Как припаять сталь к латуни паяльником
Обновлено: 11.05.2024
Особенности пайки меди нужно знать всем, решившим организовать домашнюю мастерскую. Зная, чем и как спаять медь с нержавейкой в домашних условиях, легко избежать множества ошибок. Не менее важно выяснить, как паять медь паяльником с латунью и другими материалами.
Общая информация
Прежде чем приступать к пайке меди, необходимо внимательно изучить ее методику. Попытки сразу использовать паяльник или другое оборудование точно ни к чему хорошему не приведут. Ответственные специалисты обязательно изучают тематические ГОСТы:
- 17325-79 (базовые определения и термины);
- 17349-79 (ключевые способы и методы);
- 19249-73 (виды соединений, получаемых пайкой);
- 859-78 (основные марки меди);
- 19250-73 (типы паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).
Пайка меди проводится двумя ключевыми способами. При высокотемпературной методике производится нагрев до 900 градусов. Подобный подход дает очень хорошие результаты на трубах высокого давления. Разумеется, тут нельзя обойтись без специальных материалов — рядовой припой не справится с такой задачей. А в идеале под каждое конкретное задание должен подбираться свой тип припоя.
С инженерной точки зрения пайка представляет весьма сложный физико-химический процесс, при котором достигается неразборное соединение. Часть детали под воздействием нагретого вещества будет плавиться, при этом происходят такие частные процессы, как:
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.

То, насколько прочным окажется стык, зависит от появляющихся химических связей между соприкасающимися слоями, а также между отдельными частицами. Преимущества пайки таковы:
- возможность связывать произвольное сочетание металлов;
- возможность начинать работу независимо от того, до какой температуры сначала прогреты изделия;
- возможность связать металлические и неметаллические вещества;
- доступность соединений для последующей распайки;
- сравнительно точная выдержка геометрии и габаритов изделия;
- минимизация внутренних напряжений и риска коробления;
- механическая крепость;
- довольно высокая производительность (особенно при капиллярной пайке).


Медь паять легче, чем многие другие металлы. Ее поверхность очищается от грязи без всяких проблем. Реакция разогретой на воздухе меди с кислородом и другими контактными веществами практически отсутствует. Потому можно отказаться от различных флюсов сложного состава. Трубопроводы паяют в основном по «капиллярной» методике, что усложняет отбор труб по геометрическим показателям, однако позволяет добиваться исключительно высоких результатов.


Важные особенности имеет пайка медных шин. Нахлест в этом случае должен быть равен сечению обрабатываемых деталей как минимум. В идеале нужно делать на 50% больше, потому что приходится еще готовить отверстия под болты и стягивать изделия. Можно и ряд мелких крепежей в два ряда вкрутить — тогда прочность дополнительно возрастет. Лужение производится отдельно для каждой части, чтобы припой гарантированно затек в щель.


Инструменты и материалы
В промышленной практике используются разнообразные методы соединения деталей из меди. В домашних условиях можно воспользоваться обычным электрическим паяльником. Кроме него потребуются еще такие принадлежности и оборудование:
- флюс;
- твердый припой;
- щетка из металла;
- комплект кисточек;
- устройство для разрезания труб (ручного или автоматизированного типа);
- горелка на природном газе.
Мощность используемой техники определяется тем, насколько высока температура плавки расходников. Роль флюса состоит в том, чтобы предотвращать формирование оксидных пленок на соединяемых участках. Еще одна его функция — усиленное распределение припоя по будущему шву. В качестве припоя полезнее всего пользоваться оловом. Оно плавится при сравнительно низкой температуре, что делает работу удобнее. Иногда пользуются серебряным составом, но несмотря на свою привлекательность, он стоит дорого.
В чистом виде серебро не применяют, его перемешивают с оловом и/или с медью. Мягким припоем пользуются только в тех случаях, когда надо соединять водопроводные трубы. При этом действуют два важных ограничения: на диаметр канала — до 10 см, и на температуру прогрева частей — до 130 градусов. В разряд мягких припоев входят:
- свинцово-оловянные сплавы (это наилучший вариант);
- композиции с небольшим вхождением олова;
- композиции специального состава.
Твердые припои используют, чтобы получить максимально крепкий и стабильный шов. В эту группу входят медно-цинковый сплав, сочетание меди с фосфором и сама чистая медь. Для наибольшей стабильности соединения целесообразно применять многокомпонентные смеси. Если нужно паять медные проводящие жилы, то придется пользоваться графитовым электродом. В таком варианте можно вовсе отказаться от припоя и флюса.
В ряде случаев для пайки меди применяется бура. Она делится на 2 ключевых типа — А и Б. Что немаловажно, оба вещества химически недостаточно устойчивы. Хранить их больше 6 месяцев не рекомендуется. Для пайки бура типа Б подходит несколько лучше.
В промышленных условиях и даже в некоторых продвинутых мастерских широко применяется пайка лазером. Подобный подход часто применяют ювелиры, потому что для них важна точность и возможность работать даже на очень ограниченных участках. По той же самой причине лазерное оборудование ценят и радиомонтажники. Нагрев строго заданной области позволяет исключить негативные изменения в смежных частях изделия. Никаких посторонних звуков не будет, как не будет и загрязнений на обрабатываемых участках.
Для работы с медными трубами широко применяют еще и пруток. Стоит учесть, что он позволяет также оценивать изменение температуры трубчатых изделий. Они достаточно прогреты, если пруток начинает плавиться сразу при касании. Чтобы процесс шел лучше, пруток иногда дополнительно нагревают горелкой. Важно: хороший результат достигается только при достаточной чистоте поверхности.

Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.
Как паять латунь: советы мастера


О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является медно-цинковым сплавом, в который во время производства добавляют олово, алюминий и другие металлы. Бронза – это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.

О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.

Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.

Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.

Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.

Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Все о пайке латуни
Пайка латуни может потребоваться в быту или при ремонте техники, при выполнении ювелирных или сантехнических работ, требующих использования материалов из медных сплавов. Чем можно соединить этот метал, как сделать это оловом и другими латунными припоями — такие вопросы часто возникают у тех, кто предпочитает выполнять подобные задачи своими руками. Получить подробное представление о технологии и необходимых компонентах поможет пошаговая инструкция по пайке латуни при помощи паяльника или горелки.


Особенности
Соединение металлов без сварки, в том числе и пайка латуни, нормируется по ГОСТу 17325-79, где подробно изложены основные термины и важные аспекты проведения работ. Впрочем, помимо стандартов есть еще и практические моменты, которые приходится учитывать каждому мастеру. Основной особенностью этого металла является разнородность его составов. Они бывают двойными и многокомпонентными. Обычный состав сплава включает медь и цинк в качестве легирующего компонента. В многокомпонентной латуни дополнительно присутствуют добавки в виде марганца, олова, свинца, влияющие не только непосредственно на свойства металла, но и на специфику его пайки.
Определить, какой именно состав есть у конкретного вида сплава, можно по его маркировке. Например, литера «Л» обозначает двухкомпонентную латунь, цифра рядом с ней укажет на объемы меди в составе. При наличии дополнительных составляющих в маркировке появятся другие буквенные обозначения.
Кроме того, на пайку латуни влияют и другие показатели. Изделия из нее классифицируются как литейные — цельные, а также деформируемые, представленные в виде отрезков металлической ленты, проволоки или других элементов. Имеет значение и процентная доля цинка. Все подобные сплавы делятся на томпак с низким его содержанием и желтую латунь, второй вариант включает от 21 до 36% этого легирующего компонента. Мягкие и пластичные изделия из них довольно хорошо поддаются всем видам обработки, включая пайку, но при работе приходится соблюдать определенные правила.


Обзор способов
Существует множество доступных способов соединения металлов. В случае с латунью проблемы при выборе подходящего метода пайки связаны с испарением цинка при нагреве. При этом на поверхности металла образуется оксидная пленка, препятствующая нормальному протеканию процесса спаивания. Но работу все же можно выполнить одним из двух способов.
- Пайка паяльником. В этом случае используется мощный инструмент с показателями от 1000 Вт, способный обеспечить достаточно интенсивный прогрев детали и расходных материалов. Необходимая рабочая температура в +500 градусов по Цельсию позволит расплавить пленку оксида. При более слабом нагреве пайка возможна только в сплаве, содержащем медь в объеме более 80%.
- Соединение горелкой. При работе с латунными деталями, имеющими желтый цвет и высокую долю содержания цинка, примеси других металлов, рекомендуется применять компактную газовую горелку. Ручной инструмент со сменными баллонами позволит обеспечить локальный прогрев места пайки до 700 градусов. Для защиты рабочего места в этом случае используется пластина из негорючего материала — асбеста.



Каждый из этих способов позволяет получить спаянные между собой латунные детали в домашних условиях.
Чем паять?
Пайка латуни может осуществляться при помощи различных вспомогательных средств. Обязательными для этой процедуры являются флюсы, позволяющие устранить оксидную пленку с поверхности металла. Это может быть пастообразное или жидкое средство на основе буры (тетрабората натрия), хлорида цинка. Припоем называют состав, при помощи которого образуется неразъемное соединение. Он может быть с оловом, с медью, с серебром.


Флюсы
При работе с классической двухкомпонентной латунью чаще всего используются простые флюсы, представляющие собой соединение борной или соляной кислоты с хлоридом цинка. Многокомпонентные сплавы требуют использования более специфических составов. Это может быть специальный вариант флюса, предназначенный для латуни и других цветных и драгоценных металлов, — ПВ 209, ПВ 209Х.
Жидкие материалы для лужения готовят самостоятельно. Стандартный состав хлористо-цинкового типа содержит:
- 74% воды;
- 1% соляной кислоты;
- 25% хлористого цинка.
Такая смесь годится для работы с черными и цветными металлами. Флюс-пасту с аналогичными свойствами можно создать, смешав 16% канифоли и 4% цинка с 80% технического вазелина. Этот состав применяют при пайке особенно ответственных участков. Флюсы на основе хлористого цинка и борной кислоты подходят для однокомпонентной латуни Л63 и многокомпонентной ЛС59.


Припои
Существует несколько групп припоев, при помощи которых можно вести работы с латунными сплавами. Обычным оловянным ПОС можно пользоваться только в тех случаях, когда не предполагается серьезной нагрузки на соединение. Стоит учесть, что он может быть как в проволоке, прутках, так и в виде пасты, фольги, уже содержащим флюс.
Кроме того, к популярным припоям для латуни относят и другие варианты.
- Медно-цинковые составы (ПМЦ). Здесь очень важно убедиться, что имеющееся оборудование способно обеспечить достаточную температуру плавления. У многих медно-цинковых припоев она превышает показатель в 880 градусов. Такими составами скрепляют медь и латунь.
- ПСР. Это припои на основе серебра, отличающиеся повышенной твердостью. Обычно объемная доля благородного металла достигает 40%. При пайке такими составами соединение получается прочным и твердым, надолго сохраняет свои свойства.
- МФ. Припои на медно-фосфорной основе отличаются универсальностью, подходят для разных типов сплавов. По своим прочностным характеристикам они уступают серебряным, но превосходят цинксодержащие аналоги.

Используемое оборудование
Обычный паяльник мало подходит для работы с латунью, поскольку не предполагает наличия терморегулятора. Оптимально, если вместо него мастер будет использовать более эффективное оборудование. Паяльная станция с регулировкой нагрева позволит поддерживать температуру на уровне 350 градусов, исключая перекаливание или слишком слабое термическое воздействие в зоне соединения. При работе с оловянно-свинцовыми припоями хватит обычного паяльника с мощностью до 100 Вт.
Газовая горелка — инструмент, позволяющий осуществлять высокотемпературный нагрев соединяемой области. Она незаменима в тех случаях, когда доступ к электрической энергии полностью отсутствует.
Кроме того, горелкой удобно прогревать детали при пайке, не затрагивая напрямую сам припой. Среди компактных моделей для домашнего применения можно порекомендовать модели Yarboly со специальной насадкой, Iris Barselona с пьезоподжигом. Также популярны различные горелки-насадки с соплом на газовый баллон.



Пошаговая инструкция
Латунь с нержавейкой и другими металлами можно спаять своими руками даже в домашних условиях. Достаточно иметь оборудованное рабочее место, защищенное от термического воздействия, с ровной плоской столешницей или верстаком. Низкотемпературный прогрев паяльником не подойдет, но если в распоряжении мастера есть достаточно мощное оборудование, все получится. Порядок действий в этом случае важно соблюдать.
- Зачистить детали, подлежащие соединению при помощи механических абразивов.
- Уложить их на ровную поверхность, защищенную огнеупорным экраном. Сделать подставку можно из листа асбеста.
- Обработать латунь флюсом, нанося его кисточкой или в виде пасты. Важно тщательно обработать все поверхности, подлежащие соединению, чтобы избавить их от пленки оксидов.
- Измельченный припой насыпать в зону пайки.
- Прогреть паяльник, приложить его к области проведения работ. Дождаться, пока нагрев станет достаточным для расплавления припоя. Дать ему растечься, затем остудить детали.
При использовании твердого припоя для соединения латуни паяльником нужно соблюдать определенные правила. Здесь лучше взять ортофосфорную кислоту в качестве флюса, а работы производить с низкотемпературным воздействием, хорошо прогретым жалом. Сама латунь тоже может выступать в качестве припоя — при бытовом ремонте изделий из нержавеющей стали.
Инструкция по пайке газовой горелкой
Технология пайки изделий из латуни газовой горелкой мало отличается от работы паяльником. Сначала детали нужно правильно подготовить, избавить от загрязнений, обезжирить, обработать флюсом для удаления оксидной пленки. Затем положить их на огнестойкую защитную пластину. Далее последовательность действий будет следующей:
- состыковать детали, подвергающиеся пайке;
- измельчить припой до состояния крошки или стружки;
- насыпать его на область стыка;
- пламя горелки отрегулировать так, чтобы с ним было комфортно и безопасно работать;
- незначительно прогреть участок спаиваемой поверхности до расплавления припоя;
- увеличить интенсивность нагрева и добиться, чтобы латунь приобрела красный цвет (важно помнить, что на этом этапе температура металла может достигать 700 градусов, необходимо соблюдать все меры техники безопасности);
- остудить детали, удалить наплывы металла и остатки флюса.
Это основные рекомендации, которых необходимо придерживаться при пайке латуни паяльником и газовой горелкой. Следуя простой пошаговой инструкции, даже не слишком опытный мастер легко справится с работой.
В следующем видео рассказывается о пайке латуни.
Пайка нержавеющей стали
Пайка нержавейки — удобный и доступный способ соединения металла, используемый при мелком бытовом ремонте, в проведении монтажных работ, при скреплении деталей из разных сплавов. Несмотря на распространенность материала, мало кто знает, как правильно работать с ним в домашних условиях, в мастерской, используя твердый или мягкий припой. О том, как должна происходить пайка нержавеющей стали с латунью, медью и другими цветными или черными металлами, стоит поговорить более подробно.


Особенности процесса
Нержавеющая сталь — это сплав железа с углеродом, содержащий специальные легирующие компоненты для повышения коррозионной стойкости материала. Обычно в качестве добавок выступают такие металлы, как молибден, никель, хром. Многокомпонентность состава и создает основные сложности в работе с ним.
Пайка нержавейки — процесс, при котором соединение металла производится путем наплавления на его поверхность присадок. Чаще всего используется обычный оловянный или твердый серебряный припой, безопасный даже для посуды. Сплавы нержавеющей стали довольно хорошо поддаются соединению с другими металлами, кроме тех, что содержат алюминий и магний.
Чем выше объемы легирования никелем и хромом, тем легче выполняется пайка, но таким изделиям противопоказан длительный нагрев до температуры свыше 500 градусов Цельсия.


Несмотря на то что нержавейка считается сложным в работе материалом, она высоко ценится за свои превосходные антикоррозионные свойства. Посуда для приготовления пищи, медицинские приборы, предметы интерьера — все это широко применяется в быту. Пайка как способ ремонта в домашних условиях в этом случае применяется довольно часто, осуществляется с использованием паяльника или газовой горелки. В промышленности эти процессы протекают в условиях защищенной газовой атмосферы с использованием чистой, беспримесной меди.
К особенностям бытовой пайки можно отнести тщательную механическую обработку. Иногда применяются специальные приемы для исключения нагрузок на область соединения деталей в процессе работы. В некоторых случаях для упрочнения, особенно при работе с наклепанными сталями, производят предварительный отжиг газовой горелкой.
В целом процесс не вызывает затруднений, если внимательно подойти к выбору расходных материалов, следовать инструкциям и учитывать состав нержавейки.
Типы припоев
Все припои, при помощи которых может осуществляться пайка нержавейки, делятся на две большие группы: мягкие и твердые. Одни из них подходят для посуды пищевого назначения, поскольку не содержат опасных соединений. В эту категорию входят оловянные припои без свинца в составе. Все остальные изделия можно соединять составами марки ПОС. Они довольно эффективно скрепляют детали из нержавейки технического назначения.
Листовую сталь, сплавы с медью (латунь, бронзу, чугун), другие разнородные металлы соединяют при помощи твердых многокомпонентных или серебряных припоев. Это наиболее простое решение, позволяющее получить прочное крепление элементов между собой. Чтобы лучше разобраться в особенностях каждой группы, стоит обратить внимание на популярные типы и марки составов.


Мягкие
Чистое олово и оловянно-свинцовые припои обладают определенными преимуществами при пайке нержавеющей стали. Мягкие металлы имеют малую температуру плавления, позволяют не перекаливать сплав. Процесс подготовки к пайке занимает минимум времени. Соединение получается довольно прочным, но для значительных механических нагрузок не годится.
Среди мягких припоев общего назначения выделяются составы ПОС. Они широко распространены, выпускаются в различных формах и объемах. Наиболее популярными считаются следующие варианты.
- ПОС-18. В составе присутствует 18% олова, сурьма в пределах 2,5%, среди других легирующих добавок – висмут, мышьяк, медь. Остальной объем занимает свинец.
- ПОС-30. Здесь доля олова достигает 30%, сурьмы – 1,5%.
- ПОС-40. Доля свинца не превышает 58%, олово занимает около 40%, 2% объема приходится на сурьму.
Чистое олово в прутках или проволоке применяют для пайки там, где нужно исключить контакт со свинцовыми соединениями.


Твердые
При создании соединений на ответственных, нагружаемых участках, при скреплении листового металла более эффективным решением становится использование твердых припоев. Они изготавливаются из смеси серебра, цинка и меди, в некоторых случаях в качестве добавок здесь используют также палладий, кадмий, фосфор, никель. Объемная доля благородного металла здесь варьируется от 10 до 80%, но наиболее часто применяют варианты с долей от 25 до 45%. Включение кадмия в состав в основном связано с необходимостью понижения температуры, при которой металл способен оплавляться.
Среди популярных марок таких припоев можно выделить следующие варианты:
Важно учесть, что цифра в маркировке соответствует объему серебра в составе. Чем она выше, тем ниже будет температура плавления. Например, у ПСр 10 она составляет 850 градусов по Цельсию, а у ПСр 72 – всего 779. Наличие фосфора в составе позволяет, не применяя флюсов, паять омедненные нержавеющие стали. Никель и кадмий помогают повысить текучесть припоя.
Выбор флюса
Наиболее простым флюсом для пайки нержавеющей стали является бура. Ее в виде пасты или порошка наносят на соединяемые детали. При нагреве металла бура расплавляется, обеспечивая удаление окислов, препятствующих качественному спаиванию. При пайке в домашней мастерской принято использовать составы в жидком виде. Они наносятся кистью, распределяются равномерно.
При самостоятельном приготовлении обычно применяют составы с содержанием 50% буры и такого же количества борной кислоты. Компоненты смешивают в сухом виде, разводят водой. Готовые флюсы более сложные по своему составу. Бура здесь занимает до 70% объема, остальная доля приходится на борную кислоту и фтористый кальций.
При пайке чистым оловом флюс тоже нужен особенный. Если речь идет о лужении посуды, лучшим компонентом для ее предварительной обработки станет ортофосфорная кислота. Она химически безвредна, не влияет на безопасность материалов, соприкасающихся с водой или пищей.
Как и чем лучше паять?
Процесс пайки нержавеющей стали во многом зависит от правильности выбора необходимого оборудования. При самостоятельном выполнении работ стоит приготовить:
- паяльник мощностью от 80 Вт или газовую (пропановую) горелку;
- флюс для удаления следов окисления;
- растворитель для обезжиривания;
- абразивы для зачистки металла (щетку, надфиль, наждачную бумагу);
- припой на оловянной или серебряной основе;
- ветошь или х/б ткань;
- СИЗ.


Этого комплекта хватит для того, чтобы осуществить пайку нержавеющей стали дома или в мастерской. При работе с массивными деталями прогрев может осуществляться более мощным паяльником. Кроме того, можно совмещать в работе несколько горелок, а также применять инструмент с несколькими соплами.
Паяльником
Для работы с нержавеющей сталью понадобится паяльник с тонким необгораемым жалом. Следует также подготовить ПОС или олово в прутках толщиной 2-4 мм. Рассмотрим порядок действий.
- Зачистить поверхность металлических деталей. В зависимости от размера элементов может применяться наждачная бумага, напильник или УШМ с соответствующими дисками. Нужно убрать все пятна, следы повреждений, другие возможные дефекты.
- Выполнить обезжиривание. Оно осуществляется при помощи органических растворителей. Можно использовать ацетон или уайт-спирит.
- Нанести флюс. Его в жидком виде равномерно распределяют по поверхности нержавеющей стали. Слой должен быть тонким. Флюс не понадобится, если он уже входит в состав припоя.
- Залудить спаиваемые детали. Металлические поверхности в зоне соединения прогреваются до температуры плавления припоя, затем при помощи паяльника на них наносится припой. Он нагревается, становится текучим, покрывает нержавейку ровным слоем.
- Выполнить пайку. После лужения нержавеющая сталь уже полностью готова к пайке оловом. Достаточно просто прогреть область соединения, а затем подать в нее подготовленный припой. Важно, чтобы текучесть он приобретал не от контакта с паяльником, а от тепла заготовок.
- Завершить работу. Пайка считается выполненной правильно, если из рабочих зазоров между заготовками начинают выступать капли расплавленного металла.



По завершении работ важно дать соединению остыть, чтобы шов набрал прочность. Не рекомендуется смещать или проверять скрепленные детали на разрыв. Остатки флюса с нержавеющей стали убирают, смывая его водой. Излишки припоя можно счистить при помощи инструментов для механической обработки.
Газовой горелкой
Использование газовой горелки в домашних условиях требует соблюдения норм техники безопасности. Обязательным условием для пайки является использование негорючего экранирующего слоя на рабочей поверхности. Это может быть листовой асбест и другие материалы. Дома нужно обеспечивать тщательное проветривание помещения для пайки.
Правильно обращаться с пропановой горелкой тоже нужно уметь. В этом случае лучше использовать многокомпонентный припой, не требующий предварительного нанесения флюса. Сначала металл зачищается, обезжиривается. Затем его прогревают до того момента, пока он не станет красным. Важно контролировать цвет пламени – при опасном избытке кислорода пламя станет светло-синим.


Заготовку из нержавеющей стали прогревают, затем подносят к месту пайки брусок твердого припоя. Нужно исключить прямой контакт пламени с этой областью. Прогрев продолжают до того момента, как припой начнет выходить из стыков в месте формирования шва. После этого пайку завершают, остужают соединение, производят осмотр на наличие дефектов.


Распространенные ошибки
Процессу пайки нержавеющей стали могут помешать ошибки самого мастера, выполняющего работу. Можно выделить ряд часто встречающихся проблем.


Учитывая все эти моменты, можно произвести работы по пайке нержавеющей стали в домашних условиях без особенных затруднений.


В следующем видео рассказывается о пайке нержавеющей стали.
Пайка стали латунью
Привет. Пост для рукодельников рукоблудящих дома, ну или балконе/дворе.
Ниже также есть видео с субтитрами о том же самом.
Иногда нужно прочно или герметично соединить стальные детали, а сварка дома это так себе развлекуха. Клей- конечно выход, но есть способ соединять и покрепче, к сожалению и процесс погрязней. Выбирать вам, я лишь добавлю вариант.
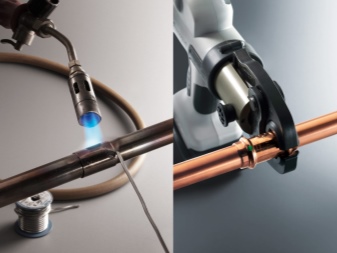
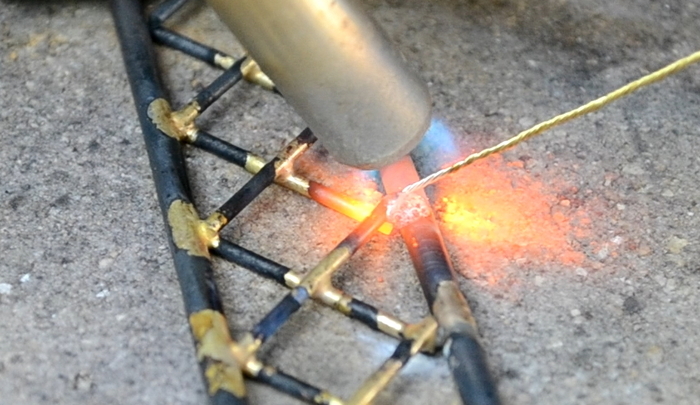
Высокотемпературная пайка стали латунью, это как пайка оловом или склеивание термоклеем, где в качестве клея расплавленная латунь. Вот только температура плавления у латуни гораздо выше: 880-950°C. То есть стальные детальки надо разогревать докрасна. Выглядит опасненько.
Дальше читайте только если не испугались.
Чтоб разогреть детальки до такой температуры придётся купить баллон МАПП газа и горелку к нему.

Так будет удобней чем на костре возле дома, а газовая плита с таким не справится. Хотя конечно если у вас дома случайно завалялись 50-ти литровые баллончики с кислородом и ацетиленом то это прекрасно. Такой аццкой смесью как раз паяют железо на заводах. У меня к сожалению таких баллонов не завалялось, поэтому опишу пайку именно с помощью МАПП газа. Раз температура высокая, то нужен и столик который эту температуру выдержит и изолирует от неё. Таким столиком может быть шамотный кирпич, любой плотности.

Чуть хуже просто кирпич, он может постреливать от перегрева. Хотя если положить на него толстенькую железяку и греть на ней, тоже может получится неплохо.
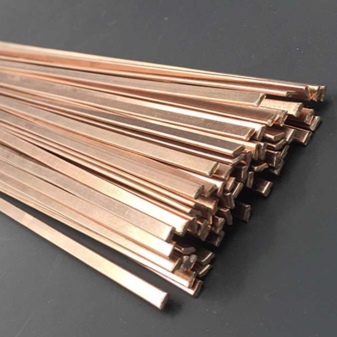
Кроме горелки и кирпича нужен и наш клей — латунь, в виде проволоки. Удобен диаметр 1-2 мм. Я вот купил на свалке диаметром 0,4мм, пришлось скручивать несколько кусков вместе.
В инет магазинах с размерами проще, но с ценой посложней.
Латунь это сплав меди с цинком, с незначительной примесью других элементов. Сплав меди где кроме цинка или вместо цинка другие металлы, это уже бронзы, нейзильберы, мельхиоры, куниали и прочая тряхомудия.
Нам же нужна латунь Л63,(63% меди, 37% цинка) это самая распространённая марка латуни.
Многие другие марки тоже подойдут.
Чтоб расплавить латунь и залить ей стык, детальки нужно нагреть до температуры 1050°C. Чем такую температуру измерить?
У многих есть отличный встроенный прибор для этого - человеческий глаз. Его только надо откалибровать. Сталь при нагреве начинает светится разными цветами, поэтому нужно просто знать какой цвет и сила свечения соответствует какой либо температуре. Чтоб проапгрейдить наш глазик до глаза, например кузнеца, пригодится такая табличка, с цветами каления.

Табличка на мониторе конечно не передаст свечение стали очень точно, но и этой точности нам вполне достаточно.
Такая высокая температура конечно не пройдёт бесследно для стали, и латуни(температура увеличивает химическую активность). Металлы начнут вступать в хим-реакции с атмосферой. Нужна защита. Этой защитой служит флюс. Он расплавившись покрывает место пайки и не даёт воздуху испортить процесс пайки. Флюс это вещество активное при определённом диапазоне температур. Разные флюсы имеют разные диапазоны активности. Для пайки низкоуглеродистой стали отлично подойдёт борная кислота(порошок). Можно купить в аптеке мало за дорого, или в ювелирном инет магазине много за дёшево(относительно). Можно как флюс использовать и буру, но по мне она менее удобна, делает пламя ярче и её сильно сдувает с припоя пламенем. Да и на заводе где я паял 5 лет, использовали борную кислоту.( для пайки других сталей скорей всего понадобятся другие флюсы)
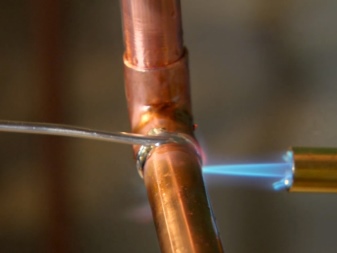
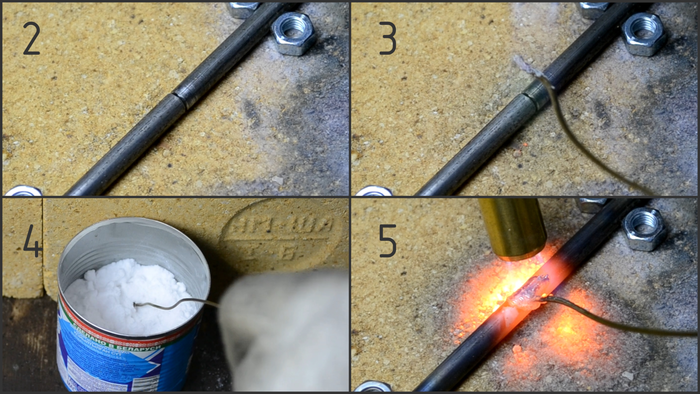
как проходит пайка:
1 детальки зачищаем и обезжириваем(очень желательно)
2 складываем их вместе на кирпиче.
3 нагреваем горелкой место пайки, а заодно и припой.
4 припой окунаем в баночку с борной кислотой и немного ждём, чтоб она налипла.
5 подносим припой к разогретому до 1050°C стыку и касаемся им деталей, ждём пока жиденькая латунька всё зальёт.
В этом месте возможно возмутились ювелиры, типа:
-лошара, флюс надо в воде растворить, а потом намочить в этом растворе детальку и проволоку припоя.
И они будут полностью правы, но только для самых маленьких деталей.
для крупных деталей такого количества налипшего флюса будет маловато, может ещё и рукой посыпать сверху место пайки придётся.
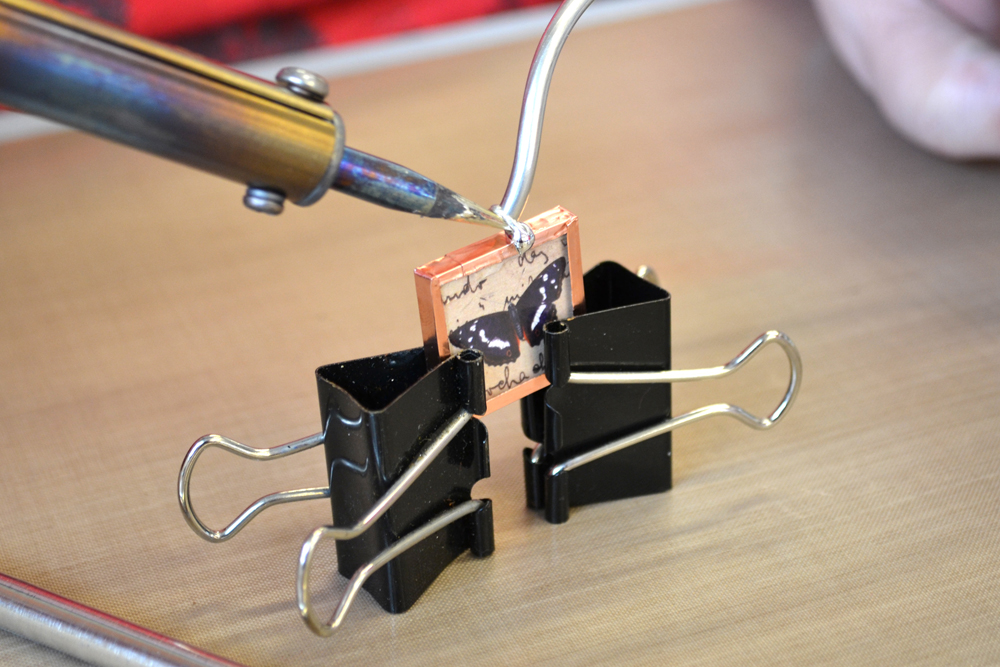
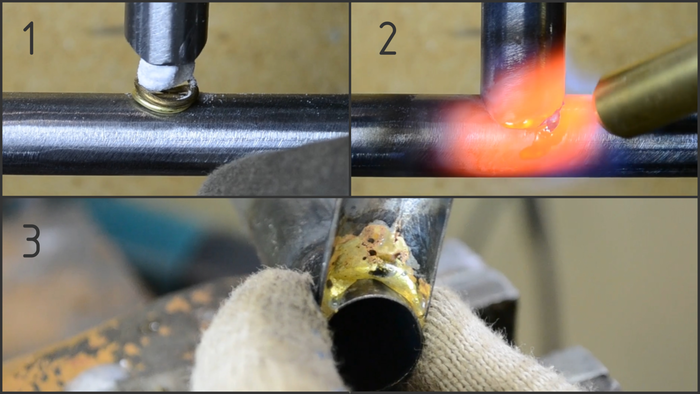
Есть и другие способы пайки:
Лудим детали(покрываем латунью) а дальше составляем вместе и нагреваем.
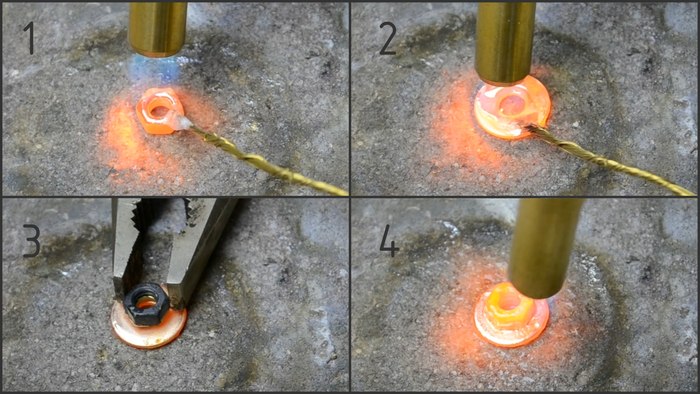
А ещё, если паять трубы, то можно внутрь соединения поместить кусочек припоя с флюсом, и прогрев всё это дело, получить соединение с паяным швом изнутри.
Нагревать кстати можно и не одной горелкой и не только горелкой, а например в печи .
Латунью можно паять и медь, но лучше подойдёт специально сделанный для этого припой из сплава меди с серебром, также и железо можно спаять медным припоем, но латунь тут отработает лучше.
После пайки на шве останется и засохший флюс, его нужно отмывать.
делать это лучше в горячей воде с моющим средством, да и замочить на некоторое время не лишним будет.
Хоть я и пишу типа паяйте дома, но лучше всё же на открытом воздухе или хотя бы под вытяжкой, да и респиратор не помешает.
Теперь об особенностях пайки латунью
Пайка не разрушает детали в отличие от сварки, то есть мелкие и тонкие детали можно прожечь, только если ну прям ооочень постараться.
Для пайки мелочи не нужно много оборудования.
Для пайки крупных деталей оборудование нужно уже посерьёзней.
Не нужно долго учиться.
Неудачное соединение легко переделать, так же как и починить сломавшееся.
Латунь и сталь имеют разные цвета, то есть изделие для красоты обычно нужно покрывать либо краской, либо гальваническими покрытиями.
О прочности слышал мнение, что любая пайка фуфло, по сравнению с прочностью сварки.
Просто приведу примеры где используется пайка латунью.
Резцы из твёрдой стали на круглой пиле которой пилят дерево, обычно напаяны латунью.
Также как и токарные резцы по металлу.
А ещё на пайке иногда собирают рамы велосипедов.
Ну в общем это просто тип соединения деталей, который не очень известен. Можно дырку на глушаке запаять, или станок из гвоздей собрать. Тут уже от фантазии применяющего зависит.
Читайте также: