Как правильно залудить стальное жало паяльника
Обновлено: 29.04.2024
Как облудить необгораемое жало у паяльника

Необгораемые жала паяльников требуют деликатного отношения. Их ни в коем случае нельзя зачищать напильниками или наждачной бумагой, поскольку защитный слой достаточно тонкий, и его повреждение приведет к скорейшему выгоранию и износу жала. Такие жала можно лишь периодически вытирать о специальную губку (продается вместе с другими паяльными принадлежностями), или о мокрый кусок ткани.
Вместо специальной губки вполне подойдет губка для мытья посуды. Естественно, что губка должна быть смочена водой. Можно смочить губку глицерином (продается в аптеках), тогда губка не будет сохнуть, оставаться всегда влажной и готовой к работе.
Для очистки необгораемого жала среди прочих паяльных принадлежностей выпускаются специальные очистители жала. Это такая сетка, не сказать бы мочалка, из латунной стружки в форме клубка, в который периодически следует погружать жало. При этом лишний припой и окислы остаются внутри клубка.
Для очистки сетки ее достаточно просто постучать по столу, и все содержимое вываливается наружу. Цена сетки всего рублей пятьдесят, - не так уж и дорого, чтобы купить несколько штук про запас.
В процессе пайки не следует «выкорчевывать» жалом выводы деталей, шаркать по плате или стучать о баночку с припоем и канифолью. Все это может привести к повреждению необгораемого покрытия.
Необгораемый слой жала паяльника очень быстро окисляется. Причем, чем выше температура, тем окисел образуется интенсивнее. Поэтому, не надо перегревать паяльник свыше 300 градусов. При пайке припоями типа ПОС оптимальной считается температура 250…300 градусов: и жало не обгорает и паять приятно, даже комфортно. Про бессвинцовую пайку здесь говорить не будем, поскольку в любительских условиях такие припои не используются. Это технологии массового производства, а для ремонта вполне подходят обычные стандартные припои.
Приблизительно оценить, не перегрет ли паяльник, позволяет дым, идущий от канифоли. При нормальной температуре от кусочка канифоли поднимается слабенькая струйка дыма. Если же температура паяльника слишком высока, прикосновение к канифоли напоминает извержение вулкана: канифоль брызжет в разные стороны горячими каплями, дым поднимается не тонкой струйкой, а большим облаком, разлетающимся вместе с каплями. Облуженное жало становится черным, и дальнейшая пайка становится невозможной.
Степень нагрева жала можно также оценить по результату пайки. При нормальной температуре нагрева, когда паяльник успевает расплавить припой и разогреть место пайки сама пайка получается блестящей с четкими внешними границами. Такую пайку принято называть контурной.
Если же паяльник не нагрет до нужной температуры, то пайка получается матовой, ноздрястой. Механическая прочность такой пайки очень низкая, детали после такой пайки можно вытащить из схемы голыми руками, особенно если конструкция выполнена навесным монтажом.
Перегретый паяльник нагревает припой до такой степени, что не может быть и речи о том, что припой растекается по плате соединяя детали и дорожки. Тут сразу видно – пайка получается никакая, точнее сказать никакой пайки не получается вовсе.
Так, когда же начнем лудить жало паяльника?
Итак, будем считать, что паяльник не перегрелся, что же делать дальше? А дальше все достаточно просто. Надо взять небольшой лоскуток хлопчатобумажной ткани, идеально подойдет кусочек старого махрового полотенца, смочить его водой и отжать. Отжать до такой степени, чтобы вода не капала, но тряпка была бы сырой.
В баночку с расплавленной канифолью, так всегда остается после пайки, положить кусок припоя в виде большой капли. Теперь действовать надо быстро и аккуратно.
Жалом разогретого паяльника надо пошаркать о кусочек мокрой ткани. Делается это для того, чтобы снять окислы со всех сторон. Пока жало не успело окислиться по новой, макаем его в канифоль, стараясь попасть под каплю припоя. Это окончательно снимает окислы, припой начинает плавиться и тонуть в канифоли. Часть припоя оседает на жале, и можно считать, что жало облужено и готово к работе.
После этой процедуры жало надо протереть той же самой тряпочкой, что и вначале. Самое главное в дальнейшем не допускать перегрева паяльника свыше 300 градусов. В противном случае жало окисляется, и все труды оказываются напрасными.

Как восстановить необгораемое жало пояльника на видео:
Как избежать перегрева паяльника
Любой паяльник без регулятора температуры может разогреться до 400 градусов и выше. Вот когда канифоль начинает шипеть и брызгать как вулкан. Как же избежать перегрева?
Самый простой способ изменять температуру нагрева с помощью регулятора мощности. Здесь вполне подойдет, так называемый, диммер – бытовой регулятор освещения, который ставится на место обычного выключателя.
Если не полениться, то тиристорный регулятор мощности можно собрать самостоятельно, например, на микросхеме Кр1182ПМ2, которая допускает регулировку мощности до 150Вт. При этом даже не потребуется никакого радиатора для охлаждения микросхемы.
Подробнее про специализированную микросхему Кр1182ПМ1 читайте в статье "Простой регулятор мощности для плавного включения ламп".
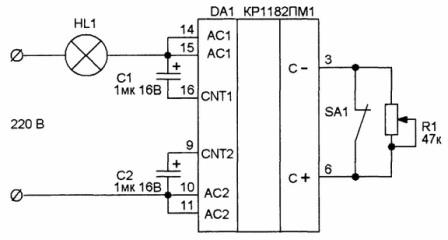
Рисунок 1. Регулятор мощности на микросхеме Кр1182ПМ2
Мощность в нагрузке регулируется потенциометром R1. При замыкании тумблера SA1 нагрузка отключается. Если параллельно тумблеру установить электролитический конденсатор емкостью 47…500мкФ включение нагрузки будет происходить плавно. Для паяльника это, конечно, не требуется, а при управлении лампами накаливания срок службы последних увеличивается.
Можно обойтись и более простым регулятором, собранным по схеме, показанной на рисунке 2.
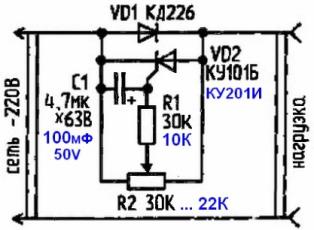
Рисунок 2. Простой регулятор мощности
Положительный полупериод сетевого напряжения проходит через диод VD1 без изменений. Регулируется только отрицательный полупериод, проходящий через тиристор VD2. Такой регулировки вполне достаточно, ведь разогревать паяльник на мощность менее, чем вполовину от номинальной совсем и не нужно.
Подобные регуляторы мощности позволяют регулировать температуру нагрева, пока паяльник просто лежит на подставке. В процессе пайки тепло от жала расходуется на разогрев и плавление припоя, а также на нагрев места пайки. Естественно, что жало будет остывать, причем тем быстрее, чем меньше само жало и чем больше припаиваемые детали.
Некоторые паяльники содержат регуляторы мощности встроенные в ручку, и все же лучших результатов позволяют добиться регуляторы температуры, применяемые в паяльных станциях. Уж, если выставлена температура 250 градусов, так она и будет держаться.
Как залудить жало паяльника
Во время работы и хранения на жале паяльника образуется оксидный слой. Он мешает высококачественной пайке. Для удаления этого слоя и предотвращения его повторного образования, выполняют операцию лужения, или покрытия медной поверхности защитным слоем оловянного сплава. Существует много различных способов лужения. Перед операцией жало необходимо тщательно зачистить.

Как залудить жало паяльника
Основные сведения о процессе лужения
Лужение разделяют на первоначальное, проводимое на новом или длительное время хранившемся паяльнике, и рабочее, выполняемое непосредственно перед пайкой.
Как залудить жало паяльника? Сначала выполняется механическая очистка жала от окалины, оксидной пленки, шлаков и других загрязнений, далее на подготовленную поверхность наносится тонкий слой расплавленного припоя, чаще всего на оловянной основе.
Для механической очистки применяются:
- абразивный камень;
- наждачка;
- другой паяльник.

Чистка паяльника с необгораемым жалом
Для малоопытных паяльщиков мастера рекомендуют начинать с напильника. По мере укрепления навыков паяльщик подбирает наиболее удобные для себя способы зачистки.
Подготовка и обслуживание
Чем интенсивнее идет работа, тем скорее жало паяльника выгорает и обрастает чешуйками окалины.
Во время продолжительного нагрева до высоких температур медь, из которой сделан наконечник, частично переходит в расплав олова, а частично истирается о паяемые поверхности и контакты. Происходит физическая и химическая эрозия вещества. Кроме того, под действием тепла происходит окислительная реакция меди с кислородом воздуха. На моделях, позволяющих регулировать температуру, рекомендуется снижать ее при случающихся перерывах в пайке, или просто выключать на это время паяльник.
Последовательность операций по удалению окалины:
- Аккуратно вытащить жало.
- Зачистить слой окалины мелкозернистой абразивной бумагой.
- Нанести на жало графитовый защитный слой, натерев его грифелем простого карандаша, Это замедлит повторное появление слоя окалины.
- Легко постукивая по корпусу электронагревателя и поворачивая его, удалить окалину из углубления для медного стержня.
- Вставить жало обратно в крепление.
Для обеспечения электробезопасности следует каждый раз перед началом работы осматривать изоляцию сетевого кабеля на предмет отсутствия механических повреждений и оплавлений.
Время от времени полезно также измерить величину сопротивления изоляции. Замер проводится между контактами вилки и жалом. Значение должно превышать 10 мом.
Особенности жала
Жало представляет собой главный (и единственный) рабочий орган прибора. Он нагревается от электронагревателя и нагревает припой, канифоль( или другой флюс) и спаиваемые детали. В ходе работы на нем образуется невидимая глазу оксидная пленка, снижающая смачиваемость материала. Визуально это выглядит так: олово или канифоль не растекается равномерно по всей по площади, а собирается в каплю и стекает вниз.
Размер и геометрию рабочего органа выбирают так, чтобы они соответствовали выполняемым операциям. Так, при спаивании деталей больших размеров и толщины выбирают мощный паяльник с толстым жалом. Для монтажа ножек микросхем, наоборот требуется прибор особо малой мощности, с тонким жалом и хорошим заземлением, чтобы не повредить чувствительные компоненты статически зарядом или перегревом.

Универсальный паяльник затачивают лопаткой. Тонкие детали паяют узкой боковой стороной, а более массивные — плоскостью лопатки.
Залуживаем жало паяльника
Перед каждой пайкой необходимо заново залудить паяльник. Прибор надо включить и дождаться его полного прогрева. При этом медь рабочего органа приобретет красно-оранжевый оттенок. Перегревать тоже не надо, во избежание обгорания. Прогретый паяльник следует прижать к кусочку канифоли. Канифоль начнет плавиться и выделять сильно пахнущий дым. Расплавом следует равномерно покрыть жало. Потом нужно расплавить маленький кусок олова и дать ему растечься по поверхности ровным слоем.
Как залудить паяльник с медным жалом
Лужение паяльника – работа несложная и обычно не вызывает затруднений. Если поверхность стержня хорошо подготовлена и зачищена- то и оловянно-свинцовый, и серебряный припои хорошо ложатся на нее.

Паяльник с медным жалом
Зачищать поверхность стержня необходимо до состояния новой детали. Сначала надо работать крупной шкуркой, выровнять поверхность и придать ей требуемую форму. Если есть техническая возможность, неплохо подвергнуть поверхность полировке — так она будет медленнее окисляться.
Есть еще один прием – оковка. Для этого жало следует вытащить из нагревателя и, подобно кузнецу, уларами молотка отковать на наковальне (или массивных тисках). Уплотненная таким образом поверхность будет также окисляться гораздо медленнее.
После механической обработки настала пора собственно залудить жало. Опытные пайщики рекомендуют различные способы:
- Поместить канифольную банку несколько кусков припоя. Нагреть паяльник и окунуть туда зачищенный наконечник. Канифольный расплав канифоли выступит в качестве флюсовой присадки и не даст металлу покрыться оксидным слоем. Вместо этого он будет покрыт слоем олова. Далее нужно взять квадратик грубого натурального сукна и протереть свежезалуженный кончик. При этом олово разотрется по поверхности и прекрасно к ней прилипнет. Минус метода — много дыма и резкий запах.
- Следующий способ залудить кончик дает меньше дыма, но потребует больше труда. Кусок грубого натурального сукна нужно разложить на гладкой дощечке, не него насыпать дробленую канифоль или положить целый кусок. Зачищенный кончик макнуть в канифоль, натереть поверхность прутком припоя. Эту операцию придется повторить неоднократно, после чего натереть рабочую поверхность о наканифоленное сукно.
Паяльник с медным жалом требуется залудить каждый раз перед пайкой и обязательно — после хранения в бездействии.
Как залудить жало паяльника во время работы
Если тщательно зачистить и залудить жало, то через полчаса работы, а то и раньше, на него снова перестанет набираться олово. Медь потихоньку стала пригорать, на ней скапливаются шлаковые остатки. Нет смысла давить на паяльник сильнее, прервитесь для лужения. Существует ряд приемов, как залудить кончик.
Используя деревянный брусок
Шершавый деревянный брусок (еловый или сосновый, в них присутствует природная смола, близкая по составу к канифоли). На брусок следует налить небольшое количество флюсового состава и положить небольшой кусочек припоя. если вы заметили окалину, вы можете, практически не прерываясь, снова зачистить и залудить наконечник.
В металлической губке
Этот способ быстро залудить кончик потребует некоторой подготовки. В металлический стаканчик поместите хозяйственную проволочную губку для мытья посуды. Нижнюю часть губки следует промазать густым флюсом, таким, как паяльное сало. При небольшом погружении кончика в губку его можно очистить от шлаков и окалины. А если подцепить каплю олова и погрузить в губку поглубже- то получится и залудить.

Лужение жала металлической губкой
Этим методом можно очистить и залудить и классический медный наконечник, и современные — изготовленные из никеля или керамики.
В канифоли
Этот традиционный способ залудить потребует известной ловкости и быстроты движений. Медь окисляется очень быстро, и можно не успеть донести наконечник от места механической очистки до емкости с флюсом. Поэтому чистят прямо под флюсом, подложив под жало напильник. Кончиком надо тереть по напильнику до плавления флюса, после этого можно залудить, поднеся оловянный пруток.
Залудить классическим способом
Еще один традиционный способ залудить связан с применением тугоплавкого припоя. Тугоплавкость припоя позволяет ему медленнее испаряться с поверхности залуженного паяльника и будет дольше сохраняться на меди. Для него потребуется:
- напильник с частой насечкой;
- шероховатая доска из дерева хвойных пород;
- канифоль;
- кусочек тугоплавкого припоя.
Последовательность действий следующая:
- положить припой на дощечку;
- зачистить одну сторону;
- глубоко окунуть в канифоль;
- быстро зачистить о дощечку, проводя по припою;
- повторить для второй стороны.
Далее следует залудить круглую поверхность между гранями.
Как залудить жало современного паяльника
Согласно декларациям производителей, наконечники из керамики или никеля не нуждаются в лужении. В реальной жизни они также подвержены образованию нагара и окалины. Облудить такой паяльник обычным способом не выйдет. Понадобится:
- хлопчатобумажная ветошь;
- баночка с канифолью;
- пруток припоя.

Паяльник с керамическим жалом
Следует протереть наконечник о ветошь и сразу погрузить его в канифоль. Вдоль наконечника нужно погрузить в кипящую канифоль пруток припоя. Он расплавится и пристанет к рабочим поверхностям.
Способы проведения лужения
Существует несколько способов зачистить рабочие поверхности перед лужением:
- С применением абразивных материалов. Надфиль, напильник, точильный брусок, шкурка.
- При помощи ковки. Рекомендуется снять жало перед его обработкой.
- С использованием еще одного паяльника. Наконечники трут друг о друга.
После зачистки следует немедленно, не дожидаясь восстановления оксидного слоя, погрузить наконечник в емкость с канифолью. Туда же погружают пруток припоя, расплавляя его и давая растечься по поверхности стержня. Эту операцию следует повторить несколько раз, чтобы убедиться в полном покрытии припоем рабочих поверхностей.
Далее следует натереть наконечник о сосновую или еловую дощечку, чтобы обеспечить равномерное распределение припоя.

Необходимо тщательно осмотреть наконечник. Если остались участки, не покрытые припоем, операцию следует повторить до получения росного сплошного слоя.
Залудить раз и навсегда не получится. Лужение требуется периодически повторять.
Как залудить необгораемое жало
Традиционное жало, выполненное из красной меди, имеет склонность к постоянному выгоранию и образованию окалины. Достаточно часто требуется зачистить и залудить его. С другой стороны, работа по распайке высокочувствительных к перегреву микросхем и других электронных компонентов требует минимального присутствия припоя на рабочем органе. Даже того минимального тепла, которое запасается к капле припоя, может оказаться достаточно, что бы повредить их.
Для монтажа таких термочувствительных деталей применяются необгораемые наконечники, с нанесенным тонким никелевым слоем. Это покрытие легко оцарапать, и традиционная для медных наконечников зачистка напильником или шкуркой быстро выведет его из строя. Не следует также удалять излишки припоя постукиванием о подставку.
Такие рабочие органы можно залудить следующим способом:
- приготовить кусок хлопковой ткани, канифоль и припой;
- смочить ее холодной водой, слегка отжать;
- в банку с канифолью поместить кусок припоя;
- сильно натереть прогретый паяльник о ткань, добиваясь стирания оксидного слоя;
- быстро окунуть наконечник в канифоль и расплавить в ней олово, давая ему равномерно растечься;
- натереть о хлопковую ткань.
Производители рекомендуют использовать специальные губки из целлюлозы. Их смачивают водой или глицерином и периодически протирать об нее наконечник, чтобы снять окислы и лишнее олово.
Допустимо применять для этого проволочную губку из медных сплавов. Стальная проволока не подойдет — она повредит и сдерет никелевое покрытие слой.
Для необгораемых паяльников особо важно соблюдение температурного режима — при его превышении наконечник может выйти из строя. Нужно внимательно следить за температурой, при перерывах в пайке снижать мощность, если прибор оснащен регулятором. Если регулятора нет, паяльник во время перерыва следует выключать. В продвинутых моделях существует функция автоматической регулировки мощности. Она использует информацию от датчика температуры и снижает мощность, если устройству грозит перегрев. Кроме перегрева, для необгораемых наконечников также вредно долго находиться без припоя.
Необгораемые наконечники обладают еще одним преимуществом — их можно легко снять и заменить. Доступны целые наборы сменных рабочих органов, предназначенные для разных видов пайки.
Как залудить паяльник быстро и правильно

Необходимость залудить паяльник возникает, когда расплавленная капля припоя перестает растекаться по разогретой поверхности, прилипать к ней, нет возможности подать к месту пайки достаточную порцию, что мешает качественной работе. Наконечник, получая тепло от нагревателя, окисляется на воздухе. Кроме снижения адгезии припоя к меди, слой термоизолирующего нагара ухудшает распределение тепла. Есть ряд способов, как залудить паяльник в целях периодического обслуживания рабочего инструмента, также такая процедура обязательна для нового жала и окислившегося за время хранения.

Как правильно залудить медное жало у паяльника
Инструменты с нихромовыми нагревательными элементами имеют медный круглый стержень, которому придается удобная для паяния форма. Механическая обработка прута выполняется напильником с последующей доводкой на наждачной бумаге или надфилем с мелкой насечкой. Затем полезно слегка отбить жало холодным способом на наковальне. Это уплотнит верхний слой меди, повысит механическую прочность и уменьшит скорость растворения материала расплавленным припоем. Не лишним будет заполировать для уменьшения скорости окисления. Все работы выполняются на извлеченном из гнезда наконечнике, включая ту часть, которая прячется внутри нагревательного элемента.
Облудить жало паяльника – это значит покрыть рабочую зону стержня тонким слоем сплава. Кипящий флюс растворяет слой окисла на медном сердечнике, и расплав покрывает поверхность.
Так как залудить паяльник с медным жалом несложно, можно это сделать самостоятельно следующим образом:
- Вставить очищенный стержень в паяльник, включить питание.
- Когда он разогреется до температуры плавления канифоли, жало полностью окунуть в канифоль.
- Прутком припоя натереть рабочую поверхность, покрытую слоем расплавленного флюса, который нужно периодически обновлять.
- Процесс закончен, когда образуется равномерный тонкий слой полуды. Излишек нужно удалить мокрой хлопчатобумажной тряпочкой.

Лудить стержень нужно составом с высокой температурой плавления, отраженной в таблице.
| Марка | Состав, % | Температура плавления, ˚С |
| ПОС-61 | Олово 59-61 Свинец 39-41 | 190 |
| ПОС-40 | Олово 39-41 Свинец 59-61 | 238 |
| ПОСК-50/18 | Олово 50 Свинец 32 Кадмий 18 | 145 |
| ПОСу-95/5 | Олово 95 Сурьма 5 | 240 |
ПОС-40 или ПОСу-95/5 образуют качественное покрытие, которое необходимо обновлять по мере выгорания.
Как залудить жало современного паяльника?
Производители сердечников заявляют, что их изделия лудить не обязательно. Это частично справедливо для тех стержней, которыми работают методом подачи припоя проволокой или пастой в рабочую зону. Жало прогревает соединение с нанесенным на него флюсом, отплавляет от проволоки капельку сплава, которая, растекаясь по горячему, образует прочное соединение.

- Рабочая поверхность обезжиривается.
- Включается питание.
- Нагревшийся сердечник очищается мокрой тряпкой и сразу втыкается в канифоль.
- Добавленный в банку кусочек припоя растирается, не вынимая стержня из флюса.
- Через короткое время кончик покроется ровным слоем олова.
Чаще всего для жала используется коническая форма. Достаточно лудить 3-5 мм острия конуса.
Особенности лужения современного жала паяльника
Сейчас стержни делаются из меди, покрытой тонким слоем никеля, защищающим от обгорания или керамики. Не допускается механической обработки, его нельзя даже царапать. Для удаления излишков ПОС или продуктов выгорания флюса можно протирать его куском мокрой не синтетической ткани, если нет специальной губки или очистителя из латунной стружки.
- очистить поверхность стержня от нагара, потерев его о стружку;
- ухватив каплю ПОС на кончик горячего наконечника и утопив его во флюсе, получим очистку и лужение одновременно.

Процедура подходит для тонких медных, с никелевым покрытием и керамических сердечников. Проводится, когда окись начинает мешать работе.
Как залудить необгораемое жало?
Наконечник легко лудится, если его горячим тщательно протереть влажной тряпочкой без синтетики и моментально опустить во флюс. Затем палочкой сплава натирать рабочую поверхность до полуды, протереть стержень тряпкой и приступать к работе.
Как залудить жало паяльника деревянным бруском?
- Брус расположить так, чтобы волокна древесины были сориентированы перпендикулярно движению при натирании.
- Включается питание, на дощечку выкладываются маленькие кусочки канифоли и ПОС.
- Нагревшийся стержень ставится в кусок канифоли, которая образует расплавившуюся лужицу.
- Наконечник накрывает олово. После расплавления начинается движение наконечника поперек волокон, не покидая пределов канифоли.
Слой окисла растворяется горячей канифолью, сплав втирается в поверхность.
Как залудить жало в канифоли?
Слабо окисленная поверхность легко залудится в банке с канифолью с положенным туда кусочком ПОС. Протертым наконечником растопить сплав в емкости с канифолью. Такая работа сопровождается выделением большого количества смолистого дыма и должна выполняться на свежем воздухе или в хорошо проветриваемом помещении.
Долговечность покрытия или полуды жала определяется температурным режимом. Вредно работать паяльником на максимальной мощности без необходимости. Там, где нельзя штатно изменять температуру нагрева, используйте приспособленные регуляторы мощности, самодельные ограничители напряжения в паузах паяния.
Когда припой не липнет, чернеет жало паяльника, вопрос о том, что делать, начинающие радиолюбители чаще всего адресуют специалистам ремонтных мастерских. На самом деле эта проблема если и не рядовая, то уж точно весьма распространенная. Узнать, почему припой не прилипает к паяльнику, не держится на проводе, поможет более полное рассмотрение всех возможных причин возникновения такого дефекта.
Возможные причины
Соединение металлов методом пайки в некоторых случаях заменяет точечную сварку, помогает обеспечить прочное крепление деталей между собой. Но далеко не всегда процесс идет гладко. Когда припой не прилипает к паяльнику, причину проблем почти всегда стоит искать не в материале, с которым ведется работа, а в нарушении технологии работ. Плохой уход за прибором приводит к тому, что жало чернеет, покрывается продуктами окисления и не плавит олово.



Кроме того, могут быть нарушены условия проведения работ — на ветру, под открытым небом материал не припаивается куда чаще, чем в оборудованной домашней мастерской.
О том, какие причины приводят к тому, что олово не пристает к проводу, а на плате невозможно зафиксировать соединение, стоит поговорить более подробно. К примеру, если припой не держится на жале при контакте с ним, дело может быть в малой мощности паяльника или его недостаточном прогреве. Не берет жало олово и по более прозаическим причинам: при попадании загрязнения в зону контакта. Его источником может быть даже канифоль — стоит проверить все материалы, если вдруг к паяльнику неожиданно не липнет припой.
Среди других часто встречающихся и распространенных источников таких проблем можно выделить следующие.
- Сплав металла, плохо поддающийся пайке. Такие изделия приходится лудить перед нанесением припоя.
- Рабочая часть паяльника нагрета до слишком высокой температуры. Это не позволяет ей правильно разогревать олово.
- Некачественный припой. Тоже, вопреки распространенному мнению, встречается довольно часто.
- Отказ от использования флюса. В этом качестве выступают вещества, удаляющие следы окисления с поверхностей. На многих сплавах припой просто не будет держаться без флюса. Впрочем, при его использовании тоже можно просто взять недостаточно дополнительного компонента.
- Паяльник недостаточно мощный. Он просто не может разогреть металл до нужного состояния.
- Используются неподходящие или некачественные материалы.
- Металл не прогрет. При работе с электротехническими сталями повышенной твердости это вполне ожидаемо приводит к проблемам.
- Случайное прикипание к жалу полимерных материалов. Если работа производится в неподобающих условиях, это вполне может случиться.
- Образование на поверхности металла нагара или пленки, образующейся в результате окисления. Они препятствуют удержанию олова.
- Низкая концентрация флюса. При самостоятельном приготовлении состава такое случается достаточно часто.


Важно понимать, что если причина в жале паяльника, устранить проблему удается далеко не всегда.
У многих современных вариантов вместо меди здесь используется дополнительное покрытие. Необгораемое жало лучше заменить новым при плохом контакте — заточка и лужение приведут к сокращению срока его службы.


Что делать?
Большая часть проблем с удерживанием олова на жале паяльного инструмента или металлических деталях легко решается путем зачистки. С жала из меди вручную или химическим способом счищается образовавшийся налет. Для работы подходят практически любые абразивные материалы — от наждачной бумаги до напильников.
Нагар можно механически убрать, протерев жало бумагой, ватой, ненужной ветошью, поролоновой губкой. Чтобы жало лучше залудилось, а также для профилактики проблем с налипанием припоя, медный наконечник периодически избавляют от окислов. Можно использовать средство «Оксидал», в которое помещают нагретое жало.
По завершению чистки останется лишь протереть рабочую поверхность паяльника влажной поролоновой губкой.
В случае с наконечниками из необгораемых материалов механическая чистка противопоказана. Любые абразивы просто сотрут защитный слой покрытия, сократив срок его службы. Но есть другие способы восстановления. Среди них — погружение разогретого паяльника в латунную стружку — такая «ванна» должна повторяться несколько раз. Кроме того, для удаления окислов выпускаются специальные губки, как раз для необгораемых жал.
Неправильно выбранный температурный режим — перегрев или слишком слабый накал – тоже корректируется. Можно просто выполнять подключение паяльника через лабораторный трансформатор. Кроме того, увеличить или уменьшить нагрев наконечника можно, если использовать сменные наконечники разной длины. Достаточно поэкспериментировать, чтобы найти оптимальный вариант.
Припой не липнет к металлу
Если все действия выполнены, а припой не желает держаться на поверхности соединяемых металлических элементов, причиной может быть неверный выбор флюса и других расходных материалов. Если говорить о самой стали и ее сплавах, то лучше всего пайке поддаются самые мягкие из них. На поверхности такого металла есть неровности, кратеры, облегчающие удерживание расплавленного олова.
С электротехническими марками стали проблемы возникают чаще — они очень твердые и упругие, легкая пайка здесь в основном дело случая и везения.
Если припой не удается закрепить на поверхности металла, понадобится предварительная подготовка.
- Зачистка стальной поверхности. Она производится химическим и механическим способом, обеспечивает удаление окислов и других помех для прилипания оловянного припоя.
- Прогрев детали до температуры плавления олова (около 232 градусов). После этого на поверхность металла наносится флюс и припой. Некоторое время он остается в текучем состоянии. В качестве флюса используются кислоты — ортофосфорная или любая другая, применяемая в электротехническом деле.
Лужение металлических контактных участков перед пайкой позволяет решить проблему, если материал в принципе поддается такому соединению. Разогрев стали выполняется при помощи достаточно мощных инструментов. Паяльника будет недостаточно, а вот газовая горелка или строительный фен с задачей справится на 100%.
Рекомендации
Для профилактической обработки медного жала после работы можно использовать специальный активатор. В его составе нет галогенов и свинца, но присутствуют компоненты, защищающие поверхность, продлевающие срок службы инструмента, восстанавливающие контактную способность при смачивании припоем. На обработанном таким способом жале меньше скапливается нагар, реже появляются вредные окислы.
Если в припое искусственно завышено количество свинца, нарушена его правильная пропорция, липнуть к паяльнику он не будет. Если на жале нет нагара, стоит попробовать заменить припой.
По завершении работы нужно обязательно подготовить паяльник к дальнейшей эксплуатации. Жало обязательно очищается и залуживается перед отправкой на хранение. Это позволит в любой момент получить инструмент, готовый к работе.
О том, как залудить паяльник, смотрите далее.
Как правильно паять паяльником с канифолью и оловом?
В наше время, когда устройство многих бытовых приборов не предполагает какого-либо ремонта, кроме замены узлов, паяльник превращается в этакое экзотическое приспособление, хранящееся на самой дальней полке с инструментами. Но пока есть провода и клеммы, он вполне может пригодиться для того, чтобы продлить жизнь некоторой домашней электрической технике.

Для чего нужна канифоль?
Канифоль – вязкая или кристаллическая масса, изготовленная из сосновой смолы. В продаже можно встретить спиртовой раствор канифоли или пасту на ее основе.
Это вещество играет в пайке роль флюса. С помощью канифоли спаиваемые детали изолируются от воздуха, что препятствует образованию тонкой оксидной пленки на их поверхностях. Посредством канифоли залуживают жало паяльника, покрывая его тонким слоем припоя, то же самое проделывают и со спаиваемыми деталями перед их соединением. В результате детали значительно легче соединяются друг с другом, а соединение получается более однородным и прочным. Без этого под действием высокой температуры жало паяльника и провода окисляются в течение нескольких секунд.
И тогда пайку произвести будет невозможно – по всему столу будут кататься остывающие блестящие оловянные капли, а детали при этом остаются разъединенными.
Если все же удастся поймать и «прилепить» несколько капель припоя, прочного соединения без обработки канифолью не получится, так как остывающий сплав не соединится со всей поверхностью. Даже небольшое механическое воздействие может привести к обрыву именно в месте подобной пайки, а электропроводность такого провода или клеммы будет значительно отличаться от той, что обеспечивает правильная пайка залуженных деталей.
Выбираем инструмент и материалы
Чтобы пайка стала успешной, потребуется всего лишь электропаяльник, а из материалов – припой и канифоль.
В особых случаях может понадобиться также паяльная кислота или дополнительный набор специальных флюсов. Тогда с помощью паяльника и припоя вполне возможно соединить не только медные провода и латунные детали, но даже нержавеющую сталь. Но для начала лучше все же овладеть самой элементарной пайкой медных проводов и соединений с латунными деталями электроприборов. Для таких операций вполне достаточно иметь обыкновенный припой из олова и канифоль, не считая паяльника.


Для удобства работы можно подготовить негорючую подставку для паяльника, так как размещать раскаленный электроприбор на столе или верстаке и не слишком удобно, и пожароопасно. Кроме того, нужно проследить за расположением провода и розетки, чтобы случайно не зацепить провод рукой или одеждой.
Профессионалы знают, что универсального паяльника не существует, поэтому для каждого вида работ – спайка тонких проводов, пайка электросхем или плат, спайка массивных деталей – используют разные по мощности и диаметру жала паяльники.
Хорошо, если у прибора есть терморегулятор, позволяющий температуру прогрева установить заранее.
Более дешевые варианты электропаяльников такой опции не имеют, кроме того, разные модели могут существенно отличаться по своей мощности.
Если опыта работы с паяльником нет, то вполне подойдет инструмент средней мощности (до 40 Вт). С помощью такого прибора можно осуществлять спайку проводов, соединение проводов с клеммами. А вот спаять толстые металлические детали будет уже сложнее, так как потребуется дольше прогревать металл, а это чревато образованием упоминавшейся выше оксидной пленки.
В продаже можно встретить канифоль в разных формах. Особых преимуществ у какого-либо ее вида нет, но твердую канифоль легче хранить.


Припой выпускается в виде тонкой оловянно-свинцовой проволоки. Толщина может быть различной – от 2 до 6 мм. Состав припоя также различается. Обычно в маркировке указано процентное содержание свинца. По нему можно вычислить и содержание олова. Более прочным считается сплав, где свинца больше, но у него и выше температура плавления. Припой в брусках обычно содержит больше олова.
Существует так же припой в виде тонкой трубки, свернутой в рулон и заполненной канифолью или другим флюсом. В некоторых случаях использование такого припоя дает неплохой результат.
Технология пайки
Самая простая технология пайки для начинающих состоит из нескольких последовательно выполняемых операций.
- Подготовка паяльника.
- Подготовка спаиваемых поверхностей.
- Непосредственно пайка.
На первом этапе необходимо привести паяльник в рабочее состояние. Следует удобно расположить инструмент на подставке, а после этого включить его в электросеть, следя за расположением провода. Затем зачистить жало паяльника, так как простого его нагрева обычно недостаточно, иначе припой не будет к нему приставать, а пайка окажется невозможной.


Зачистку проводят мелким напильником или надфилем, в некоторых случаях – наждачной бумагой. По окончании зачистки жало протирают плотной тканью.
Для зачистки жала можно воспользоваться поверхностью сосновой доски или бруска, по которой необходимо поводить жалом паяльника. В результате оно очистится от нагара и окислов, а также покроется тончайшим слоем смолы.
Когда нагар и оксидная пленка будут удалены, жало паяльника необходимо залудить во избежание образования новой оксидной пленки. Для этого понадобится канифоль, а затем и припой.
Правильно паять паяльником с канифолью несложно, для этого разогретое и зачищенное жало паяльника нужно погрузить в канифоль. От соприкосновения с раскаленной медью канифоль начнет плавиться, жало покроется ее тонким слоем. В процессе работы (если паяльник достаточно прогрет) канифоль будет активно испаряться, наполняя воздух хвойным запахом. Дышать этими парами не следует, поэтому комната, в которой происходит пайка, должна быть хорошо проветриваться.
Обработанное канифолью жало паяльника уже можно использовать для работы. Если на спаиваемых поверхностях есть припой, вполне можно обойтись и им. Необходимо расплавить каплю припоя и присоединить отпавшую деталь. Иногда этого достаточно, чтобы восстановить соединение.
Пайка оловом требует несколько больших усилий, но и соединение обычно получается более прочным.
Чтобы пайка была по-настоящему качественной, необходимо залудить не только жало паяльника, но и соединяемые поверхности. Для этого их прогревают и наносят жалом паяльника тонкий слой канифоли, а уже после этого – припой.
При лужении проводов их прогревают и помещают на поверхность канифоли, которую надо постараться расплавить так, чтобы она распределилась по всей свободной от изоляции поверхности провода. Затем залуженным жалом расплавляют небольшое количество припоя и наносят его на провод, распределяя по всей поверхности. О качестве лужения можно судить по цвету провода. Если он стал серебристым, можно считать операцию успешной. То же проделывают с другим проводом или клеммой. Если поместить деталь на поверхность канифоли нет возможности, следует воспользоваться жалом паяльника.
При осуществлении пайки, как правило, не хватает «третьей руки». В одной нужно держать паяльник, в другой – провод, а вот деталь лучше закрепить в тисках или с помощью зажима.
Большое количество припоя совсем не означает, что соединение будет обязательно прочным. Лучше качественно подготовить поверхности и обойтись минимальным количеством олова.
Вся процедура пайки не должна превышать более 2 секунд, поэтому важно тщательно подготовиться к ней.


Для удержания мелких деталей необходимым инструментом станет пинцет.
Нельзя перегревать плату, иначе могут отслоиться контактные дорожки.
Некоторые радиодетали также следует подвергать минимальному нагреву.
О том, как правильно паять, смотрите далее.
Читайте также: