Как производят дамасскую сталь
Обновлено: 01.05.2024
Свое название сплав получил в честь города Дамаск, который был крупным центром металлообработки около 300 года до нашей эры. Первые упоминания об изделиях и технологии их изготовления появились в 1300-1500 годах до нашей эры. Жители Передней Азии считались мастерами кузнечного дела. Затем технология распространилась в Европу и Китай. Изготавливалась дамасская сталь единственным известным тогда способом – ковкой.

Популярности холодному оружию добавляют легенды и мифы, окружающие этот металл. Сталь ценилась воинами на вес золота благодаря мнению о том, что она может разрезать кольчугу «как масло». Исторических доказательств этому археологи так и не нашли.
Дамасская сталь — это разновидность металла, состав которого включает железо и маленький процент углерода (до 2%). Уникальность металла заключается в технологическом процессе его изготовления. Необходимо последовательное соблюдение этапов перековки. Это обеспечивает готовому изделию знаменитую твердость и прочность. Ножи из дамасской стали характеризуются невероятными режущими качествами, долговечностью и необычными узорами.
Технология изготовления широко доступна и применяется мастерами кузнечного дела повсеместно. Широкое распространение дамасская сталь получила в изготовлении клинков, шашек, сабель и ножей.
Характеристики
Отличие дамасской стали — сочетание твердости и гибкости клинка. Достигается она чередованием слоев. Остроту изделию придает слой металла с высоким содержанием углерода, прочность – с низким. Секрет состава дамасской стали в правильном сочетании и выдержанных пропорциях.
Твердость клинков измеряется по шкале Роквелла. Обозначается буквами: HRC. Чем выше показатель, тем прочнее сталь и заточка держится дольше. Китайские штамповки характеризуются показателем от 40 с небольшим единиц, японские самурайские катаны до 65-70. Твердость ножей дамасской стали от 61 до 64 единиц по шкале Роквелла.
Сталь получается методом кузнечной ковки из пакета металла разного сорта. В результате создается сплав с многослойной структурой. В составе практически нет специальных химических добавок – легирующих элементов. Отсюда низкая коррозийная стойкость.

Методы изготовления
Создание высокопрочного узорчатого сплава достигается разными методами.
Обработка рафинированной стали
Используется монолитный блок стали. Целью обработки является достижение относительно однородной стали с низким содержанием углерода. В процессе металл очищается от остатков шлака, примесей (сера, фосфор). Углерод в заготовке равномерно распределяется. Благодаря закалке достигается высокое качество. Узор клинка является побочным продуктом.
До XVIII века практически вся дамасская сталь ковалась рафинированным методом.
Сварочный метод
Заготовки, с разным уровнем содержания углерода в своем составе, комбинируются и проковываются в единый материал. В течение технологического процесса, мастера кузнечного дела добиваются необходимых свойств.
Железо характеризуется мягкостью и легко деформируется. При закалке приобретает большую твердость, но становится более хрупким.
Надлежащая термообработка придает высокоуглеродистой стали упругость и твердость. Служит амортизирующей подложкой во время ковки. Придает клинку необходимую остроту и упругость.
Цель, комбинирования двух разных по характеристикам металлов, в создании материала, исключающего недостатки обоих – хрупкость, склонность к деформации, низкая прочность.
Сплав отличается необыкновенным узором.
Булат
Булатные клинки производятся методом литья. Делятся на два класса: булаты тигельные и булаты литые. Первые получают длительной варкой в тигле. Охлаждением сплава вместе с ним и последующей ковкой клинка.
Литые булаты изготавливаются длительным плавлением. Для производства используются высокоуглеродистые стали и металл с низким содержанием углерода. Процесс расплавки металла придает изделию произвольный, непредсказуемый рисунок. Метод литья позволяет добавлять в состав легированные элементы. Это отражается на конечных свойствах изделия. Материал меньше подвержен коррозии. Упрощается уход и хранение клинка.
Повышенные механические свойства настоящего булата позволяют клинку оставлять зазубрины на закаленном металле. Клинок булата остается целым.

Типы узоров
В результате технологического процесса по созданию дамасской стали на поверхности образуется уникальный рисунок – узор. Выделяют несколько типов.
Дикий дамаск
Наиболее распространенный и простой в изготовлении. Название получил благодаря неупорядоченному узору. Пакет полос из нескольких сортов стали сваривают в единый блок. Многократно перегибают и проковывают снова. Слои металла смешиваются хаотично. Рисунок формируется случайно, выглядит неоднородно.
Одна из самых древних разновидностей дамасской стали. Пользуется высокой популярностью у коллекционеров в виду уникальности узора каждого изделия: ножа, сабли, кинжала.
Штемпельный
- Пакет металлов сварен заранее. Удары штемпеля наносятся в заданном порядке. Готовое изделие подвергается шлифовке. С поверхности убирается лишний металл с целью более четкого проявления рельефа и рисунка.
- Узор наносится на пакет слесарным способом – фрезой или сверлом. Затем пакет проковывается.
Штампы (штемпели – немецкое слово, от него образовано название) делятся по типу нанесения рисунков:
- сетчатый;
- ступенчатый (лестничный);
- волнистый;
- ромбический;
- кольчатый.
Узоры получаются похожими на рисунок древесного шпона или круги на воде.
Типы рисунков в свою очередь делятся на большое разнообразие узоров. Мастер кузнечного дела может выделяться своим специфическим фирменным стилем. В США популярен дамаск с типом рисунка павлиний глаз, изделия с узором в виде крестиков, имитации колючей проволоки или сетки. Для изготовления первого применяется равномерное сверление металла по всей ширине заготовки.

Турецкая дамасская сталь
Относится к традиционной разновидности узорчатой стали. Способ изготовления представляет собой проковку пучка перевитых стальных прутов. Состав прутков различается. На поверхности образуется сложный рисунок – множество плавных волнистых линий. Размер линий зависит от химического состава металла прутов, их диаметра, способа скручивания.
Японская
Выделяется тонкой структурой слоистой стали. Поверхность подвергается травлению. Структура сплава проступает благодаря необычной полировке. Закалка также имеет особенности. Рукоять клинка покрывается защитным слоем глиняной смеси. Закалке подвергается только само лезвие. Результат отражается на свойствах японского меча. Лезвие становится твердым, острым и хрупким. Рукоять остается упругой.
Мозаичный
Современная разновидность дамаска. Название получила из-за специфического способа изготовления. Слоистая структура дает красивый декоративный эффект. Выделяют два наиболее популярных метода изготовления:
Оболочечный
Для соединения элементов мозаики применяется металлическая труба или контейнер. Контрастная сталь укладывается внутрь. Емкость заполняется инертным газом или маслом. При нагревании происходит связывание кислорода. Внутри оболочки образуется нейтральная среда. Труба полностью заваривается. В таком состоянии оболочка отправляется в горн. Раскаляется до сварочной температуры. Выковывание часто происходит с помощью гидравлического пресса. После образования единой массы металла, оболочка удаляется. Для удаления применяется механический метод. Полученная заготовка проходит дальнейшую обработку.

Технологичный
В бруске стали вырезаются отверстия, в соответствии с заданным рисунком. В отверстия помещаются вкладыши металла другого химического состава равного диаметра. Отверстия и вкладыши вырезаются плазменным резаком. Пакет подвергается сварке диффузионным методом.
Преимуществом данного метода является возможность создания необходимого рисунка, различных изображений. В отличие от поверхностной гравировки, узор залегает на всю толщину клинка.
Волокнистый
Таким методом изготавливаются качественные японские ножи. Слои стали располагают не в длину будущего клинка. Пруты мелко нарезаются и раскладываются под прямым углом. В таком виде пакет проковывается.
Комбинированный
Сочетает классический и традиционный метод изготовления. Оба метода применяются одновременно, отсюда название. На брусок, собранный мозаичным способом, наносится штемпельный узор. Поверхность проковывается и шлифуется. В случае нанесения рельефа путем высверливания или фрезерования, заготовленный сплав подвергается проковке и травится. Шлифовка в этом случае не применяется.
Возможно также сочетание техники ковки дикого дамаска и вставки в сплав металла с контрастными свойствами. В качестве, отличающегося по составу, сплава применяется никель. Он имеет белый цвет, что позволяет выделяться на фоне общего черно-серого узора клинка.
Промышленный
Производится на промышленном оборудование металлургических предприятий. Качество клинков не отличается от ручной работы мастеров кузнечного дела. Масштабы производства значительно больше. По типу узоров может различаться на дикий, мозаичный, комбинированный.

Преимущества
Применение рафинированного метода производства дамаска преследует своей целью улучшение качества металла. Убираются примеси и шлаки. В процессе происходит равномерное распределение углеродных соединений по всему лезвию.
Сварочный метод позволяет комбинировать заготовки различных характеристик углеродного уровня. Создается податливая и прочная сталь. Мастер кузнечного дела придает изделию требуемую форму.
Популярность дамаску приносит именно острота прочного лезвия. Ножи прекрасно справляются с древесиной и костью.
Коллекционную ценность добавляют разнообразные уникальные узоры лезвий. Клинок из дамасской стали с необычным рисунком является превосходным подарком.
Недостатки
Главный недостаток — низкая устойчивость к коррозии металла, из-за большого содержания углерода в составе. Готовая продукция требует тщательного ухода и хранения.
Отсутствие легирующих элементов – необходимых компонентов для придания определенных физических свойств металлу – приводит к образованию ржавчины на поверхности лезвия. В результате клинок может быстро прийти в негодность.
Хранить изделия из дамасской стали рекомендуется в масляном составе.
Высокая стоимость изделий. Сложное производство, уникальные узоры и превосходные характеристики прочности металла сказываются на высокой цене.

Особенности эксплуатации
Применение ножей из дамасской стали возможно в разные сферах: на охоте, кухне или как коллекционный. Правильная заточка увеличивает срок использования лезвия.
- Изучить твердость стали – качество материала проверяется углом заточки изделия. Он должен быть как можно меньше. Угол заводской заточки требуется сохранять.
- Обращать внимание на слои металла – предусматривается предельная осторожность при заточке. При неаккуратном движении есть риск загнуть мягкий слой на твердый в районе кромки лезвия. Внешне клинок будет выглядеть острым. На практике может выясниться обратное.
- Проводить подготовительные процедуры – необходим предварительный осмотр лезвия на наличие повреждений и сколов. Заточка такой поверхности приведет к последующей потере остроты.
- Производите заточку исключительно от руки – рекомендация по затачиванию лезвий исключает применение автоматических приспособлений. Снятие слоя за слоем должно чувствоваться. Первым применяется крупнозернистый абразив. Счищается старый слой. 80 % заточки происходит во время грубой обработки. Проводится не менее 5 минут. Вторая фаза заточки — декоративная. Шлифовка проводится абразивом с мелкой зернистостью. Устраняются царапины, улучшается вид лезвия, увеличивается срок эксплуатации.
- Правильные движения – плавное и равномерное применение абразива вдоль лезвия позволяет получить максимально эффективный результат. Запрещены резкие, дергающие движения. Такие действия могут привести к снижению срока эксплуатации. Классический поперечный способ не годится для заточки дамасской стали. Слои необходимо снимать равномерно, исключительно вдоль лезвия ножа.
- Угол заточки – определенный угол важен для качественной заточки изделия. Слои мягкой стали легко деформируются и начинают налегать на более твердые слои металла. Ориентироваться стоит на угол в 45 градусов.
- Оптимальное давление. Сильное надавливание может привести к деформации более мягких слоев изделия. Минимальное давление приводит к максимально эффективному и бережному результату.
- Завершающие процедуры – срок службы продлевается надлежащим уходом. Заржавеет ли дамасская сталь зависит от обработки поверхности клинка. Салфетка, смоченная в лимонном соке, отличное средство для финишной обработки лезвия. Свежая цедра лимона может заменить лимонный сок. Пчелиный воск отлично справляется с предотвращением коррозии металла.
При должном уходе и правильном хранении дамаск долго будет сохранять свои знаменитые качества. Эстетичность и эксклюзивность ножей добавляет им популярности. Немалое количество мифов, интересных легенд и теорий будут и дальше поддерживать интерес к настоящей дамасской стали.
Насколько дамасская сталь хороша в современном мире
Если по химическому составу булат или дамаск практически не отличаются, то технология формирования этих вариантов стали разнится, что обеспечивает заметную разницу в структуре и их свойствах. Оба материала обладают знаменитым узором, который является визитной карточкой этих сталей, а потому узнать их сможет даже неспециалист.

Что такое настоящий дамаск и булат
Раньше технология изготовления такого оружия хранилась в секрете — только мастера знали, как сделать дамасскую сталь, а сами изделия очень ценились и стоили невероятно дорого. Впрочем, и сейчас ножи из этих материалов являются дорогим удовольствием, так что немалый процент моделей относится к категории коллекционного оружия.
Дамаск
Технология получения дамасской стали подразумевает проковку скрутки из прутков/пластин углеродистой стали. За счёт проковки слои сплющиваются и становятся очень тонкими — многослойная структура обеспечивает клинку необходимые прочностные характеристики.
В отличие от дамаска булатные клинки изготавливаются методом литья. По технологии для приготовления булата используется высоко- и низкоуглеродистые стали — в результате плавления в расплаве с низким содержанием углерода находятся частично расплавленные частицы высокоуглеродистой составляющей.
Такая двухкомпонентная текстура и обеспечивает формирование знаменитого рисунка — он произвольный и не повторяется вследствие хаотичного расположения компонентов в процессе плавки.
Отличие булата от дамаска
Преимущества булатной и дамасской стали разделили любителей такого оружия на два лагеря. Так что при выборе покупатели больше опираются на личные предпочтения. Как было сказано выше, даже по внешним признакам (по рисунку) чётко опознать эти материалы не представляет проблемы.

Какая сталь лучше булат или дамаск
Важным преимуществом булата перед дамаском является наличие легированной разновидности, что позволяет исключить коррозионное разрушение и упростить хранение и уход за ножом.
Создание коррозионностойкого дамаска технологически очень сложный процесс, на практике это просто нецелесообразно.
Характеристики дамасской стали
Основной характеристикой этого материала, которой интересуются пользователи, является твёрдость. В зависимости от выбранной производителем ТО и самого изделия она может колебаться от 61 до 64 единиц по Роквеллу.
На практике это означает, что лезвие хорошо держит заточку, за что такие модели и ценятся до сих пор.
Ржавеет ли дамаск
Поскольку дамаск представляет собой прокованный пакет углеродистых сталей, то о хорошей коррозийной стойкости говорить не приходится — легирующих элементов в составе практически нет.
Виды дамаска
Существует как минимум восемь видов дамасской стали. Перед перечислением типов дамаска стоит сделать короткое примечание.
В целом можно изготовить нержавеющий дамаск. Чтобы это стало возможным необходимо собрать пакет легированной «правильными» присадками стали и сварить его в вакууме. Далее, накладывать слоями и расковывать.
Разновидности дамаска:
- «дикий» — получил своё название из-за неупорядоченного узора. Техпроцесс изготовления такой стали самый примитивный — сваренный пакет сталей проковывают, рубят на части, складывают и опять проковывают — процесс повторяется многократно.
- простой — отличается стабильно повторяющимся узором. По техпроцессу фактически не отличается от дикого материала.
- штемпельный — название стало следствием применения так называемого штемпеля с узором, который и проявляется на клинке. Такие узоры могут напоминать кольца древесины, лестницу, круги на воде и пр.
- мозаичный — в этом случае для приготовления слоистой структуры подбирается специальный пакет сталей — их собирают как мозайку, что позволяет получить красивый декоративный эффект. Подвидом этого типа является мозаичный торцевой дамаск: он представляет собой лезвие с наваренными полосками мозаичного дамаска, срезанного с торца готового блока — такая полоска может использоваться и как середина клинка.
- мозаичный порошковый — этот вид дамаска не характерен для РФ, но по технологии фактически не отличается от обычного мозаичного. Вместо полос стали узор составляется из стального порошка, который засыпается в металлическую банку, спекается, а после проковывается.
- кручёный — для так называемого скрута заготовку для проковки делают из скрученных стержней. За счёт регулировки угла закручивания и глубины взрезки можно получить различные узоры.
- волокнистый — это вид применяется при производстве качественных японских мечей. При проковке дамаска волоски стали не растягиваются на всю длину клинка, а, наоборот, мелко нарезаются и перекладываются в слоях под прямым углом. По структуре и внешнему виду такой материал очень похож на булат.
- многорядный дамасский клинок изготавливают из нескольких полос дамаска — в центре обычно устанавливают простой дамаск, а на поверхности располагают слои с красивым художественным рисунком.
Ножи и другое холодное оружие из дамасской стали
Этот материал применяется для производства сабель и прочего коллекционного холодного оружия или моделей бытового назначения — это могут быть как бытовые и туристические, так и кухонные, рыбацкие и прочие ножи.

Бытовые и туристические ножи
Бытовые и туристические модели оптимальны для нарезки мяса, рыбы, птицы, овощей и фруктов. Высокая твёрдость клинка не требует постоянной заточки модели, потому они удобны как на кухне, так и в походе.
Уход за ножом из дамасской стали
Низкая коррозионная стойкость обусловливает определённые правила хранения клинка — нож рекомендуется хранить в масле. В противном случае он будет ржаветь и из-за ржавчины дорогая модель придёт в негодность.
Как точить нож из дамасской стали
Чтобы наточить дамасский нож своими руками, необходимо учитывать следующие нюансы:
- часть клинка с зазубринами и сколами нужно спилить для выравнивания;
- затачивание ножа выполняется медленно и аккуратно, чтобы один слой слоистой структуры не загибался на другой — для этого применяют абразивные материалы с последовательно уменьшающимся размером зёрна;
- заточка выполняется по диагонали — точить клинок вдоль малоэффективно;
- точильные борозды и полосы портят рисунок изделия — их необходимо заполировать мелкозернистым материалом;
- заточенный нож необходимо протереть салфеткой, можно использовать цедру лимона.
Перспективы дамасских ножей
Низкая коррозийная стойкость и необходимость бережного отношения, ухода после каждого использования делают дамасский клинок не самым удобным, современные сплавы более технологичны и удобны. Но коллекционные клинки из дамаска по-прежнему остаются одним из самых красивых подарков.
Дамасская сталь: виды традиционного и современного дамаска, методы изготовления

О том, что такое дамасская сталь, о её истории и способах получения знают, пожалуй, все любители ножей и другого холодного оружия. Но вот в его типах и разновидностях разбирается далеко не каждый. В сегодняшней статье мы расскажем об основных видах традиционного и современного дамаска, а также поговорим о его особенностях и методах изготовления.
«Дикая» дамасская сталь

Одним из наиболее распространенных и одновременно – наиболее простых в изготовлении типов дамасской стали является так называемый дикий дамаск. Он получается сваркой пакета полос из нескольких сортов стали, его многократной перегибкой и проковкой. В результате этого процесса происходит довольно хаотичное перемешивание слоев металла и, как следствие, образуется случайный, неоднородный рисунок. В зависимости от количества слоев, марок применяемых сталей и толщины заготовок его узор может получаться самым разнообразным.
Именно эта разновидность дамаска является одной из самых древних и чаще всего встречается на коллекционных образцах ножей, кинжалов и сабель. Но, несмотря на свою простоту, он не потерял свою актуальность, и активно применяется и в настоящее время – как в качестве самостоятельного материала для клинков, так и в качестве заготовки для производства других, более сложных и визуально привлекательных видов дамасской стали.
Штемпельный дамаск

Штемпельная дамасская сталь — еще одна разновидность традиционного дамаска. Её узор, в отличие от упомянутого выше дикого дамаска, характеризуется большой однородностью с чередованием кругов, полос и других геометрических фигур. Изготавливают такой дамаск двумя основными способами – либо нанося во время ковки в заданном порядке удары по заранее сваренному пакету стали либо наоборот — проковывая пакет с предварительно нарезанными на нем слесарным способом (сверлением, фрезерованием) узорами. В первом случае готовое изделие дополнительно шлифуется, дабы снять лишний металл с оставшимся рельефом и проявить весь рисунок.
По типу применяемых для нанесения рисунка штампов (по-немецки – штемпелей, откуда и название этого дамаска) различают сетчатый, ступенчатый (он же – лестничный), волнистый, ромбический и кольчатый узоры. В свою очередь, все они делятся на огромную массу разновидностей, включающих в себя многие и многие виды рисунков, очень часто – специфических для конкретного мастера либо фирмы-производителя. Здесь можно назвать и дамаск типа волчий зуб, и близкий к нему линейный дамаск в виде сталагмитов, как бы направленных от обуха клинка к его РК, и дамаск типа павлиний глаз, популярный в США и получаемый равномерным сверлением заготовки по всей ширине, и клинки с узором в виде крестиков, сетки или имитации колючей проволоки.

Иногда также называемая волнистым дамаском (при этом его не стоит путать с волнистым штемпельным дамаском), турецкая дамасская сталь является еще одной традиционной разновидностью узорчатой стали. Она изготавливается проковкой не пакета стальных полос, а пучка перевитых друг с другом стальных прутков, отличающихся друг от друга по составу. Получаемый после такой обработки дамаск характеризуется обилием плавных волнистых линий, образующих сложный рисунок на поверхности готового клинка. Его характер может зависеть как от химического состава используемых при изготовлении прутков, так и от их диаметра и характера переплетения.
Иногда встречаются и более сложные варианты турецкой дамасской стали, например, когда окончательная формовка клинка происходит из нескольких пакетов, каждый из которых скован из прутков, закрученных в разном направлении.
Мозаичный дамаск

Этот дамаск, в отличие от всех предыдущих типов и разновидностей, относится не к традиционным, а к современным. Изготавливается мозаичная дамасская сталь несколькими методами, наиболее популярными среди которых являются два:
Первый – это подготовка большого количества контрастных друг с другом мозаичных элементов, укладываемых внутрь металлического контейнера (чаще всего металлической трубы) и свариваемых внутри него. За такую свою особенность эта разновидность дамаска получила за рубежом название оболочечного.
После того, как все составляющие будущего пакета уложены внутрь трубы, она заполняется либо инертным газом либо маслом (которое при нагревании связывает кислород и также приводит к образованию внутри оболочки нейтральной среды) и полностью заваривается. В дальнейшем труба прогревается в горне до сварочной температуры и отковывается (а в подавляющем большинстве случаев – подвергается прессовке гидравлическим прессом). После того, как пакет внутри оболочки окажется сваренным воедино, она удаляется механическим способом, а находящаяся внутри нее заготовка идет на дальнейшую обработку. Использование подобного метода (с образованием внутри металлической трубы нейтральной среды) позволяет сваривать в пакет даже такие стали и сплавы, соединение которых обычной кузнечной сваркой на открытом воздухе оказывается невозможным.
Вторым способом образования мозаичного рисунка является еще более технологичный метод обработки заготовки. Он подразумевает вырезание в бруске стали при помощи плазмореза серии отверстий, представляющих собой будущий рисунок, в которые затем помещаются вкладыши, также вырезанные плазменным резаком, но из стали (или сплава) другой марки. Затем полученный пакет сваривается диффузионным методом в среде инертного газа. Подобный способ изготовления дамаска очень далек от классического, но при этом позволяет получать необходимый рисунок строго заданной формы, а также наносить на клинок различные изображения, составляющие с ним одно целое (в отличие от той же гравировки).
Комбинированная дамасская сталь

Сам по себе комбинированный дамаск не является отдельным видом, но представляет собой сочетание нескольких – классических и традиционных методов, одновременно применяемых при изготовлении одной заготовки. Чаще всего он совмещает в себе технологические процессы, характерные для производства мозаичного и штемпельного дамасков. В данном случае на поверхность поковки, произведенной мозаичным способом, наносится штемпельный рельеф, после чего она проковывается и подвергается шлифовке (в некоторых случаях рельеф наносится «на холодную» путем сверления/фрезерования/пиления, после чего заготовка только проковывается и травится, но не шлифуется).
Еще одной разновидностью такой дамасской стали является сочетание техник ковки дикого дамаска со вставкой внутрь поковки элементов из контрастных сплавов (чаще всего – никелевых, эффектно выделяющихся своим белым цветом на общем фоне черно-серого рисунка дамаска).
Промышленный дамаск

Иногда в ножевой среде можно встретить упоминание так называемого промышленного дамаска, выпускаемого не отдельными мастерами, а металлургическими предприятиями. К числу таких сталей, к примеру, относится знаменитый Damasteel, применяемый многими крупными производителями ножей. Правда, отличие так называемого «промышленного» дамаска от дамаска остальных типов заключается лишь в масштабах его производства и более современном оборудовании, позволяющем обрабатывать большее количество заготовок. В целом же, он не является какой-то отдельной категорией и точно также, как и дамасская сталь, выкованная отдельным кузнецом, делится на дикий, мозаичный, комбинированный и другие виды.
В заключение стоит отметить, что вовсе не относятся к категории дамасской стали его различные имитации (очень часто также выпускаемые в промышленных масштабах), где характерный узор на клинке получается не проковкой и сваркой большого количества слоев стали, а простым травлением поверхности одного цельного бруска.
Как сделать дамасскую сталь: простой состав для ковки своими руками
Современный оттенок Дамасской стали отличается от оригинального Дамаска из прошлого. Исторически, Дамасская считалась тигельной. Она имела очень высокое содержание углерода и имела характерную поверхность из-за своей кристаллической структуры.

Сталь Дамаска получила своё название потому, что крестоносцы на своем пути в Святую Землю приобретали новые клинки из этой превосходной стали (превосходящей средневековую европейскую сталь) в городе Дамаск. Тем не менее, современный вариант стали имеет мало общего с прошлым и больше похож на сталь, вытравленную кислотой.
Дамаск, который показан здесь, является одним из самых современных вариантов. Дамаск из троса является, пожалуй, одним из самых простых способов ковки дамаска со сложным рисунком. В отличие от других методов, этот метод не требует складывания и, по сути, имеет уже готовую форму.
Шаг 1: Меры безопасности

Самое главное — это безопасность. Процесс изготовления включает в себя ковку, шлифовку и погружение металла в химикаты, поэтому важно использовать надлежащее оборудование для обеспечения безопасности.
Для этапа кузнечной сварки (сварка ковкой) многие люди, которые совершают какие-либо кузнечные операции, знают базовую экипировку для обеспечения безопасности: перчатки, фартук, закрытые ботинки и т.д. Тем не менее, условия не всегда соблюдаются. Всем известно, что защита глаз важна, но для такого рода работ вам нужен особый вид защиты. Вышеупомянутое и единственное фото в этом разделе — это неодимовые очки. Причина этого в том, что такие очки просто необходимы для подобных работ.
Специалисты часто пренебрегают этой защитой, но не стоит повторять за ними. Тепло, необходимое для кузнечной сварки, создает излучение, которое в течение длительного времени может вызвать потерю зрения. Неодимовое стекло, однако, блокирует большую часть излучения и сохраняет ваши глаза в безопасности. Обратите внимание: неодимовые очки — это не то же самое, что сварочные маски или солнцезащитные очки. Используя их при кузнечной сварке, ваши зрачки будут расширяться, и ваши глаза будут получать еще больше излучения.
Шаг 2: Делаем заготовки




Перед тем, как начать работу с тросом, нужно подготовиться. Прежде чем он попадет в огонь, нужно отрезать нужную вам часть, как на первом фото. Я отрезал 3 куска по 30 см кабеля диаметром 2.5 см при помощи отрезной пилы. Вы можете отрезать кабель любым другим способом, главное убедитесь, что кабель, который вы используете, сделан из стали без применения пластика и что сталь не оцинкована, так как тепло, реагирующее с покрытием, будет испускать газы, которые могут привести к тяжелому отравлению и даже смерти. Имейте это ввиду, когда будете искать кабель.
Кроме того, если вы впервые пытаетесь выполнить такого рода изделие, возможно, не стоит сразу брать такой толстый кабель, а взять, к примеру, диаметром 1 — 1.5 см. У вас не получится большое и толстое изделие, но зато вы хорошо потренируетесь перед более сложными проектами.
После резки обязательно затяните концы кабеля стальной проволокой. Это делается, чтобы плетение не распустилось во время первых этапов работы. Обязательно используйте простую стальную проволоку, потому что другие провода, которые покрыты или сделаны из другого материала, могут расплавиться или среагировать от нагрева и испортить всё изделие.
У каждого, кто делает дамасскую сталь своими руками, есть свой список шагов или секретов, которые, похоже, ускоряют и упрощают процесс изготовления. Я призываю вас методом проб и ошибок прийти к собственному плану, оптимальному лично для вас.
Я начинаю с того, что смачиваю свой холодный металл WD40 до тех пор, пока он не будет полностью пропитан, а затем засыпаю все это обычной бурой, перед тем, как класть изделие в огонь. И бура, и WD40 нужны для того, чтобы предотвратить окисление, которое может сделать невозможной кузнечную сварку.
Бура, как правило, не прилипает к металлу, если он горячий или влажный, а WD40 не будет гореть в кузнице, поэтому, сначала я смачиваю металл именно WD40, а только потом посыпаю его бурой, что является для меня оптимальным вариантом.
Шаг 3: Кузнечная сварка




Положив изделие в печь, нагрейте его до ярко-оранжевого или желтого цвета. Как только оно достигнет соответствующей температуры, дайте ему полежать еще минуту или около того, чтобы весь металл впитал тепло и равномерно нагрелся.
Перед тем, как можно будет делать удары, необходимо скрутить кабель. Он заполнен пустым пространством, что плохо для кузнечной сварки. Закрепите один конец кабеля в тисках или в чем-то подобном, а другой возьмите любым удобным инструментом, который вы сочтете подходящим (я использовал плоскогубцы), чтобы скрутить секции в том направлении, в котором кабель уже закручен.
Этот шаг может потребовать несколько повторных нагревов. Продолжайте скручивать кабель до тех пор, пока он не перестанет скручиваться. Убедитесь, что кабель не изгибается, так как весь процесс станет намного сложнее.
Каждый раз, перед тем, как положить кабель в огонь, нужно посыпать его бурой, пока металл не станет однородным. Чтобы бура точно липла к металлу, сыпьте её в момент, когда изделие ярко красного цвета. Важный момент: когда бура плавится, она становится едкой и может повредить стенки вашей кузницы изнутри, поэтому удостоверьтесь, что кирпичи в вашей кузнице огнеупорные.
Кроме того, горячая бура, попавшая на кожу, может быть довольно болезненной и может оставлять шрамы, поэтому обязательно надевайте соответствующую экипировку. Последней частью кузнечной сварки является сама сварка. Когда изделие горячее, вы можете начать ударять по нему. Идея состоит в том, чтобы сначала выбить его в форме квадратного бруска. Когда вы бьете, вы должны следить за поворотом кабеля. Лично я предпочитаю начинать с середины и прокладывать себе путь к концам.
Удары приведут к тому, что волокна будут отделяться друг от друга, поэтому необходимо максимально уменьшить расстояние от первого удара до следующего. Вы поймете, что изделие стало однородным по измененному звуку, который будет издаваться при ударе. Изначально, он будет более глухим, но как только металл станет однородным, звук станет ярким и звонким. Как только он станет однородным, можно начинать придавать нужную форму.
Шаг 4: Формовка




При планировании проекта обязательно помните, что конечный результат будет намного меньше по размеру, чем оригинальный кабель. Также имейте в виду, что концы кабеля могут распускаться и не свариваться. Не волнуйтесь, просто найдите, где начинается сварной шов и обрежьте конец. Из-за характерных особенностей кабеля и количества зазоров и выступов в нем, вы обязательно столкнетесь с дырами и отверстиями, если только не используете пневматический молот или кузнечный пресс.
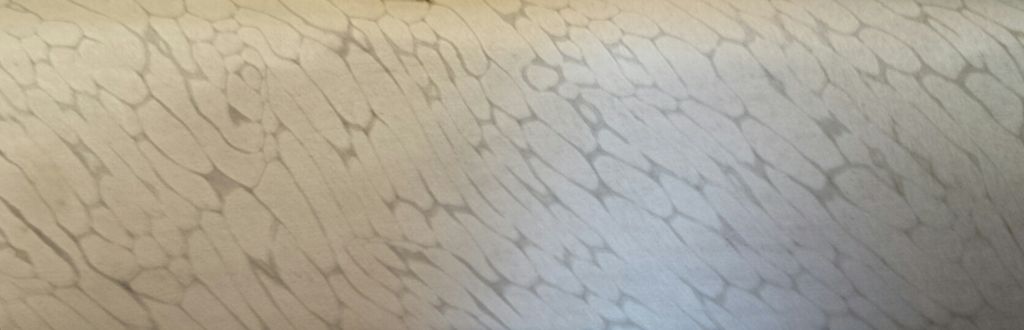
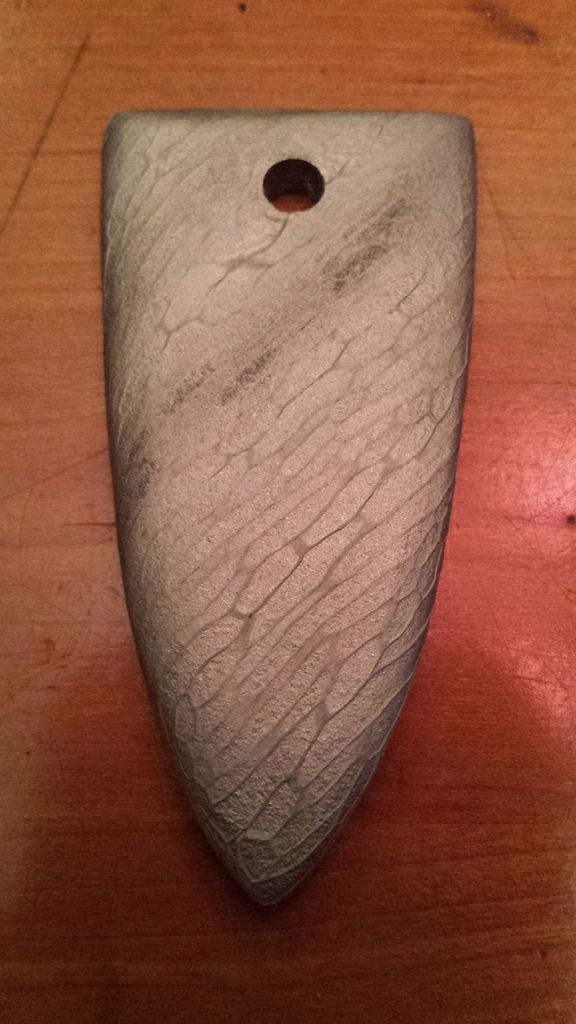
Суть состоит в том, чтобы смять кабель, увидеть, с чем вы имеете дело и отталкиваться от этого. Я решил сделать из своего отрезка кулоны в форме каплевидного щита. Чем мельче зернистость, которую вы используете при окончательной шлифовке , тем лучше будет виден рисунок. Так как я хотел добиться очень глубокого травления, мне не нужно было шлифовать слишком гладко. Достаточно наждачной бумаги 120 зернистости перед травлением.
Шаг 5: Финальный этап и защита

Дамасская сталь должна быть похожа на один сплошной кусок металла. Чтобы получить рисунок, вам нужно протравить сталь кислотой. Существует несколько вариантов применения кислот, но лично я использую хлорид железа. Если вы хотите получить очень поверхностное травление, например, изображение на поверхности, вам нужно только окунуть металл в кислоту примерно на 20 минут.
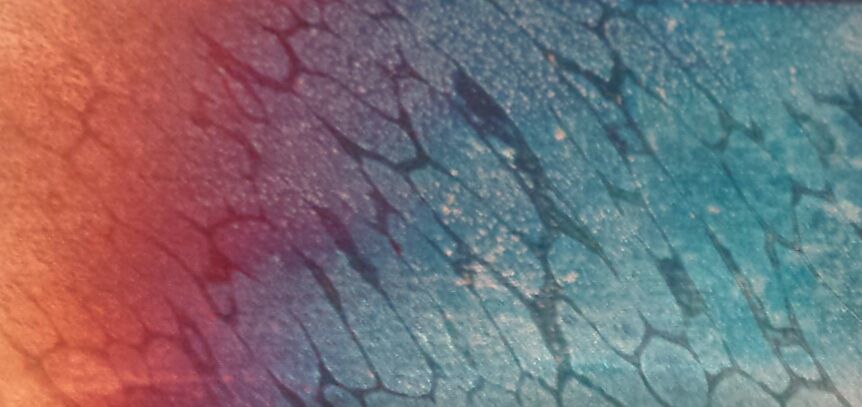
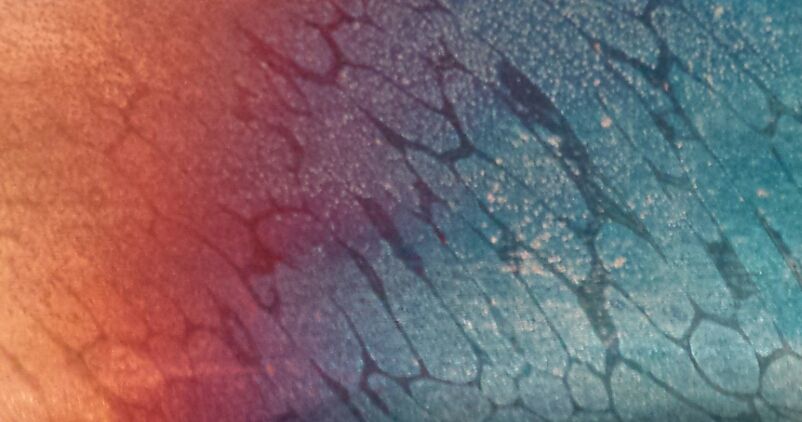
Я хотел получить очень глубокое травление, которое можно было почувствовать, поэтому я погрузил мою заготовку на 7 часов. Как только вы закончите травление, вы должны очистить металл и нейтрализовать кислоту. Один из самых простых способов сделать это — просто распылить очиститель для стекла на выгравированный кусочек после того, как он был промыт водой. Не забудьте одеть перчатки и средства защиты глаз для всего этого. Если вы хотите добавить какой-то цвет на изделие, как на двух последних фото, просто немного нагрейте его после травления до достижения желаемого цвета.
Как только травление пройдено, последний шаг — защитить металл. Сталь сильна, но, к сожалению, имеет свойство ржаветь. Если кусок, который вы используете, должен быть практичным, вроде ножа, вы можете нанести воск на его поверхность.
Если деталь более декоративна, вы можете нанести прозрачный слой. Это все зависит от предпочтений. Лично я решил попробовать лак для ногтей. Обычно я использую прозрачный полиуретан, но в этот раз решил попробовать что-то новое. После того, как деталь покрыта лаком, все, что осталось, это наслаждаться её видом.
Шаг 6: Один последний момент
Кусок, который я сделал, не требует никакой закалки или термической обработки, потому что это декоративное изделие. Если вы решите сделать лезвие из кабеля, нужно иметь в виду, что при закалке сталь имеет свойство деформироваться в направление скручивания кабеля. Если вам нужен практичный материал, сделайте его толще, иначе вы можете начать с ножа, а в итоге получится штопор.
Шаг 7: Дополнение





Вот еще несколько ссылкаподвесок. Чтобы получить очень глубокое травление, все они протравливались в течение почти 24 часов. Все они были нагреты до разных температур для проявления разных цветов. В конце они были покрыты полиуретаном для предотвращения ржавчины.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Технология изготовления дамасской стали
Читайте также: