Как проверить сталь d2
Обновлено: 17.05.2024
Originally posted by hatter:
Лично я давно для себя уяснил, что 30 градусов на любых сталях не годится даже для строгания твёрдых пород дерева.
30град. наводят вынужденно, из-за больших сведений и в 40 они резать не будут, если это, допустим не ванадис.
У меня в сведении больше 0,4 ножи при углах в 40 уже теряют в резе и долгорезе, что порошки, что обычные.
Я бы в большом сведении к углу 30 добавил микрофаску не менее 40град.
В резе не потеряет, так как трамонтина-про в сведении 0,2, заточена с завода на 40 без микро, а китайский кухонник Нора заточен на 30, с микрофаской 40град. с завода- в резе мыла не замечал, если хорошо заточены.
Товарищ, почитав данную тему, принёс на заточку wk5 от Батурова с клинком из х12мф (отечественный "аналог" д2), пострадавший на костях курёнка.
Нож был охарактеризован как неоднозначный (доставучий сколами).
Оглядели. сведён тонко до 0,4, заточен на результирующий 32, сталь "на пробу" суховата.
Попросил меня заточить поагрессивнее, но и про стойкость не забыть.
Для начала снес дефекты на наждачке P1000
и задал геометрию подвода с 30 градусов (полных) на алмазах.
Почти все фото сделаны в ходе контроля заточки, не имея целью показать непременно результат этапа, посему, слабонервным лучше не смотреть тк в кадр и заусенец и артефакты разные попадали.
Дмт синий 325 grit,
затем красный 600 grit на нем повысил угол до 31,
зелёный 1200 grit на нем повысил до 32 градусов.
325
600
1200. Вместе с заусенцем на 1200grit стали выпадать кусочки кромки.
Взял вашиту. Поднял угол до 33.
За неполные две минуты характер подвода и рк изменился.
Рез стал мягчайшим.
Но поскольку просили поагрессивнее,
повысил до 34 и взялся за хиндостан
Какие то скольчики на рк то тут то там виднеются,
На рез не влияют, ногтем или бумагой не идентифицируются,
может просто 100х увеличение все излишне драматизирует?!
Но разбираться некогда было, спать пора,
пригладил немного (5-7 проходов совокупно) на луксоре 0,5м и на чистой коже.
При этом риску от хиндостана не замазал, характер реза сохранил.
Верну пока хозяину, поработает, посмотрим,
повысить угол (в тч микроподводом) и сменить финиш всегда успеется.
С уважением, иван
Мне кажется, или хинд наволакивания дал больше, нежели вашита?
Он у Вас в какой притирке и Вы его с маслом или с водой применяли? Любопытственно.
P.S. Cпасибо за обзор и фото!
Приветствую Вас!
Да, вашита чуть-чуть совсем наволакивала, а хиндостан с водой в притирке f400 (если ничего не путаю) работал.
Тоже удивился объёму металла.
сегодня ещё раз попробовать этот сет хочу.
Ещё есть один нож из х12мф от wk,
планирую проточить той же вашитой, а следом этим же хиндостаном,
Посмотреть повторится ли картина при одинаково большой для обоих камней площади или дело ещё и в том было, что пятно контакта у хинда было вовсе мизерное.
В рамках обсуждения в двух вышерасположенных постах взял ещё один нож от батурова wk1 с х12мф.
Сведён в предел 0,4. хз на чем и как заточен был, на синтетику похоже. Суховата сталь, на сухом твёрдом дереве, при проверке, сразу появились микроскольчики.
Как и было оговорено проточил вашитой на 32 градуса.
Наволакивание есть, но небольшое, рез легкий мягкий.
Затем проточил хиндостаном, подняв до 34 градусов.
Наволакивание изрядное. Зубчик явно чувствуется, рез стал агрессивным.
То ли хиндостаном для этой сухой стали твердоват, то ли прорезает кромку насквозь, но микроскольчики на рк появились местами.
Посему пригладил немного луксором 0,5м на коже (пару проходов) и пяток движений на чистой коже сделал.
Проверил заточку. Волос и перерезает и вдоль распускает.
"и тааааак сойдет!"
Работал на точилке (сведение малое, фаска узковата для меня, чтобы врукопашную идти, навыка пока недостаточно) вот этой парой камушков.
Хиндостан распилен был по боковой стороне и работает всеми своими слоями.
Стоило попробовать, как опытные камрады советуют, суспензии нагур или сланцев на хинде для смягчения его работы.
но на подвижном абразиве мне это упражнение выполнять не нравится, поэтому работал на чистом камне и имею на выходе то, что имею.
Хотя, признаться, откровенного криминала я на РК не вижу.
"опыт- то что мы получилил, не получив того, что хотели получить"
Полагаю тут уже не от хинда или не только от хинда могут быть скольчики - вероятнее просто наиболее крупные карбиды, по достижении кромкой определённой тонкости, уже не могут удерживаться матрицей сколько-нибудь надёжно, из-за чего, к сталям типа х12мф и D2 и близких, часто предъявляют претензии.
Но, с этим моментом единственный кардинальный вариант - повышение угла, однако, я не сказал бы что тут критичные какие-то моменты, всё симпатично в общем.
ну совсем уж для успокоения - если посмотреть некоторые макрофото в инете и после некоторых абразивов - там и в 3-4 раза более крупные "ямки" на кромке, и с более острыми, именно сколотыми краешками, и то криминалом не считаются)
Финишником выступал,строго говоря, не Гуанси (он являлся лишь камнем основанием для работы с суспензией), а Ботан нагура.
С уважением, иван.
А что менее экзотическое можете порекомендовать на финиш Д2 после М10 ?
Есть разные финишники (с маслом на СОЖ).
Александр, я даже не подмастерье ещё в заточном деле, поэтому толковых советов от меня ждать не стоит, но раз уж спросили.
Для более точного ответа позволю себе уточняющий вопрос: почему финишировать хотите непременно после м10? Может сходить до м5, а потом уже вариативность с природниками побольше?!
Для себя последними двумя в сете, проверенными неоднократно на д2 и аналогах, камнями определил bbw и dragon tongue.
Если нужно без заморочек и экспериментов оперативно заточить нож из титульной стали, с которым раньше не имел дела, чтобы было агрессивно и достаточно стойко, возьму на префиниш и финиш их.
Но если Вы хотите непременно после м10 и с маслом, я бы взял хард арк. А если с повышением угла, то можно и другим более тонким микрокварцитом попробовать (если сталь не пересушена конечно).
С подсветкой проблемы, поэтому качество фото плохое,
но кликнув на них(не ленитесь) разглядеть главное можно!
На заточке энзо трэппер из д2.
Чуть суховат.
Исходное состояние после строгания дуба:
Собственно сам нож:
Работать начал на ббв с суспензией. Грубовато, но на ощупь остро.
Поработал на чистом камне без суспензии
и при беглом взгляде ужаснулся
"что он там (ведь мягкнький сланец) за три минуты натворить успел?!"
Присмотревшись, понял, что это наволакивание металла. С облегчением выдохнул.
Проверил на волосе-норм. Агрессивная кромка. при мягкой проводке вдоль рк, едва касаясь, волос аж "подпрыгивает", как на гребёнке.
Около десяти минут работал на чёрном сланце от Ivan-3 (вроде).
Бритва на нем хорошо финишируется, решил на ноже обратную сторону попробовать. Опасался тк сталь суховата, а этот сланец очень твёрдый, суспензия только алмазом наводится и то не легко.
Пять минут точил с суспензией, пять - без.
Все наволакивание в районе рк удалось сгладить.
Опасения не подтвердились, криминала откровенного на рк не выявлено.
Рез волоса и газеты стал мягким и легким, строгание дерева тоже.
Неплохой камушек для д2 оказался. Надо подсветку наладить и ещё на чем нибудь его испытать.
Фото кликабельны. При увеличении сильно лучше предыдущих)
Фото делаю в процессе заточки по мере контроля т.е. на фото не всегда конечное состояние ножа на этом камне. Часто после съемки ещё некоторое время точу но уде не фоткаю тк лень.
Попробовал нож на ооооочень твёрдом дубе.
Все же суховатая д2 на этом энзо не выдержала строгание почти каменного дуба на 32 градусах пошли мелкие пару соток скольчики.
Нельзя так оставлять.
Надо перетачивать увеличивая угол.
Съездил купил новую лампочку в подсветку.
Переточил этот же нож на больший угол.
Оксид алюминия 10 микрон на 32 градуса на точилке
Карбид кремния 5 микрон на 33 градуса на точилке
Арашияма 6к jis примерно на 34 градуса (врукопашную точил и замерял по факту)
Мароуяма томае почти на 35 градусов
Нарезала рисочку и наволокла металл на рк (особенно заметно чуть левее перекрестия)
Сам финишник
Для проверки остроты порезал волос.
Тоже конечно остро но дерево не так легко и нежно строгает как после чёрного сланца все таки зубчик сказывается. Ладно не буду по дереву в этой редакции пользоваться. Да и вообще по моему субъективному мнению д2 для дерева не очень подходит мб потому что слишком крупные у неё карбиды грубо режет как тонко её не финишируй.
С уважением, иван
У меня 2 тестовых материала :
Твёрдая колбаса и бройлер-отморозок ))
Хрясь ))
х12Мф
Сведен в 0,7.
Заточка:
Китайский алмаз- 200 грит-30 град.
Борайд Т2 400,31 град.
Вашита -32 град.
Собственно-это попытка скрестить ежа с ужом ))
Незначительный замин на клине таки появился после рубки.
Если делать больше угол финиша-нож потерял бы в резе,но замина вероятно не было-бы.
При сведении в 0,7 нож бы уже плохо резал твёрдую колбасу в случае обычного финиша на 37 град.
Элмакс больше понравился :
Обдирка -30-финиш 34-сведение 0,4.
Интересно поймать баланс ,когда нож ещё хорошо режет ,но не делает бздынь,если хрясь))
Этот с х12мф приехал заточенный уже примерно на 30 град.
Переточил по новой.
В случае,если-бы не-заточенный нож получил,то точил-бы :
Обдирка-35,финиш 37- вариант именно под хрясь))
Вообще, на ножи WK прилично было рекламаций и отзывов, что кромку плохо держат и скалываются. Я вот на своем из ПСФ-27 (называют порошковым аналогом Д2) наблюдаю картину как раз недокаленности, кромка мнется и подозрительно весело точится
Изначально написано hatter:
Лично я давно для себя уяснил, что 30 градусов на любых сталях не годится даже для строгания твёрдых пород дерева.
Это смотря для какой стали.
Углеродки на 30-ти гр. очень даже не плохо держат кромку. Для примера. Для справки, линейки делаются из твёрдой древесины. В основном из бука
А вот D2 у меня и десяти резов не сделала
Для справки.
Линейки делают в основном из берёзы и клёна, редко из груши и бука, ещё реже из осины и ольхи. Бук "капризен", его коробит не только при обработке, но и в эксплуатации, брака много.
Самыми лучшими линейки были из груши или клёна.
Судя по видео, ваши линейки не из бука, да и в Удмуртии он не растёт.
У Вас скорее всего берёза.
По твёрдости на много отличается от бука? И что это меняет в обсуждаемом вопросе?
Зависит от того, где и на каких почвах росла берёза.
По твёрдости, эти две породы могут не сильно отличаться, а могут в полтора - два раза.
Ничего, просто не все линейки, как Вы утверждаете, делаются из твёрдой древесины (ольха, осина). Только лишь это и хотел сказать.
Вот кстати по характеру деформаций клинка я бы сказал что заточка была хороша - в деформациях больше присутствуют замины, а не сколы или выломы с кромки
примерно так и рассудив,
оставил тот же угол, чуть подлинзив подвод,
и вместо тщательной проработки вашитой на финише
небрежно прошелся грубоватым трансом.
посмотрю, что из этого выйдет.
Товарищи, купил нож savage от кизляр суприм, сталь D2. Не получается добитюся остроты при заточке. Уже и углы заточки менял и абразивы. Безтолку! Посоветуйте чем оптимально точить и на какой угол. Из абразивов в наличии: борайды серий Т2, CS-HD, golden star; эльборы на медно оловянной и органической связках; нанива профессионал 1000; арканзас транс, вашита. Заточка для работы по мясу. Нормального микроскопа нет. Нож после доводки бреет с трудом! Разве это дело? Вообщем жду посказок. Другие ножи из боле мягкой нержи без проблем довожу до желаемой остроты и агрессии.
Вроде в этой теме достаточно примеров и "чем" и "на какой угол'.
А из указанных вами любой подойдёт (разве что т2 не очень, но и им технически заточить до бритья проблем не представляет).
Скорее всего проблема с не выходом на рк и непроработкой.
"После доводки"?
Вы распишите пжста чем в какой последовательности и на какие углы точили раз уж говорите что не получилось.
Точил эльборами с повышением угла (конечный общий угол 36 градусов), потом вашитой доводил - рез не понравился; перешел в доводке на транслюцент - тоже не понравился(( Потом плюнул и сделал общий угол кажется градусов 28 с микроподводом на 32. Фаски получились широченные)) Доводил опять трансе или вашите, уже не помню. Нож конечно режет. но кухонные ножи, складень из 8 хром 13, s35vn всегда могу довести до удовлетворительного реза. Хоть сумасшедшую агрессию, хоть мягкое бритье - всегда пожалуйста. А здесь прям дело принципа получить тонкую и агрессивную кромку. Пока не выходит, ноя еще не все идеи использовал. Думаю может там карбиды размером со слона и поэтому не получается?))
Изначально написано Aleksey Ostrovsky:
. Думаю может там карбиды размером со слона и поэтому не получается?))
И там ведь ещё всё очень недурно, далеко не самая крупная структура для этой стали, клинок от Бирюкова, уже несколько лет служит верой и правдой.
По поводу D2 и её структуры - отрабатывал тут кое-какие пробы с алмазным зерном на чугунном притире, но, к сожалению, именно с D2 это не дало толку - практически такая же хрень получается, как с заточкой её на алмазных брусках.
Надо было заточить, не особо тонко. Я попробовал "схитрить" с притиром, чтобы получить менее агрессивные риски от алмаза. Для этого я использовал довольно тонкое зерно - АСМ 3/2 мкм. всего, но подготовка притира была хоть и тщательна, но грубовата - на зерне КЗ F320.
Это позволило получить обработку, сопоставимую по шероховатости с работой на алмазном же зерне 10/7 на притире, подготовленном тоньше. При том риска получается не такая выраженно клиновидная, более округлая. Но насколько это срабатывает на быстрорезах, настолько это не подошло D2.
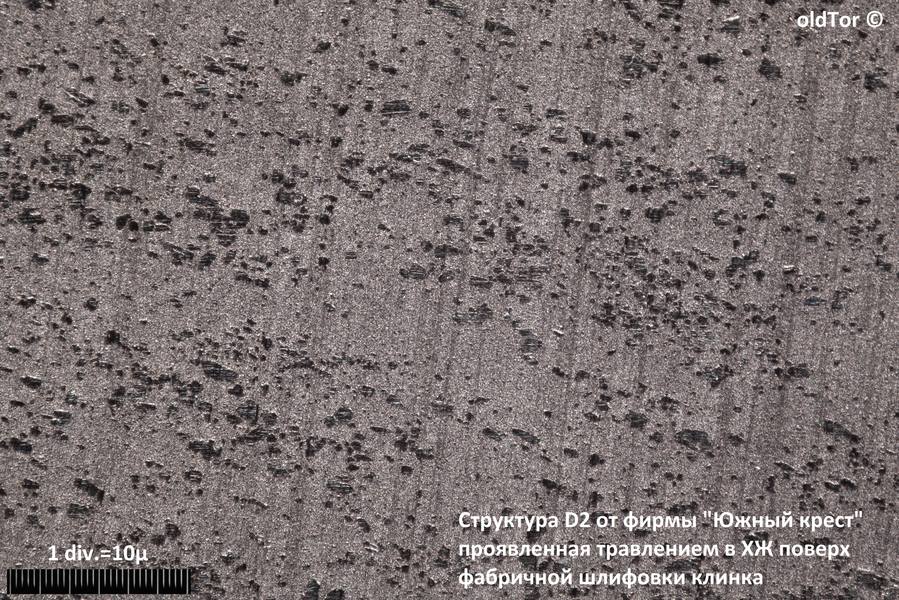
Клинок от фирмы "Южный крест". Структура очень крупная, причём легко проявляется - поверх фабричной, весьма грубой шлифовки клинка травление в слабеньком растворе хлорного железа - микрометрическая шкала на снимке есть, размер карбидов легко прикинуть:
Сначала угол был 36 градусов, когда вышла хрень, повысил до 38, выполнив технологический барьер - та же хрень.
Столь крупные карбиды, когда их встречают алмазные зёрна - скорее склонны крошиться и выламываться из кромки, нежели "обтачиваться".
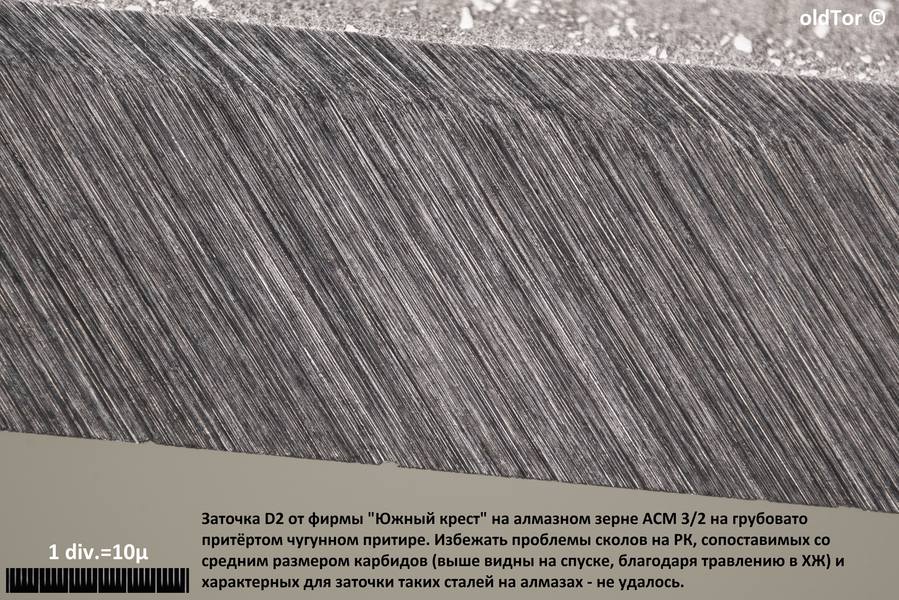
Вот что получилось:
В общем, что на брусках, что на чугунном притире, такую сталь алмазами я затачивать не стану и никому не порекомендую.
Единственные исключения - обдирка с оставлением припуска, без проработки РК - создавать её нужно уже другими абразивами, и тонкая доводка на алмазном зерне 1/0 на стеклянном притире. Как максимум - может быть 3/2 на стеклянном же притире - на нём такое зерно работает намного тоньше и может работать именно доводочным, а не заточным, как здесь.
Кстати, новый притир показал себя отлично и то же самое хорошо сработало на быстрорезе р12. Но я его уже отдал, фото сделать не успел. При случае сделаю или повторю с каким-то из своих быстрорезов.
P.S. А этот клинок из D2 я переточил, вернув обратно 36 градусов, на подходящем бруске - водник Гриталон М10 СТ1 на основе зелёного карбида кремния на керамической связке. Разумеется, делал ТБ чтобы убрать сколы от предыдущей обработки. Очень однородная кромка вышла, при такой-то структуре стали и шероховатости фасок. До особо высокой степени остроты на этом бруске доводить не стал - до момента когда при ногтевом тесте кромка "тормозит" поперёк ногтевой пластины при лёгком касании и снимает стружку с волоса, хорошо режет папиросную бумагу - равно и довольно чисто:

В общем, как и следовало ожидать - проверенные решения прекрасно работают.
----------
"Теория без практики мертва и бесплодна, а практика без теории бесполезна и пагубна" П.Л. Чебышев.
Характеристики стали D2 - плюсы и минусы для ножей
В Росси достаточно высокая собственная база разработок по металлургии во всех отраслях и направлениях. Но не смотря на существующий марочник, включающий более 5000 тысяч названий, приживается аналог с зарубежным названием. Это происходит зачастую от того, что название марки ассоциируется с каким-либо известным изделием, определяющим точные свойства, так например характеристики стали D2 указывают на назначение этой марки для изготовления охотничьих, туристических, реже бытовых ножей.

Технические особенности стали D2
Марка D2 — это американская маркировка, которая используется и у нас, указывая на точное использование. Существующий Российский аналог — сталь Х12МФ. Как по химическому составу, так и механическим свойствам эти марки схожи. Существует лишь разница в диапазоне используемых компонентов. Но больше свойства зависят от термической отработки.
В своей стране эта марка получила большую известность, ее используют многие компании для своих изделий: режущего инструмента для оборудования, ножей. Востребована она благодаря:
- низкой стоимости;
- хорошей обрабатываемости;
- стойкостью заточки;
- высокими характеристиками реза;
- коррозионной стойкостью;
- однородности структуры после закалки.
Сталь d2 для ножей
Прежде чем охарактеризовать эту сталь с промышленной точки зрения, рассмотрим особенности охотничьих ножей. Почему именно эта сталь востребована при их производстве, и для каких именно ножей она применяется.
Такое сочетание как охотничий нож у профессионалов вызывает интерес, в то время как человек не заинтересованный пропустит это мимо. Дело в том, что ножи носят особый статус. У них своя форма, наличие деталей, конструкция каждый элемент которых имеет свое значение и определение.
Для охотничьего ножа первое правило — клинок должен долго держать хорошую заточку. Считается нормальным, если ее хватает на разделку одной большой туши, например кабана, лося или оленя. Форма такого ножа обязана иметь упор для устойчивости. — Все эти свойства и плюсы обеспечивает сталь D2 при невысокой стоимости.
Химический состав
По химическому составу D2 относится к высокоуглеродистым легированным сталям, а если более точно — режущим. Первоначально она и была разработана для изготовления режущих зубьев на базе высокоуглеродистого металла с содержанием 1,4-1,6 % углерода.
Основные легирующие элементы, придающие такие качества как красноломкость (металл ломается, при t выше 725 C, когда принимает красный цвет) износостойкость это — ванадий и молибден, содержание которых составляет:
Из-за того, что они очень тугоплавки и получить их обычным методом не получается возможным эти вещества вводятся в расплав в виде мелкодисперсных порошков. Попадая в жидкую сталь, элементы образуют прочнейшие карбидные соединения (VC) и (WC) , разрушая карбид железа (FeC) и карбид хрома (CR23C6). Это обеспечивает высокую прочность при высоких температурах и хорошую способность к закаливанию стали.
Молибден увеличивает прокаливаемость стали на большую глубину и равномерному распределению внутренних напряжений, возникающих при закалке. Ванадий, в свою очередь, предотвращает хрупкость и ломкость клинка.
Хром — единственный элемент, который придает сплаву стойкость к химической коррозии. Но так как для полной защиты необходимо минимальное содержание хрома 13 %, а в стали D2 находится только 11 %, то она относится к слабо ржавеющим. Кроме этого высокое содержание углерода способствует образованию достаточно большого количества карбида хрома, который влияет на межкристаллическую коррозию при реагировании с кислотами.
Содержание углерода — это показатель очень высокой прочности, которая присуща гораздо в большей степени, чем таким сталям, как кордовая или канатная. При грамотной термообработке поверхность принимает твердость 61 единицу по Роквеллу, когда как 55-58 ед. это более чем достаточно.
В обязательном порядке присаживаются кремний и марганец в соотношении 1:1 и количестве 0,60 %. Кремний оказывает упрочняющее границы зерен действие. Являясь не карбидообразующим элементом и одновременно тугоплавким, кристаллизующимся одним из первых, кремний выталкивает углерод к границам зерен, тем самым, придавая им большую прочность.
Марганец, как правило, присаживается в соотношении 1:1,1 и выше, но в этом случае выдерживается 1:1. Он стабилизирует структуру металла, как в аустенитном состоянии, так и отпущенном мартенсите. Он хоть и повышает твердость стали, но без ущерба ее вязкости.
Вредная примесь фосфор снижена до предела 0,04 %, сера до 0,03 %. Это не самые минимальные пределы их содержания, но при повышении этого содержания они способны негативно влиять на нее, а в этом диапазоне они не оказывают негативного действия.
Термомеханическая обработка
Сталь D2 относится к режущим. Такие марки подвергаются закалке для придания максимально большой прочности (57 ед. по Роквеллу в отожженном состоянии, после закалки и отпуска 61 ед.). Основная масса стали, подвергающаяся закалке нагревается в окислительной атмосфере, но для ножей используется не совсем обычная технология из-за перепада толщины между кромкой и основной толщины ножа. Т. е. важно обеспечить равномерный нагрев и получение однородной структуры по всему телу лезвия: и в кромке и в обухе. При всем этом избежать коробления металла.
Нагрев под закалку в окислительной атмосфере приводит к частичному обезуглероживанию верхних слоев, которые снимают окончательной обработкой. Но заготовки ножей подвергаются закалке в точных размерах, так как после термической обработки сталь становится очень прочной и поэтому окончательная механическая обработка, которая к ней применяется — это шлифование и заточка резца.
Нагрев проводят в соляных ваннах температурой 850-630 ºC. Для прогрева всей толщины заготовки достаточно выдержки несколько секунд или минут, после чего металл охлаждают на воздухе. Для того чтобы за считанные секунды матрица нагрелась и перешла в аустенитное состояние, сталь легируют молибденом и ванадием, которые не только увеличивают износостойкость ножа, но так же увеличивают прокаливаемость.
Почему выбирают D2
Выбирая стали для ножей, их более 15 марок различных по хим составу и свойствам, руководствуются в первую очередь физико-химическими показателями, от которых зависят основные свойства клинка. Это могут быть метательные ножи, тогда для них важна пластичность, чтобы они выдерживали динамические удары, гнулись, но в этом случае клинка не хватит для освеживания туши без нескольких правок. А вот клинки, которые держат долго заточку, не предназначены для метания, открывания бутылок и забивания гвоздей.

Второй критерий выбора массовое производство и окончательная стоимость изделия. Например, бытовые ножи должны быть коррозионностойкими, держать заточку, но не обязательно долго, но самое важное быть недорогими. Поэтому использовать очень дорогую сталь для производства бытовых изделий накладно, даже если попытаться снижать стоимость за счет массового производства.
Коррозионностокость — третий фактор, видимо не самый главный, когда речь заходит о способности держать заточку. Именно сталь марки D2 отодвигает это условие на второй план, так как она при длительном воздействии воды поддается коррозии, пусть и не активно.
Сталь D2 оптимально подходит как по физико-химическим свойствам, так и по стоимости. При правильном хранении (исключается постоянный контакт с водой, любой — с кислотами) ножи прослужат очень долго. А их стоимость составляет в диапазоне 15-35 у. е.
Характеристики стали марки D2 для ножей
Сталь D2 — высокопрочный, полунержавеющий сплав. Используется для создания ножей среднего класса, доступных по цене. Обладает всеми необходимыми характеристиками для получения изделий высокого качества, которыми можно пользоваться длительное время.
История появления сплава

Сталь марки D2 пластина 250х80х4 мм.
Сплав разработали в Америке в 60-х гг. для промышленных целей (изготовление ножей и режущих инструментов). Сейчас такая сталь производится не только в США. В Японии, Германии и Швеции разработаны сплавы, похожие по составу на D2. Единственное отличие заключается в количестве углерода.
У сплава имеются следующие обозначения:
- X155CrMo12 — производится в Германии;
- 1.2379 — так маркируется D2 согласно Европейской системе обозначения сталей;
- SLD — сплав в Японии;
- SKD-11 — маркировка D2 в Швеции.
В России также существует аналог — Х12МФ.
Сплав активно применяется в металлообрабатывающей промышленности, автомобилестроении, при производстве лезвий для бритв. Кроме этого, он используется при создании клинков холодного оружия.
Технические особенности стали марки D2
Есть пять характеристик для оценки сплава:
- Твердость. Обладает высоким показателем — до 64 HRC по Роквеллу.
- Жесткость. Отличается прочностью, но является недостаточно жестким, что приводит к неудобствам при заточке изделий.
- Износоустойчивость к абразивному воздействию. Благодаря твердости этот показатель у сплава высокий.
- Коррозионная стойкость. Данный вид стали не относится к нержавеющим, поскольку не содержит достаточного количества хрома, но сопротивляется ржавчине. Устойчивость к коррозии оценивается как средняя.
- Защита краев от завалов. При эксплуатации лезвие изделия из D2 способно долгое время сохранять свою остроту.
Сплав D2 относится к режущим высокоуглеродистым легированным сталям и имеет следующий состав:
- углерод (С) — 1,55%;
- марганец (Mn) — 0,35%;
- хром (Cr) — 11-13%;
- кремний (Si) — 0,45%;
- молибден (Мо) — 0,9%;
- ванадий (V) — 0,9%;
- фосфор (P) — 0,03%;
- сера (S) — 0,03%.
С помощью марганца происходит процесс закалки. Элемент не ухудшает вязкость стали, а увеличивает ее прочность и улучшает структуру продукта.
Сплав D2 обладает самой высокой степенью сопротивляемости коррозии среди высокоуглеродистых сталей. При содержании в составе до 13% хрома сплав называют полунержавеющим, но образование ржавчины зависит от контактов изделия с агрессивной средой, способа обработки и иных факторов. Хром увеличивает вязкость, твердость металла, обеспечивает меньшую подверженность износу.
Кремний придает сплаву прочность и упругость.
Молибден способствует облегчению закалки. Он усиливает способность стали прокаливаться, равномерно распределяя внутреннее напряжение, возникающее в процессе. Прибавляет прочности, твердости, повышает сопротивляемость коррозии. Добавляет изделию стойкости к высоким температурам.
Ванадий улучшает закаливаемость, обеспечивает прочность, отсутствие ломкости.
Углерод — основной элемент, как и у большинства сплавов. Придает металлу большую прочность, остроту, повышенную вязкость.
Содержание серы и фосфора, относящихся к вредным примесям, доведено до минимума, и в таком количестве отрицательным воздействием на сплав они не обладают.
Условия термомеханической обработки
Сталь такого типа требует закалки, придающей ей большую прочность. Чтобы закалить сплав, не предназначенный для изготовления клинков, применяется окислительная атмосфера. Создание клинков из стали D2 требует иной технологии.

Для производства режущих лезвий и деталей, рассчитанных на динамические нагрузки, необходимы другие время и температура воздействия. Наиболее распространена обработка стали на первичную твердость, включающая низкий отпуск и закалку в масле, под струей воздуха или в горячих средах.
Чтобы добиться однородности в структуре клинка, обеспечивают равномерное нагревание при закалке. Отсутствие окисления при подобной обработке предотвращает обезуглероживание, что способствует сохранению прочности и приобретению изделием большей остроты.
Нагрев происходит при температуре +690…+850°С. Через несколько минут или секунд сплав охлаждают, легируют ванадием и молибденом, способствующим закаливаемости.
В производстве используют метод электрошлаковой переплавки. Расплавленный металл пропускается через слой шлака, в процессе очищаясь от вредных примесей, в т. ч. от серы с фосфором.
После обработки с последующим накаливанием сталь остужается и подвергается окончательной механической обработке в виде шлифования и заточки клинка.
Преимущества и недостатки

К достоинствам относятся:
- способность долгое время держать заточку;
- твердость;
- сопротивляемость агрессивной среде;
- способность выносить сильные удары.
Изделия долго держат заточку даже при активном использовании. Сталь устойчива к воздействию окружающий среды и не деформируется, переносит даже высокие температуры. Большое содержание углерода делает рез агрессивным. Твердость способствует хорошей сопротивляемости износу, что позволяет использовать клинок для работы с самыми разными, в т. ч. высокопрочными, материалами.
- подверженность коррозии;
- сложность заточки.
Сплав не содержит достаточно хрома, чтобы быть нержавеющим. Поэтому на поверхности металла могут появляться пятна, особенно после контакта с влажной или кислой средой. Изделия из этой стали следует протирать после контакта с водой или иными жидкостями либо покрыть специальным антикоррозийным материалом.
Сам по себе металл плохо поддается полировке, поэтому поверхность изделий всегда выглядит матовой. В процессе заточки следует помнить о выборе угла: точильный инструмент нужно установить на 25-35°, иначе твердая сталь выкрошится.
У данной разновидности стали большее количество плюсов, чем минусов, отзывы в основном положительные.
Какие ножи делают из стали D2
Ножи из стали D2 обладают наибольшей популярностью: по набору свойств это лучший металл для изготовления клинков. Выплавляют преимущественно охотничьи, туристические ножи, реже — ножи бытового назначения.

Твердость и острота режущей кромки делают возможным использование ножей с бритвенной заточкой (например, «Косуля» или «Тантуха») для разделки туш на охоте.
Клинки из этого сплава полезны и в туристическом походе: с их помощью будет несложно изготовить колышки для палатки или нарезать веток для костра. Нож «Грибник» может использоваться для сбора грибов.
Ножи делятся на:
- складные, в т. ч. подарочные;
- с фиксированным клинком;
- туристические, с обширной областью применения;
- шейные, с помощью которых снимается шкура с убитого на охоте зверя;
- разделочные, предназначенные для разделки туш.
Кроме этого, сплав применяется для производства кухонных ножей высокого качества.
По свойствам нож D2 часто сравнивается с изделиями из сплава Elmax. И те и другие имеют почти равные параметры: у них одинаковая износостойкость и один и тот же профиль клинка. Но вторые в меньшей степени подвержены коррозии, и им присуща большая агрессивность реза. При этом изделия из D2 в два раза дешевле ножей Elmax.
Какая сталь для ножей самая лучшая
От качества термообработки и состава сплава у ножевых лезвий зависит устойчивость к ржавчине, затупливанию, механическим повреждениям. При выборе лучшей стали для ножа учитывается назначение изделия: для использования на кухне или в походных условиях играет роль отличающаяся комбинация характеристик.

Каким критериям должна отвечать сталь
У различных видов стали отличаются технологические и механические свойства, обусловленные присутствием в сплаве легирующих элементов.
Материал для изготовления ножей оценивается по следующим критериям:
- Устойчивость к широкому диапазону температур (-30…+100°C).
- Чувствительность к коррозии.
- Прочность, упругость. При эксплуатации изделия важна минимальная деформация металла, устойчивость от продольного прогиба.
- Твердость. Показатель обозначается аббревиатурой HRC (в Европе — RC), оценивается по шкале Роквелла. Для ножей оптимальным считается показатель выше 55 ед. При увеличении твердости уменьшается устойчивость к сколам.
- Удержание заточки. Чем тверже материал, тем реже лезвие тупится.
Еще один критерий — легкость заточки лезвия. Чем мягче материал, тем легче его затачивать (при этом сталь быстрее тупится). Поэтому важен баланс между твердостью и прочностью.
Не существует однозначного ответа на вопрос, какая сталь самая лучшая. Приоритетные характеристики должны обеспечивать функциональность ножа для выполнения поставленных задач.
Состав и добавки

Сталь представляет собой сплав железа с углеродом. От последнего элемента зависит жесткость материала.
Различают следующие типы стали:
- низкоуглеродистая;
- среднеуглеродистая;
- высокоуглеродистая.
Ножи из нелегированной стали (без добавок) обладают гибкостью, но подвержены коррозии, неустойчивы к повреждениям. Для усовершенствования характеристик металла в сплав добавляют примеси. В таблице представлен список используемых добавок (кратко приведены разъяснения их функций).
| Элемент | Функции |
| Марганец (Mn) | Обеспечивает прочность, позволяет сделать любую форму лезвия. Присутствует в большинстве стальных сплавов. |
| Молибден (Mo) | Позволяет закаливать сталь до высокого уровня жесткости, делает клинок теплостойким, снижает ломкость лезвия. |
| Хром (Cr) | Защищает от воздействия ржавчины. |
| Ванадий (V) | Отвечает за устойчивость к воздействию химических веществ, повышает упругость. Увеличивает срок эксплуатации изделия. |
| Кремний (Si) | Снижает восприимчивость материала к механическому воздействию, повышая прочность. |
| Никель (Ni) | Предотвращает гниение стали, повышает устойчивость к коррозии. |
| Вольфрам (W) | Повышает прочность, усиливает антикоррозионные свойства. |
Сера и фосфор относятся к технологическим примесям. Первый элемент снижает твердость и прочность металла, в качественных сплавах процентное содержание не превышает 0,065. Фосфор повышает хрупкость стали. Данный элемент присутствует во всех сплавах, но максимальный уровень вещества в сплаве составляет 0,045%.
Лучшие зарубежные марки стали
У разных марок стали отличаются рабочие характеристики, все виды имеют плюсы и минусы.
Это немецкая марка инструментальной стали высокого качества, характеризующаяся однородностью структуры после закалки. Одна из самых востребованных в мире.

- удержание заточки;
- качество реза;
- стойкость к коррозии и деформации.
Сталь D2 относится к высокоуглеродистому виду. Разработана для создания режущих зубьев, используется в изготовлении охотничьих ножей.
Содержит большое количество хрома (до 14%). Подвергается закалке (55-69 HRC). При низкой стоимости обладает твердостью, но сложно затачивается.
Для продления срока эксплуатации лезвие рекомендуется протирать после контакта с водой.
CPM S35VN
Марка американской компании относится к классу премиум, характеризуется твердостью, износостойкостью. Расшифровка аббревиатуры CPM — это название технологии Crucible Particle Metallurgy.
Сплав получают порошковым методом, предусматривающим следующие действия:
- Жидкий расплав охлаждают азотом, он кристаллизуется, превращается в порошок.
- Сухое вещество подвергают высоким температурам и давлению, чтобы порошок спекся.
- На сплав воздействуют прессом для получения готового продукта.

Марка S35VN представляет собой улучшенный вариант S30V (в состав сплава внесен ниобий, а в производстве используется порошок мелкой структуры).
Комбинация легированных элементов позволила улучшить характеристики стали без потери прочности, т. е.:
- Благодаря мелкозернистой структуре материала изделие долго сохраняет заточку, меньше выкрашивается в сравнении с предшествующей маркой.
- Лезвие выдерживает ударную нагрузку.
- Сталь менее чувствительна к гниению.
- Сплав характеризуется пластичностью.
К недостаткам марки относятся сложность в заточке и высокая себестоимость. Такие лезвия не предназначены для рубки твердых поверхностей, не устойчивы к перегибам (твердость полотна составляет от 58 до 62 ед. по шкале Роквелла).
Считается классикой ножевой стали в Европе и Америке, содержит повышенное количество хрома и углерода.

- твердость составляет 59 HRC;
- выдерживает сгибы, скручивания (может использоваться при резке твердых плотных продуктов);
- относится к нержавеющему типу (подходит для аквалангистов и рыбаков);
- удерживает заточку;
- легко поддается правке.
Из стали 440C изготавливаются классические и складные модели ножей. Изделия требуют регулярного ухода. Из-за отсутствия в сплаве ванадия лезвия не обладают износоустойчивостью. В сравнении с изделиями премиум-класса чувствительны к воздействию солей и кислот.
Elmax
Сталь шведской марки изготавливается по порошковой технологии. Является высокоуглеродистой, высоколегированной. Используется для изготовления ножей высокой ценовой категории. Отличается хорошей режущей способностью.

К преимуществам относятся:
При высокой твердости сталь хорошо поддается заточке. Для поддержания антикоррозионных свойств необходима регулярная шлифовка и полировка клинка.
Разработанная австрийским металлургическим концерном марка M390 является одной из лучших. Характеризуется устойчивостью к гниению. Задумывалась в качестве материала для медицинских инструментов, поэтому особое внимание при разработке уделялось способности удерживать заточку.
Лезвия сохраняют остроту кромки до 6 месяцев. Сплав обладает низкой разницей между предельной текучестью и прочностью на разрыв. Материал не разрушается при взаимодействии с большинством видов щелочей и кислот.
Главным достоинством является твердость на уровне от 60 до 62 HRC. При таком показателе возможна шлифовка полотна до зеркального блеска. Для заточки требуется наличие настольного станка.
ZDP 189
Марка ZDP 189 принадлежит японской корпорации. Эта сверхвысокоуглеродистая инструментальная сталь, обладающая твердостью до 69 HRC, содержит высокий процент хрома. Разработана на основе порошковых технологий.
Выделяется режущими качествами, используется для изготовления ограниченных серий клинков. Из-за хрупкости подходит не для всех форм лезвий (например, не рекомендуется для вогнутых спусков). Полотно чувствительно к воздействию ударов. Лезвие хорошо поддается полировке.
Легированная кобальтом и молибденом японская марка VG-10 отличается остротой режущей кромки, твердостью, устойчивостью к ударной нагрузке, антикоррозионными свойствами.
Часто используется в качестве центрального слоя полотна, чтобы обеспечить клинку устойчивость к ржавчине, повысить режущие свойства.
Содержание в составе сплава кобальта делает сталь вязкой и твердой. Режущая кромка сохраняется даже при твердости 60-62 HRC. Качество материала поддерживается особым методом термической обработки, который производитель держит в секрете.
CPM S30V
Порошковая американская марка CPM S30V содержит от 13 до 18% хрома, обладает прочностью, устойчивостью к ржавчине. Сплав содержит карбиды ванадия и хрома, на режущей кромке присутствуют участки сверхвысокой твердости.

Сталь AUS-8 японского производства имеет высокие рабочие характеристики. Благодаря наличию в сплаве молибдена и никеля обеспечивается сопротивление к коррозии.
В процессе выплавки и закалки не используются дорогостоящие технологии, поэтому металл имеет низкую себестоимость.
Лезвия из данного материала не требуют специального ухода, сочетают в себе твердость и упругость, легко поддаются заточке.
Лучшие отечественные виды стали
Маркировка из двух цифр и буквы «Х» обозначает процентное содержание (в сотых долях) углерода и хрома (первая цифра — углерод, вторая — хром). Фактические показатели могут незначительно колебаться. Можно выделить топ-5 лучших ножевых сталей отечественных производителей.
50х14МФ
Универсальная сталь 50х14МФ, с которой начиналось оружейное производство. Используется в изготовлении ножей, медицинского инструмента. Сплав устойчив к химической и влажной среде. Твердость может составлять до 57-58 HRC.
Лезвия долго держат заточку, устойчивы к ударным нагрузкам, с легкостью правятся в домашних условиях.

40Х12
Это мягкая высоколегированная сталь, использующаяся в производстве недорогих ножей, сувенирных клинков. Плохо поддается закалке, поэтому полотна легко гнутся, а режущая кромка почти не удерживает заточку.
Преимуществом является устойчивость к коррозии. Твердость материала составляет 51 или 52 HRC.
Х12МФ
Изначально разрабатывалась для использования в машиностроительной отрасли. Марка широко применяется в изготовлении ножей. В сплав входит вторичное сырье, что снижает стоимость производства.
Сталь Х12МФ не требует сложного ухода, относится к группе коррозионно-стойких материалов, отличается податливостью при обработке. Режущая кромка обладает устойчивостью к износу. Острота лезвия сохраняется долгое время. Твердость может достигать 64 HRC.
К недостаткам относятся: чувствительность к изгибам и кислотной среде, необходимость специального оборудования для заточки, тусклый вид полотна.
95Х18
Часто используется для изготовления клинков. Материал отличается устойчивостью к коррозии, прочностью, не изнашивается долгое время. Преимуществом является простота заточки лезвия, недостатком — средняя агрессивность реза. Закаливается до 58 HRC.
65Х13
Относится к недорогим маркам. Имеет устойчивость к ржавчине благодаря содержанию хрома. Твердость составляет от 56 до 59 ед. по шкале Роквелла. Полотно устойчиво к ударам, деформации. Достоинством также является легкость в эксплуатации и заточке.
К недостаткам относится высокая скорость истирания.
Какую сталь лучше выбрать
При выборе кухонного ножа или охотничьего клинка принимается во внимание качество материала, репутация производителя.
Для кухонных ножей
Для использования на кухне нож должен обладать прочностью. Важный параметр — качество реза. Лезвия должны легко затачиваться, но не требовать частой правки.
Лучшие кухонные ножи соответствуют следующим параметрам:
- устойчивы к ржавчине;
- не крошатся;
- имеют однородное полотно без разводов, пузырей.
Еще одним параметром является отсутствие на режущей кромке неровностей.

В России наиболее часто для кухонных ножей используются упомянутые марки:
Из иностранных марок имеет высокий рейтинг сталь 440C. Для кухонных ножей рекомендуются японские стали AUS10 и ATS34, а также американская марка 154 CM (США). Сталь 420 часто используется зарубежными производителями, но отдавать предпочтение следует изготовителям из США, Швейцарии, Австрии, Германии.
Испанские ножи из 420 стали отличаются мягкостью. В европейских вариантах часто встречается массивное лезвие, что затрудняет аккуратную нарезку продуктов.
Для охотничьих ножей
Туристические и охотничьи клинки должны быть изготовлены из долговечного материала.

Часто используются марки:
- 420 (недорогие модели);
- 440A, B, C;
- AUS 4-10;
- Elmax;
- 95Х18;
- H1 (американская хромоникелевая сталь).
Свойства порошковой стали
Процесс изготовления порошковой стали сводится к основным этапам: производство и смешивание порошков, уплотнение и спекание. У производителей могут отличаться особенности технологического процесса.
Ножи из такой стали стоят дороже. Качество готового изделия зависит от размера и распределения образующихся карбидов. Использование методики позволяет производителям получать высокотехнологичный сплав, увеличивать количество легированных элементов, повышать характеристики материала.
По порошковой технологии изготавливается большинство армейских и охотничьих ножей, т.к. в данных случаях необходима повышенная прочность в сочетании с антикоррозионными свойствами.
Лезвия из порошковой стали острее в сравнении с прототипами из цельного металла. Выдерживают перепады температур, устойчивы к деформации, поддаются шлифовке. Режущая кромка долго сохраняет остроту.
В домашних условиях порошковая сталь требует аккуратной заточки.
Так ли хороша дамасская сталь
Качественная дамасская сталь по режущим характеристикам превосходит многие марки.

В производстве используется особая технология:
- Собираются мягкие и твердые виды стали.
- Стальной пакет прогревается до температуры ковки.
- Наносятся специальные добавки (для улучшения сварки между пластинами).
- Пакет многократно пробивают молотом, отправляют в горн.
- Когда пластина сформирована, она прогревается. Рубится на несколько частей, которые снова собираются в пакет.
- Цикл повторяется.
Количество повторений может составлять от 3 до 10. Чем их больше, тем качественнее сталь. На свойства клинка влияет соотношение мягких и твердых сталей. Последних должно быть больше.
Дамасский сплав имеет жесткость 60 HRC, отличается прочностью и остротой кромки. Еще одним преимуществом является удержание режущих качеств. Изделия часто украшены узорами, образующимися из-за неоднородной структуры.
Материал обладает большим недостатком: неустойчив к ржавчине и требует тщательного ухода.
Для поддержания рабочих характеристик и внешнего вида необходима защита от влаги, нужно протирать лезвие после использования, обрабатывать специальным маслом.
Поэтому на сегодняшний день дамасская сталь уступает большинству современных сплавов.
Как проверить сталь d2
Originally posted by darki83:Вопрос может быть простой, но все таки: как определить из чего сталь на конкретном ноже: углеродная, нержавейка, высокованадивая и т.д. Может по каким то признакам: цвет, вес, звук металла, характеру сьема металла и т.д. Вопрос к тому, как к ножу из опр. стали подобрать конкретный абразив. И если можно к каким сталям какие камни: нержавейка-. углеродка-. и т.д. Спасибо!
1) по маркировке на ноже
2) по внешнему виду
3) по тому, как ведёт себя сталь в процессе заточки
4) .
----------
Тот, кто правильно указывает на мои ошибки, - мой учитель. Тот, кто правильно отмечает мои верные поступки, - мой друг. Тот, кто мне льстит, - мой враг. /Сунь Цзы/
По способности магнититься.
все мартенситные стали магнитятся
в том числе и нержавеющие мартенситного класс типа 416, 420, 440 и т.п.
не магнитятся нерж. стали аустенитного класса, такие как 316 и т.п.
Заводской приём, по искрам на наждаке. В советское время даже методички были.
Слышал о таком от родителей и знакомых с оборонного завода. На спор определяли по искре с наждака сталь, результат 10 из 10. Вот только мне не совсем понятен принцип
Я не спец, но например титан даёт искры чистого белого цвета, которые на некотором расстоянии от наждака разлетаются звёздами. По расстоянию до звёзд и оттенку можно определить наличие легирующих элементов в сплаве.
По сталям тоже самое, цвет гуляет от жёлтого до красного, длина искры, взрыв искры в воздухе или затухание, рикошет от поверхности, изменение цвета в полете или наличие разноцветных искр.
Благодарю. Там есть вопросы в том числе и по наждаку, который используется. Насколько я понимаю, метод строится на опытном тестировании и каждую новую сталь надо так же описывать. Информация очень интересная!
Кое-что, а иной раз и немало, можно сказать, в плане принадлежности стали к той или иной группе таковых, по проявлению её структуры в процессе заточки, как мне кажется.
Действительно, хорошее готовое изделие, даже не обязательно нож, жалко совать под наждак!
По цвету.
Молибден дает белый оттенок
Марганец цвет воды "в луже"
Вольфрам дает "радугу" на плохо полированной поверхности
-
Соответственно по хрому
не ржавеет больше 13%
питтинг 13% (D2)
сильно ржавеет, хрома почти нет
Далее гонять по количеству резов по сравнению с морой углем.
ATS-ка 2 моры угля
D2,12ХМФ 3 моры угля
По твердости и вязкости, думаю можно примерно определить.
440С или 95х18 имеют самую большую вязкость на опред-й твердости, то есть режут мягко дерево.
420 на такой же твердости будет плохо идти по дереву.
440 как то между ними.
8cr13mov\aus8 - интересная сталь, более упругая, похожа на инструментальную.
х12мф более однородная стекловидная, плохо шлифуется, сложно точится, скалывается большими кусками от нагрузки.
по искре на наждаке можно определить примерное содержание углерода в стали (но самой методики я не знаю). А так, по ощущениям в процессе заточки можно примерно определить принадлежность к той или иной группе сталей, но конкретную марку - вряд ли
Originally posted by NikVir:Соответственно по хрому
не ржавеет больше 13%
питтинг 13% (D2)
сильно ржавеет, хрома почти нет
Корр.стойкость стали определяется не только содержанием хрома, на этот параметр напрямую влияет и содержание углерода. D2 корродирует не потому, что в составе 12% хрома, а потому, что в составе 1,5% углерода. Чтобы такая сталь стала нержей нужно либо содержание хрома увеличить до 18, либо углерода уменьшить до 0,8. Сейчас еще и азотирование применяют, это повышает корр.стойкость сталей. Пример тому PSF-27 от Карпентера, порошковый аналог D2, но с высокой корр.стойкостью за счет азотирования
Мне то конечно проще. У меня теща в лаборатории сталь-цеха как раз хим состав выплавок определяет. Но по факту на готовом ноже ни разу не проверял марку. Нож либо нравится в работе, либо нет.И пофиг какая там сталь. А заготовки для ножей всегда брал проверенные у проверенных людей, и там за качество отвечали
Originally posted by Lazyinventor:
Но по факту на готовом ноже ни разу не проверял марку. Нож либо нравится в работе, либо нет.И пофиг какая там сталь.
Originally posted by Alex.P:
Поелозил обухом по бутылке, вроде след есть, надфиль скользит, значит около 60 есть.
На мой взгляд, для использования большего и не надо. Всего пару вопросов - ржавеет или нет и какая твердость. Первый, чтоб ухаживать, второй, чтоб поддерживать в рабочем состоянии.
Основной вопрос вижу в том, "как к определенной стали подобрать конкретный абразив". Определив вид стали (в домашних или в любых других условиях) - легированная или углеродистая, на этот вопрос ответить не получится. Т.к. подбор абразива скорее нужно связывать с ТМО стали, объемом необходимых заточных работ или с этапом заточки конкретного инструмента/изделия.
Было бы очень интересно посмотреть, как в домашних условиях получится отличить две железяки с одним ТМО, но у одной сталь A2, а у другой UHB20C.
А отличить углеродку от нержавейки очень быстро поможет соленый огурец =)
Originally posted by madmanz:
Основной вопрос вижу в том, "как к определенной стали подобрать конкретный абразив".
О, этот вопрос я решаю не задумываясь о марке стали. Беру абразив, который "Кажется", что подойдет и пробую, если не подходит, то сразу понятно в которую сторону нужно изменить абразив и беру другой брусок более осознанно.
Читайте также: