаростойким покрытиям.
- Алюминизированная сталь обладает устойчивостью к механическим повреждениям.
- При температуре свыше 470 °C образуется промежуточный сплав, который имеет высокую устойчивость к температурным воздействиям.
Лабораторные испытания показали, что при равной толщине слой алюминия в 2,5 раза крепче, чем цинковый.
Алитирование – это высокотехнологичный процесс, который придает поверхности обрабатываемого металла новые защитные свойства. А что вы думаете о технологии? Возможно, считаете, что есть более качественные методы металлизации? Поделитесь вашими мыслями в блоке комментариев.
Алюминирование
Защитные покрытия из алюминия наносят различными способами на углеродистую и коррозионностойкую сталь, на чугунное литье, а также на медь, титан и латунь. Алюминием покрывают полосы, листы, проволоку, трубы и штучные изделия преимущественно из стали. По масштабам применения важнейшим способом является покрытие погружением малоуглеродистой стальной полосы. В последние годы этот способ получил очень широкое распространение в отдельных странах благодаря пуску современных агрегатов горячего алюминирования (объем производства 1 млн. т в год, толщина полосы 0,4— 2,0 мм, ширина до 1500 мм).
Благодаря особым свойствам горячеалюминированных листов такой способ является ценным дополнением горячего цинкования. Очевидно, что народнохозяйственное значение горячеалюминированной стали еще не полностью выявлено.
Горячеалюминированная сталь обладает более высокой коррозионной стойкостью по сравнению с горячеоцинкованной сталью в очень многих средах (рис. 4.41), характеризуется значительно лучшей жаростойкостью и окалиностойкостью, высокой отражательной способностью при отводе тепла излучением, безвредна для человека; термически обработанные детали имеют хорошую износостойкость.
Горячеалюминированные листы применяют в строительстве, при сооружении топочных устройств, в автомобилестроении, судостроении, химическом аппаратостроении, пищевой промышленности и сельском хозяйстве. В числе наиболее распространенных изделий можно назвать: глушители для автомобильных двигателей, обшивку стен, печи, трубопроводы, теплообменники.
4.4.1. ФОРМИРОВАНИЕ СЛОЯ ПРИ ГОРЯЧЕМ АЛЮМИНИРОВАНИИ СТАЛИ
Для горячего алюминирования справедливы те же зависимости. Поэтому имеется большое сходство с процессами и агрегатами, применяемыми для горячего цинкования.
При погружении стали в жидкий алюминий на ее поверхности в результате диффузионных процессов образуются соединения железо — алюминий в твердом состоянии. Этот слой сплава может состоять из фаз, перечисленных в табл. 4.8 (см. также диаграмму состояния системы Fe — А1), рост и расположение которых зависят от температуры и времени. Преобладающей составляющей является фаза Fe2Al5, скорость роста которой довольно велика (коэффициент диффузии D для алюминия в этой фазе в диапазоне температур 630—730 °С составляет от 0,15- 10 -5 до 2,7-10 -5 см 2 /с ). Поэтому температура ванны и полосы, а также
а — с чисто алюминиевым покрытием (температура ванны на 30 °С выше точки плавления, температура полосы 750 °С, продолжительность погружения 4,5 с); б — с покрытием типа AlSi8 (А1 + 8 % Si, температура ванны на 80 °С выше температуры ликвидуса сплава AlSi8; температура полосы 650 °С; продолжительность погружения 4 с); 1 — основной металл (железо): 2 — слой сплава; 3 — верхний слой покрытия
продолжительность погружения должны соответствовать нижнему технически возможному пределу. Уменьшение толщины возникшего диффузионного слоя уже невозможно (если не считать процессов деформации, при которых слой сплава разрывается.
Верхний алюминиевый слой возникает над слоем сплава при выходе стальной полосы из жидкой ванны алюминирования. Суммарный состав этого покрытия соответствует химическому составу ванны. В зависимости от легирования ванны и наличия в ней загрязнений могут появляться различные фазы.
После извлечения из ванны слой сплава может продолжать расти в зависимости от температуры и энтальпии покрываемого предмета, а также от интенсивности охлаждения.
4.4.2. ЗАВИСИМОСТИ ОТ ТЕМПЕРАТУРЫ И ВРЕМЕНИ
С увеличением температуры ванны толщина слоя сплава растет по степенному закону с показателем степени т > 1, а с увеличением продолжительности
погружения — по параболическому закону в зависимости от времени.
4.4.3. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ДОБАВОК В ВАННУ АЛЮМИНИРОВАНИЯ
При большинстве способов алюминирования методом погружения в алюминиевый сплав кинетика диффузии, а следовательно, химический состав, морфология и рост фаз и слоев сплава существенно зависят от легирующих добавок, введенных в ванну. При горячем алюминировании большое промышленное значение имеет кремний, который добавляют в жидкий алюминий в количестве до 10%. Этим достигается резкое уменьшение роста слоя сплава и подавляется образование слоя сплава в виде язычков. С увеличением содержания кремния до 11,6 % температура солидуса ванны алюминирования снижается. Верхний слой покрытия состоит из фаз а-А1, А1—Fe — Si и Si, а слой сплава — из фаз Fe2Al5, FeAl3 и А1—Fe—Si.
4.4.4. МЕТОДЫ АЛЮМИНИРОВАНИЯ
Горячее алюминирование осуществляется с помощью периодических и непрерывных процессов. Если проводить классификацию процессов по требуемой предварительной обработке, то можно назвать следующие способы:
с нанесением и сушкой растворов флюса;
с применением расплавленных флюсов;
с предварительной обработкой в реакционном газе;
с предварительным нанесением какого-либо металлического покрытия, например кобальта, меди, олова, цинка (данные о промышленном применении таких процессов пока отсутствуют).
Горячеалюминированную стальную полосу получают по аналогии с процессом на современных агрегатах непрерывного действия с предварительной обработкой реакционным газом и с устройством для регулирования покрытия (воздушный нож). Пассивирование поверхности алюминия может быть обеспечено последующим хроматированием.
4.4.5. СВОЙСТВА ГОРЯЧЕАЛЮМИНИРОВАННОГО СТАЛЬНОГО ЛИСТА
Свойства горячеалюминированных стальных листов зависят от состава и структуры покрытия и марки стали полосы.
Слой покрытия на малоуглеродистой стальной полосе доходит до 100 мкм. Слой сплава имеет толщину до 60 мкм. Поэтому последующая обработка давлением возможна лишь в ограниченных пределах ввиду опасности отслоения покрытия. Однако коррозионная стойкость получается весьма высокой, равно как и окалиностойкость и жаростойкость, благодаря наличию проросшего слоя сплава железо — алюминий.
В ваннах алюминий — кремний (содержание кремния до 10 %, температура ванны около 680 °С, время погружения до 5 с) покрытие на малоуглеродистой стальной полосе, б) имеет толщину 25—40 мкм, а слой сплава — около 10 мкм. Ввиду меньшей толщины и твердости покрытия возможно проведение обычных операций обработки листа давлением.
Важнейшими процессами переработки горячеалюминированных стальных листов являются резка, вырубка, гибка, фальцовка, тиснение, профилирование, вытяжка и глубокая вытяжка, причем должны применяться листы из соответствующих сталей. Кроме того, возможно эмалирование. Способами соединения могут быть: соединение болтами, заклепочное, фальцовка, склеивание, сварка (точечная, рельефная, роликошовная, высокочастотная, неплавящимся вольфрамовым электродом в среде инертного газа И - плазменная).
5. осаждение покрытий из паровой фазы в вакууме
К способам нанесения покрытий из паровой фазы в вакууме относятся: катодное напыление; термическое напыление и ионное плакирование.
При катодном напылении скорость осаждения невелика. Способ применим только при нанесении покрытий на небольшую площадь в условиях периодического процесса. Ионное плакирование как сравнительно новый способ вакуумного нанесения покрытий находится пока на стадии разработки.
Важнейшим способом вакуумного нанесения покрытий является осаждение из паровой фазы в вакууме, при котором материал покрытия испаряется в вакууме и осаждается на материал подложки (имеющий гораздо более низкую температуру по сравнению с испаряемым материалом), где конденсируется и затвердевает. Материалы покрытий и подложек и возможности применения процессов осаждения из паровой фазы в вакууме (вакуумного напыления) могут быть весьма разнообразными.
Элементы, в первую очередь металлы: А1 (преобладает), Си, Ag, Cr, Ge, Se, Cd, Zn, Si, Ti, Rh, Pd, Ir, Pt, Mo, Та, W. Сплавы с учетом различного давления паров их компонентов, например Fe — Сг, Ni — Cr, Ni — Сг — Fe, латунь. Соединения, не подвергающиеся термической диссоциации, например А1203, SiO, Si02, фториды, различные полимеры и т. д.
Подложки (покрываемые материалы)
Листовая продукция (полоса) и фасонные изделия из металла (в первую очередь из стали), стекла, бумаги, ткани, пластмассы и керамика (подложки с высоким собственным давлением паров подвергаются предварительной обработке).
Оптика: зеркала и светофильтры.
Электроника: конструктивные элементы контактов, селеновые выпрямители, интегральные печатные схемы, изоляционные покрытия, проводящие покрытия в нагревателях, тонкие слои в блоках памяти, фольговые конденсаторы и т. д. Стекольная промышленность: стекло с теплоотражающими покрытиями. Упаковочная промышленность: напыление покрытий на фольгу с декоративными и упаковочными целями.
Ювелирная промышленность: декоративная отделка поверхности. Металлургия: нанесение покрытий на стальную полосу.
Наиболее производительным по скорости нанесения покрытия (толщине слоя за единицу времени) и по покрываемой площади является процесс непрерывного нанесения металлического покрытия на полосу, например осаждение алюминия из паровой фазы на стальную полосу. В последнее десятилетие этот процесс находит промышленное применение. Разработка крупнопромышленных процессов напыления алюминия на стальную полосу была ускорена все более широкой заменой белой жести другими упаковочными материалами, не содержащими олова; сравнительной простотой осаждения из газовой фазы таких металлов, как алюминий и титан, которые при гальванических способах нанесения или при погружении в расплав образуют слой толщиной 0,5—15 мкм, не пригодный для использования в качестве защитного; значительно меньшим загрязнением окружающей среды при способах нанесения покрытий из паровой фазы, чем при электролитических процессах (при которых требуются большие затраты на обработку сточных вод, образующихся в значительных количествах); возможностью достижения высокой скорости осаждения, например 50 мкм/с, на установках небольшой рабочей длины; разработкой высокопроизводительных и надежных в эксплуатации электронных пушек (генераторов электронного луча) для испарения трудно испаряющихся металлов.
С начала 60-х гг. в , СССР, США, Западной Европе и Японии ведутся проектно-конструкторские работы по напылению алюминия на стальную полосу; был пущен в эксплуатацию ряд лабораторных » опытных установок.
С 1971 г. стальная полоса с алюминиевым покрытием, нанесенным из паровой фазы, изготовляется в в промышленных масштабах и применяется в металлоперерабатывающей промышленности как заменитель белой жести .
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Технология анодирования металла, способы покрытия
Анодирование: специфика и назначение технологии. Характеристика оборудования для выполнения анодирования. Виды выполнения работ: холодный, теплый и твердый методы. Преимущества анодированного металла. Особенности обработки различных металлов.

Анодирование металла – это электрохимический процесс создания защитной оксидной пленки, которая защищает поверхность металла от воздействия окружающей среды. Отсюда и другое название, которое лучше всего отражает суть – анодное оксидирование. Технологию покрытия используют для обработки не только стали, но и большинства цветных металлов. Исключениями являются железо и медь. Данные элементы характеризуются образованием сразу двух оксидных соединений – это негативно сказывается на целостности пленки и ее адгезии к базовой поверхности.
За период развития анодирования было разработано несколько способов осуществления работ. Все они будут подробно рассмотрены в данной статье.
Специфика и назначение процесса
По своей сути процесс анодирования напоминает гальваническую обработку стали. Основное отличие состоит в том, что при гальваническом способе в качестве защитного покрытия выступают составы на основе цинка или хрома. При анодировании стали не используются вспомогательные составы, а защитная пленка образуется непосредственно из материала обрабатываемой поверхности.

Оксидная пленка естественного происхождения, которая образуется в процессе эксплуатации деталей, не отличается толщиной и стойкостью покрытия. При анодировании процесс образования слоя поддается регулировке. В результате окисленный участок не разрушается, а становится прочнее.
К технологическому процессу имеются свои требования: обрабатываемый металл должен иметь только один оксид и обладать высокой адгезией к поверхности. Вместе с тем защитный слой должен иметь пористую структуру для беспрепятственного контакта рабочей смеси с чистым металлом, ускоряя процесс образования пленки. Несмотря на то что вышеописанным требованиям соответствует большинство металлов, лучше всего анодированию поддаются алюминий, тантал, сталь и титан.
Существует два типа оксидных пленок, которые отличаются строением и назначением:
- Пористая. Ее свойства были описаны выше. Такой слой получают при оксидировании в среде кислых электролитов. Данная структура является отличной основой для нанесения лакокрасочных материалов.
- Барьерная. Является самостоятельным защитным покрытием, препятствуя контакту стали с внешними негативными факторами. Получают в нейтральных растворах.

Анодированные поверхности используют не только в качестве защитного слоя. Современные дизайнеры активно используют оксидированный алюминий в качестве отделочного элемента интерьера. Существует возможность изменения оттенка защитного слоя: от жемчужного до золотистого в зависимости от применяемых материалов и уровня напряжения.
Применяемые устройства и оборудование
В промышленных масштабах для анодирования стали применяют раствор серной кислоты, который обеспечивает высокую скорость процесса и наибольшую глубину проникновения. Современные установки представляют собой полностью автоматические линии с минимальным количеством персонала, роль которого сводится к контролю над рабочим процессом.
Все оборудование можно разделить на три вида:
- Основное. К нему относят ванну и катод. Емкость должна быть изготовлена из инертного материала, обладающего высокими теплоизоляционными свойствами – в этом случае электролит не будет слишком быстро нагреваться и прослужит намного дольше. Материал катода зависит от типа обрабатываемого металла. Например, для анодирования алюминия используют свинцовый лист, размер которого должен быть вдвое больше габаритов заготовки.
- Обслуживающее. Сюда относят узлы, которые отвечают за обеспечение работоспособности установки: приводные механизмы и устройства для передачи тока.
- Вспомогательное. Речь идет об оборудовании, на котором осуществляются работы по подготовке заготовок к анодированию. Сюда же относят механизмы для перемещения деталей и их складирования.
В процессе выбора подходящей установки необходимо принимать во внимание следующие особенности:
- Наиболее трудоемкими операциями являются погружение и выгрузка заготовки. Обращайте внимание на надежность и энергопотребление данных узлов.
- Производительность зависит от мощности энергетической установки. Как показывает практика, оптимальная мощность выпрямителя – 2,5 кВт. Наличие бесступенчатой регулировки уровня напряжения будет дополнительным преимуществом, облегчающим процесс анодирования стали.
Бесступенчатая регулировка будет после формирования защитного слоя средней толщины, когда для сохранения уровня тока будет необходимо плавно увеличивать напряжение.
- По кольцам емкости должны быть уставлены контактные площадки из гибкого материала. Лучше всего с этой задачей справятся элементы из меди.
Способы анодирования
Метод образования оксидной пленки зависит от типа базовой поверхности и выбранной технологии. Примечательно, что в условиях домашнего анодирования рабочий цикл практически не отличается от промышленных условий. Разница состоит в том, что при работе с элементами сложной конструкции используют хромовую кислоту, а не серную.
Существует несколько видов анодирования стали. Наиболее любопытным является цветное анодирование, которое изменяет исходный цвет детали.
Возможны варианты изменения оттенка даже без погружения в раствор электролита. Известны 4 вида цветного оксидирования:
- Адсорбционное.
- Электролитическое, или черное.
- Интерференционное.
- Интегральное.

Рассмотрим основные методы выполнения работ.
Теплый метод
Данная технология считается самой простой. Она применяется в качестве подготовительных работ перед покраской. Пористая структура обеспечивает высокую адгезию, благодаря чему краска надежно держится на поверхности. Процесс протекает при температуре не выше 50 °C, что и дало название методу.
Недостатками покрытия являются низкая прочность и устойчивость к коррозии. При нарушении технологии слой можно стереть, проведя по нему рукой. По этой причине теплое анодирование применяется в качестве промежуточной стадии перед дальнейшей обработкой.
Благодаря своей простоте метод можно применять в домашних условиях без потери качества результата.
Холодный метод
Холодное анодирование характеризуется скоростью образования окисной пленки: она гораздо выше, чем скорость растворения металла с внешней стороны. Отличается высоким качеством защитного слоя. Имеются четкие требования к температуре электролита – она не должна превышать 5 °C. Кроме того, раствор теплее в центре ванной, поэтому необходимо обеспечить его непрерывную циркуляцию.
Единственный недостаток – невозможно использовать краски органического происхождения.
Технология твердого анодирования
Твердое анодирование – лучший способ получить сверхпрочное покрытие на поверхности стали. Метод активно применяется для защиты элементов авиационной и космической промышленности. Особенность – использование одновременно нескольких электролитов в определенном соотношении, при котором их свойства будут усиливаться.
Подавляющее большинство составов, а также методика их применения защищены патентами.
Главные плюсы анодированного металла
Анодированная сталь выгодно отличается от незащищенных изделий следующими качествами:
- Стойкость к коррозии. Барьерная пленка препятствует контакту металла с влагой, а также химически активными соединениями.
- Высокая прочность. Защитный слой обладает высокой устойчивостью к механическим повреждениям.
- Диэлектрические свойства. Оксидная пленка практически не проводит ток.
- Экологичность. Обработанная посуда приобретает устойчивость к интенсивным перепадам температур. В процессе приготовления пища не подгорает.
- Декоративные свойства. Некоторые металлы подвергают обработке для изменения визуальных качеств. В основном, для этих целей используют алюминий как обладающий хорошим соединением с кислородом. Добавление определенных солей в раствор электролита позволит поменять исходный цвет, придавая окрашенным изделиям ровные и глубокие оттенки.
Оксидирование также позволяет скрыть незначительные дефекты поверхности, такие как царапины или потертости.
В отличие от обычной нержавеющая сталь плохо поддается обработке как условно инертный металл. Для решения этой проблемы нержавейку покрывают никелем, а только затем проводят оксидирование. Ученые активно занимаются разработкой специальных паст, которые будут уменьшать инертные свойства наружного слоя нержавеющей стали.
Процесс обработки различных типов металла
Анодирование стали проводится с учетом свойств и характеристик металла. Для прочих соединений эти условия могут быть неприемлемыми. Рассмотрим особенности обработки отдельных металлов и сплавов на их основе.
Анодирование меди и ее сплавов
Этот металл очень плохо поддается оксидированию. Оптимальным считается электрохимический способ, в результате которого происходит изменение цвета. В качестве рабочей смеси используют фосфатные или оксалатные растворы.
Процесс отличается высокими технологическими требованиями, поэтому на практике встречается крайне редко.
Анодирование титана
Процедура считается обязательной, поскольку оксидная пленка не только увеличивает прочность заготовки, защищая от механических повреждений, но и меняет цвет в широком спектре в зависимости от уровня напряжения на протяжении рабочего цикла.
Для обработки титана подходит практически любая кислота.
Анодирование серебра
Для анодного оксидирования серебра специалисты рекомендуют применять серную печень – она способна придать синий или фиолетовый оттенки без изменения свойств серебряной поверхности.
Продолжительность рабочего цикла составляет 30 минут. После получения заданного цвета изделие достают из емкости и промывают сначала теплой, а затем холодной водой.
Анодирование алюминия
Анодирование алюминия получило наибольшее распространение. Разработано множество способов нанесения оксидной пленки, включая цветное покрытие. Особой популярностью пользуется декоративное назначение оксидирования.
Технология покрытия не отличается высокой сложностью. При большом желании оксидирование алюминия можно проводить в домашних условиях – это не потребует больших затрат.
Анодирование – универсальная технология, которая может использоваться в качестве как подготовительных работ перед покраской, так и самостоятельной защиты металлической поверхности. Кроме того, обработанным элементам можно придать дополнительные визуальные эффекты.
А вы пробовали выполнять анодное оксидирование в домашних условиях? Получилось добиться нужного качества? Поделитесь вашим опытом в блоке комментариев.
Читайте также: